Изобретение относится к винтовым забойным двигателям и винтовым насосам и может быть использовано в нефтегазодобывающей, горной и других отраслях промышленности.
Известна публикация US 20030192184 А1, изобретатель Жан-Мишель Аш, текущий правопреемник «Шлюмберже Технолоджи Корп» с названием «Оптимизированный футеровочный материал, армированный волокнами, для объемных буровых двигателей» Описанный в публикации способ формирования статора для двигателя объемного типа включает: формирование прокладки, содержащей по меньшей мере два упругих слоя и по меньшей мере один волокнистый слой, причем по меньшей мере два упругих слоя расположены так, чтобы окружать по меньшей мере один волокнистый слой; размещение вкладыша в трубке статора, причем трубка статора содержит профилированную внутреннюю поверхность, включающую по меньшей мере два выступающих радиально внутрь выступа, проходящих по спирали вдоль выбранной длины трубки статора; и отверждение гильзы в трубке статора таким образом, чтобы гильза соответствовала выступающим радиально внутрь выступам, сформированным на внутренней поверхности, и спиральной форме внутренней поверхности, причем отверждение приспособлено для образования связи между гильзой и внутренней поверхностью, а также между по меньшей мере двумя упругими слоями и по меньшей мере одному слою волокон. Данный способ создания армированных волокнами зубьев статора имеет повышенную трудоемкость, при этом на поверхности зубьев статора не создается волн необходимых для работы статора в условиях высоких температур скважины, статор имеет узкий температурный диапазон работы.
Известны «Статоры с прогрессивной полостью из нескольких слоев эластомера». Публикация US 7517202 B2, 14 апреля 2009 г. изобретатель Маджид С. Дельпассан, текущий правопреемник «Смит Интернэшнл Инк».
Статор изготовлен из соответствующих первого и второго эластомерных материалов, причем каждый из первого и второго эластомерных материалов выбран так, чтобы иметь по меньшей мере одно отдельное свойство материала. Первый слой эластомера удерживается корпусом статора, а второй слой эластомера размещается на первом слое эластомера и расположен так, чтобы зацепляться с внешней поверхностью ротора. Недостатками являются технологическая сложность изготовления статора из двух эластомеров. Поверхность зубьев статора выполнена из эластомера, при скользящем контакте зубьев ротора и эластомерных зубьев статора в такой гидромашине водная смазка бурового раствора вытесняется из контакта и возникают зоны сухого трения, при этом эластомерная поверхность зубьев статора данной гидромашины имеет повышенный износ песком бурового раствора. Другим недостатком является то, что на поверхности зубьев статора не имеется волн необходимых для работы статора в условиях высоких перепадов температур скважины, статор имеет узкий температурный диапазон работы.
В качестве прототипа выбран известный винтовой насос или двигатель с наиболее близкими совокупными признаками к предлагаемому изобретению по патенту US 6716008 В1, заявка подана Wilhelm Kachele GmbH Elastomertechnik, изобретатель Бруно Качеле, текущий правопреемник Вильгельм Качеле «ГмбХ Эластомертехник», с названием «Эксцентриковый винтовой насос с расширенным температурным диапазоном» Упомянутая винтовая гидромашина включает в себя статор, имеющий эластичное гибкое покрытие, которое образует винтовое отверстие с зубьями. Для повышения производительности в более широком диапазоне рабочих температур отверстие, ограниченное эластичным гибким покрытием, имеет множество волн и канавок, размеры которых как в окружном, так и в радиальном направлениях меньше, чем размеры указанных зубьев. Данный винтовой насос или двигатель имеет недостатки, связанные с тем, что поверхность зубьев статора и волны выполнены из эластомера, в процессе работы при скользящем контакте зубьев ротора и эластомерных зубьев статора в такой гидромашине, водная смазка из бурового раствора вытесняется из контакта и возникают зоны сухого трения, в этом случае эластомерная поверхность зубьев статора данной гидромашины имеет повышенный износ песком бурового раствора.
Техническая задача, на решение которой направлено изобретение, заключается в уменьшении давления запуска гидромашины с применением предлагаемого статора, увеличении крутящего момента, мощности и КПД, в увеличении ресурса гидромашины.
Сущность технического решения задачи заключается в том, что статор винтовой гидромашины содержит трубчатый корпус, закрепленную в корпусе обкладку из эластомера, выполненную с внутренними винтовыми многозаходными зубьями, предназначенными для размещения ротора, имеющего наружную поверхность с винтовыми многозаходными зубьями, при этом внутренняя поверхность обкладки из эластомера выполнена с волнами на поверхности зубьев, а высота волн меньше, чем размеры зубьев обкладки статора, поверхность зубьев обкладки статора армирована тканью, при этом часть толщины ткани залита эластомером обкладки в процессе его вулканизации, а другая часть толщины ткани выступает из поверхности эластомерных зубьев, образуя рельефные волны ткани на поверхности зубьев рельефом переплетения нитей ткани, при этом материал нитей ткани имеет увеличенную износостойкость, чем эластомер обкладки и имеет более низкий коэффициент трения с материалом зубьев ротора, чем эластомер обкладки статора.
