Изобретение относится к способу получения металлического покрытия хрома на углеродном волокне и может быть использовано при создании композиционных материалов триботехнического назначения, применяемых для изготовления деталей сопряжений, работающих в условиях абразивного изнашивания и отсутствия или ограниченного поступления смазочных материалов.
Известен способ изготовления углеродных волокон для композиционных материалов на полимерной основе, включающий стадию осаждения металла (медь, никель) в процессе гальванизации с формированием металлического покрытия. При концентрации металла в углепластике от 8 до 25 масс. % обеспечивается улучшение электропроводности (RU 2615427, D06M 11/83, C08K 3/04, В82В 1/00, 04.04.2017).
Однако исследование триботехнических свойств композиционных материалов в данном способе не заявлено.
Известен способ металлизации углеродного волокна для композиционных материалов, который включает в себя его промывку деионизированной водой, обезжиривание нагревом, придание шероховатости посредством обработки 35% раствором азотной кислоты, нейтрализацию травления, обработку дисперсией, первичное и вторичное химическое никелирование с получением гальванического покрытия, промывку водой, сушку горячим воздухом и проверку качества (CN 105200401, С23С 18/18, С23С 18/36, D06M 11/83, D06M 101/40, 30.12.2015).
Однако для данного способа характерна сложность технического исполнения, а также при заявленной толщине покрытия 300 мкм в ходе эксплуатации волокон есть вероятность отслаивания металлического слоя.
Известен способ изготовления композиционного материала на основе наполнителя из углеродных волокон и полимерного связующего, в т.ч. эпоксидной смолы ЭД-20 с отвердителем диэтилентриамином, включающий предварительную плазмохимическую обработку наполнителя с последующей его металлизацией нержавеющей сталью и нанесением полимерного связующего. Наполнитель металлизируется методом ионно-плазменного (магнетронного) распыления. Толщина слоя нержавеющей стали (например, 12Х18Н10Т) на углеродных волокнах от 50 до 100 нм. Нанесением слоя нержавеющей стали на углеродное волокно повышается прочность композиционного материала при межслоевом сдвиге (RU 2698809, С01В 32/00, D01F 9/12, С04В 35/52, С04В 35/80, С04В 41/51, C08K 3/013, C08K 3/04, C08K 7/04, 30.08.2018).
Однако улучшение теплофизических и триботехнических характеристик композиционного материала в данном способе не заявлено.
Наиболее близким по технической сущности является способ изготовления композиционного материала с углеродными волокнами в никелевом покрытии, который включает следующие этапы: предварительная обработка углеродного волокна в процессах ультразвуковой очистки и придания шероховатости посредством обработки 35% раствором азотной кислоты, промывка в дистиллированной воде и высушивание, нанесение на волокно никелевого покрытия толщиной от 1 до 5 нм химическим осаждением металла из газовой фазы металлоорганического соединения, замачивание покрытого никелем углеродного волокна в полимере (фенольная, эпоксидная, цианатная сложноэфирная или бисмалеимидновая смолы) с образованием препрегов, правильное обрезание двух или более слоев препрегов, нанесение в форму и выполнение горячего прессования в горячем прессе под давлением от 30 до 60 МПа. Электромагнитные свойства композитного материала, наполненного металлизированными углеродными волокнами, заметно улучшаются, сохраняя, но не улучшая при этом прочностные характеристики и малую массу (CN 103724930, C08L 61/06, C08L 63/00, C08L 79/04, C08K 9/02, C08K 7/06, C08K 3/04, D06M 11/83, D06M 101/40, 16.04.2014).
Однако указанный способ не обеспечивает возможность получения металлического покрытия на углеродном волокне с необходимыми характеристиками, а именно сочетания оптимальных значений прочности сцепления покрытия с волокном при равномерной толщине металлического слоя до 30 нм, адгезионной прочности связи в зоне межфазных границ «наполнитель-полимерная матрица», обеспечивающих требуемый уровень твердости, теплостойкости, ударной вязкости, износостойкости и усадки композиционным материалам триботехнического назначения.
Технической задачей предлагаемого изобретения является разработка способа получения металлического покрытия хрома на углеродном волокне, которое может быть использовано в качестве наполнителя при создании широкой номенклатуры полимерных композиционных материалов, применяемых для изготовления деталей сопряжений, работающих в условиях абразивного изнашивания и отсутствия или ограниченного поступления смазочных материалов.
