Изобретение относится к металлургической промышленности, в частности к способу удаления шлама из электролизных ванн и может быть использовано в процессах электрорафинирования или электроэкстракции цветных металлов. В частности, изобретение относится к способу удаления шлама из электролизных ванн, которые имеют сливное отверстие на дне ванны.
Известен способ удаления шлама, осуществляемый системой непрерывного восстановления для системы электрорафинирования (патент US №9150975, опубл. 06.10.2015 г.), в котором очищенный металл осаждается на катодах, после чего скребком производится очищение катодов от осажденного металла, а шлам удаляется из емкости на конвейерную систему, расположенную под дном ванны.
Недостатком данного способа является применение конвейерной ленты для удаления шлама существенно снижает производительность процесса удаления шлама, а отсутствие операций промывки ванны, шлама, фильтрации снижает эффективность процесса удаления шлама.
Известен способ удаления шлама, осуществляемый системой удаления шлама из электролизных ванн (патент CA №2604576, опубл. 07.12.2008 г.), принятый за прототип, в котором шлам сливают через сливное отверстие, расположенное на дне ванны, смывают и вакуумируют остатки шлама со стенок и дна ванны, а затем перемещают шлам из подсерийного пространства посредством применения приводного транспорта , который включает непрерывную ленту c подающим роликом, приводимым в действие приводной системой, и свободные ролики, на которые укладывается непрерывная лента и на которую осаждается шлам от процесса электролиза. При этом на концах непрерывной ленты и рядом с узкими концами электролизера установлены один или несколько лотков для шлама, которые принимают осадок, накопленный на непрерывной ленте сборника, и такая подача производится путем приведения в действие приводной системы на роликах.
Недостатком данного способа является применение конвейерной ленты для удаления шлама существенно снижает производительность процесса удаления шлама. Применение конвейеров в подсерийном пространстве значительно снижает их ресурс, так как ответственные узлы конвейеров, в том числе зубчатые колеса, ролики, подвержены непосредственному воздействию агрессивных сред.
Известен способ и устройство очистки от шлама электролизных ванн путем отделения твердых частиц от электролита в ванне (патент CL №20020987, опубл. 24.10.2003 г.), которое включает в себя вакуумное устройство, которое всасывает твердые частицы, не распределяя их в растворе электролита, при этом твердые частицы разделяются по размеру и весу, после чего шлам собирается и упаковывается.
Недостатком способа является затраты системы на очистку от шлама в расчете на ванну являются дорогостоящими, поскольку процесс очистки ванны также включает фракционное разделение частиц шлама. Кроме того, вакуумирование для сбора шлама со дна каждой ванны выполняется достаточно медленно.
Известен способ очистки электролитных цинковых ванн от шлама с отсосом электролита насосами (патент SU №107288, опубл. 1957 г.), который включает применение взмучивания, осажденного на дно ванн шлама сжатым воздухом, а затем отсасывание шламовой пульпы насосом с последующей транспортировкой ее до места потребления по трубопроводам из кислотноупорных материалов.
Недостатком способа является отсасывание шламовой пульпы насосом без слива является достаточно трудоемким и энергозатратным процессом, а применение трубопроводной системы для транспортировки шлама является дорогостоящим мероприятием.
Техническим результатом способа является обеспечение повышенной производительности процесса удаления шлама со дна электролизных ванн.
Технический результат достигается тем, что в подсерийное пространство по рельсам, расположенным вдоль сливных отверстий ряда ванн, подводят нутч-фильтр, снабженный двигателями для движения и поворота, в который производят слив шлама, при этом сливаемый шлам промывают водой под давлением, после чего шлам и воду отстаивают в рабочей камере нутч-фильтра, при этом основной объем воды через сливное отверстие нутч-фильтра по гибкому шлангу сливают в зумпф, расположенный в подсерийном пространстве, после чего нутч-фильтр по рельсам перемещают из подсерийного пространства и подключают к вакуумному насосу для фильтрации шлама, при этом фильтрат выводят через сливное отверстие нутч-фильтра по гибкому шлангу в бурак, после чего нутч-фильтр перемещают к направляющей течке, по которой производят выгрузку шлама в кюбель опрокидной, который после заполнения рабочего объема кюбеля перемещают к станции затаривания биг-бэгов, после чего кюбель опрокидывают и выгружают шлам в воронку станции затаривания биг-бэгов, по которой шлам попадает в биг-бэг, который взвешивают и подают на ленточный конвейер.
