Изобретение относится к винтовым забойным двигателям и винтовым насосам и может быть использовано в нефтегазодобывающей, горной и других отраслях промышленности.
В качестве прототипа принято описание изобретения «Винтовой забойный двигатель» к патенту №2287655, опубликованному 20.11.2006 г., бюл. №32, авторы Шардаков М.В., Лузгин С.А.
Упомянутая винтовая гидромашина, в виде винтового забойного двигателя, содержит статор с внутренними винтовыми зубьями, облицованными упруго-эластичным материалом, например резиной, выполненный из двух неподвижных относительно друг друга металлических, но различных по температуре плавления наружного и внутреннего концентрично расположенных слоев, причем наружный слой статора выполнен из стали или титанового сплава, а внутренний слой статора с внутренней поверхностью, оформляющей зубья статора, выполнен из сплава с температурой плавления, составляющей 0,1-0,8 температуры плавления наружного слоя статора, например из сплава на основе цинка, алюминия или меди. При этом внутренний слой статора с внутренней поверхностью, оформляющей зубья статора, зафиксирован относительно наружного слоя статора непосредственной заливкой расплава материала внутреннего слоя статора в наружный слой статора и объемным заполнением материалом внутреннего слоя статора углублений шероховатой внутренней поверхности наружного слоя статора, причем шероховатость внутренней поверхности наружного слоя статора выполнена в виде выступов и углублений треугольной или иной формы или в виде винтовых канавок, например, встречного направления.
Прототип, выполненный в виде винтового забойного двигателя, характеризуется высоким ресурсом и надежностью при эксплуатации, увеличенным рабочим моментом и КПД двигателя. Проведенные стендовые и промысловые испытания такого двигателя показали примерно двукратное увеличение рабочего момента и мощности с увеличением времени наработки в среднем в три раза по сравнению с классическим исполнением двигателя (обкладка статора с резиновыми зубьями). Прототип, выполненный в виде винтового насоса, на стендовых испытаниях показал примерно двукратное увеличение напора, по сравнению с классическим выполнением винтового насоса в тех же габаритах.
Целью предлагаемого изобретения является создание статора, применение которого в винтовой гидромашине дополнительно по сравнению с прототипом увеличивает надежность, ресурс, рабочий момент и КПД винтовой гидромашины. Целью также является разработка пресс-формы и способа для изготовления упомянутого статора для упрощения технологии его изготовления при одновременном увеличении прочности винтовых зубьев и точности изготовления внутренних винтовых зубьев статора по шагу и профилю зубьев.
Указанная цель по первому варианту изобретения достигается тем, что слоевой статор винтовой гидромашины содержит наружный цилиндрический металлический слой, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди. Механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора. Внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей наружного и внутреннего слоев статора. На внутренней поверхности наружный слой статора имеет неровности глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и (или) выступов неровностей внутренней поверхности наружного слоя статора. Толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора. Сплав внутреннего слоя статора выбран из ряда антифрикционных сплавов, например антифрикционных сплавов на основе олова, цинка, алюминия или меди.
Указанная цель по второму варианту изобретения достигается тем, что слоевой статор винтовой гидромашины содержит наружный цилиндрический металлический слой, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, например, из резины. Механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора. Внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей внутреннего и наружного слоев статора. На внутренней поверхности наружный слой статора имеет неровности глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и (или) выступов неровностей внутренней поверхности наружного слоя статора. Толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора. Толщина слоя из эластомера в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего металлического слоя статора. Слой из эластомера прикреплен к поверхности винтовых зубьев внутреннего металлического слоя статора, с нанесением на эту поверхность слоя клея и (или) подготовкой этой поверхности под прикрепление эластомера, например обезжириванием поверхности и (или) дробеструйной обработкой поверхности и (или) латунированием поверхности.
Указанная цель достигается при применении пресс-формы для изготовления слоевого статора винтовой гидромашины, состоящей из наружного цилиндрического металлического слоя статора, внутри наружного слоя статора размещен металлический сердечник пресс-формы с наружными винтовыми зубьями, с образованием кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, с одной стороны пресс-форма имеет, по меньшей мере, одно заливочное отверстие, сообщающееся с кольцевым зазором, с возможностью заливки расплава внутреннего металлического слоя статора в наружный слой статора через заливочное отверстие и заполнения расплавом кольцевого зазора, при этом материалы сплавов сердечника пресс-формы, наружного и внутреннего слоев статора выбраны так, что температура плавления сплава внутреннего слоя статора является ниже наименьшей из температур плавления сплавов наружного слоя статора и сердечника пресс-формы. Наружная поверхность сердечника пресс-формы с наружными винтовыми зубьями выполнена конической. Сердечник пресс-формы выполнен из стали, например из легированной стали. Поверхность сердечника пресс-формы с наружными винтовыми зубьями упрочнена, например, азотированием или покрыта износостойким слоем, например слоем хрома. Пресс-форма снабжена воронкой с возможностью соединения воронки с заливочным отверстием. Сердечник пресс-формы выполнен с внутренним отверстием.
Указанная цель достигается способом изготовления слоевого статора винтовой гидромашины, характеризующегося тем, что выполняют пресс-форму, состоящую из наружного цилиндрического металлического слоя статора, внутри наружного слоя статора размещают металлический сердечник пресс-формы с наружными винтовыми зубьями с образованием кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, с одной стороны пресс-форма имеет, по меньшей мере, одно заливочное отверстие, сообщающееся с кольцевым зазором, с возможностью заливки расплава внутреннего металлического слоя статора в наружный слой статора через заливочное отверстие и заполнения расплавом кольцевого зазора, при этом материалы сплавов сердечника пресс-формы, наружного и внутреннего слоев статора выбирают так, что температура плавления сплава внутреннего слоя статора является ниже наименьшей из температур плавления сплавов наружного слоя статора и сердечника пресс-формы. Нагревают выполненную пресс-форму до температуры ниже наименьшей из температур плавления сплава наружного слоя статора и сердечника пресс-формы, но не ниже чем 0,2 температуры плавления сплава внутреннего слоя статора, затем заливают расплав материала внутреннего слоя статора в наружный слой статора через заливочное отверстие пресс-формы, при этом заполняют расплавом кольцевой зазор между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, затем охлаждают наружный слой статора и (или) сердечник пресс-формы до затвердевания внутреннего слоя статора, после чего извлекают сердечник пресс-формы из полученного статора. Поверхность сердечника пресс-формы с наружными винтовыми зубьями перед его размещением внутри наружного слоя статора покрывают термостойкой краской. Перед тем как размещают внутри наружного слоя статора сердечник пресс-формы, внутреннюю поверхность наружного слоя статора покрывают флюсом. Нагревают пресс-форму с распределением значений температуры по длине пресс-формы, достигают на момент начала заливки расплава внутреннего слоя более высоких значений температуры пресс-формы со стороны заливочного отверстия, по отношению к значениям температуры противоположной стороны пресс-формы. Заливают расплав материала внутреннего слоя статора в наружный слой статора при установке пресс-формы под острым углом к вертикали, с верхним расположением стороны пресс-формы с заливочным отверстием. После заливки расплава материала внутреннего слоя статора в наружный слой статора более интенсивно охлаждают наружный слой статора и (или) сердечник пресс-формы со стороны пресс-формы, противоположной стороне пресс-формы с заливочным отверстием. В период времени с момента окончания заливки расплава материала внутреннего слоя статора в наружный слой статора до момента затвердевания внутреннего слоя статора пресс-форму встряхивают, например воздействием ударов или вибрации. После извлечения сердечника пресс-формы из полученного статора к поверхности внутренних винтовых зубьев внутреннего слоя статора прикрепляют слой эластомера, при этом на поверхность внутренних винтовых зубьев внутреннего слоя статора наносят слой клея и (или) подготавливают поверхность под прикрепление слоя эластомера, например обезжиривают поверхность и(или) производят дробеструйную обработку поверхности и(или) латунируют поверхность.
