Область техники, к которой относится изобретение
Настоящее изобретение относится к технологии производства листа текстурированной электротехнической стали путем облучения поверхности листа текстурированной электротехнической стали лазерным пучком с целью улучшения магнитных свойств стали и, более конкретно, относится к технологии, подходящей для случая производства текстурированной электротехнической листовой стали со скоростью высокоскоростной производственной линии.
Уровень техники
Лист электротехнической стали, в котором оси легкого намагничивания кристаллов ориентированы по существу в одном и том же направлении во всем стальном листе, называется «листом текстурированной электротехнической стали». Направление осей легкого намагничивания соответствует направлению прокатки стального листа. Такой стальной лист является исключительно превосходным в качестве материала для сердечника трансформатора с постоянным направлением намагничивания.
Потери в сердечнике при намагничивании листа текстурированной электротехнической стали переменным током делятся на потери на вихревые токи и гистерезисные потери. Потери на вихревые токи, в свою очередь, делятся на классические потери на вихревые токи и аномальные потери на вихревые токи. Классические потери на вихревые токи пропорциональны толщине стального листа и поэтому снижаются при уменьшении толщины материала. Аномальные потери на вихревые токи являются потерями, обусловленными локально генерируемым большим вихревым током, который возникает из-за перемещения стенок доменов, и они становятся меньше пропорционально расстоянию между стенками 180°-ных магнитных доменов в направлении прокатки. В связи с этим с целью снижения потерь в сердечниках были разработаны различные способы повышения мелкозернистости магнитных доменов.
При создании периодического напряжения геометрически линейно, по существу, вертикально к направлению прокатки и в направлении прокатки, вблизи поверхности стального листа, расстояние между стенками 180°-ных доменов уменьшается.
Как, например, раскрыто в японской патентной публикации (В2) №6-19112, разработан способ сканирования и облучения стального листа в направлении ширины листа с помощью сфокусированного лазерного луча с целью передачи напряжения стальному листу, и в настоящее время этот способ находит применение.
Упомянутый способ управления магнитными доменами с помощью лазера представляет собой способ с применением натяжения и напряжения для уменьшения потерь в сердечниках. Способ не приводит к изменению формы листа электротехнической стали по типу образования расплавленных участков или канавок, а в случае проведения отжига, снимающего напряжение, эффект напряжения исчезает. Однако, если и не проводить снимающий напряжение отжиг, легко достигается 10%-ный или более высокий эффект улучшения потерь в сердечнике, благодаря чему лист электротехнической стали, производимый с использованием настоящего способа, пользуется чрезвычайно высоким спросом как материал для блочного трансформатора без включения отжига в процесс его изготовления.
С другой стороны, гистерезисные потери являются потерями, обусловленными кривой намагничивания, т.е. гистерезисной кривой, т.е. компонентом потерь в сердечнике, чувствительным к напряжению в стальном листе. Таким образом, при создании напряжения с помощью лазерного облучения возникает проблема, которая приводит к повышению гистерезисных потерь.
Следовательно, чтобы максимально снять ненужное напряжение, желательно создание эффективного напряжения в как можно более узкой области. Например, в способе, раскрытом в WO 2004/083465, делая размер фокусируемого пятна на листе электротехнической стали в направлении прокатки не большим 0,2 мм, создают напряжение в некоторой узкой области и тем самым получают улучшенные свойства.
Однако, если уменьшить фокусируемый размер, оставляя его круглым, удельная мощность на сфокусированном пятне повышается, а время, в течение которого сфокусированное пятно проходит через какую-либо точку на стальном листе, т.е. время пребывания луча, деленное на скорость сканирования, становится меньше. Луч почти успевает уйти до того, как произойдет какой-либо перенос тепла в направлении толщины стального листа.
В этом случае тепло в избытке поступает только в наиболее поверхностный слой стального листа. В некоторых случаях поверхностный слой плавится. Однако почти никакого тепла не передается в глубину по толщине листа, вследствие чего область повышенного тепла ограничивается почти только поверхностью, из-за чего возникает проблема, состоящая в том, что отсутствует возможность введения в стальной лист достаточного напряжения, необходимого для того, чтобы сделать магнитные домены более мелкими.
В связи с этим, как это раскрыто в WO 2004/083465, может быть рассмотрен способ формирования сфокусированного пятна в виде эллипса, вытянутого в направлении сканирования луча. В этом способе при сохранении ширины зоны напряжения в направлении прокатки узкой удельная мощность может быть понижена, а время пребывания луча в облучаемой точке может быть увеличено, в направлении толщины стального листа может быть передано достаточное напряжение, и можно получить прекрасные характеристики потерь в сердечнике.
Однако, если применять способ формирования сфокусированного пятна в виде эллипса, вытянутого в направлении сканирования луча, на производственном оборудовании, в котором стальной лист перемещается в направлении прокатки с высокой скоростью, возникает следующая проблема.