Способ удаления шлама из электролизных ванн поясняется следующими фигурами:
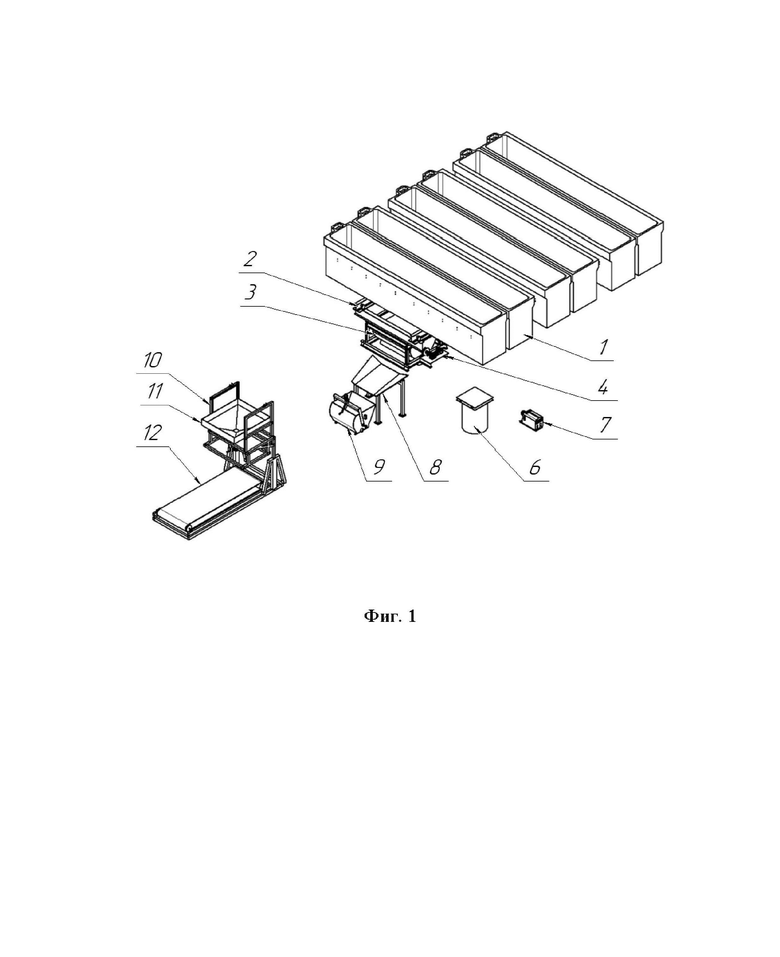
Фиг. 1 – общий вид системы удаления шлама из электролизных ванн;
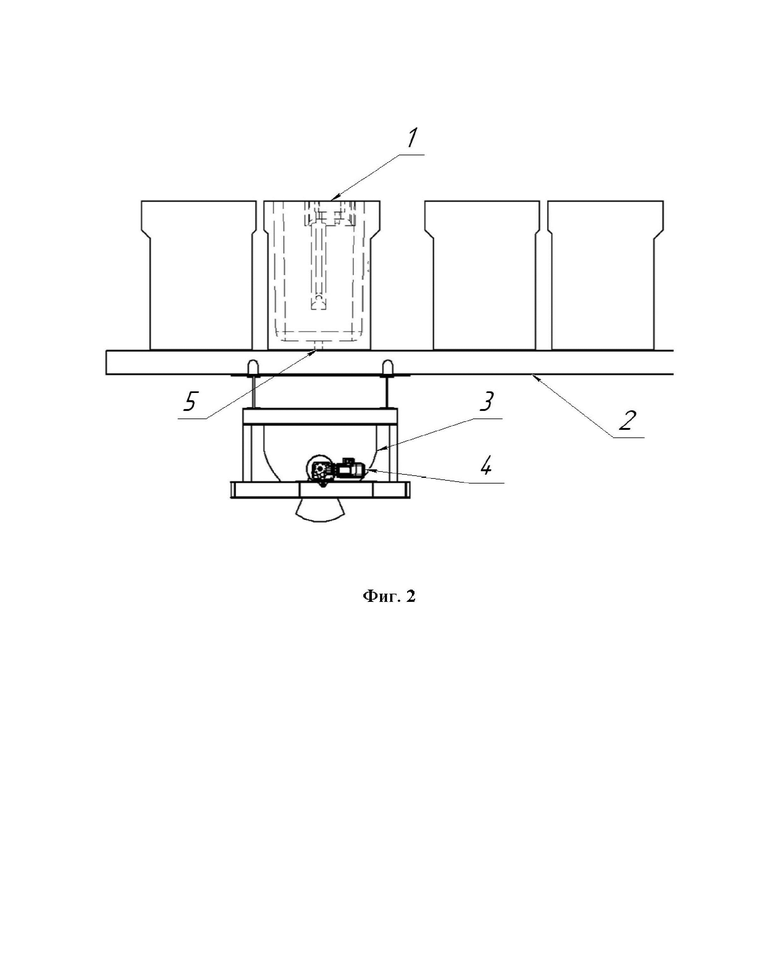
Фиг. 2 – слив шлама из ванны;
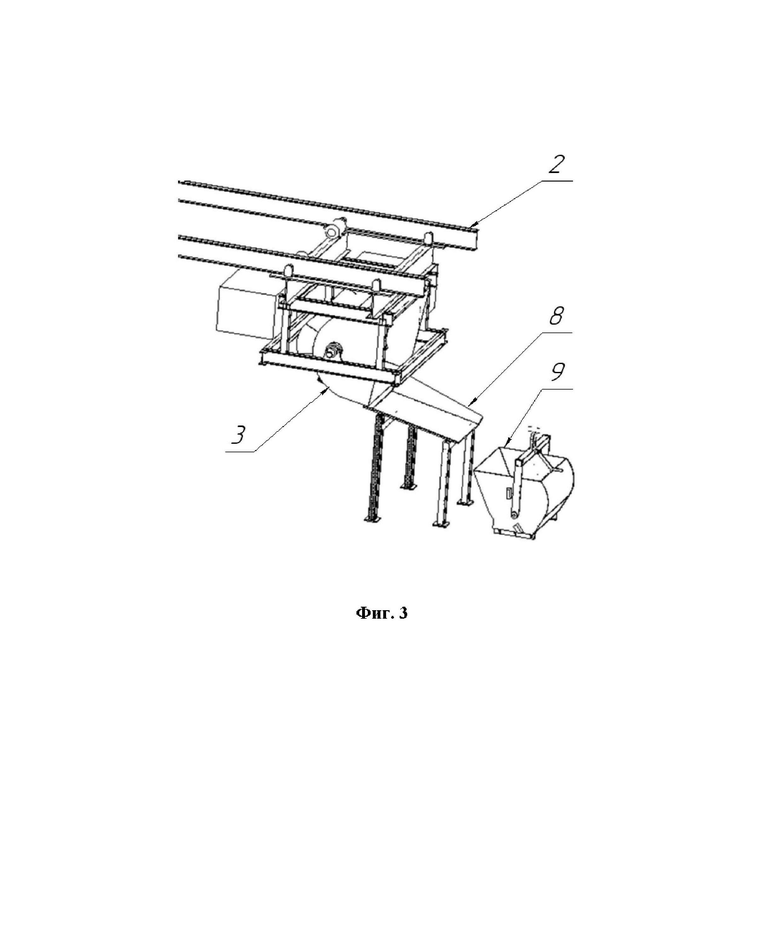
Фиг. 3 – выгрузка шлама в кюбель;
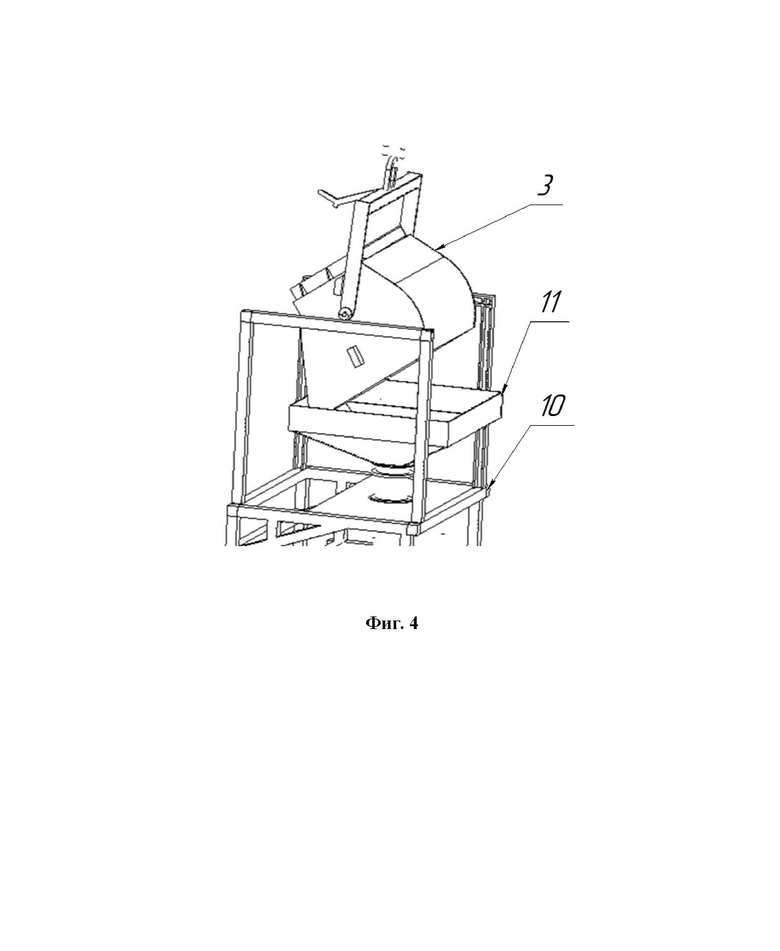
Фиг. 4 – затарка биг-бэга;
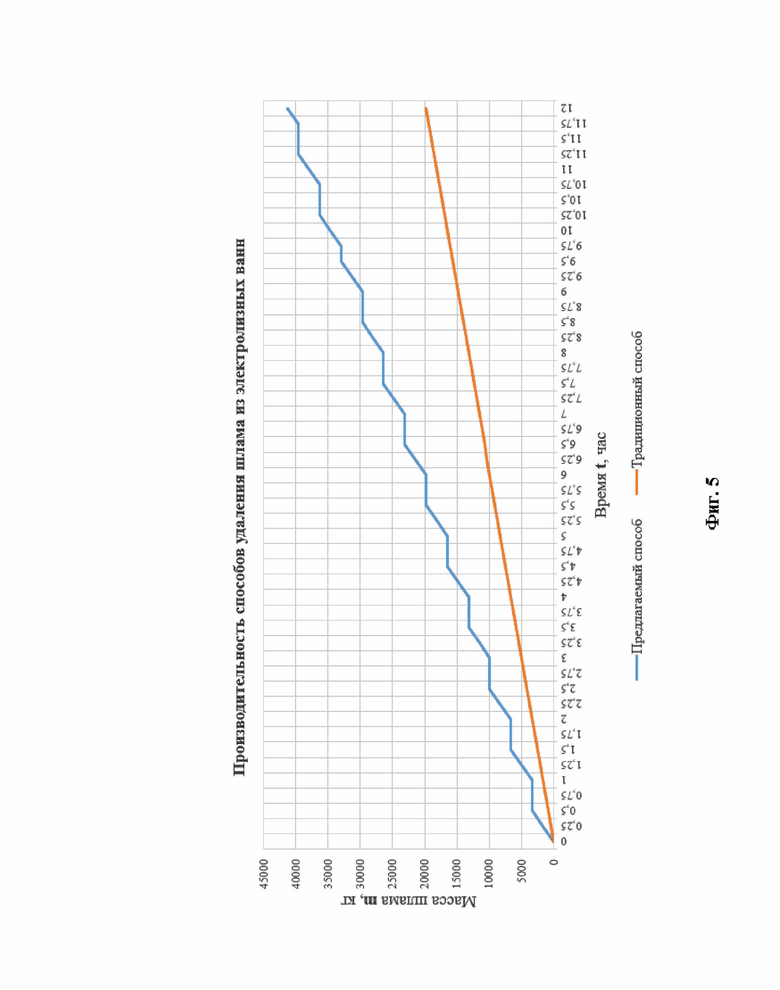
Фиг. 5 – график зависимости производительности удаления шлама из электролизных ванн от применяемого способа удаления шлама где:
1 – ванна электролизная;
2 – рельсы;
3 – нутч-фильтр;
4 – двигатель;
5 – сливное отверстие;