Техническим результатом изобретения является получение углеродного волокна с металлическим покрытием хрома для оптимизации технологических свойств наполнителя, используемого при получении полимерных композиционных материалов с улучшенными прочностными, деформационными, теплофизическими, антифрикционными свойствами методом литья под давлением.
Поставленная задача и технический результат достигаются тем, что способ получения металлического покрытия хрома на углеродном волокне для композиционных материалов триботехнического назначения включает предварительную обработку углеродного волокна с последующим нанесением металлического покрытия хрома на его поверхность в реакторе, причем нанесение металлического покрытия хрома осуществляют на поверхность углеродного волокна, нагретую до температуры от 240°С до 260°С, паровой смесью гексакарбонила хрома и монооксида углерода с температурой от 45°С до 55°С в объемном соотношении 1:5(±0,5), со скоростью подачи паровой смеси гексакарбонила хрома и монооксида углерода от 25 л/ч до 35 л/ч, при этом слой образованного металлического покрытия хрома на углеродном волокне составляет от 10 нм до 30 нм.
Заявляемый способ получения металлического покрытия хрома предполагает нанесение на поверхность углеродного волокна тонкой пленки хрома химическим осаждением из газовой фазы карбонильного металлоорганического соединения - гексакарбонила хрома. Выбор гексакарбонила хрома в качестве реагента для получения металлических покрытий хрома основан на том, что по сравнению с аналогами, в которых описаны способы получения металлических покрытий на основе меди, никеля, нержавеющей стали, нанесением хрома можно значительно повысить прочность углеродного волокна и, соответственно, оптимизировать технологические свойства наполнителя, а также прочностные и деформационные свойства композиционных материалов.
За счет минимального угла смачивания металлического покрытия хрома с полимерной матрицей (угол смачивания эпоксидной смолой без отвердителя пластинки, покрытой пленкой хрома, составляет 39,1 градуса, что меньше, чем для аналогичных систем с покрытием медью - 44,6 градуса, нержавеющей сталью - 39,2 градуса), можно обеспечить высокую энергию взаимодействия и, соответственно, прочность склеивания полимера с металлическим слоем.
Гексакарбонил хрома по сравнению с тетракарбонилом никеля по степени опасности не относят к высокотоксичным и чрезвычайно опасным веществам для здоровья человека, что повышает производственную и экологическую безопасность этапа металлизации технологического процесса по сравнению с прототипом.
В оптимальных условиях температуры получения металлического покрытия, концентрации паров исходных реагентов и скорости их подачи можно осуществить плавный режим осаждения карбонильных металлопокрытий, в котором подавлены условия образования слоев, и покрытие имеет равномерную кристаллическую структуру с минимальным количеством дефектов.
Нанесение металлического слоя хрома на углеродное волокно в указанных режимах получения металлического покрытия, а именно температура углеродного волокна 240-260°С, температура паровой смеси гексакарбонила хрома и монооксида углерода 45-55°С, обеспечивает минимальное значение остаточных напряжений в системе «адгезионный слой - углеродное волокно» за счет формирования металлического слоя хрома требуемой толщины 10-30 нм с оптимальным содержанием примесей оксидной и карбидной фаз.
Температурные режимы нагрева углеродного волокна и паровой смеси гексакарбонила хрома и монооксида углерода определены в результате исследования термодинамики химических реакций термического разложения карбонильных металлоорганических соединений хрома для обеспечения стабильности морфоструктурных характеристик и химического состава металлического покрытия хрома.
Изменение соотношения температуры нагрева углеродного волокна и температуры паровой смеси гексакарбонила хрома и монооксида углерода в меньшую или большую сторону приводит к нарушению механизмов взаимодействия паровой смеси гексакарбонила хрома и монооксида углерода и углеродного волокна, формированию дефектов в структуре металлического покрытия хрома.
Повышение температуры паровой смеси гексакарбонила хрома и монооксида углерода выше 55°С приводит к необходимости увеличения скорости их подачи в рабочую камеру реактора для нанесения покрытий для обеспечения требуемых скорости роста и толщины металлического покрытия хрома.
Снижение температуры паровой смеси гексакарбонила хрома и монооксида углерода ниже 45°С приводит к снижению способности гексакарбонила хрома переходить в паровую фазу из твердого состояния, что затрудняет его доставку в рабочую камеру реактора к поверхности углеродного волокна.