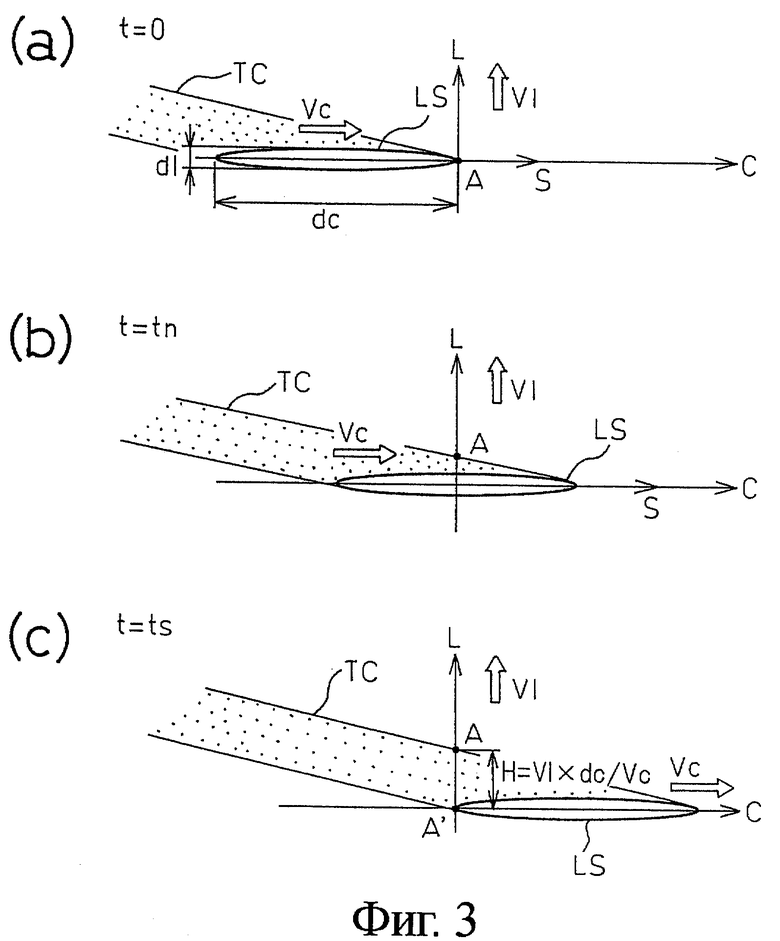
На фиг.3 показаны схемы фокусирования луча лазера на стальном листе с образованием сфокусированного пятна LS с малой величиной размера d1 в направлении прокатки и большой величиной dc в направлении ширины листа (далее называемого «эллиптическим пятном»), а также сканирование стального листа этим пятном в направлении С, приблизительно перпендикулярно к направлению прокатки L, со скоростью Vc с целью облучения стального листа лучом лазера, положение эллиптического пятна LS и индуцируемое лазерным лучом повреждение ТС, оставляемое на стальном листе в случае выравнивания направления длинной оси эллиптического пятна с направлением С сканирования, при этом стальной лист перемещается в направлении L прокатки со скоростью V1.
В этом случае, если допустить, что передний край луча проходит через точку А на стальном листе в момент времени t=0, то, когда задний край луча проходит вблизи точки А в момент времени t=ts, точка А уже переместилась в точности на расстояние Н в направлении прокатки по причине перемещения стального листа, и задний край луча проходит точку А'.
Следовательно, индуцированное лазерным лучом повреждение ТС на стальном листе, т.е. маршрут, вдоль которого стальной лист реально воспринимает луч лазера, как это показано на фиг.3, отклонен под углом 9 пропорционально отношению V1 к Vc и имеет ширину, пропорциональную Н.
Иными словами, даже если для уменьшения потерь в сердечнике сделать короткую ось d1 эллиптического луча чрезвычайно малой, когда стальной лист перемещается с высокой скоростью, эффективная облученная лазером ширина, реально полученная стальным листом, имеет значение, пропорциональное Н, и эффективная облученная лазером ширина не может быть сделана более узкой. При этом Н определяется выражением V1×dc/Vc, и, таким образом, влияние скорости перемещения стального листа повышается, когда линейная скорость V1 стального листа в направлении прокатки является высокой, т.е. когда скорость производства является низкой.
Далее, если попытаться еще более улучшить магнитные свойства и придать эллиптическому лучу более сжатую короткую ось, необходимо удлинить длинную ось, снизив тем самым удельную мощность. В результате этого время пребывания луча увеличивается и, следовательно, усиливается влияние перемещения стального листа на эффективную облученную лазером ширину. Иными словами, существует проблема, состоящая в том, что чем больше становится это влияние, тем лучше магнитные свойства и тем выше производительность производственного оборудования.
Раскрытие изобретения
Таким образом, настоящее изобретение предлагает технологию улучшения магнитных свойств, уменьшающих потери в сердечнике путем облучения листа электротехнической стали лазерным лучом. Технология характеризуется устойчивым снижением потерь в сердечнике даже при сужении сфокусированного пятна луча лазера на высокоскоростной производственной линии.
В первом аспекте настоящего изобретения предлагается способ производства листа текстурированной электротехнической стали с фокусированием лазерного луча в эллиптическое пятно на перемещающемся с заданной скоростью листе текстурированной электротехнической стали и сканированием при облучении листа текстурированной электротехнической стали в поперечном направлении сфокусированным эллиптическим пятном с целью улучшения магнитных свойств. Способ характеризуется образованием угла θs между направлением сканирования эллиптического пятна и направлением длинной оси эллиптического пятна при сканировании и облучении листа лучом лазера.