6 – бурак;
7 – вакуумный насос;
8 – направляющая течка;
9 – кюбель опрокидной;
10 – станция затаривания биг-бэгов;
11 – воронка;
12 – ленточный конвейер.
Способ осуществляется следующим образом. Шлам, образующийся в процессе электроэкстракции, например, меди, оседает на стенки и дно ванны электролизной 1 (фиг. 1). Ванну электролизную 1 отключают путем установки закорачивающей рамы/перемычки, электроды удаляют. Отработанный электролит выводят из электролизной ванны посредством перелива через отверстие в торце ванны. Под ванну 1 по рельсам 2 подводят нутч-фильтр 3, снабженный двигателями 4 для движения нутч-фильтра 3 вдоль ряда ванн 1 по рельсам 2 и поворота относительно оси вращения нутч-фильтра 3. Из сливного отверстия 5 (фиг. 2) ванны 1 достают пробку, после чего осуществляют слив шлама и одновременную промывку шлама водой под давлением, а со стенок ванны 1 водой под давлением смывают осажденный шлам. Шлам и вода попадают в рабочую камеру нутч-фильтра 3 и отстаиваются в ней некоторое время. Основной объем воды выводят через сливное отверстие нутч-фильтра 3 по гибкому шлангу в зумпф, расположенный в подсерийном пространстве. После слива шлама из ванны 1 сливное отверстие 5 ванны 1 закрывают пробкой с уплотнением. Нутч-фильтр 3 по рельсам 2 перемещают из подсерийного пространства к направляющей течке 8. К нутч-фильтру 3 подключают вакуумный насос 7 для фильтрации шлама. Фильтрат выводят через сливное отверстие нутч-фильтра 3 по гибкому шлангу в бурак 6. Нутч-фильтр 3 переворачивают, осуществляют выгрузка шлама по направляющей течке 8 в кюбель опрокидной 9. После выгрузки шлама в кюбель 9, нутч-фильтр 3 возвращают первоначальное положение, а кюбель 9 перемещают к станции затаривания биг-бэгов 10. Кюбель 9 опрокидывают, шлам выгружают в воронку 11 станции затаривания биг-бэгов 10, по которой шлам попадает в биг-бэг 12. После выгрузки шлама в биг-бэг производят взвешивание биг-бэга и подачу биг-бэга на ленточный конвейер 12.