Объемная скорость в процессе разложения карбонильного металлоорганического соединения, а именно гексакарбонила хрома, выражается отношением объема реакционного газа, проходящего в единицу времени, к объему реактора разложения и характеризует, с поправкой на влияние конвекционных потоков газа, продолжительность пребывания молекул реакционной смеси у поверхности углеродного волокна.
Увеличение скорости подачи паровой смеси гексакарбонила хрома и монооксида углерода выше 35 л/ч приводит к пересыщению системы реагентами, все молекулы гексакарбонила хрома не успевают вступить во взаимодействие с поверхностью углеродного волокна, повышается риск образования в реакторе продуктов неполного разложения паровой смеси, в т.ч. опасных для здоровья человека и окружающей среды, которые необходимо откачивать из реактора и направлять в печь дожига для обеспечения необходимого уровня экологической и производственной безопасности технологического процесса.
Снижение скорости подачи паровой смеси гексакарбонила хрома и монооксида углерода ниже 25 л/ч нецелесообразно, так как при недостаточной концентрации паровой смеси гексакарбонила хрома и монооксида углерода невозможно обеспечить формирование однородного металлического покрытия хрома высокой плотности и равномерной толщины металлического покрытия хрома на поверхности углеродного волокна.
Повышение температуры нагрева углеродного волокна выше 260°С нецелесообразно, так как это способствует перегреву паровой смеси гексакарбонила хрома и монооксида углерода, что приводит к замедлению роста металлического покрытия хрома из-за преждевременного разложения гексакарбонила хрома в объеме реактора с выделением высокодисперсных металлических частиц хрома, которые попадая на поверхность углеродного волокна, загрязняют ее, ухудшая структуру и свойства металлического покрытия хрома углеродного волокна.
Снижение температуры нагрева углеродного волокна ниже 240°С приводит к увеличению скорости роста металлического покрытия хрома, изменению внутренней структуры покрытия, насыщению покрытия примесями, что технологически усложняет процесс контроля получения качественных металлических покрытий хрома требуемой толщины по всей длине углеродного волокна.
Изменение объемного соотношения паровой смеси гексакарбонила хрома и монооксида углерода 1:5(±0,5) в большую сторону приводит к избытку монооксида углерода в системе и созданию препятствий адсорбции молекул гексакарбонила хрома углеродным волокном.
Изменение объемного соотношения паров гексакарбонила хрома и монооксида углерода 1:5(±0,5) в меньшую сторону приводит к снижению скорости роста металлического покрытия хрома вследствие снижения концентрации исходного соединения гексакарбонила хрома в ректоре из-за затруднения его доставки несущим газом монооксидом углерода, присутствующим в системе в недостаточной концентрации.
Толщина металлического слоя хрома от 10 нм до 30 нм обусловлена необходимостью повышения прочности углеродного волокна для оптимизации технологических свойств углеродного волокнистого наполнителя, используемого в композиционных материалах, и обеспечения эксплуатационных свойств композиционным материалам с учетом требований ресурсосбережения.
Получение толщины металлического слоя хрома менее 10 нм нецелесообразно, так как в составе композиционного материала такие углеродные волокна с металлическим покрытием хрома не обеспечивают заметного улучшения прочностных, деформационных, теплофизических, антифрикционных свойств композиционным материалам.
Получение толщины металлического слоя хрома более 30 нм нецелесообразно, так как в ходе эксплуатации углеродного волокна с металлическим покрытием хрома есть вероятность отслаивания металлического покрытия хрома от поверхности углеродного волокна с металлическим покрытием хрома.
Замена инертного газа-носителя монооксида углерода в паровой смеси на водород приводит к образованию дефектов в структуре металлического покрытия хрома.
Осуществление изобретения
Все используемые реагенты являются коммерчески доступными, все процедуры, если не оговорено особо, осуществляют при комнатной температуре или температуре окружающей среды, то есть в диапазоне от 18°С до 25°С.
На этапе подготовительных операций к металлизации углеродного волокна необходимо осуществлять его промывку, в т.ч. межоперационную и окончательную, обезжиривание, активирование, сенсибилизацию поверхности углеродного волокна.
