Изобретение относится к винтовым забойным двигателям и винтовым насосам и может быть использовано в нефтегазодобывающей, горной и других отраслях промышленности.
Известен «Слоевой статор винтовой гидромашины (варианты), пресс-форма и способ для его изготовления», патент №2417300 опубликованный 27.04.2011 г., бюл. №12, автор Шардаков М.В. Указанное техническое решение выбрано в качестве прототипа предлагаемому изобретению.
У данного статора винтовой гидромашины механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы. При использовании данного технического решения увеличилась точность изготовления внутренних винтовых зубьев статора по шагу и профилю зубьев, возросла прочность зубьев. Проведенные стендовые и промысловые испытания двигателя, содержащего указанный статор, показали примерно двукратное увеличение рабочего момента и мощности по сравнению с его классическим исполнением (обкладка статора с резиновыми зубьями). Значительно возросла средняя механическая скорость бурения. Винтовой насос с упомянутым статором показал примерно двукратное увеличение напора по сравнению с его классическим выполнением в тех же габаритах.
Однако при бурении искривленных скважин, при воздействии циклических изгибающих нагрузок на статор двигателя в стволе скважины, наблюдались случаи отказов двигателя, вызванные разрушением внутреннего металлического слоя статора.
Данная техническая проблема решается предлагаемым изобретением, техническим результатом которого является создание статора, применение которого в винтовой гидромашине дополнительно по сравнению с прототипом увеличивает ее надежность и ресурс.
Указанная техническая проблема по первому варианту изобретения решается тем, что биметаллический статор винтовой гидромашины содержит наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, при этом внутренний металлический слой армирован, в крайнем случае, одним слоем сетки, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
При этом техническая проблема решается также при выполнении армирующей сетки из стали.
Указанная техническая проблема по второму варианту изобретения решается тем, что биметаллический статор винтовой гидромашины содержит наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, при этом внутренний металлический слой армирован сеткой, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
При этом техническая проблема решается и при выполнении армирующей сетки из стали.
Отличительными признаками предлагаемого по первому варианту биметаллического статора винтовой гидромашины от указанного выше, наиболее близкого к нему прототипа, являются следующее:
Во-первых, биметаллический статор винтовой гидромашины содержит наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора при этом внутренний металлический слой армирован, в крайнем случае, одним слоем сетки, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
Такое выполнение биметаллического статора винтовой гидромашины, когда внутренний металлический слой статора армирован, в крайнем случае, одним слоем сетки, выполненной из металла, позволяет увеличить прочность внутреннего слоя статора, с сохранением точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев. Увеличивается ресурс и надежность винтовой гидромашины. Помимо этого, такое выполнение статора винтовой гидромашины, также позволяет использовать гидромашину в качестве двигателя при бурении в скважинах с температурой выше 120°С или применять гидромашину в качестве винтового насоса для откачки из скважины, например битумной нефти, температура подогрева которой составляет 200-250°С.
Во-вторых, при выполнении армирующей сетки из стали достигается наибольшее увеличение прочности внутреннего слоя статора.
Отличительными признаками предлагаемого по второму варианту биметаллического статора винтовой гидромашины от прототипа является следующее:
Во-первых, биметаллический статор винтовой гидромашины содержит наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, при этом внутренний металлический слой армирован сеткой, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
Такое выполнение биметаллического статора винтовой гидромашины, когда внутренний металлический слой статора армирован, в крайнем случае, одним слоем сетки, выполненной из металла, позволяет увеличить прочность внутреннего слоя статора, с сохранением точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев. Увеличивается ресурс и надежность винтовой гидромашины.
Во-вторых, при выполнении армирующей сетки из стали также достигается наибольшее увеличение прочности внутреннего слоя статора, в том числе и усталостной прочности.