Задача решается также, когда ткань имеет ячеистую структуру, при этом рельефные волны ткани пересекаются, образуя продольные и поперечные рельефные волны ткани, и решается при выполнении волн тройной кривизны, при этом каждая рельефная волна ткани имеет дополнительные изгибы в виде синусоиды, а соседние волны расположены равноудаленно друг от друга и не пересекаются.
Задача лучшим образом решается, когда ткань преимущественно состоит из сотканных или соединенных вязанием нитей арамида-кевлара.
Задача решается, когда ткань преимущественно состоит из сотканных или соединенных вязанием нитей базальта, и (или) углерода, и (или) стекловолокна, и (или) полиэтилена с высокой прочностью на разрыв, и (или) сложного полиэфира с высокой прочностью на разрыв, и (или) полиамида, и (или) вискозы, и (или) нейлона, и (или) поливинилспиртовых и (или) хлопчатобумажных нитей.
Задача решается при применении пресс-формы, содержащей концентрично установленные с образованием кольцевой оформляющей рабочей полости трубчатый корпус статора, сердечник с наружными зубьями и заливочной головкой, размещенной на одной стороне сердечника, центрирующие корпус втулки, установленные по торцам сердечника, фиксирующую гайку, литниковые отверстия, выполненные в заливочной головке, при этом в оформляющей рабочей полости пресс-формы вокруг зубьев сердечника уложен по меньшей мере, в один слой рукав из ткани, ткань закреплена в полости в крайнем случае со стороны литниковых отверстий, при этом, со стороны литниковых отверстий, поверх ткани с зазором по поверхности зубьев сердечника для размещения ткани и зазором по внутреннему диаметру трубчатого корпуса, установлена укладочная поршневая втулка с ответными сердечнику внутренними зубьями и с возможностью совместного движения с кольцевой пробкой прессуемого эластомера вдоль зубьев сердечника по рукаву из ткани с выполнением при этом функции плотной укладки ткани на поверхность зубьев сердечника пресс-формы под движущуюся пробку прессуемого эластомера.
Задача решается способом изготовления статора винтовой гидромашины, при котором выполняют пресс-форму в соответствии с вышеописанной, через литниковые отверстия пресс-формы прессуют эластомер между корпусом статора и рукавом из ткани в оформляющей рабочей полости пресс-формы, нагревают пресс-форму до температуры вулканизации эластомера, выдерживают при этой температуре до окончания процесса вулканизации, охлаждают пресс-форму, извлекают сердечник пресс-формы из статора.
Отличительными признаками предлагаемого статора винтовой гидромашины от указанного выше наиболее близкого к нему прототипа, являются следующие.
Во-первых, статор винтовой гидромашины, содержит трубчатый корпус, закрепленную в корпусе обкладку из эластомера, выполненную с внутренними винтовыми многозаходными зубьями, предназначенными для размещения ротора, имеющего наружную поверхность с винтовыми многозаходными зубьями, при этом внутренняя поверхность обкладки из эластомера выполнена с волнами на поверхности зубьев, а высота волн меньше, чем размеры зубьев обкладки статора, поверхность зубьев обкладки статора армирована тканью, при этом часть толщины ткани залита эластомером обкладки в процессе его вулканизации, а другая часть толщины ткани выступает из поверхности эластомерных зубьев, образуя рельефные волны ткани на поверхности зубьев рельефом переплетения нитей ткани, при этом материал нитей ткани имеет увеличенную износостойкость, чем эластомер обкладки и имеет более низкий коэффициент трения с материалом зубьев ротора, чем эластомер обкладки статора. При таком исполнении статора винтовой гидромашины уменьшается давление запуска гидромашины, увеличивается крутящий момент, мощность и КПД винтовой гидромашины за счет того, что материал нитей ткани имеет более низкий коэффициент трения с материалом зубьев ротора, чем эластомер обкладки статора. В состоянии покоя коэффициент трения эластомеров по металлу, в частности, резины по металлу, достигает огромных значений f=1,0…1,2. Для запуска вращения ротора в этом случае необходимо преодолеть силу трения и увеличивать давление бурового раствора. Коэффициент трения материала нитей ткани, например, арамидной-кевларовой ткани по стали в несколько раз ниже, при этом уменьшается давление запуска гидромашины.
Также увеличивается ресурс гидромашины за счет того, что материал нитей ткани имеет увеличенную износостойкость, чем эластомер.
Расширяется интервал рабочих температур, при которых обеспечивается ресурс и надежность винтового гидравлического двигателя, работающего в "горячих" скважинах, повышается усталостная выносливость (ресурс) обкладки из эластомера за счет улучшения уплотнения по контактным линиям в зоне полюсов зацепления, снижаются контактные нагрузки в зоне максимальных скоростей скольжения, снижаются гидромеханические потери во всех положениях контакта зубьев обкладки и ротора за счет того что, поверхность зубьев статора винтовой гидромашины армирована тканью, при этом часть толщины ткани залита эластомером в процессе его вулканизации а другая часть толщины ткани выступает из поверхности эластомера, образуя дополнительные рельефные волны ткани на поверхности зубьев рельефом переплетения нитей ткани. Когда ткань образует рельефные волны на поверхности зубьев, то при значительном увеличении температуры в скважине и тепловом расширении эластомера зубьев, заклинивания ротора в статоре не происходит, рельефные вершины волн ткани при контакте с зубьями ротора смещаются во впадины между волнами, при этом не возникает критического торможения ротора в статоре. Рельефные тканевые волны на поверхности зубьев статора обеспечивают контакт зубьев ротора и статора в горячем и холодном состоянии, значительно расширяя интервал рабочих температур статора. Также дополнительное повышение ресурса винтовой гидромашины и расширение температурного интервала ее работы происходит за счет того, что в процессе работы ротора и статора в буровом растворе, содержащем абразивный песок, в связи с тем, что материал нитей ткани имеет увеличенную износостойкость, чем эластомер обкладки зубьев, при малой высоте тканевых волн, происходит более интенсивный износ эластомера песком во впадинах волн ткани, при этом высота тканевых волн увеличивается до оптимальной, при которой износ эластомера во впадинах прекращается в связи с прекращением вымывания песка бурового раствора из углубленных впадин. При этом застрявший на максимальной глубине впадин песок, защищает эластомер от дальнейшего износа, самостоятельно участвуя в трении с песком, постоянно вымываемым из впадин на их меньшей глубине.