Далее, первый аспект характеризуется регулированием угла наклона θs таким образом, чтобы облучаемая лазером ширина листа текстурированной электротехнической стали уменьшалась в соответствии со скоростью V1 производственной линии листа текстурированной электротехнической стали и скоростью Vc сканирования эллиптического пятна лазерного луча по листу текстурированной электротехнической стали, и, кроме того, угол наклона 0s определяют по скоростям V1 и Vc, используя приведенное ниже уравнение (1), и регулируют направление длинной оси эллиптического пятна по найденному значению угла:

Далее, первый аспект характеризуется регулированием скорости V1 производственной линии листа текстурированной электротехнической стали или скорости Vc сканирования эллиптического пятна лазерного луча по листу текстурированной электротехнической стали в соответствии с углом наклона θs таким образом, чтобы облучаемая лазером ширина листа уменьшалась, и, кроме того, определяют скорость Vc по скорости V1 и углу наклона θs на основе уравнения (2), и регулируют скорость сканирования эллиптического пятна на основе найденного значения Vc, и определяют скорость V1 по скорости Vc и углу наклона θs на основе уравнения (3), и регулируют скорость производственной линии по найденному значению V1:


Во втором аспекте настоящего изобретения предлагается устройство для изготовления листа текстурированной электротехнической стали, обладающей прекрасными магнитными свойствами, с фокусированием лазерного луча в эллиптическое пятно на листе текстурированной электротехнической стали и сканированием с облучением листа текстурированной электротехнической стали в направлении ширины листа сфокусированным эллиптическим пятном с целью улучшения магнитных свойств, и при этом устройство для изготовления листа текстурированной электротехнической стали включает в себя:
блок формирования эллиптического луча для формирования лазерного луча эллиптической формы,
блок сканирования луча для отклонения и сканирования эллиптического луча, излучаемого из блока формирования эллиптического луча,
блок фокусировки луча для фокусирования сканирующего луча, выходящего из блока сканирования луча, в эллиптическое пятно на листе текстурированной электротехнической стали и
механизм регулировки эллиптического угла наклона, регулирующий направление длинной оси эллиптического пятна таким образом, чтобы оно было наклонено к направлению сканирования эллиптического пятна под углом наклона θs.
Далее, второй аспект характеризуется тем, что блок формирования эллиптического луча имеет цилиндрический линзовый телескоп, состоящий из двух цилиндрических линз, согласованных по направлению образующих, и механизма регулировки линзового расстояния для изменения расстояния между двумя цилиндрическими линзами с целью изменения длины длинной оси эллиптического пятна, и, кроме того, механизм регулировки эллиптического угла наклона содержит поворотную опору, поддерживающую цилиндрический линзовый телескоп с возможностью изменения угла наклона относительно направления лазерного луча, в качестве оси вращения, и вращательный привод для поворота поворотной опоры.
В третьем аспекте настоящего изобретения предлагается устройство для изготовления листа текстурированной электротехнической стали, обладающего прекрасными магнитными свойствами, с фокусированием лазерного луча в эллиптическое пятно на листе текстурированной электротехнической стали и сканированием с облучением листа текстурированной электротехнической стали в направлении ширины листа сфокусированным эллиптическим пятном с целью улучшения магнитных свойств, и при этом устройство для изготовления листа текстурированной электротехнической стали включает в себя:
блок формирования эллиптического луча для придания лазерному лучу эллиптической формы,
блок сканирования луча для отклонения и сканирования эллиптического луча, выходящего из блока формирования эллиптического луча,
блок фокусировки луча для фокусирования сканирующего луча, выходящего из блока сканирования луча, в эллиптическое пятно на листе текстурированной электротехнической стали,
механизм регулировки эллиптического угла наклона, регулирующий направление длинной оси эллиптического пятна таким образом, чтобы оно было наклонено к направлению сканирования эллиптического пятна под углом наклона θs, и
блок управления эллиптическим углом наклона, управляющий механизмом регулировки эллиптического угла наклона в соответствии со скоростью V1 производственной линии листа текстурированной электротехнической стали и скоростью Vc сканирования эллиптического пятна по листу текстурированной электротехнической стали для регулировки угла наклона θs до угла наклона, при котором облученная лазером ширина на листе текстурированной электротехнической стали уменьшается.
Далее, третий аспект характеризуется тем, что блок управления эллиптическим углом наклона включает в себя вычислительный блок, принимающий входные сигналы V1 и Vc и вычисляющий угол наклона θs по уравнению (1), и блок управления приводом, который управляет приведением в действие механизма регулировки эллиптического угла наклона на основе полученного угла наклона θs, при этом блок формирования эллиптического луча содержит цилиндрический линзовый телескоп, состоящий из двух цилиндрических линз, согласованных по направлению образующих, и механизма регулировки расстояния между линзами для изменения расстояния между двумя цилиндрическими линзами с целью изменения длины длинной оси эллиптического пятна; механизм регулировки эллиптического угла наклона содержит поворотную опору, поддерживающую цилиндрический линзовый телескоп с возможностью изменения угла наклона относительно направления лазерного луча, в качестве оси вращения, и вращательный привод для поворота поворотной опоры; а блок управления эллиптическим углом наклона управляет работой вращательного привода механизма регулировки эллиптического угла наклона.
Согласно настоящему изобретению точка, через которую проходит эллиптический луч, сканируемый в направлении ширины листа, может перемещаться вместе с перемещением стального листа в направлении прокатки, а ширину точки на стальном листе, воспринимающей лазерный луч, можно сделать такой, чтобы она по существу соответствовала длине короткой оси эллипса. В результате этого ослабляется увеличение эффективной ширины облучения лазером, обусловленное высокой скоростью перемещения стального листа, благодаря чему становится возможным производить лист текстурированной электротехнической стали с прекрасными магнитными свойствами при любых условиях вне зависимости от скорости линии в направлении прокатки стального листа и к тому же от формы сфокусированного луча.