Изобретение иллюстрируется чертежами, представленным на фиг. 1-2:
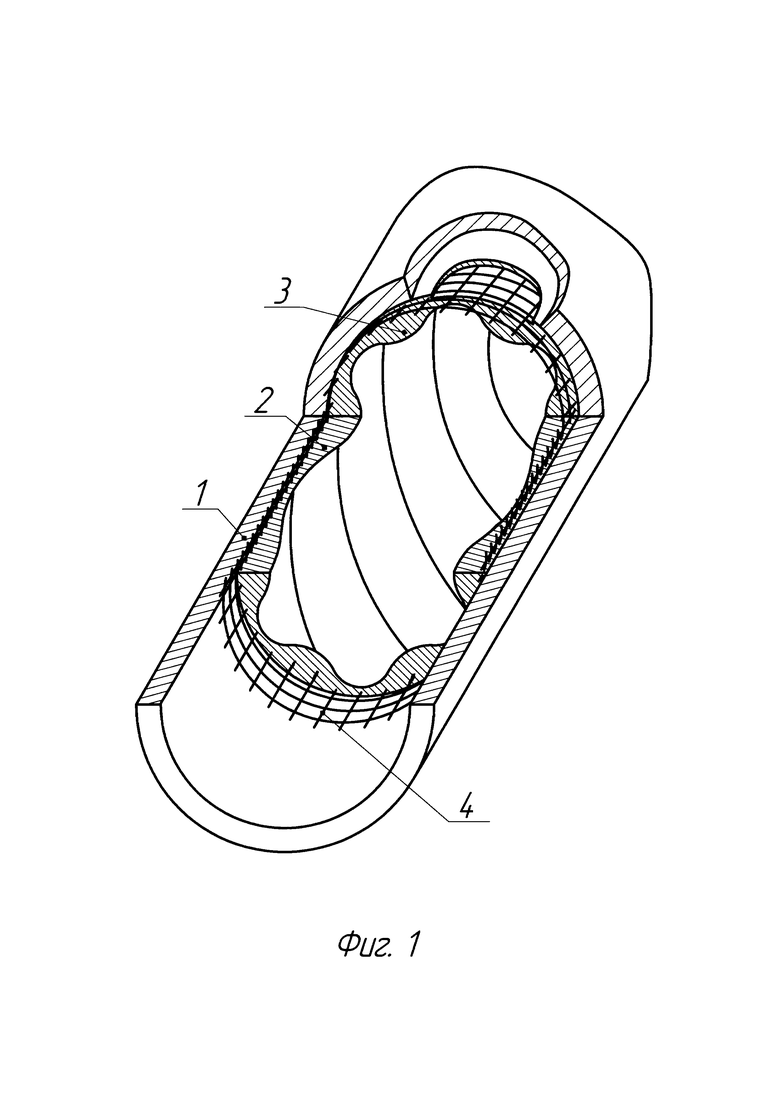
На фиг. 1 показан общий вид биметаллического статора винтовой гидромашины, выполненного по первому варианту.
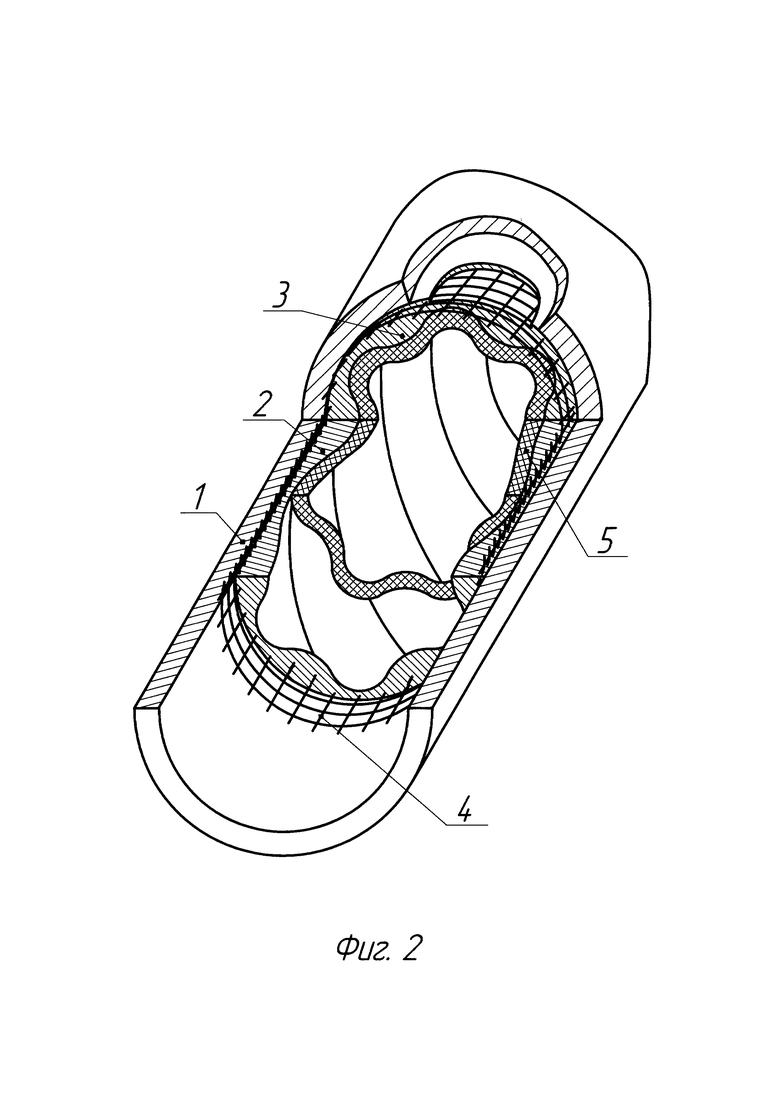
На фиг. 2 показан общий вид биметаллического статора винтовой гидромашины выполненного по второму варианту.