Отличительными признаками предлагаемого по первому варианту слоевого статора винтовой гидромашины от указанного выше наиболее близкого к нему прототипа являются следующие.
Во-первых, слоевой статор винтовой гидромашины содержит наружный цилиндрический металлический слой, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди. Механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора. Такое выполнение слоевого статора винтовой гидромашины, когда механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью металлического наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, позволяет значительно увеличить точность изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев и позволяет также уменьшить шероховатость поверхности винтовых зубьев. Помимо того, за счет того, что сердечник пресс-формы и наружный слой статора выполнены металлическими, имеется хороший теплоотвод от расплава внутреннего слоя через поверхности сердечника и наружного слоя, при этом ускоряется процесс кристаллизации сплава внутреннего слоя статора, внутренний слой статора с винтовыми зубьями при затвердевании приобретает плотное мелкозернистое строение с повышенной прочностью и поверхностной твердостью зубьев. Повышенная прочность и твердость зубьев внутреннего слоя статора и также их высокая точность по шагу и профилю с пониженной шероховатостью поверхности винтовых зубьев позволяет увеличить КПД винтовой гидромашины, при этом увеличиваются мощность, рабочий момент, ресурс и надежность. Помимо того, за счет высокой точности по шагу и профилю с пониженной шероховатостью поверхности металлических винтовых зубьев статора в данном исполнении статора исключен слой эластомера, использование которого значительно снижает КПД винтовой гидромашины за счет периодической деформации слоя эластомера и искажения при этих деформациях профиля зацепления зубьев статора, что ведет к заклиниванию зубьев ротора относительно зубьев статора с образованием протечек в зацеплении зубьев. При этом также уменьшаются потери КПД винтовой гидромашины за счет исключения внутреннего трения в слое эластомера при работе гидромашины. Помимо того, такое выполнение статора винтовой гидромашины позволяет использовать гидромашину в качестве двигателя при бурении в скважинах с температурой выше 120°C, или применять гидромашину в качестве винтового насоса для откачки из скважины, например, битумной нефти, температура подогрева которой составляет 200-250°C.
Во-вторых, внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей наружного и внутреннего слоев статора. Это позволяет надежно закрепить внутренний слой статора в наружном слое статора.
В-третьих, на внутренней поверхности наружный слой статора имеет неровности глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и (или) выступов неровностей внутренней поверхности наружного слоя статора. Это также позволяет надежно закрепить внутренний слой статора в наружном слое статора.
В-четвертых, толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора. Это позволяет обеспечить необходимую жесткость внутреннего слоя статора с внутренними винтовыми зубьями при закреплении его в наружном слое статора.
В-пятых, сплав внутреннего слоя статора выбран из ряда антифрикционных сплавов, например антифрикционных сплавов на основе олова, цинка, алюминия или меди, что значительно увеличивает ресурс работы статора винтовой гидромашины в таком исполнении.
Отличительными признаками предлагаемого по второму варианту слоевого статора винтовой гидромашины от прототипа являются следующие.
Во-первых, слоевой статор винтовой гидромашины содержит наружный цилиндрический металлический слой, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, например, из резины. Механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора. Такое выполнение слоевого статора винтовой гидромашины, когда механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, также позволяет значительно увеличить прочность металлических зубьев и увеличить точность изготовления винтовых зубьев статора по шагу и профилю зубьев. При этом поверхность внутренних винтовых зубьев внутреннего слоя статора получается максимально приближенной по размерам и форме копией поверхности сердечника пресс-формы с наружными винтовыми зубьями. Высокая точность изготовления винтовых зубьев внутреннего слоя статора по шагу и профилю зубьев, в свою очередь, позволяет выполнить повторяемую по размерам толщину прикрепленного к ним слоя эластомера в различных по длине статора сечениях, что значительно повышает КПД винтовой гидромашины. Такое выполнение слоевого статора винтовой гидромашины также позволяет увеличить надежность, ресурс и рабочий момент гидромашины.
Во-вторых, внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей внутреннего и наружного слоев статора. Это позволяет надежно закрепить внутренний слой статора в наружном слое статора.
В-третьих, на внутренней поверхности наружный слой статора имеет неровности глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и (или) выступов неровностей внутренней поверхности наружного слоя статора. Это также позволяет надежно закрепить внутренний слой статора в наружном слое статора.
В-четвертых, толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора. Это позволяет обеспечить необходимую жесткость внутреннего слоя статора с внутренними винтовыми зубьями при закреплении его в наружном слое статора.
В-пятых, толщина слоя из эластомера в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего металлического слоя статора. Такая минимальная толщина слоя эластомера позволяет увеличить диаметр впадин внутренних винтовых зубьев статора, что увеличивает рабочий момент гидромашины и увеличивает ее полезный объем. К тому же снижение толщины слоя эластомера значительно увеличивает КПД винтовой гидромашины за счет уменьшения величин деформации слоя эластомера и снижения внутреннего трения в слое эластомера при работе гидромашины. При уменьшении величин деформации слоя эластомера также уменьшаются и величины искажения профиля зацепления зубьев статора, что также увеличивает КПД винтовой гидромашины.
В-шестых, слой эластомера прикреплен к поверхности винтовых зубьев внутреннего металлического слоя статора с нанесением на эту поверхность слоя клея и (или) подготовкой этой поверхности под прикрепление слоя эластомера, например обезжириванием поверхности и (или) дробеструйной обработкой поверхности и (или) латунированием поверхности. При выполнении слоевого статора винтовой гидромашины в соответствии с вышеописанным это позволяет надежно прикрепить слой эластомера, например, к сплаву на основе олова, цинка, алюминия или меди.
Аналоги пресс-формы для изготовления слоевого статора винтовой гидромашины с внутренним металлическим слоем с винтовыми зубьями автору не известны.