Краткое описание чертежей
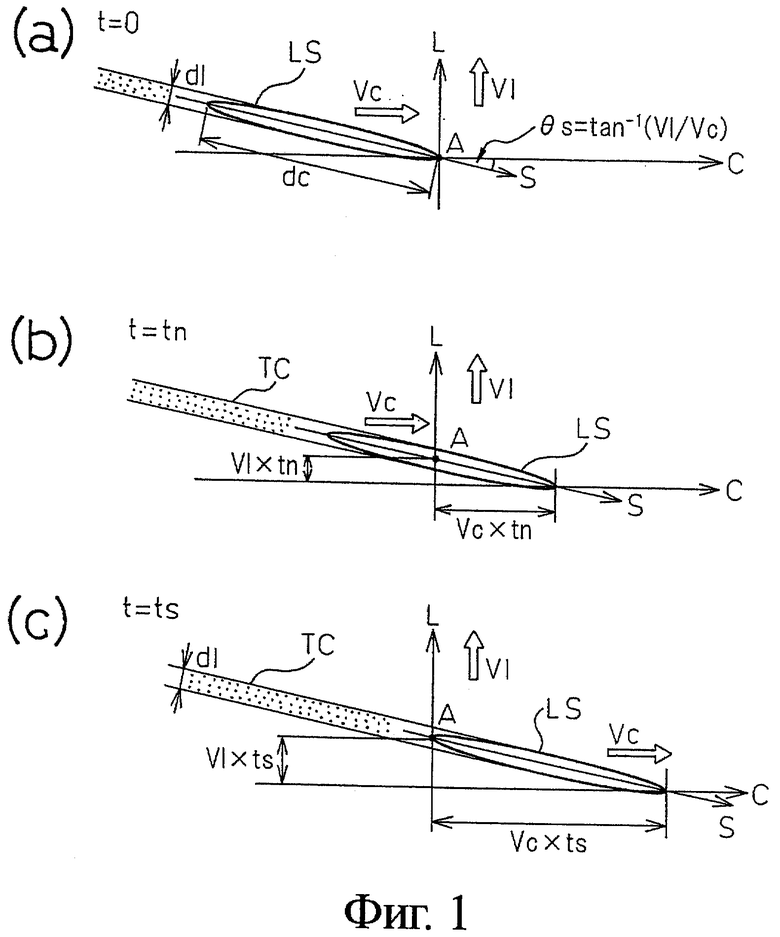
Фиг.1 - поясняющие виды углового взаиморасположения эллиптического пятна лазерного луча и направления сканирования эллиптического пятна в настоящем изобретении.
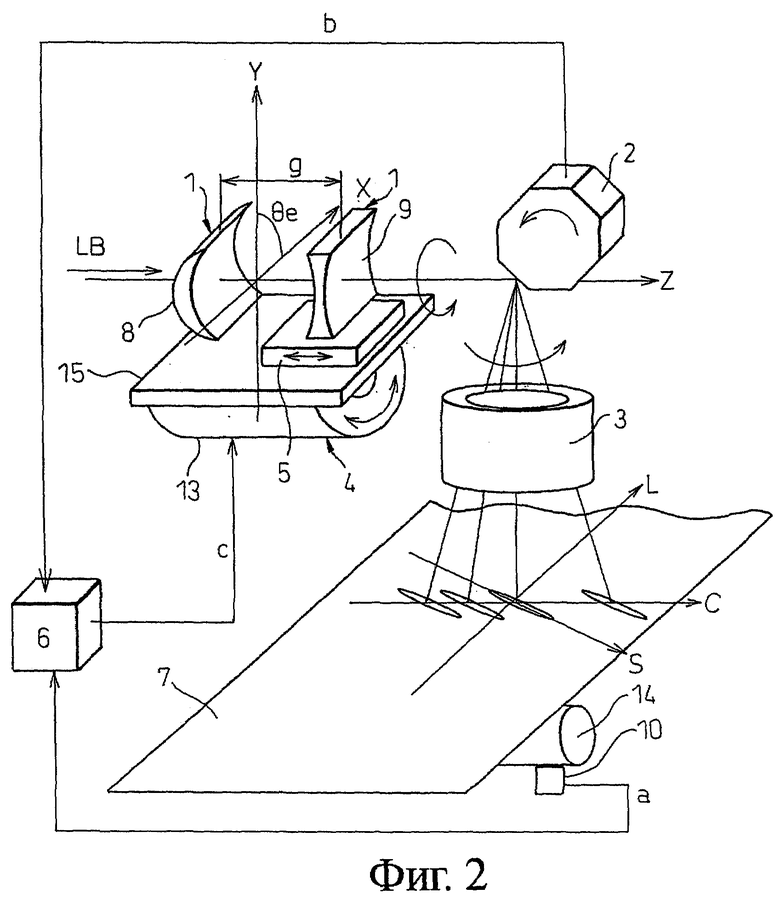
Фиг.2 - пример расположения оптических компонентов системы для изготовления листа текстурированной электротехнической стали с прекрасными магнитными свойствами согласно настоящему изобретению.
Фиг.3 - схематические виды традиционного способа сканирования эллиптического пятна.
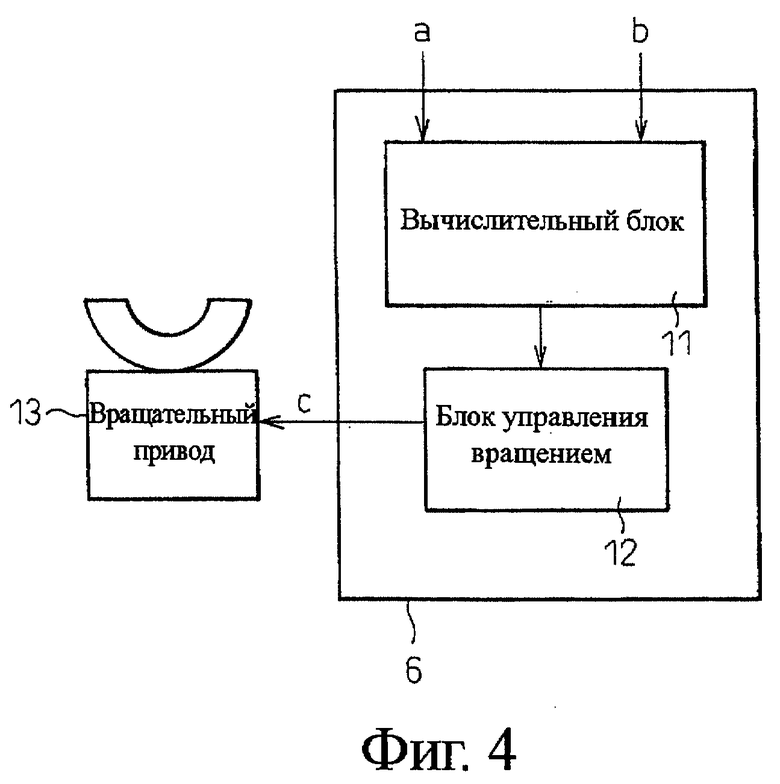
Фиг.4 -схема примера системы управления эллиптическим углом наклона.