Во-вторых, ткань имеет ячеистую структуру, при этом рельефные волны ткани пересекаются, образуя продольные и поперечные рельефные волны ткани. В этом случае, вершины рельефных волн ткани при температурном расширении эластомера, при силовом воздействии зубьев ротора, смещаются во впадины между продольными и впадины между поперечными волнами, при этом не возникает критического торможения ротора в статоре при более повышенных температурах, чем при волнах, не имеющих пересечения.
В-третьих, в другом случае исполнения волны выполнены тройной кривизны, при этом каждая рельефная волна ткани имеет дополнительные изгибы в виде синусоиды, а соседние волны расположены равноудаленно друг от друга и не пересекаются. В этом случае вершины рельефных волн ткани при температурном расширении эластомера, при силовом воздействии зубьев ротора, имеют более двух направлений для смещения во впадины между рельефными волнами, при этом не возникает критического торможения ротора в статоре при более повышенных температурах, чем при волнах двойной кривизны.
При пересечении рельефных волн ткани или выполнении равноудаленных рельефных волн тройной кривизны в виде синусоиды абразивные частицы бурового раствора "вдавливаются" геликоидальной поверхностью ротора между нитями рельефных волн ткани, периодически "вымываются" и "замещаются" новыми абразивными частицами под действием прокачиваемого бурового раствора. При этом сменные абразивные частицы бурового раствора постоянно наполняют тканевую поверхность зубьев статора, защищая ее от износа тем, что сами участвуют в трении с упрочненной поверхностью ротора. Также при скользящем контакте зубьев ротора и статора в таком исполнении статора гидромашины, смазка в виде воды из бурового раствора, задерживается в нитях ткани на поверхности зубьев и смачивает зону контакта зубьев. При этом смазка не вытесняется из контакта и исключает возникновение зон сухого трения, вызывающее катастрофический износ поверхности зубьев.
В-четвертых, когда ткань преимущественно состоит из сотканных или соединенных вязанием нитей арамида-кевлара достигается лучшая износостойкость поверхности зубьев статора. Тканевые рельефные волны из арамидной-кевларовой ткани на поверхности зубьев статора показывают лучшую стойкость к истиранию и порезу абразивным песком бурового раствора рельефных волн ткани на поверхности зубьев обкладки статора.
В-пятых, когда ткань преимущественно состоит из сотканных или соединенных вязанием нитей базальта, и (или) углерода, и (или) стекловолокна, и (или) полиэтилена с высокой прочностью на разрыв, и (или) сложного полиэфира с высокой прочностью на разрыв, и (или) полиамида, и (или) вискозы, и (или) нейлона, и (или) поливинилспиртовых и (или) хлопчатобумажных нитей, также достигается износостойкость поверхности зубьев статора, при этом выбран материал меньшей стоимости, с сопоставимым с применением арамидной-кевларовой ткани результатом. Например, ткань, формирующая дополнительные рельефные волны из нитей на основе базальта, также имеет пониженный коэффициент трения с зубьями ротора, имеет высокую прочность и износостойкость, т.к. удельная прочность базальтовых нитей в 2,5 раза превышает прочность легированных сталей и в 1,5 раза превышает прочность стеклонитей и лишь немного уступает углеродным нитям (будучи существенно их дешевле). При этом использовано плетение ткани из разных по составу нитей и предпочтительно на лицевую поверхность ткани контактирующей с зубьями ротора использованы в основном арамидные-кевларовые нити, а изнаночная сторона, заливаемая эластомером, выполнена в основном нитями с меньшей стоимостью, из базальтовых и (или) углеродных или других перечисленных нитей.