Отличительными признаками предлагаемой пресс-формы для изготовления слоевого статора винтовой гидромашины, по мнению автора, являются следующие.
Во-первых, пресс-форма для изготовления слоевого статора винтовой гидромашины состоит из наружного цилиндрического металлического слоя статора, внутри наружного слоя статора размещен металлический сердечник пресс-формы с наружными винтовыми зубьями, с образованием кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, с одной стороны пресс-форма имеет, по меньшей мере, одно заливочное отверстие, сообщающееся с кольцевым зазором, с возможностью заливки расплава внутреннего металлического слоя статора в наружный слой статора через заливочное отверстие и заполнения расплавом кольцевого зазора, при этом материалы сплавов сердечника пресс-формы, наружного и внутреннего слоев статора выбраны так, что температура плавления сплава внутреннего слоя статора является ниже наименьшей из температур плавления сплавов наружного слоя статора и сердечника пресс-формы. При применении данной пресс-формы упрощается технология изготовления статора, при одновременном увеличении точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев. При применении данной пресс-формы также достигается повторяемость получения результатов точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев, уменьшается шероховатость поверхности внутренних зубьев статора. Также за счет того, что пресс-форма выполнена металлической, имеется хороший теплоотвод от расплава внутреннего слоя через поверхности сердечника и наружного слоя, при этом ускоряется процесс кристаллизации сплава внутреннего слоя статора, внутренний слой статора с винтовыми зубьями при затвердевании приобретает плотное мелкозернистое строение с повышенной прочностью и поверхностной твердостью зубьев.
Во-вторых, наружная поверхность сердечника пресс-формы с наружными винтовыми зубьями выполнена конической для возможности упрощения извлечения сердечника пресс-формы из статора после затвердевания материала внутреннего слоя статора.
В-третьих, сердечник пресс-формы выполнен из стали, например из легированной стали. Это позволяет обеспечить прочность зубьев сердечника пресс-формы при воздействии на них усилий сжатия и растяжения, возникающих при затвердевании и остывании в контакте с ними внутреннего слоя статора. Это также позволяет обеспечить необходимую прочность сердечника пресс-формы при извлечении его из статора после затвердевания внутреннего слоя статора.
В-четвертых, поверхность сердечника пресс-формы с наружными винтовыми зубьями упрочнена, например, азотированием или покрыта износостойким слоем, например слоем хрома, для возможности повышения износостойкости поверхности сердечника пресс-формы.
В-пятых, пресс-форма снабжена воронкой, с возможностью соединения воронки с заливочным отверстием. Это позволяет упростить технологию заливки расплава внутреннего слоя статора в наружный слой статора.
В-шестых, сердечник пресс-формы выполнен с внутренним отверстием для возможности охлаждения сердечника пресс-формы после заливки расплава внутреннего слоя статора. Это позволяет производить охлаждение сердечника пресс-формы через поверхность его внутреннего отверстия. Это снижает трудоемкость изготовления статора винтовой гидромашины с внутренним легкоплавким слоем с профилированными винтовыми зубьями за счет уменьшения времени на охлаждение пресс-формы для затвердевания внутреннего слоя статора.
Аналоги способа изготовления слоевого статора винтовой гидромашины автору не известны.
Отличительными признаками способа изготовления слоевого статора винтовой гидромашины, по мнению автора, являются следующие.
Во-первых, способ характеризуется тем, что выполняют пресс-форму, состоящую из наружного цилиндрического металлического слоя статора, внутри наружного слоя статора размещают металлический сердечник пресс-формы с наружными винтовыми зубьями с образованием кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, с одной стороны пресс-форма имеет, по меньшей мере, одно заливочное отверстие, сообщающееся с кольцевым зазором, с возможностью заливки расплава внутреннего металлического слоя статора в наружный слой статора через заливочное отверстие и заполнения расплавом кольцевого зазора, при этом материалы сплавов сердечника пресс-формы, наружного и внутреннего слоев статора выбирают так, что температура плавления сплава внутреннего слоя статора является ниже наименьшей из температур плавления сплавов наружного слоя статора и сердечника пресс-формы. Нагревают выполненную пресс-форму до температуры ниже наименьшей из температур плавления сплава наружного слоя статора и сердечника пресс-формы, но не ниже чем 0,2 температуры плавления сплава внутреннего слоя статора, затем заливают расплав материала внутреннего слоя статора в наружный слой статора через заливочное отверстие пресс-формы, при этом заполняют расплавом кольцевой зазор между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, затем охлаждают наружный слой статора и(или) сердечник пресс-формы до затвердевания внутреннего слоя статора, после чего извлекают сердечник пресс-формы из полученного статора. Данный способ позволяет получить плотную отливку внутреннего слоя статора внутри наружного слоя статора. При применении данного способа упрощается технология изготовления статора при одновременном увеличении точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев, также достигается повторяемость получения результатов точности изготовления внутренних зубьев статора по шагу и профилю винтовых зубьев, уменьшается шероховатость поверхности внутренних зубьев статора. Также за счет того, что пресс-форма выполнена металлической, имеется хороший теплоотвод от расплава внутреннего слоя через поверхности сердечника и наружного слоя, при этом ускоряется процесс кристаллизации сплава внутреннего слоя статора, внутренний слой статора с винтовыми зубьями при затвердевании приобретает плотное мелкозернистое строение с повышенной прочностью и поверхностной твердостью зубьев.
Во-вторых, поверхность сердечника пресс-формы с наружными винтовыми зубьями перед его размещением внутри наружного слоя статора покрывают термостойкой краской для возможности упрощения извлечения сердечника пресс-формы из статора после затвердевания материала внутреннего слоя статора.
В-третьих, перед тем как размещают внутри наружного слоя статора сердечник пресс-формы, внутреннюю поверхность наружного слоя статора покрывают флюсом. Это позволяет исключить окисление внутренней поверхности наружного слоя статора при нагреве пресс-формы, растворить на этой поверхности оксидные пленки и при заливке материала внутреннего слоя статора в наружный слой статора закрепить внутренний слой статора относительно наружного слоя статора за счет сил адгезии контактных поверхностей внутреннего и наружного слоев статора.
В-четвертых, нагревают пресс-форму с распределением значений температуры по длине пресс-формы, достигают на момент начала заливки расплава внутреннего слоя более высоких значений температуры пресс-формы со стороны заливочного отверстия, по отношению к значениям температуры противоположной стороны пресс-формы. Это позволяет обеспечить последовательное во времени затвердевание внутреннего слоя статора по длине пресс-формы. Затвердевание внутреннего слоя статора при этом начинается со стороны меньших значений температуры пресс-формы и постепенно заканчивается со стороны заливочного отверстия пресс-формы. При таком последовательном затвердевании внутреннего слоя статора в перемещающейся вдоль пресс-формы зоне затвердевания происходит постоянная подпитка температурной усадки затвердевающего слоя еще расплавленным материалом внутреннего слоя статора. При этом последовательное затвердевание внутреннего слоя статора способствует получению плотной отливки внутреннего слоя статора без усадочных раковин.