Наилучший способ осуществления изобретения
Один из вариантов осуществления настоящего изобретения будет детально разъяснен со ссылками на чертежи.
На фиг.1 приведены схематические виды состояния эллиптического пятна LS и точки на листе электротехнической стали (обозначаемой как «принимающая луч точка А») при перемещении эллиптического пятна в зависимости от времени и произведенное лазерным лучом повреждение Тс, остающееся на стальном листе при сканировании листа электротехнической стали, двигающегося со скоростью производственной линии V1 над поверхностью бумаги, эллиптическим пятном LS лазерного луча со скоростью Vc вдоль оси С в направлении сканирования, а также показывает расположение точки А и эллиптического пятна LS, когда (а) передний край луча начинает проходить через точку А в момент времени t=0 и (с) задний край луча проходит эту точку в момент времени t=ts, (b) показывает их взаиморасположение межу этими моментами времени.
Как следует из фиг.1, эллиптическое пятно LS располагается таким образом, что его длинная ось S образует угол наклона θs по отношению к оси С направления сканирования эллиптическим пятном.
В данном случае угол наклона θs установлен на значение, которое задается уравнением (1) в соответствии с линейной скоростью листа V1 электротехнической стали и скорости сканирования Vc лазерного луча:

При установленном таким образом угле наклона θs, как это показано на фиг.1(а), (b) и (с), положение прохождения эллиптического пятна также перемещается со временем вместе с перемещением принимающей луч точки А, в результате чего принимающая луч точка А получает значение длины d1 короткой оси по существу эллиптического пятна как размер сфокусированного луча в любой момент времени при прохождении эллиптического пятна, и лист стали сканируется лазерным лучом с шириной облучения, равной длине d1 короткой оси.
Это остается справедливым и при установлении угла наклона θs на основе уравнения (1), даже если линейная скорость V1 стального листа является высокой, и, кроме того, даже если сфокусированный размер d1 лазерного луча становится чрезвычайно малым. Таким образом, даже на установке с высокой скоростью линии поддерживается фокусировка с узким размером сфокусированного пятна, благодаря чему можно производить лист электротехнической стали с прекрасными характеристиками потерь в сердечнике.
Отметим, что угол наклона θs устанавливается на основе уравнения (1), но оставляемая на стальном листе ширина повреждения от лазерного луча составляет преимущественно 0,1 мм или меньше, в результате чего получают эффект улучшения характеристики потерь в сердечнике, более предпочтительно 0,08 мм или меньше и, еще более предпочтительно, 0,06 мм. Если принять во внимание тот факт, что обычно используемая длина короткой оси эллиптического пятна равна приблизительно 0,05 мм, нет необходимости устанавливать угол наклона θs строго в соответствии с уравнением (1). Его следует устанавливать на основе угла наклона θs, получаемого с помощью уравнения (1), таким образом, чтобы ширина остающегося на стальном листе повреждения, вызванного лазерным лучом, становилась равной 0,08 мм или меньше.
Выше был описан способ установки угла наклона θs (направления длинной оси эллиптического пятна) в соответствии со скоростью V1 производственной линии и скоростью Vc сканирования эллиптического пятна, но настоящее изобретение этим способом не ограничивается.
Имеется возможность уменьшения облученной лазером ширины на листе текстурированной электротехнической стали путем регулирования скорости V1 производственной линии и скорости сканирования Vc эллиптического пятна без изменения угла наклона θs (направления длинной оси эллиптического пятна).
Иными словами, при изменении скорости V1 производственной линии, новую скорость Vc сканирования эллиптического пятна определяют по текущему углу наклона θs с помощью уравнения (2), а подлежащие изменению скорость V1 производственной линии и скорость сканирования эллиптического пятна регулируют по найденному значению Vc.

Далее, тем же путем, как и в случае изменения скорости сканирования Vc эллиптического пятна, новую скорость V1 производственной линии определяют с помощью приведенного ниже уравнения (3) и регулируют скорость производственной линии по найденному значению V1:

Далее, с использованием фиг.2 описывается пример одного из вариантов осуществления устройства для изготовления листа текстурированной электротехнической стали со сканированием листа электротехнической стали эллиптическим пятном под некоторым наклоном.
Данный вариант осуществления главным образом содержит цилиндрический линзовый телескоп 1, объединяющий выпуклую цилиндрическую линзу 8 и вогнутую цилиндрическую линзу 9, в качестве блока формирования эллиптического луча для придания лазерному лучу формы эллипса, вращающееся многоугольное зеркало 2 в качестве блока сканирования луча, отражающего, отклоняющего и сканирующего лазерный луч, и fθ-линзу 3 в качестве блока фокусировки луча, фокусирующего сканирующий луч на определенную плоскость. Оптические детали размещены вдоль оптической оси Z в названном порядке.