Пресс-форма для изготовления статора винтовой гидромашины содержит концентрично установленные с образованием кольцевой оформляющей рабочей полости трубчатый корпус статора, сердечник с наружными зубьями и заливочной головкой размещенной на одной стороне сердечника, центрирующие корпус втулки, установленные по торцам сердечника, фиксирующую гайку, литниковые отверстия, выполненные в заливочной головке, при этом в оформляющей рабочей полости пресс-формы вокруг зубьев сердечника уложен по меньшей мере, в один слой рукав из ткани, ткань закреплена в полости в крайнем случае со стороны литниковых отверстий, при этом со стороны литниковых отверстий поверх ткани с зазором по поверхности зубьев сердечника для размещения ткани и зазором по внутреннему диаметру трубчатого корпуса, установлена укладочная поршневая втулка, с ответными сердечнику внутренними зубьями и с возможностью совместного движения с кольцевой пробкой прессуемого эластомера вдоль зубьев сердечника по рукаву из ткани с выполнением при этом функции плотной укладки ткани на поверхность зубьев сердечника пресс-формы под движущуюся пробку прессуемого эластомера. При таком выполнении пресс-формы, с применением поршневой укладочной втулки, стала доступной технологическая возможность ввести в поверхность эластомерных зубьев гибкую, податливую ткань без применения сложных и трудоемких технологических приемов ее отверждения. Также, при таком выполнении пресс-формы, ткань плотно прижимается к поверхности зубьев и впадин сердечника пресс-формы поршневой укладочной втулкой. Нити ткани упруго деформируются под давлением прессования пробкой эластомера, не допуская затекания эластомера в зону контакта нитей ткани с поверхностью зубьев и впадин сердечника пресс-формы. Эластомер при этом затекает в пространство между нитями ткани, обеспечивая их дальнейшее надежное крепление в эластомере после его вулканизации. После извлечения сердечника из статора, упругая деформация нитей ткани снимается, при этом эластомер получает усадку при охлаждении и нити ткани упруго поднимаются над поверхностью эластомера, рельефно выступают из эластомера, образуя рельефные волны ткани на поверхности зубьев статора винтовой гидромашины.
Способ изготовления статора винтовой гидромашины реализуется следующим образом:
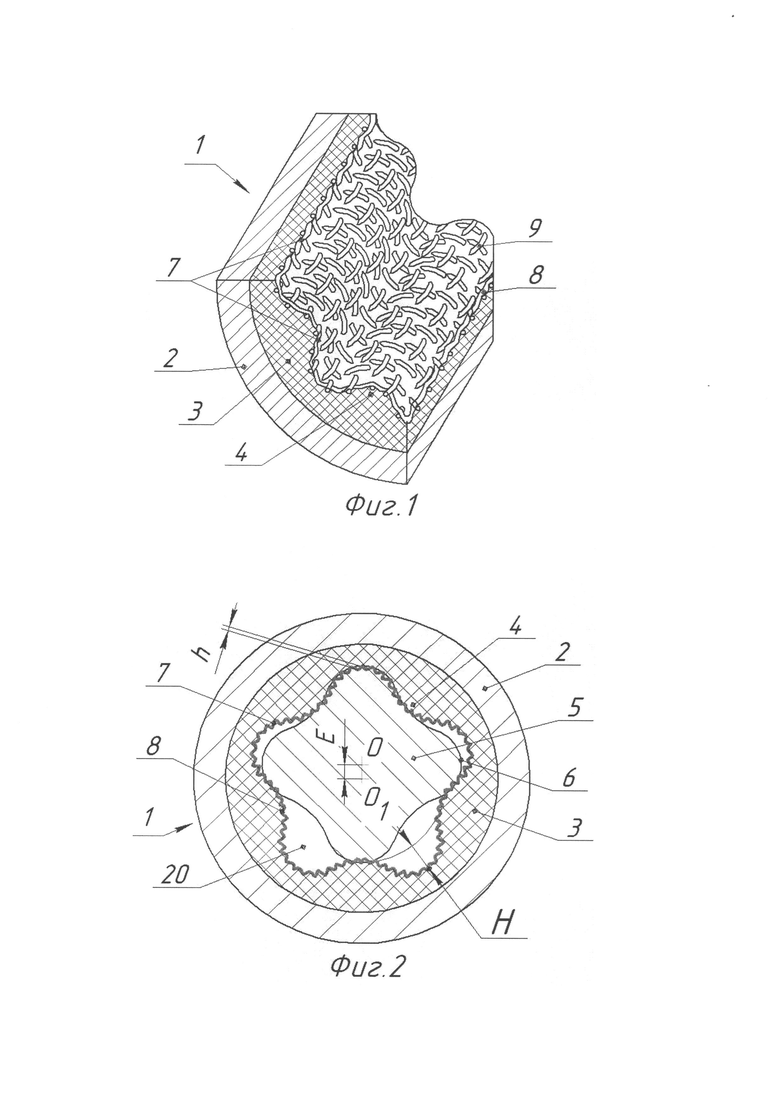
Выполняют пресс-форму в соответствии с вышеприведенным описанием, через литниковые отверстия пресс-формы прессуют эластомер между корпусом статора и рукавом из ткани в оформляющей рабочей полости пресс-формы, нагревают пресс-форму до температуры вулканизации эластомера, выдерживают при этой температуре до окончания процесса вулканизации, охлаждают пресс-форму, извлекают сердечник пресс-формы из статора. Способ характеризуется простотой технологии и низкой трудоемкостью изготовления статора винтовой гидромашины с поверхностным рельефным армированием зубьев износостойкой тканью. Изобретение иллюстрируется чертежами, представленными на фиг.1-9. На фиг.1 показаны зубья статора винтовой гидромашины, часть толщины ткани залита эластомером в процессе его вулканизации, а другая часть толщины ткани выступает из поверхности эластомера, при этом ткань имеет ячеистую структуру, а волны ткани пересекаются, образуя продольные и поперечные волны рельефа ткани.