В-пятых, заливают расплав материала внутреннего слоя статора в наружный слой статора при установке пресс-формы под острым углом к вертикали, с верхним расположением стороны пресс-формы с заливочным отверстием. Это упрощает технологию и также способствует получению качественной и плотной отливки внутреннего слоя статора без усадочных раковин.
В-шестых, после заливки расплава материала внутреннего слоя статора в наружный слой статора более интенсивно охлаждают наружный слой статора и(или) сердечник пресс-формы со стороны пресс-формы, противоположной стороне пресс-формы с заливочным отверстием. Это также позволяет обеспечить последовательное во времени затвердевание внутреннего слоя статора по длине пресс-формы и получить качественную и плотную отливку внутреннего слоя статора без усадочных раковин.
В-седьмых, в период времени с момента окончания заливки расплава материала внутреннего слоя статора в наружный слой статора до момента затвердевания внутреннего слоя статора пресс-форму встряхивают, например, воздействием ударов или вибрации. Это способствует лучшему заполнению расплавом материала внутреннего слоя статора кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора. Это также позволяет получить более плотную отливку внутреннего слоя статора в наружном слое статора.
В-восьмых, после извлечения сердечника пресс-формы из полученного статора к поверхности внутренних винтовых зубьев внутреннего слоя статора прикрепляют слой эластомера, при этом на поверхность внутренних винтовых зубьев внутреннего слоя статора наносят слой клея и(или) подготавливают поверхность под прикрепление слоя эластомера, например обезжиривают поверхность и(или) производят дробеструйную обработку поверхности и(или) латунируют поверхность. Это позволяет надежно прикрепить слой эластомера, например, к сплаву на основе олова, цинка, алюминия или меди.
Изобретение иллюстрируется чертежами, представленными на фиг.1-4.
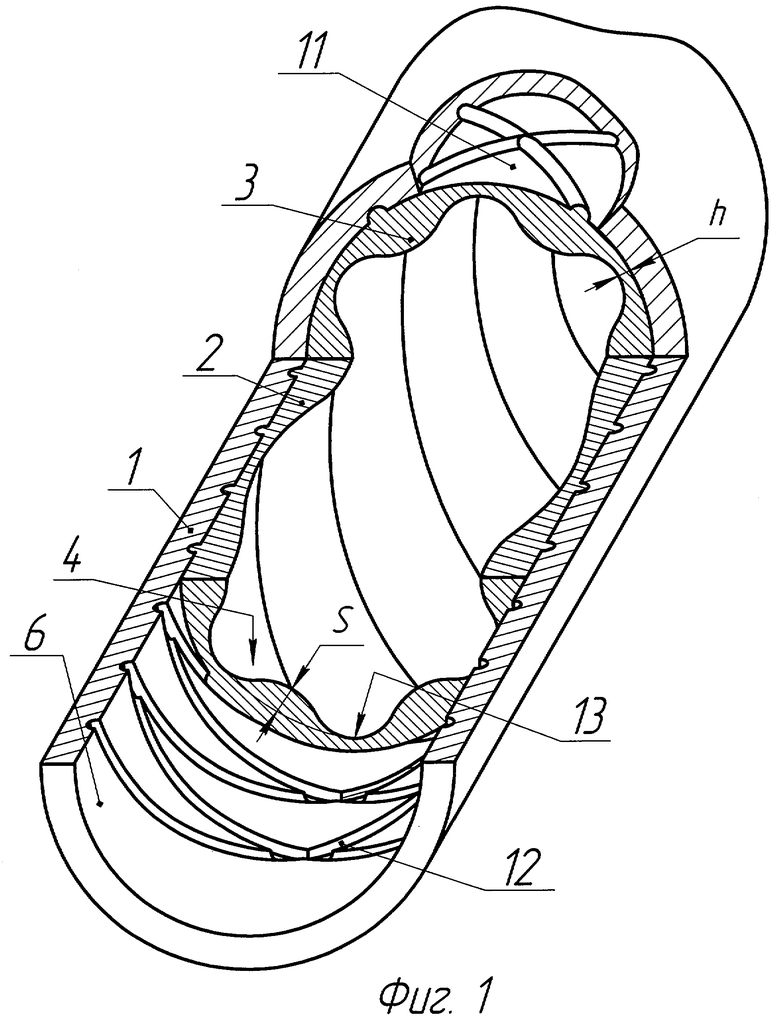
На фиг.1 показан общий вид слоевого статора винтовой гидромашины, выполненного по первому варианту.
На фиг.2 показан общий вид слоевого статора винтовой гидромашины, выполненного по второму варианту.
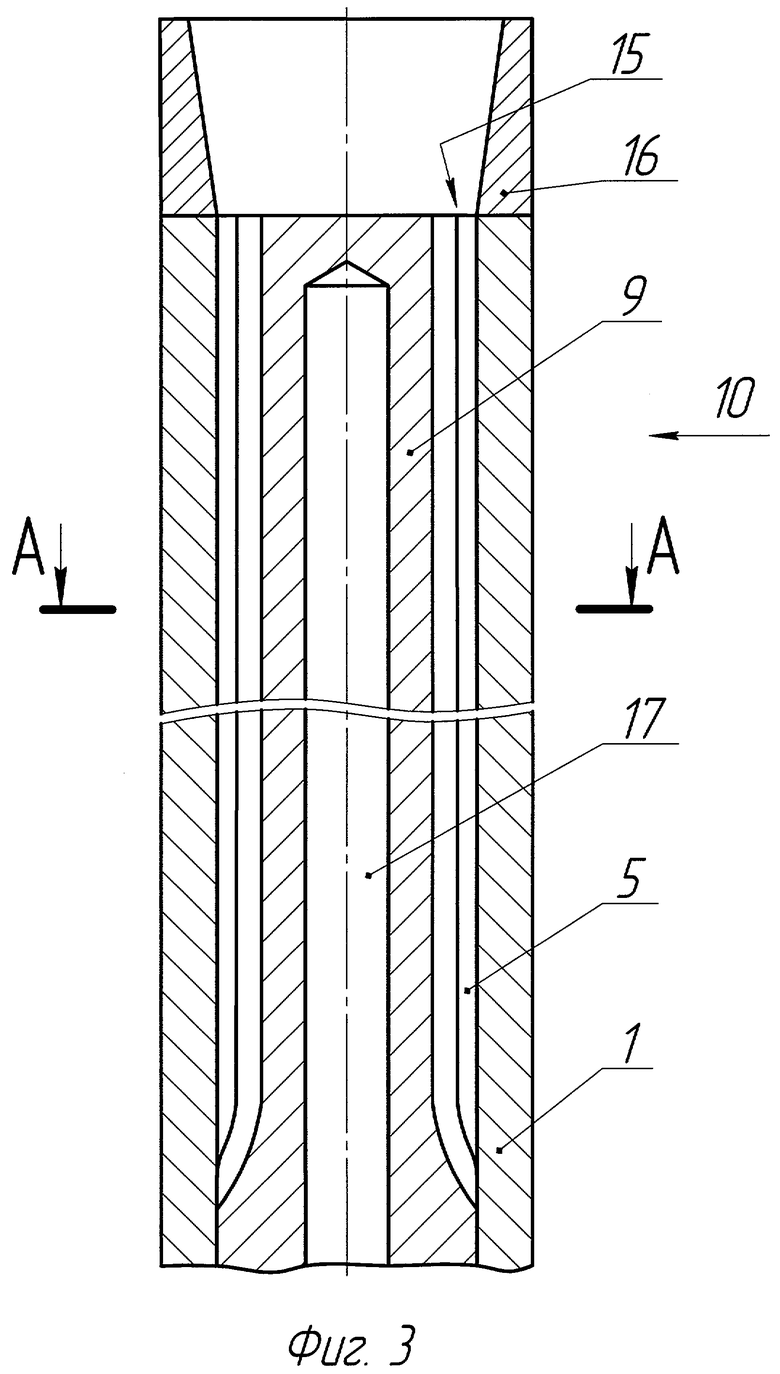
На фиг.3 показана пресс-форма для изготовления слоевого статора винтовой гидромашины.