Образующие линзовых поверхностей цилиндрических линз 8 и 9 совпадают с осью X. Выходящий из лазерного устройства (не показано) лазерный луч LB формируется цилиндрическими линзами 8 и 9. Луч, выходящий из цилиндрических линз, сходится или расходится только в Y-осевом направлении, перпендикулярном оси X. Цилиндрический линзовый телескоп 1 может поворачиваться с помощью механизма 4 регулировки угла наклона относительно оси Z (направление распространения лазерного луча LB) для изменения угла наклона. Механизм 4 регулировки угла наклона состоит из поворотной опоры 15, поддерживающей с возможностью перемещения цилиндрический линзовый телескоп 1, и вращательного привода 13, приводящего во вращение поворотную опору 15. При этом функцией механизма 5 регулировки межлинзового расстояния является изменение расстояния между линзами и регулирование формы эллиптического пятна.
Луч лазера отражается с помощью вращающегося многоугольного зеркала 2, фокусируется на лист электротехнической стали с помощью fθ-линзы 3 и сканирует его.
Размер сфокусированного луча в направлении стального листа, соответствующем направлению оси Х цилиндрических линз 8 и 9, определяется только фокусным расстоянием  fθ-линзы. С другой стороны, размер сфокусированного луча в направлении стального листа, соответствующем направлению оси Y цилиндрических линз, определяется комбинацией дивергенции или конвергенции с помощью цилиндрического линзового телескопа 1 и фокусного расстояния
fθ-линзы. С другой стороны, размер сфокусированного луча в направлении стального листа, соответствующем направлению оси Y цилиндрических линз, определяется комбинацией дивергенции или конвергенции с помощью цилиндрического линзового телескопа 1 и фокусного расстояния  fθ-линзы 3. В результате этого размер сфокусированного пятна по направлениям осей XY цилиндрических линз становится различным или форма пятна - эллиптической.
fθ-линзы 3. В результате этого размер сфокусированного пятна по направлениям осей XY цилиндрических линз становится различным или форма пятна - эллиптической.
В настоящем изобретении механизм 4 регулировки угла наклона, которым снабжен цилиндрический линзовый телескоп 1, позволяет менять угол наклона θs, образованный направлением S длинной оси эллипса по отношению к направлению С сканирования эллиптического пятна. Иными словами, имеется возможность регулировать направление S длинной оси с помощью координат на стальном листе. В указанной конфигурации устройства направление С сканирования эллиптического пятна определяется направлением вращения вращательного многоугольного зеркала 2. Если имеется информация относительно скорости V1 линии производства стального листа и скорости сканирования Vc эллиптического пятна, угол наклона θs может быть найден из уравнения (1) и на основе этого значения может быть установлен θs.
Далее, в настоящем варианте осуществления в качестве блока формирования эллиптического луча используют цилиндрический линзовый телескоп с двумя цилиндрическими линзами, но задачей названного блока является придание лучу расхождения и схождения только в Y-направлении. Одна цилиндрическая линза или комбинация трех или более линз также может быть использована. Кроме того, вместо цилиндрических линз можно использовать цилиндрические зеркала.
При изменении расстояния g между линзами цилиндрического линзового телескопа 1 в настоящем изобретении с помощью механизма 5 регулировки межлинзового расстояния меняется угол конвергенции или дивергенции луча, выходящего из цилиндрической линзы. С помощью этого механизма может регулироваться длина dc эллиптического пятна в направлении длинной оси, благодаря чему можно менять эффективное время пребывания луча ts=dc/Vc на стальном листе. Эффективное время пребывания ts влияет на характеристики нагрева и охлаждения стального листа и, таким образом, позволяет регулировать величину напряжения, переданного стальному листу. Путем создания более подходящего напряжения можно устранять гистерезисные потери, снижать потери на вихревые токи и улучшать магнитные свойства.
Далее, с использованием фиг.2 и 4 описывается еще один вариант осуществления устройства для изготовления листа текстурированной электротехнической стали согласно настоящему изобретению.
Описанный выше вариант осуществления эффективен, когда стальной лист перемещается в направлении L прокатки с постоянной скоростью, в то время как скорость V1 перемещения стального листа в реальном направлении движения листа (направление L) или скорость Vc сканирования эллиптического пятна иногда флуктуирует. Этот вариант осуществления предназначен для динамической регулировки угла наклона θs, образуемого направлением длинной оси эллиптического луча и направлением сканирования, без фиксирования его, в соответствии с флуктуациями V1 и Vc.
В этом варианте осуществления, как это показано на фиг.4, значение скорости V1 производственной линии определяют, например, по сигналу  скорости производственной линии, получаемому от роторного детектора 10 транспортирующего валка 14 листа 7 электротехнической стали, в то время как значение скорости Vc сканирования луча определяется сигналом
скорости производственной линии, получаемому от роторного детектора 10 транспортирующего валка 14 листа 7 электротехнической стали, в то время как значение скорости Vc сканирования луча определяется сигналом  скорости сканирования, определяемым скоростью вращения вращающегося зеркала 2. Далее, сигнал
скорости сканирования, определяемым скоростью вращения вращающегося зеркала 2. Далее, сигнал  скорости вращения и сигнал
скорости вращения и сигнал  скорости вращения вводят для расчета с помощью вычислительного блока 11 угла наклона θs, используя уравнение (1). Работа вращательного привода 13 механизма 4 регулировки эллиптического угла наклона управляется сигналом С управления из блока 12 управления вращением при использовании указанного угла наклона θs в качестве заданного значения, в результате чего происходит поворот блока формирования луча на поворотной опоре 15 и регулируется направление длинной оси эллиптического луча. Вычислительный блок 11 и блок 12 управления вращением объединены с образованием блока 6 управления эллиптического угла наклона. Следует отметить, что блок 6 управления эллиптического угла наклона может быть помещен в один корпус, либо же он может быть разделен.