Способ поясняется следующим примером.
Проведено моделирование процесса удаления шлама, включающего в себя перемещение нутч-фильтра вдоль ряда ванн с поочередным удалением шлама из каждой ванны по предлагаемому способу, при этом принимались следующие граничные условия: температура воздуха в помещении T – +12..+24 ℃; относительная влажность воздуха в помещении – более 75%; плотность электролита ρэ – 1200 кг/м3; объем электролита Vэ – 2.5 м3; температура электролита tэ – 60 оС; масса пакета анодов и катодов mп – 33000 кг; масса ошиновки mш – 530 кг; масса рамы крана mк – 300 кг; масса закорачивающей рамы mр – 8200 кг; масса двух человек в снаряжении mл – 220 кг; масса шлама на выходе с одной ванны – 3300 кг. Проведено моделирование процесса удаления шлама по традиционному способу, включающему в себя вакуумирование и фильтрацию шлама вместе с электролитом, граничные условия принимались те же. Проведен сравнительный анализ производительности процесса удаления шлама для предлагаемого способа и традиционного способа (фиг. 5). Результаты моделирования показали, что применение предлагаемого способа удаления шлама из электролизных ванн позволяет удалять 3300 кг в час, при этом традиционный способ удаления шлама позволяет удалять 1650 кг в час. При этом предлагаемый способ удаления шлама осуществляется одним рабочим, который занимается только очисткой ванны водой под давлением от остатков шлама, в то время как по традиционному способу
Способ удаления шлама из электролизных ванн позволяет повысить производительность электроэкстракции за счет повышения уровня автоматизации процесса удаления шлама со стенок и дна ванны. Применение нутч-фильтра, движущегося в подсерийном пространстве вдоль ряда ванн по рельсам, позволяет увеличить производительность процесса удаления шлама, сливаемого через сливное отверстие ванны. Применение вакуумного насоса для фильтрации шлама позволяет снизить массу и влажность шлама. Применение кюбеля опрокидного, станции затаривания биг-бэгов и ленточного конвейера позволяет повысить производительность процесса затаривания биг-бэгов шламом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ БЕСПОДСТИЛОЧНОГО НАВОЗА К УТИЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2755434C1 |
| Устройство для растаривания и растворения агрессивных реагентов из мягких контейнеров | 2023 |
|
RU2804555C1 |
| ЭЛЕКТРОЛИЗНАЯ БЛОК-СЕРИЯ ВАНН ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ И СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ МЕДИ | 2000 |
|
RU2187579C2 |
| Устройство для удаления полимерных покрытий с поверхности окрасочной оснастки | 2021 |
|
RU2780075C1 |
| Устройство для регенерации отработанных жидких масел | 1990 |
|
SU1783225A1 |
| Установка для грануляции шлакового расплава | 1976 |
|
SU763284A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЗООБРАЗНОГО ТЕПЛОНОСИТЕЛЯ И СУШКИ ИМ СЫПУЧЕГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2536644C2 |