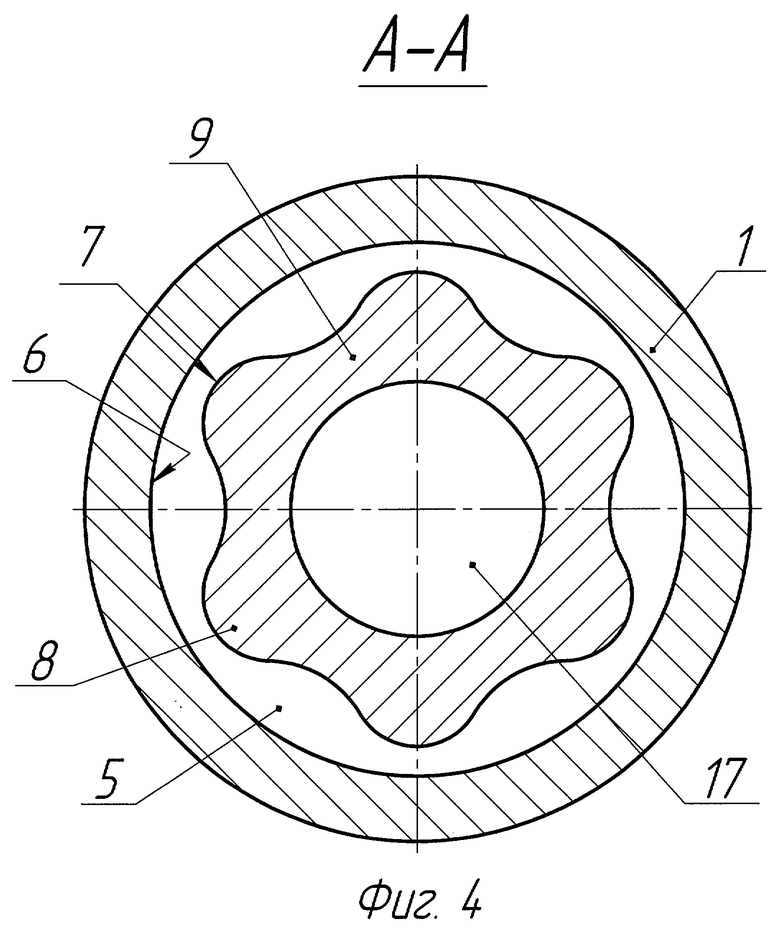
На фиг.4 показан поперечный разрез пресс-формы для изготовления слоевого статора винтовой гидромашины по сечению А-А фиг.3.
Слоевой статор винтовой гидромашины, выполненный по первому варианту, содержит наружный цилиндрический металлический слой 1, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой 2 со сформированными в нем внутренними винтовыми зубьями 3, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя 1, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди. Механические свойства внутреннего металлического слоя 2 статора и поверхность 4 его внутренних винтовых зубьев 3 сформированы при охлаждении и затвердевании расплава внутреннего слоя 2 статора, залитого в кольцевой зазор 5 между внутренней поверхностью 6 наружного слоя 1 статора и наружной поверхностью 7 винтовых зубьев 8 металлического сердечника 9 пресс-формы 10, причем сплав сердечника 9 выбран так, что температура плавления сплава сердечника 9 пресс-формы 10 превышает температуру плавления сплава внутреннего слоя 2 статора. Внутренний слой 2 статора закреплен за счет сил адгезии контактирующих поверхностей 6 и 11 наружного и внутреннего слоев 1 и 2 статора. На внутренней поверхности 6 наружный слой 1 статора имеет неровности 12 глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой 2 статора закреплен объемным облеганием его наружной поверхностью 11 углублений и (или) выступов неровностей 12 внутренней поверхности 6 наружного слоя 1 статора. Толщина h внутреннего слоя 2 статора в местах впадин 13 зубьев 3 составляет, по меньшей мере, 0,05 высоты S зуба 3 внутреннего слоя 2 статора. Сплав внутреннего слоя 2 статора выбран из ряда антифрикционных сплавов, например антифрикционных сплавов на основе олова, цинка, алюминия или меди.
Слоевой статор винтовой гидромашины, выполненный по второму варианту, содержит наружный цилиндрический металлический слой 1, например из стали или титанового сплава, внутри которого закреплен внутренний металлический слой 2 со сформированными в нем внутренними винтовыми зубьями 3, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя 1, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди, к поверхности 4 винтовых зубьев 3 внутреннего металлического слоя 2 статора прикреплен слой 14 эластомера, например, из резины. Механические свойства внутреннего металлического слоя 2 статора и поверхность 4 его внутренних винтовых зубьев 3 сформированы при охлаждении и затвердевании расплава внутреннего слоя 2 статора, залитого в кольцевой зазор 5 между внутренней поверхностью 6 наружного слоя 1 статора и наружной поверхностью 7 винтовых зубьев 8 металлического сердечника 9 пресс-формы 10, причем сплав сердечника 9 выбран так, что температура плавления сплава сердечника 9 пресс-формы 10 превышает температуру плавления сплава внутреннего слоя 2 статора. Внутренний слой 2 статора закреплен за счет сил адгезии контактирующих поверхностей 6 и 11 внутреннего и наружного слоев 1 и 2 статора. На внутренней поверхности 6 наружный слой 1 статора имеет неровности 12 глубиной или высотой как минимум 0,1 миллиметра, при этом внутренний слой 2 статора закреплен объемным облеганием его наружной поверхностью 11 углублений и (или) выступов неровностей 12 внутренней поверхности 6 наружного слоя 1 статора. Толщина h внутреннего слоя 2 статора в местах впадин 13 зубьев 3 составляет, по меньшей мере, 0,05 высоты S зуба 3 внутреннего слоя 2 статора. Толщина F слоя 14 из эластомера в местах впадин 13 зубьев 3 составляет, по меньшей мере, 0,05 высоты S зуба 3 внутреннего металлического слоя 2 статора. Слой 14 эластомера прикреплен к поверхности 4 винтовых зубьев 3 внутреннего металлического слоя 2 статора с нанесением на эту поверхность 4 слоя клея (не показан) и(или) подготовкой этой поверхности 4 под прикрепление слоя 14 эластомера, например обезжириванием поверхности 4 и(или) дробеструйной обработкой поверхности 4 и(или) латунированием (не показано) поверхности 4.