скорости вращения вводят для расчета с помощью вычислительного блока 11 угла наклона θs, используя уравнение (1). Работа вращательного привода 13 механизма 4 регулировки эллиптического угла наклона управляется сигналом С управления из блока 12 управления вращением при использовании указанного угла наклона θs в качестве заданного значения, в результате чего происходит поворот блока формирования луча на поворотной опоре 15 и регулируется направление длинной оси эллиптического луча. Вычислительный блок 11 и блок 12 управления вращением объединены с образованием блока 6 управления эллиптического угла наклона. Следует отметить, что блок 6 управления эллиптического угла наклона может быть помещен в один корпус, либо же он может быть разделен.
ПРИМЕРЫ
Примеры свойства, определяющего потери в сердечнике из листа текстурированной электротехнической стали после лазерного облучения, показаны в таблице 1, где случай применения способа и устройства согласно настоящему изобретению сравнивается с другим случаем.
Форма сфокусированного пятна эллиптического луча в этом варианте осуществления определяется эллиптической длинной осью dc=1,0 мм и короткой осью d1=0,05 мм. Скорость сканирования Vс=30 м/сек, в то время как скорость в направлении прокатки стального листа V1=1,5 м/сек. Мощность лазера равна 300 Вт, а подъем облучающего относительно направления прокатки равен 5 мм.
В таблице 1 В8 означает плотность магнитного потока стального листа при силе намагничивания 800 А/м. W 17/50 означает - потери в сердечнике при частоте возбуждения переменного тока 50 Гц и максимальной плотности магнитного потока 1,7 Т. Сравнительный пример показывает характеристику потерь в сердечнике в случае облучения лазером при совмещении направления сканирования луча с направлением длинной оси эллипса без применения способа по настоящему изобретению. Кроме того, пример показывает характеристику потерь в сердечнике в случае приведения угла, образованного длинной осью эллипса и направлением сканирования, к значению θs=tg-1(V1/Vc)=2,86° согласно настоящему изобретению.
Значение потерь в сердечнике W 17/50 является максимальным значением потерь в сердечнике в магнитном поле 1,7 Т при частоте переменного тока 50 Гц. «В8» обозначает величину плотности магнитного потока в случае наложения магнитного поля 0,8 А/м на материал перед лазерным облучением и является индикатором, показывающим ориентацию кристалла в материале. Эта величина совсем не изменяется после облучения лазером.
Как следует из таблицы 1, используя способ согласно настоящему изобретению, для одного и того же материала получают более низкий показатель потерь в сердечнике. В сравнительном примере попадающая на стальной лист эффективная ширина облучающего луча равна 0,1 мм или приблизительно в 2 раза больше начальной ширины луча. С другой стороны, эффективная ширина в случае настоящего изобретения по существу равна 0,05 мм. Следовательно, в настоящем изобретении, которое дает более «мягкое» напряжение, снимается проблема увеличения гистерезисных потерь и получают более низкие потери в сердечнике.
Промышленная применимость
При облучении листа текстурированной электротехнической стали лазерным лучом с целью улучшения его магнитных свойств согласно настоящему изобретению, даже если перемещать стальной лист с высокой скоростью, устраняется обусловленное этим процессом увеличение эффективной ширины, облучаемой лазером, в результате чего появляется полезный для промышленности эффект, состоящий в возможности непрерывно без сбоев изготавливать листы текстурированной электротехнической стали с прекрасными магнитными свойствами независимо от линейной скорости стального листа в направлении прокатки или формы фокусируемой луча.
Изобретение относится к технологии производства листа из текстурированной электротехнической стали. Для улучшения магнитных свойств стали, уменьшающих потери в сердечнике, способ включает фокусирование лазерного луча в эллиптическое пятно на листе, перемещающемся с заданной скоростью, сканирование с облучением листа сфокусированным эллиптическим пятном в направлении ширины листа, при этом создают угол наклона θs между направлением сканирования указанного эллиптического пятна и направлением длинной оси эллиптического пятна. Угол θs регулируют в соответствии с указанной скоростью V1 производственной линии листа текстурированной электротехнической стали и скоростью Vc сканирования эллиптического пятна лазерного луча по листу на основании уравнения θs=tg-1(V1/Vc) так, чтобы облученная лазером ширина листа уменьшилась. Регулирование угла θs осуществляют с помощью оптической системы лазерного облучения, состоящей из цилиндрического линзового телескопа, сканирующего зеркала и fθ-линзы, расположенных в указанном порядке, системы изменения угла цилиндрического линзового телескопа по отношению к направлению сканирования сканирующего зеркала и системы изменения расстояния между линзами. 3 н. и 9 з.п. ф-лы, 1 табл., 4 ил.
1. Способ изготовления листа текстурированной электротехнической стали с улучшенными магнитными свойствами, включающий фокусирование лазерного луча в эллиптическое пятно на листе текстурированной электротехнической стали, перемещающемся с заданной скоростью, и сканирование с облучением листа текстурированной электротехнической стали сфокусированным эллиптическим пятном в направлении ширины листа для улучшения магнитных свойств, при этом создают угол наклона θs между направлением сканирования указанного эллиптического пятна и направлением длинной оси эллиптического пятна.
2. Способ по п.1, который дополнительно включает регулировку угла наклона θs в соответствии со скоростью V1 производственной линии листа текстурированной электротехнической стали и скоростью Vc сканирования эллиптического пятна лазерного луча по листу текстурированной электротехнической стали так, чтобы облученная лазером ширина листа уменьшилась.