| МОБИЛЬНЫЙ АГРЕГАТ ДЛЯ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН В ЗАСУШЛИВЫХ УСЛОВИЯХ | 2023 |
|
RU2802325C1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ КАРНАЛЛИТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118611C1 |
| Электролизер для рафинирования цветных металлов | 1983 |
|
SU1125299A1 |
Изобретение относится к способу удаления шлама из электролизных ванн. Осуществляют подвод по рельсам нутч-фильтра. Осуществляют слив шлама и одновременную промывку шлама водой под давлением. Шлам и вода попадают в рабочую камеру нутч-фильтра и отстаиваются в ней некоторое время. Основной объем воды выводят через сливное отверстие нутч-фильтра по гибкому шлангу в зумпф. Нутч-фильтр по рельсам перемещают к направляющей течке. К нутч-фильтру подключают вакуумный насос для фильтрации шлама. Фильтрат выводят через сливное отверстие нутч-фильтра по гибкому шлангу в бурак. Нутч-фильтр переворачивают, осуществляют выгрузка шлама по направляющей течке в кюбель опрокидной. Кюбель перемещают к станции затаривания биг-бэгов. Кюбель опрокидывают, шлам выгружают в воронку станции затаривания биг-бэгов. В результате обеспечивается повышение производительности процесса удаления шлама со дна электролизных ванн. 5 ил., 1 пр.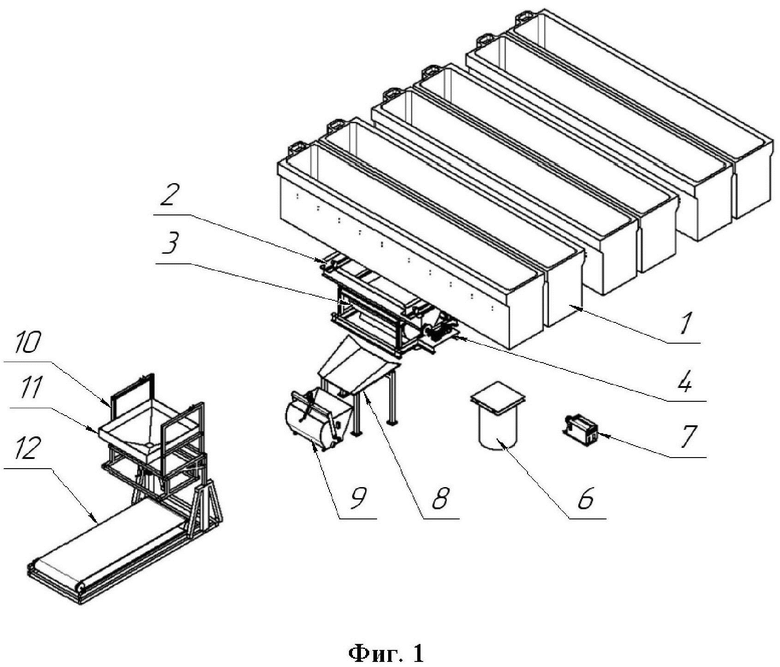
Способ удаления шлама из электролизных ванн, включающий слив шлама через сливное отверстие, расположенное на дне электролизной ванны, при этом смывают и вакуумируют остатки шлама со стенок и дна упомянутой ванны, перемещают шлам из пространства под электролизными ваннами приводным транспортом, отличающийся тем, что в пространство под электролизными ваннами по рельсам, расположенным вдоль сливных отверстий ряда электролизных ванн, подводят нутч-фильтр, снабженный двигателями для движения и поворота, в который производят слив шлама, при этом сливаемый шлам промывают водой под давлением, после чего шлам и воду отстаивают в рабочей камере нутч-фильтра, при этом основной объем воды через сливное отверстие нутч-фильтра по гибкому шлангу сливают в зумпф, расположенный в пространстве под электролизными ваннами, после чего нутч-фильтр по рельсам перемещают из пространства под электролизными ваннами и подключают к вакуумному насосу для фильтрации шлама, причем фильтрат выводят через сливное отверстие нутч-фильтра по гибкому шлангу в бурак, после чего нутч-фильтр перемещают к направляющей течке, по которой производят выгрузку шлама в кюбель опрокидной, который после заполнения рабочего объема кюбеля перемещают к станции затаривания биг-бэгов, после чего кюбель опрокидывают и выгружают шлам в воронку станции затаривания биг-бэгов, по которой шлам попадает в биг-бэг, который взвешивают и подают на ленточный конвейер.
| Способ очистки электролитных цинковых ванн от шлама с отсосом электролита насосами | 1956 |
|
SU107288A1 |
| Устройство для очистки электролизных ванн | 1978 |
|
SU700566A1 |
| Устройство для удаления шламма из магниевых ванн | 1931 |
|
SU29255A1 |
| WO 2020245736 A1, 10.12.2020. | |||