Пресс-форма 10 для изготовления слоевого статора винтовой гидромашины состоит из наружного цилиндрического металлического слоя 1 статора, внутри наружного слоя 1 статора размещен металлический сердечник 9 пресс-формы 10 с наружными винтовыми зубьями 8, с образованием кольцевого зазора 5 между поверхностью 7 наружных винтовых зубьев 8 сердечника 9 пресс-формы 10 и внутренней поверхностью 6 наружного слоя 1 статора, с одной стороны пресс-форма 10 имеет, по меньшей мере, одно заливочное отверстие 15, сообщающееся с кольцевым зазором 5, с возможностью заливки расплава внутреннего металлического слоя 2 статора в наружный слой 1 статора через заливочное отверстие 15 и заполнения расплавом кольцевого зазора 5, при этом материалы сплавов сердечника 9 пресс-формы 10, наружного и внутреннего слоев 1 и 2 статора выбраны так, что температура плавления сплава внутреннего слоя 2 статора является ниже наименьшей из температур плавления сплавов наружного слоя 1 статора и сердечника 9 пресс-формы. Наружная поверхность 7 сердечника 9 пресс-формы 10 с наружными винтовыми зубьями 8 выполнена конической (не показано). Сердечник 9 пресс-формы 10 выполнен из стали, например из легированной стали. Поверхность 7 сердечника 9 пресс-формы 10 с наружными винтовыми зубьями 8 упрочнена, например, азотированием или покрыта износостойким слоем, например слоем (не показан) хрома. Пресс-форма 10 снабжена воронкой 16 с возможностью соединения воронки 16 с заливочным отверстием 15. Сердечник 9 пресс-формы 10 выполнен с внутренним отверстием 17.
Способ изготовления слоевого статора винтовой гидромашины осуществляют следующим образом: выполняют пресс-форму 10, состоящую из наружного цилиндрического металлического слоя 1 статора, внутри наружного слоя 1 статора размещают металлический сердечник 9 пресс-формы 10 с наружными винтовыми зубьями 8 с образованием кольцевого зазора 5 между поверхностью 7 наружных винтовых зубьев 8 сердечника 9 пресс-формы 10 и внутренней поверхностью 6 наружного слоя 1 статора, с одной стороны пресс-форма 10 имеет, по меньшей мере, одно заливочное отверстие 15, сообщающееся с кольцевым зазором 5, с возможностью заливки расплава внутреннего металлического слоя 2 статора в наружный слой 1 статора через заливочное отверстие 15 и заполнения расплавом кольцевого зазора 5, при этом материалы сплавов сердечника 9 пресс-формы, наружного и внутреннего слоев 1 и 2 статора выбирают так, что температура плавления сплава внутреннего слоя 2 статора является ниже наименьшей из температур плавления сплавов наружного слоя 1 статора и сердечника 9 пресс-формы. Нагревают выполненную пресс-форму 10 до температуры ниже наименьшей из температур плавления сплава наружного слоя 1 статора и сердечника 9 пресс-формы, но не ниже чем 0,2 температуры плавления сплава внутреннего слоя 2 статора, затем заливают расплав материала внутреннего слоя 2 статора в наружный слой 1 статора через заливочное отверстие 15 пресс-формы 10, при этом заполняют расплавом кольцевой зазор 5 между поверхностью 7 наружных винтовых зубьев 8 сердечника 9 пресс-формы 10 и внутренней поверхностью 6 наружного слоя 1 статора, затем охлаждают наружный слой 1 статора и(или) сердечник 9 пресс-формы 10 до затвердевания внутреннего слоя 2 статора, после чего извлекают сердечник 9 пресс-формы 10 из полученного статора. Поверхность 7 сердечника 9 пресс-формы 10 с наружными винтовыми зубьями 8 перед его размещением внутри наружного слоя 1 статора покрывают термостойкой краской (не показана). Перед тем как размещают внутри наружного слоя 1 статора сердечник 9 пресс-формы 10, внутреннюю поверхность 6 наружного слоя 1 статора покрывают флюсом (не показан). Нагревают пресс-форму 10 с распределением значений температуры по длине пресс-формы 10, достигают на момент начала заливки расплава внутреннего слоя 2 более высоких значений температуры пресс-формы 10 со стороны заливочного отверстия 15, по отношению к значениям температуры противоположной стороны пресс-формы 10. Заливают расплав материала внутреннего слоя 2 статора в наружный слой 1 статора при установке пресс-формы 10 под острым углом к вертикали, с верхним расположением стороны пресс-формы 10 с заливочным отверстием 15, через воронку 16. После заливки расплава материала внутреннего слоя 2 статора в наружный слой 1 статора более интенсивно охлаждают наружный слой 1 статора и(или) сердечник 9 пресс-формы 10 со стороны пресс-формы 10, противоположной стороне пресс-формы 10 с заливочным отверстием 15. В период времени с момента окончания заливки расплава материала внутреннего слоя 2 статора в наружный слой 1 статора до момента затвердевания внутреннего слоя 2 статора пресс-форму 10 встряхивают, например воздействием ударов или вибрации. После извлечения сердечника 9 пресс-формы 10 из полученного статора к поверхности 4 внутренних винтовых зубьев 3 внутреннего слоя 2 статора прикрепляют слой 14 эластомера, при этом на поверхность 4 внутренних винтовых зубьев 3 внутреннего слоя 2 статора наносят слой (не показан) клея и(или) подготавливают поверхность 4 под прикрепление слоя эластомера, например обезжиривают поверхность 4 и(или) производят дробеструйную обработку поверхности 4 и(или) латунируют (не показано) поверхность 4.
Слоевой статор винтовой гидромашины, выполненный по первому или второму варианту предлагаемого изобретения, при его использовании в винтовом забойном двигателе работает следующим образом: поток рабочей текучей среды под давлением по колонне бурильных труб (не показаны) подается в винтовые камеры (не показаны), образованные винтовыми зубьями 3 статора и винтовыми зубьями ротора (не показан). В винтовых камерах при высоком давлении рабочей текучей среды, воздействующем на боковые поверхности винтовых зубьев 3, создается крутящий момент, приводящий во вращение ротор.