На фиг.2 показано сечение статора и ротора винтовой гидромашины, статор имеет рельефные волны на поверхности зубьев, образованные рельефом переплетения нитей ткани.
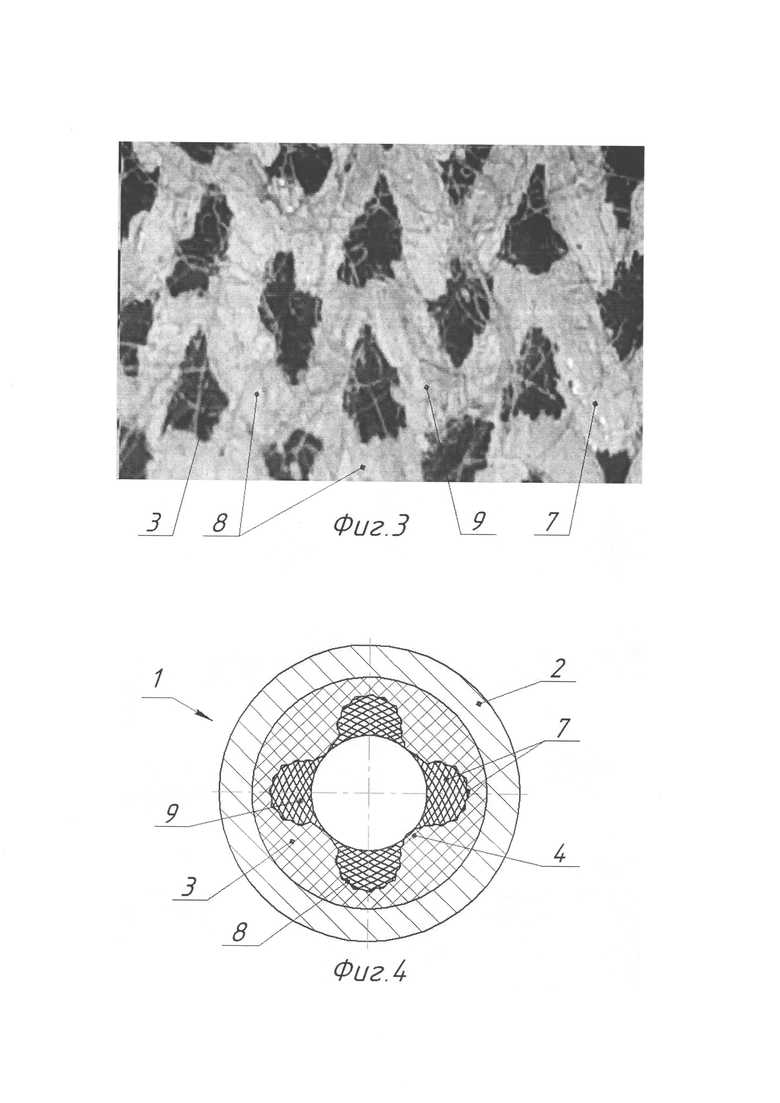
На фиг.3 показан вид на выступающие из вулканизированного эластомера рельефные волны ткани на поверхности зубьев обкладки статора винтовой гидромашины, образованные рельефом переплетения нитей ткани, при этом волны ткани пересекаются, образуя продольные и поперечные рельефные волны ткани.
На фиг.4 в сечении статора показаны поперечные и продольные рельефные волны ткани на поверхности зубьев статора винтовой гидромашины, при этом волны ткани пересекаются, образуя продольные и поперечные рельефные волны ткани.
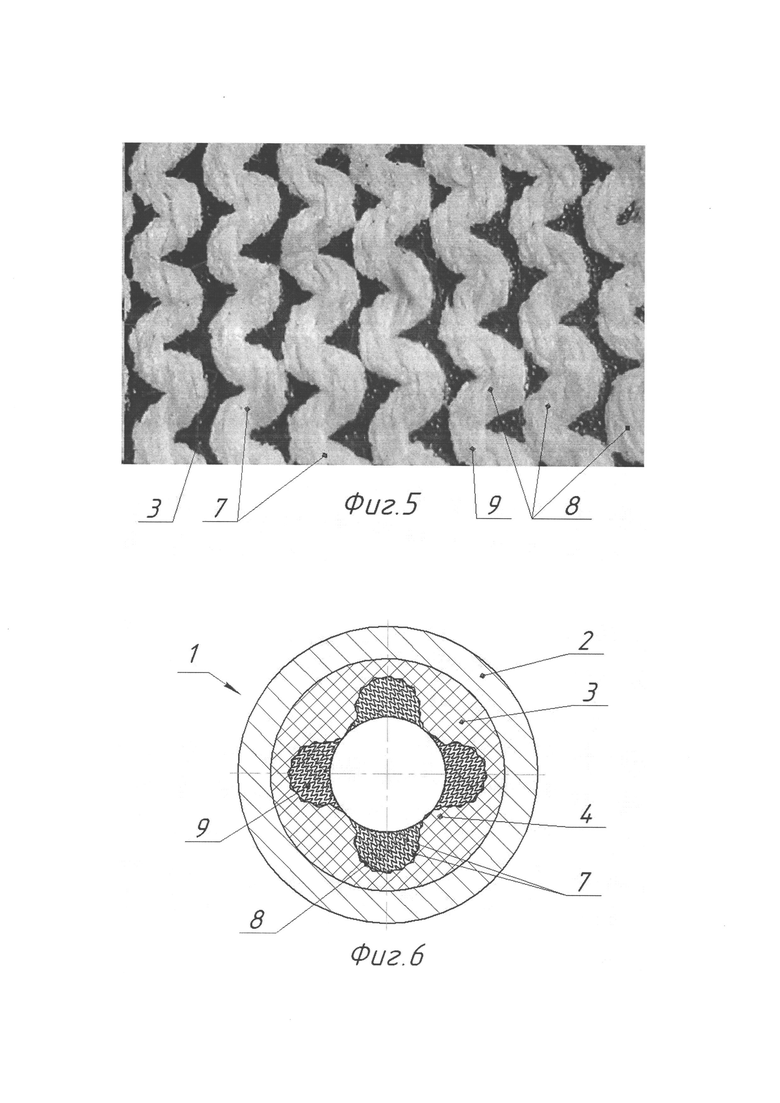
На фиг.5 показан вид на выступающие из вулканизированного эластомера рельефные волны ткани на поверхности зубьев эластомера статора винтовой гидромашины, образованные рельефом переплетения нитей ткани, при этом рельефные волны выполнены тройной кривизны и каждая рельефная волна ткани имеет дополнительные изгибы в виде синусоиды, а соседние рельефные волны расположены равноудаленно друг от друга и не пересекаются.