Биметаллический статор винтовой гидромашины, выполненный по первому варианту, содержит наружный цилиндрический металлический слой 1, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой 2 со сформированными в нем внутренними винтовыми зубьями 3, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя 1, но выше температуры среды эксплуатации статора, при этом внутренний металлический слой 2 армирован, в крайнем случае, одним слоем сетки 4, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя 2, армирующая сетка 4 выполнена из стали.
Биметаллический статор винтовой гидромашины, выполненный по второму варианту, содержит наружный цилиндрический металлический слой 1, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой 2 со сформированными в нем внутренними винтовыми зубьями 3, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя 1, но выше температуры среды эксплуатации статора, к поверхности винтовых зубьев 3 внутреннего металлического слоя 2 статора прикреплен слой эластомера 5, при этом внутренний металлический слой 2 армирован, в крайнем случае, одним слоем сетки 4, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя, армирующая сетка 4 выполнена из стали.
Биметаллический статор винтовой гидромашины, выполненный по первому или второму варианту предлагаемого изобретения, при его использовании в винтовом забойном двигателе работает следующим образом: поток рабочей текучей среды под давлением по колонне бурильных труб (не показаны) подается в винтовые камеры (не показаны), образованные винтовыми зубьями 3 статора и винтовыми зубьями ротора (не показан). В винтовых камерах при высоком давлении рабочей текучей среды, воздействующем на боковые поверхности винтовых зубьев 3, создается крутящий момент, приводящий во вращение ротор.
Биметаллический статор винтовой гидромашины, выполненный по первому или второму варианту предлагаемого изобретения, при его использовании в винтовом насосе работает следующим образом: ротор (не показан) принудительно приводится во вращение относительно статора, например, через колонну штанг. Винтовые камеры (не показаны), образованные винтовыми зубьями 3 статора и винтовыми зубьями ротора, при вращении ротора перемещаются вдоль статора, при этом перемещая перекачиваемую среду вдоль статора.
Армирующая сетка 4 в первом и втором вариантах исполнения предлагаемого изобретения воспринимает циклические силовые нагрузки, действующие при работе гидромашины на зубья 3 внутреннего слоя 2 статора. В том числе сеткой 4 воспринимаются и растягивающие циклические нагрузки от изгиба статора стенками скважины. При этом значительно увеличивается надежность и ресурс винтовой гидромашины по сравнению с прототипом.