Слоевой статор винтовой гидромашины, выполненный по первому или второму варианту предлагаемого изобретения, при его использовании в винтовом насосе работает следующим образом: ротор (не показан) принудительно приводится во вращение относительно статора, например, через колонну штанг. Винтовые камеры (не показаны), образованные винтовыми зубьями 3 статора и винтовыми зубьями ротора, при вращении ротора перемещаются вдоль статора, при этом перемещая перекачиваемую среду вдоль статора.
Пресс-форма и способ для изготовления слоевого статора винтовой гидромашины позволяют создать статор, применение которого в винтовой гидромашине дополнительно увеличивает надежность, ресурс, рабочий момент и КПД винтовой гидромашины. Значительно упрощается технология изготовления статора при одновременном обеспечении повторяемости получения точности внутренних винтовых зубьев статора по шагу и профилю винтовых зубьев, с увеличением прочности зубьев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Биметаллический статор винтовой гидромашины (варианты) | 2017 |
|
RU2659007C1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| Винтовая гидромашина с упрочнением зубьев статора металлокордом, размещенным внутри упругоэластичного материала зубьев, пресс-форма (варианты) и способ (варианты) для изготовления статора | 2022 |
|
RU2814994C1 |
| Винтовая гидромашина | 2023 |
|
RU2821684C1 |
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2005 |
|
RU2287655C1 |
| Статор винтовой гидромашины, устройство и способ для изготовления его внутренней зубчатой оболочки | 2017 |
|
RU2646664C1 |
| ВИНТОВАЯ ГЕРОТОРНАЯ ГИДРАВЛИЧЕСКАЯ МАШИНА | 2009 |
|
RU2388893C1 |
| ОДНОВИНТОВАЯ ГИДРАВЛИЧЕСКАЯ МАШИНА | 2009 |
|
RU2402693C1 |
| ОДНОВИНТОВАЯ ГИДРОМАШИНА | 2009 |
|
RU2402692C1 |
| Винтовая гидромашина с эластомерно-тканевыми зубьями статора (варианты) | 2024 |
|
RU2834647C1 |
Группа изобретений относится к винтовым забойным двигателям и винтовым насосам и может быть использована в нефтегазодобывающей, горной и др. отраслях промышленности. Слоевой статор содержит наружный слой, внутри которого закреплен более легкоплавкий внутренний слой с винтовыми зубьями. Механические свойства внутреннего слоя и его поверхность сформированы при охлаждении и затвердевании его расплава в кольцевом зазоре металлических поверхностей пресс-формы. В статоре по 2-му варианту к поверхности металлических зубьев внутреннего слоя прикреплен слой эластомера. Пресс-форма состоит из наружного слоя статора, внутри которого с кольцевым зазором помещен сердечник с наружными винтовыми зубьями. Пресс-форма имеет заливочное отверстие, сообщающееся с кольцевым зазором. Пресс-форму нагревают, заливают расплав внутреннего слоя в наружный слой статора. Охлаждают пресс-форму до затвердевания внутреннего слоя. Извлекают сердечник из статора. Увеличивается прочность металлических зубьев статора. Упрощается технология изготовления. Достигается повторяемость результатов точности по шагу и профилю винтовых зубьев статора. Увеличиваются надежность, ресурс, рабочий момент и КПД винтовой гидромашины. 4 н. и 21 з.п. ф-лы, 4 ил.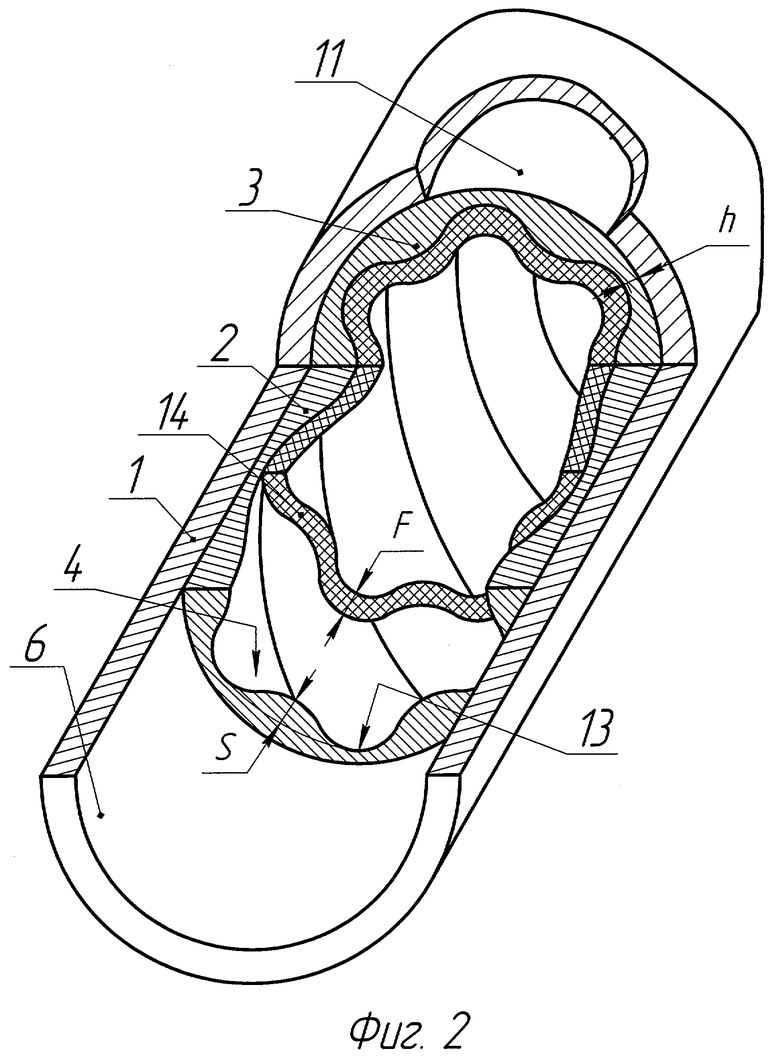
1. Слоевой статор винтовой гидромашины, содержащий наружный цилиндрический металлический слой, например, из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди, отличающийся тем, что механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора.
2. Слоевой статор по п.1, отличающийся тем, что внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей наружного и внутреннего слоев статора.
3. Слоевой статор по п.1, отличающийся тем, что на внутренней поверхности наружный слой статора имеет неровности глубиной или высотой, как минимум 0,1 мм, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и(или) выступов неровностей внутренней поверхности наружного слоя статора.
4. Слоевой статор по п.1, отличающийся тем, что толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора.
5. Слоевой статор по любому из пп.1-4, отличающийся тем, что сплав внутреннего слоя статора выбран из ряда антифрикционных сплавов, например антифрикционных сплавов на основе олова, цинка, алюминия или меди.