На фиг.6 в сечении статора показаны рельефные волны ткани на поверхности эластомерных зубьев статора винтовой гидромашины, при этом волны выполнены тройной кривизны и каждая рельефная волна ткани имеет дополнительные изгибы в виде синусоиды, а соседние волны расположены равноудаленно друг от друга и не пересекаются.
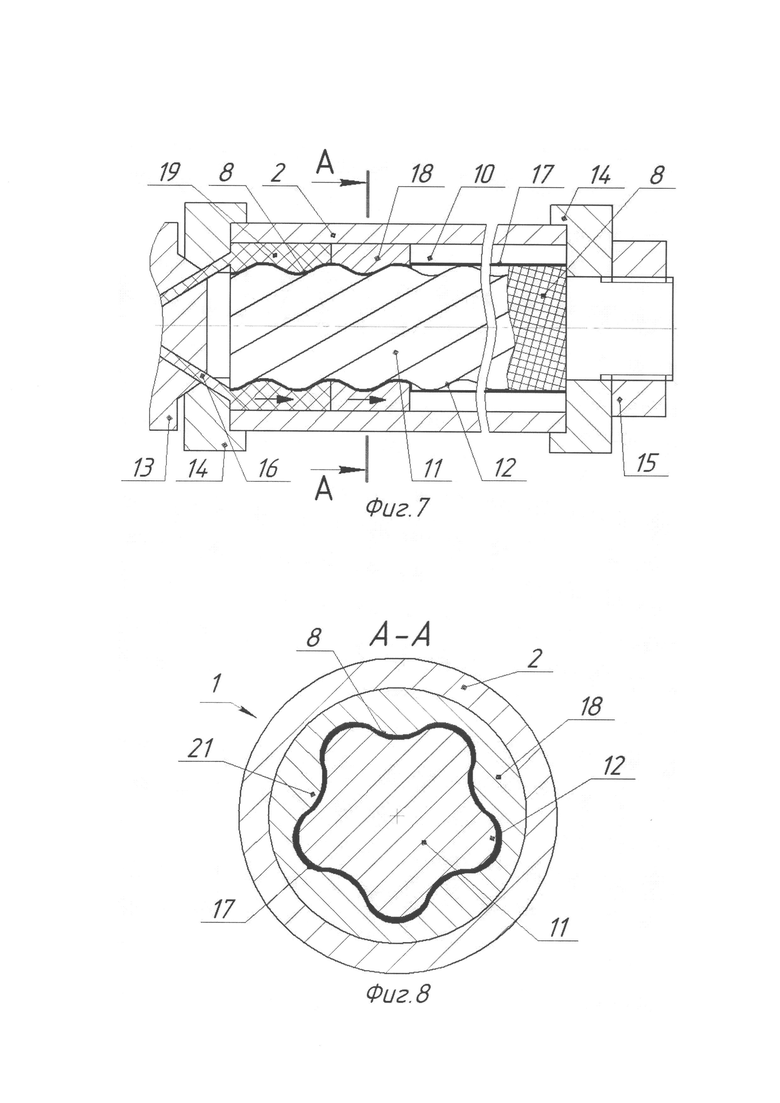
На фиг.7 показана пресс-форма для изготовления статора винтовой гидромашины с поверхностным рельефным армированием эластомерных зубьев тканью.
На фиг.8 показано сечение А-А по поршневой укладывающей втулке, на фиг.7 пресс-формы для изготовления статора винтовой гидромашины с поверхностным рельефным армированием эластомерных зубьев тканью.
На фиг.9 приведен вид на поршневую укладывающую втулку пресс-формы для изготовления статора винтовой гидромашины с поверхностным рельефным армированием эластомерных зубьев тканью.