3. Способ по п.2, который дополнительно включает определение угла наклона θs в соответствии с указанными скоростями V1 и Vc на основании уравнения (1) и регулировку направления длинной оси эллиптического пятна по найденному значению угла θs:

4. Способ по п.1, который дополнительно включает регулировку скорости V1 производственной линии листа текстурированной электротехнической стали или скорости Vc сканирования эллиптического пятна лазерного луча по листу текстурированной электротехнической стали в соответствии с указанным углом наклона θs так, чтобы облученная лазером ширина листа текстурированной электротехнической стали уменьшилась.
5. Способ по п.1, который дополнительно включает определение указанной скорости Vc в соответствии с указанной скоростью V1 и указанным углом наклона θs на основании уравнения (2) и регулировку скорости сканирования указанного эллиптического пятна по найденному значению Vc:

6. Способ по п.4, который дополнительно включает определение указанной скорости V1 в соответствии с указанной скоростью Vc и указанным углом наклона θs на основании уравнения (3) и регулировку скорости производственной линии по найденному значению V1:

7. Устройство для изготовления листа текстурированной электротехнической стали с улучшенными магнитными свойствами путем фокусирования лазерного луча в эллиптическое пятно на листе текстурированной электротехнической стали и сканирования с облучением сфокусированным эллиптическим пятном листа текстурированной электротехнической стали в направлении ширины листа для улучшения магнитных свойств, содержащее блок формирования эллиптического луча для придания лазерному лучу эллиптической формы, блок сканирования луча для отклонения и сканирования эллиптического луча, выходящего из указанного блока формирования эллиптического луча, блок фокусировки луча для фокусирования сканирующего луча, выходящего из указанного блока сканирования луча, в эллиптическое пятно на листе текстурированной электротехнической стали и механизм регулировки эллиптического угла наклона, регулирующий направление длинной оси эллиптического пятна таким образом, чтобы ось была наклонена по отношению к направлению сканирования эллиптического пятна под углом наклона θs.
8. Устройство по п.7, в котором блок формирования эллиптического луча содержит цилиндрический линзовый телескоп, состоящий из двух цилиндрических линз, согласованных по направлению образующих, и механизма регулировки линзового расстояния между двумя указанными цилиндрическими линзами для изменения длины длинной оси эллиптического пятна.
9. Устройство по п.8, в котором механизм регулировки эллиптического угла наклона содержит поворотную опору, поддерживающую цилиндрический линзовый телескоп с возможностью изменения угла наклона относительно направления распространения лазерного луча, в качестве оси вращения, и вращательный привод для поворота указанной поворотной опоры.
10. Устройство для изготовления листа текстурированной электротехнической стали с улучшенными магнитными свойствами путем фокусирования лазерного луча в эллиптическое пятно на листе текстурированной электротехнической стали и сканирования с облучением листа текстурированной электротехнической стали в направлении ширины листа сфокусированным эллиптическим пятном для улучшения магнитных свойств, содержащее блок формирования эллиптического луча для придания лазерному лучу эллиптической формы, блок сканирования луча для отклонения и сканирования эллиптического луча, выходящего из указанного блока формирования эллиптического луча, блок фокусировки луча для фокусирования сканирующего луча, выходящего из указанного блока сканирования луча, в эллиптическое пятно на листе текстурированной электротехнической стали, механизм регулировки эллиптического угла наклона, регулирующий направление длинной оси эллиптического пятна таким образом, чтобы ось была наклонена по отношению к направлению сканирования эллиптического пятна под углом наклона θs и блок управления эллиптическим углом наклона, управляющим механизмом регулировки эллиптического угла наклона в соответствии со скоростью V1 производственной линии листа текстурированной электротехнической стали и скоростью Vc сканирования эллиптического пятна по листу текстурированной электротехнической стали для регулировки указанного угла наклона θs таким образом, чтобы облучаемая лазером ширина на листе текстурированной электротехнической стали стала меньше.
11. Устройство по п.10, в котором указанный блок управления углом эллиптического угла наклона включает в себя вычислительный блок, принимающий в качестве входных сигналов скорости V1 и Vc и рассчитывающий угол наклона θs на основании уравнения (1), и блок управления приводом, управляющий работой привода указанного механизма регулировки эллиптического угла наклона по выходному углу наклона θs:

12. Устройство по п.10 или 11, в котором указанный блок формирования эллиптического луча включает в себя цилиндрический линзовый телескоп, состоящий из двух цилиндрических линз, согласованных по направлению образующих, и механизма регулировки линзового расстояния между указанными двумя цилиндрическими линзами для изменения длины длинной оси эллиптического пятна, при этом указанный механизм регулировки эллиптического угла наклона содержит поворотную опору, поддерживающую цилиндрический линзовый телескоп с возможностью изменения угла наклона относительно направления распространения лазерного луча, в качестве оси вращения, и вращательный привод для поворота поворотной опоры, а указанный блок управления эллиптическим углом наклона управляет работой вращательного привода механизма регулировки эллиптического угла наклона.
| WO 2004083465 A1, 30.09.2004 | |||
| JP 61262477 A, 20.11.1986 | |||
| Способ получения листа электротехнической стали с ориентированной текстурой | 1979 |
|
SU1001864A3 |
| Способ производства анизотропной листовой электротехнической стали | 1988 |
|
SU1636459A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ДОМЕННОЙ СТРУКТУРЫ ЭЛЕКТРИЧЕСКИХ СТАЛЕЙ | 1993 |
|
RU2109820C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2113332C1 |