6. Слоевой статор винтовой гидромашины, содержащий наружный цилиндрический металлический слой, например, из стали или титанового сплава, внутри которого закреплен внутренний металлический слой со сформированными в нем внутренними винтовыми зубьями, выполненный из сплава с температурой плавления ниже температуры плавления наружного слоя, но выше температуры среды эксплуатации статора, например из сплава на основе олова, цинка, алюминия или меди, к поверхности винтовых зубьев внутреннего металлического слоя статора прикреплен слой эластомера, например, из резины, отличающийся тем, что механические свойства внутреннего металлического слоя статора и поверхность его внутренних винтовых зубьев сформированы при охлаждении и затвердевании расплава внутреннего слоя статора, залитого в кольцевой зазор между внутренней поверхностью наружного слоя статора и наружной поверхностью винтовых зубьев металлического сердечника пресс-формы, причем сплав сердечника выбран так, что температура плавления сплава сердечника пресс-формы превышает температуру плавления сплава внутреннего слоя статора.
7. Слоевой статор по п.6, отличающийся тем, что внутренний слой статора закреплен за счет сил адгезии контактирующих поверхностей внутреннего и наружного слоев статора.
8. Слоевой статор по п.6, отличающийся тем, что на внутренней поверхности наружный слой статора имеет неровности глубиной или высотой, как минимум 0,1 мм, при этом внутренний слой статора закреплен объемным облеганием его наружной поверхностью углублений и(или) выступов неровностей внутренней поверхности наружного слоя статора.
9. Слоевой статор по п.6, отличающийся тем, что толщина внутреннего слоя статора в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего слоя статора.
10. Слоевой статор по п.6, отличающийся тем, что толщина слоя эластомера в местах впадин зубьев составляет, по меньшей мере, 0,05 высоты зуба внутреннего металлического слоя статора.
11. Слоевой статор по любому из пп.6-10, отличающийся тем, что слой эластомера прикреплен к поверхности винтовых зубьев внутреннего металлического слоя статора с нанесением на эту поверхность слоя клея и(или) подготовкой этой поверхности под прикрепление слоя эластомера, например обезжириванием поверхности, и(или) дробеструйной обработкой поверхности, и(или) латунированием поверхности.
12. Пресс-форма для изготовления слоевого статора винтовой гидромашины, состоящая из наружного цилиндрического металлического слоя статора, внутри наружного слоя статора размещен металлический сердечник пресс-формы с наружными винтовыми зубьями с образованием кольцевого зазора между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, с одной стороны пресс-форма имеет, по меньшей мере, одно заливочное отверстие, сообщающееся с кольцевым зазором, с возможностью заливки расплава внутреннего металлического слоя статора в наружный слой статора через заливочное отверстие и заполнения расплавом кольцевого зазора, при этом материалы сплавов сердечника пресс-формы, наружного и внутреннего слоев статора выбраны так, что температура плавления сплава внутреннего слоя статора является ниже наименьшей из температур плавления сплавов наружного слоя статора и сердечника пресс-формы.
13. Пресс-форма по п.12, отличающаяся тем, что наружная поверхность сердечника пресс-формы с наружными винтовыми зубьями выполнена конической.
14. Пресс-форма по п.12, отличающаяся тем, что сердечник пресс-формы выполнен из стали, например из легированной стали.
15. Пресс-форма по п.12, отличающаяся тем, что поверхность сердечника пресс-формы с наружными винтовыми зубьями упрочнена, например, азотированием или покрыта износостойким слоем, например слоем хрома.
16. Пресс-форма по п.12, отличающаяся тем, что пресс-форма снабжена воронкой с возможностью соединения воронки с заливочным отверстием.
17. Пресс-форма по любому из пп.12-16, отличающаяся тем, что сердечник пресс-формы выполнен с внутренним отверстием.
18. Способ изготовления слоевого статора винтовой гидромашины, характеризующийся тем, что нагревают пресс-форму, выполненную в соответствии с п.12, до температуры ниже наименьшей из температур плавления сплава наружного слоя статора и сердечника пресс-формы, но не ниже чем 0,2 температуры плавления сплава внутреннего слоя статора, затем заливают расплав материала внутреннего слоя статора в наружный слой статора через заливочное отверстие пресс-формы, при этом заполняют расплавом кольцевой зазор между поверхностью наружных винтовых зубьев сердечника пресс-формы и внутренней поверхностью наружного слоя статора, затем охлаждают наружный слой статора и (или) сердечник пресс-формы до затвердевания внутреннего слоя статора, после чего извлекают сердечник пресс-формы из полученного статора.
19. Способ по п.18, отличающийся тем, что поверхность сердечника пресс-формы с наружными винтовыми зубьями перед его размещением внутри наружного слоя статора покрывают термостойкой краской.
20. Способ по п.18, отличающийся тем, что перед тем, как размещают внутри наружного слоя статора сердечник пресс-формы, внутреннюю поверхность наружного слоя статора покрывают флюсом.
21. Способ по п.18, отличающийся тем, что нагревают пресс-форму с распределением значений температуры по длине пресс-формы, достигают на момент начала заливки расплава внутреннего слоя, более высоких значений температуры пресс-формы со стороны заливочного отверстия, по отношению к значениям температуры противоположной стороны пресс-формы.
22. Способ по п.18, отличающийся тем, что заливают расплав материала внутреннего слоя статора в наружный слой статора при установке пресс-формы под острым углом к вертикали, с верхним расположением стороны пресс-формы с заливочным отверстием.
23. Способ по п.18, отличающийся тем, что после заливки расплава материала внутреннего слоя статора в наружный слой статора более интенсивно охлаждают наружный слой статора и(или) сердечник пресс-формы со стороны пресс-формы, противоположной стороне пресс-формы с заливочным отверстием.
24. Способ по п.18, отличающийся тем, что в период времени с момента окончания заливки расплава материала внутреннего слоя статора в наружный слой статора до момента затвердевания внутреннего слоя статора, пресс-форму встряхивают, например, воздействием ударов или вибрации.
25. Способ по любому из пп.18-24, отличающийся тем, что после извлечения сердечника пресс-формы из полученного статора к поверхности внутренних винтовых зубьев внутреннего слоя статора прикрепляют слой эластомера, при этом на поверхность внутренних винтовых зубьев внутреннего слоя статора наносят слой клея и(или) подготавливают поверхность под прикрепление слоя эластомера, например обезжиривают поверхность, и(или) производят дробеструйную обработку поверхности, и(или) латунируют поверхность.
| ВИНТОВОЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2005 |
|
RU2287655C1 |
| Способ изготовления металлополимерных изделий | 1988 |
|
SU1666343A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2245981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ВИНТОВОГО НАСОСА (ВАРИАНТЫ) | 2006 |
|
RU2316676C2 |
| US 5171138 A, 15.12.1992 | |||
| Образец для испытания конструкционной прочности материала | 2024 |
|
RU2839724C1 |
| Способ получения металлического кальция | 2016 |
|
RU2633673C1 |