Статор 1 (фиг.1) винтовой гидромашины, содержит трубчатый корпус 2, закрепленную в корпусе обкладку 3 из эластомера, выполненную с внутренними винтовыми многозаходными зубьями 4, предназначенными для размещения (фиг.2) ротора 5, имеющего наружную поверхность с винтовыми многозаходными зубьями 6, для работы со статором число зубьев 6 ротора 5 на единицу меньше числа зубьев 4 обкладки 3, ходы винтовых зубьев 4 и 6 обкладки 3 и ротора 5 пропорциональны их числам зубьев 4 и 6, ось О-О ротора 5 смещена относительно оси O1-O1 зубьев 4 в обкладке 3 на величину эксцентриситета Е, равного половине радиальной высоты Н зубьев 4 и 6, при этом внутренняя поверхность обкладки из эластомера выполнена с волнами 7 на поверхности зубьев 4, а высота h волн 7 меньше, чем размеры зубьев 4 обкладки 3 статора 1, поверхность зубьев 4 обкладки 3 статора 1 армирована тканью 8, при этом часть толщины ткани 8 залита эластомером обкладки 3 (фиг.1) в процессе его вулканизации, а другая часть толщины ткани 8 выступает из поверхности эластомерных зубьев 4, образуя рельефные волны 7 ткани 8 на поверхности зубьев 4 рельефом переплетения нитей 9 ткани 8, при этом материал нитей 9 ткани 8 имеет увеличенную износостойкость, чем эластомер обкладки 3 и имеет более низкий коэффициент трения с материалом зубьев 6 ротора 5, чем эластомер обкладки 3 статора 1. Ткань 8 имеет ячеистую структуру (фиг.3), при этом рельефные волны 7 ткани 8 пересекаются (фиг 1,3 и 4), образуя продольные и поперечные рельефные волны 7 ткани 8 (фиг.4).
В другом исполнении волны 7 выполнены тройной кривизны (фиг.5), при этом каждая рельефная волна 7 ткани 8 имеет дополнительные изгибы в виде синусоиды (фиг.5, фиг.6), а соседние волны 7 расположены равноудаленно друг от друга и не пересекаются.
Ткань 8 преимущественно состоит из сотканных или соединенных вязанием нитей арамида-кевлара (фиг.3 и 5).
В другом исполнении, ткань 8 преимущественно состоит из сотканных или соединенных вязанием нитей 9, базальта и (или) углерода и (или) стекловолокна и (или) полиэтилена с высокой прочностью на разрыв и (или) сложного полиэфира с высокой прочностью на разрыв и (или) полиамида и (или) вискозы и (или) нейлона и (или) поливинилспиртовых и (или) хлопчатобумажных нитей 9 (фиг.4 и 6).
Пресс-форма (фиг.7,8,9) для изготовления статора 1 винтовой гидромашины, характеризуется тем, что пресс-форма содержит концентрично установленные с образованием кольцевой оформляющей рабочей полости 10 трубчатый корпус 2 статора 1, сердечник 11 с наружными зубьями 12 и заливочной головкой 13, размещенной на одной стороне сердечника 11, центрирующие корпус втулки 14, установленные по торцам сердечника 11, фиксирующую гайку 15, литниковые отверстия 16, выполненные в заливочной головке 13, при этом в оформляющей рабочей полости 10 пресс-формы вокруг зубьев 12 сердечника 11 уложен по меньшей мере, в один слой рукав 17 из ткани 8, ткань 8 закреплена в полости 10 в крайнем случае со стороны литниковых отверстий 16, при этом со стороны литниковых отверстий 16 поверх ткани 8 с зазором по поверхности зубьев 12 сердечника 11 для размещения ткани 8 и зазором по внутреннему диаметру трубчатого корпуса 2, установлена укладочная поршневая втулка 18 с ответными сердечнику 11 внутренними зубьями 21 и с возможностью совместного движения с кольцевой пробкой 19 прессуемого эластомера вдоль зубьев 12 сердечника 11 по рукаву 17 из ткани 8 с выполнением при этом функции плотной укладки ткани 8 на поверхность зубьев 12 сердечника 11 пресс-формы под движущуюся пробку 19 прессуемого эластомера.
Способ изготовления статора винтовой гидромашины характеризуется тем, что выполняют пресс-форму в соответствии (фиг.7,8,9) с вышеприведенным описанием, через литниковые (фиг.7) отверстия 16 пресс-формы прессуют эластомер между корпусом 2 статора 1 и рукавом 17 из ткани 8 в оформляющей рабочей полости 10 пресс-формы, нагревают пресс-форму до температуры вулканизации эластомера, выдерживают при этой температуре до окончания процесса вулканизации, охлаждают пресс-форму, извлекают сердечник 11 пресс-формы из статора 1.
Статор 1 винтовой гидромашины (фиг. 2) при его использовании в винтовом забойном двигателе работает следующим образом: поток рабочей текучей среды под давлением по колонне бурильных труб (не показаны) подается в винтовые камеры 20, образованные винтовыми зубьями 4 обкладки 3 статора 1 и винтовыми зубьями 6 ротора 5. В винтовых камерах 20 при высоком давлении рабочей текучей среды, воздействующем на боковые поверхности винтовых зубьев 4 и 6, создается крутящий момент, приводящий во вращение ротор 5.