Группа изобретений относится к винтовым забойным двигателям и винтовым насосам и может быть использована в нефтегазодобывающей, горной и других отраслях промышленности. Биметаллический статор винтовой гидромашины по первому варианту содержит наружный цилиндрический металлический слой 1, выполненный из стали или титанового сплава. Внутри слоя 1 закреплен внутренний металлический слой 2 со сформированными в нем внутренними винтовыми зубьями 3. Слой 2 выполнен из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления слоя 1, но выше температуры среды эксплуатации статора. Слой 2 армирован, в крайнем случае, одним слоем сетки 4, выполненной из металла с температурой плавления выше температуры плавления слоя 2. В биметаллическом статоре по второму варианту к поверхности зубьев 3 прикреплен слой эластомера 5. Группа изобретений направлена на увеличение надежности и ресурса винтовой гидромашины. 2 н. и 2 з.п. ф-лы, 2 ил.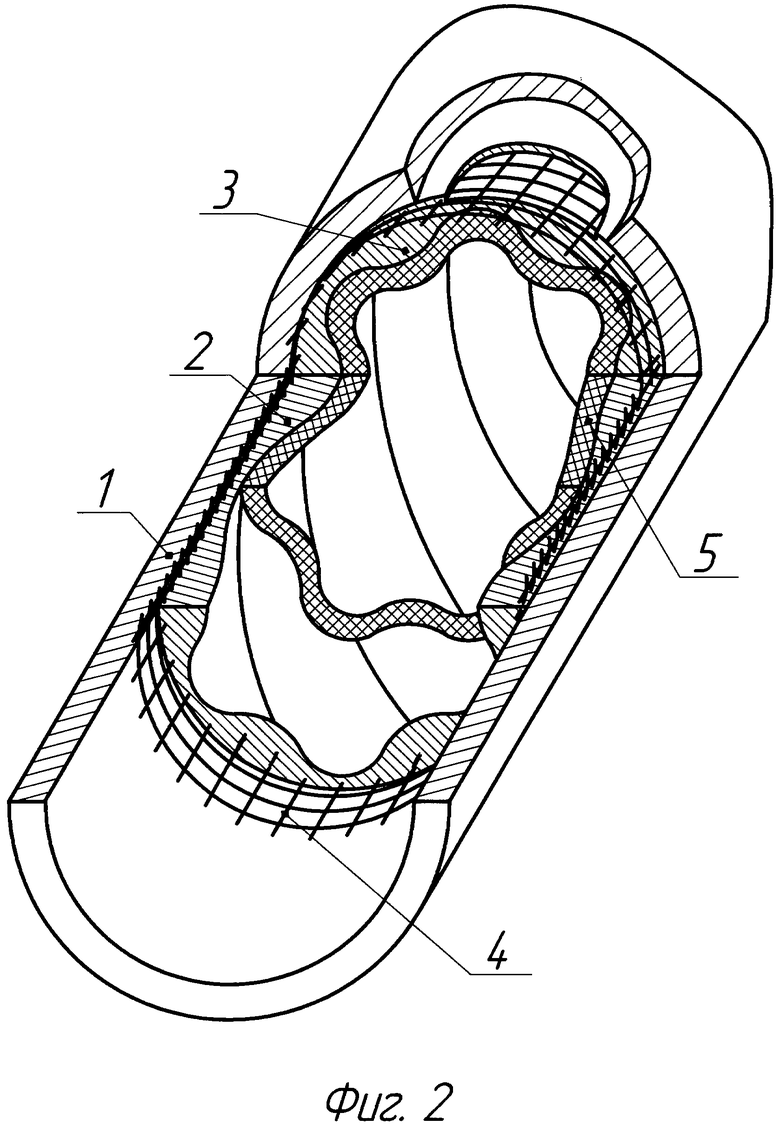
1. Биметаллический статор винтовой гидромашины, содержащий наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, отличающийся тем, что внутренний металлический слой армирован, в крайнем случае, одним слоем сетки, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
2. Биметаллический статор винтовой гидромашины по п. 1, отличающийся тем, что армирующая сетка выполнена из стали.
3. Биметаллический статор винтовой гидромашины, содержащий наружный цилиндрический металлический слой, выполненный из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава на основе олова, или цинка, или алюминия, или меди с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, отличающийся тем, что внутренний металлический слой армирован, в крайнем случае, одним слоем сетки, выполненной из металла с температурой плавления выше температуры плавления внутреннего слоя.
4. Биметаллический статор винтовой гидромашины по п. 3, отличающийся тем, что армирующая сетка выполнена из стали.
| СЛОЕВОЙ СТАТОР ВИНТОВОЙ ГИДРОМАШИНЫ (ВАРИАНТЫ), ПРЕСС-ФОРМА И СПОСОБ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2417300C1 |
| СПОСОБ ФОРМОВАНИЯ РОТОРА ЭЛЕКТРОВИНТОВОЙ УСТАНОВКИ И РОТОР ЭЛЕКТРОВИНТОВОЙ УСТАНОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2493369C2 |
| Прессформа для изготовления строительных камней с полостями | 1954 |
|
SU104629A1 |
| Ловитель для труб к механическому ключу для развертывания и свертывания бурильных труб | 1949 |
|
SU79314A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ВИНТОВОГО НАСОСА (ВАРИАНТЫ) | 2006 |
|
RU2316676C2 |
| US 2013149182 A1, 13.06.2013 | |||
| MX 2010006839 A, 11.08.2010. | |||