Статор 1 винтовой гидромашины (фиг.2) при его использовании в винтовом насосе работает следующим образом: ротор 5 принудительно приводится во вращение относительно статора 1, например, через колонну штанг (не показаны). Винтовые камеры 20, образованные винтовыми зубьями 4 обкладки 3 статора 1 и винтовыми зубьями 6 ротора 5, при вращении ротора 5 перемещаются вдоль статора 1, при этом перемещая перекачиваемую среду вдоль статора 1.
При использовании статора 1 в винтовой гидромашине в качестве двигателя уменьшается давление запуска гидромашины, увеличивается крутящий момент, мощность и КПД винтовой гидромашины за счет того, что материал волокон (нитей) ткани 8 имеет более низкий коэффициент трения с материалом зубьев 6 ротора 5, чем эластомер зубьев 4 статора 1. При использовании статора 1 в винтовой гидромашине в качестве насоса уменьшается момент вращения и «страгивания» ротора 5 при запуске насоса. Увеличивается ресурс гидромашины за счет того, что материал нитей 9 ткани 8 при работе с ротором 5 в буровом растворе с содержанием песка, имеет увеличенную износостойкость, чем эластомер. Расширяется интервал рабочих температур, при которых обеспечивается ресурс и надежность винтового гидравлического двигателя, работающего в "горячих" скважинах, повышается усталостная выносливость (ресурс) обкладки 3 из эластомера за счет улучшения уплотнения по контактным линиям рельефных волн 7 ткани 8 в зоне полюсов зацепления, снижения контактных нагрузок в зоне максимальных скоростей скольжения, снижения гидромеханических потерь во всех положениях контакта зубьев 4 и 6 обкладки 3 и ротора 5 за счет того, что поверхность зубьев 4 статора 1 винтовой гидромашины армирована тканью 8, при этом часть толщины ткани 8 залита эластомером (фиг.1,3,5) в процессе его вулканизации, а другая часть толщины ткани 8 выступает (фиг.1,3,5) из поверхности эластомера, образуя волны 7 ткани 8 на поверхности эластомера зубьев 4 рельефом переплетения нитей 9 ткани 8, при этом материал нитей 9 ткани 8 имеет увеличенную износостойкость, чем эластомер обкладки 3, и имеет более низкий коэффициент трения с материалом зубьев 6 ротора 5, чем эластомер обкладки 3 статора 1.
Изобретение относится к буровой технике, а именно к статору винтовой гидромашины, и может быть использовано в нефтегазодобывающей, горной и других отраслях промышленности. Поверхность зубьев 4 обкладки 3 статора 1 армирована тканью 8. Часть толщины ткани 8 залита эластомером обкладки 3 в процессе его вулканизации. Другая часть толщины ткани 8 выступает из поверхности эластомерных зубьев 4, образуя рельефные волны 7 ткани 8 на поверхности зубьев 4 рельефом переплетения нитей 9 ткани 8. Материал нитей 9 ткани 8 имеет увеличенную износостойкость, чем эластомер обкладки 3, и имеет более низкий коэффициент трения с материалом зубьев 4 ротора 5, чем эластомер обкладки 3 статора 1. Изобретение направлено на уменьшение давления запуска гидромашины, увеличение крутящего момента, мощности, КПД и ресурса гидромашины. 4 з.п. ф-лы, 9 ил.
1. Статор винтовой гидромашины, содержащий трубчатый корпус, закрепленную в корпусе обкладку из эластомера, выполненную с внутренними винтовыми многозаходными зубьями, предназначенными для размещения ротора, имеющего наружную поверхность с винтовыми многозаходными зубьями, при этом внутренняя поверхность обкладки из эластомера выполнена с волнами на поверхности зубьев, а высота волн меньше, чем размеры зубьев обкладки статора, отличающийся тем, что поверхность зубьев обкладки статора армирована тканью, при этом часть толщины ткани залита эластомером обкладки в процессе его вулканизации, а другая часть толщины ткани выступает из поверхности эластомерных зубьев, образуя рельефные волны ткани на поверхности зубьев рельефом переплетения нитей ткани, при этом материал нитей ткани имеет увеличенную износостойкость, чем эластомер обкладки, и имеет более низкий коэффициент трения с материалом зубьев ротора, чем эластомер обкладки статора.
2. Статор по п. 1, отличающийся тем, что ткань имеет ячеистую структуру, при этом рельефные волны ткани пересекаются, образуя продольные и поперечные рельефные волны ткани.
3. Статор по п. 1, отличающийся тем, что волны выполнены тройной кривизны, при этом каждая рельефная волна ткани имеет дополнительные изгибы в виде синусоиды, а соседние волны расположены равноудаленно друг от друга и не пересекаются.
4. Статор по п. 1, отличающийся тем, что ткань преимущественно состоит из сотканных или соединенных вязанием нитей арамида-кевлара.
5. Статор по п. 1, отличающийся тем, что ткань преимущественно состоит из сотканных или соединенных вязанием нитей базальта, и (или) углерода, и (или) стекловолокна, и (или) полиэтилена с высокой прочностью на разрыв, и (или) сложного полиэфира с высокой прочностью на разрыв, и (или) полиамида, и (или) вискозы, и (или) нейлона, и (или) поливинилспиртовых и (или) хлопчатобумажных нитей.
| US 6716008 B1, 06.04.2004 | |||
| CN 106014969 A, 12.10.2016 | |||
| US 11806902 B2, 07.11.2023 | |||
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2019 |
|
RU2723595C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2375583C1 |