Технология этапа подготовительных операций описана в диссертации В.В. Козырева «Технологические основы восстановления деталей машин методом газофазной металлизации металлоорганических соединений» (Диссертация на соискание ученой степени доктора технических наук. Москва, 2001, с. 194-199).
Промывку проводят в воде, нагретой до 65±5°С, без добавления реагентов.
При обезжиривании с металлизируемой поверхности углеродного волокна удаляют замасливатели раствором следующего состава:
HCl (конц.), рН от 1,5 до 2,0;
H2O (dest.) - 1000 мл;
ПАВ - от 0,1 до 1,0 г/л.
Продолжительность операции - 2 мин.
Лучшие результаты получают при использовании в качестве поверхностно-активного вещества (ПАВ) ОП-10, представляющего собой смесь моно- и диалкилфеноловых эфиров полиэтиленгликоля. Технология приготовления раствора заключается в растворении расчетного количества ПАВ в дистиллированной воде, подкисленной соляной кислотой.
Сенсибилизация представляет собой обработку поверхности диэлектрика раствором восстановителя, в качестве которого используются кислые растворы дихлорида олова SnCl2. Ионы Sn2+ в виде [SnCl2-] сорбируются поверхностью подложки и при последующей промывке подвергаются гидролизу с образованием малорастворимых продуктов Sn2(ОН)3Cl и более сложных химических соединений, которые прочно закрепляются на обрабатываемой поверхности:
SnCl2-+H2O↔Sn2(OH)3Cl+Н++HCl
Состав раствора для сенсибилизации:
SnCl2⋅2H2O - 50 г/л;
НСl плотностью 1,19 г/см3 - 50 мл/л;
H2O (dest.) - 1000 мл;
ПАВ - от 0,1 до 0,5 г/л.
Продолжительность операции - 6 мин.
Наличие ионов Sn4+(до 5%) в растворе оказывает положительное влияние на процесс сенсибилизации, способствуя более интенсивному протеканию гидролиза на обрабатываемой поверхности, что позволяет повторно использовать отработанный раствор или его части.
В качестве ПАВ используют кислотоустойчивые соединения ОП-10 или алкилсульфиды.
В процессе активирования обрабатываемой поверхности придают каталитические свойства, что обеспечивает инициирование реакции химического восстановления металла. В качестве активатора используют раствор благородных металлов, например, палладия.
В результате взаимодействия активатора с восстановителем, адсорбированным поверхностью в растворах сенсибилизации, получают каталитически активный металл, который равномерно распределяется по всей поверхности подложки в виде коллоидных частиц или малорастворимых соединений:
Sn2++Pd2+↔Pd0+Sn4+
Состав раствора для активирования:
PdCl2⋅2Н2О - 0,5 г/л;
HCl (конц.) - 10 мл/л;
H2O (dest.) - 1000 мл.
Продолжительность операции - 2 мин.
Наличие в растворе дихлорида палладия PdCl2 придает металлизируемой поверхности высокую каталитическую активность и стабильность в работе.
В качестве технологического оборудования на подготовительном этапе используют программированные ванны, три из которых с рабочими растворами и три для промывки волокон, оснащенные системами сушки подогретым воздухом и системой перемотки волокон.
При подготовке поверхности одиночного, находящегося не в жгутах, углеродного волокна диаметром не менее 5 мкм допускают совмещение операций сенсибилизации и активирования за счет смешивания растворов дихлорида олова и дихлорида палладия, в результате чего расход дихлорида палладия сокращается в два раза и обеспечивается соблюдение требований ресурсосбережения при сохранении эффективности активирования и, соответственно, необходимого уровня качественных показателей металлических покрытий.
Нанесение металлических покрытий хрома на углеродное волокно химическим осаждением металла хрома из паровой фазы гексакарбонила хрома целесообразно осуществлять с применением установки металлизации, а именно реактора для нанесения металлических покрытий, конструкцией которого предусмотрена возможность термического разложения паров смеси гексакарбонила хрома и монооксида углерода на непрерывном углеродном волокне при его протяжке через реактор; рекомендуемая скорость протяжки составляет от 8 м/ч до 12 м/ч.
В рабочую камеру реактора для нанесения металлических покрытий на вращающиеся подающую и принимающую бобины помещают подготовленное к металлизации углеродное волокно. Далее осуществляют включение системы электронагрева. Углеродное волокно нагревают до необходимой температуры. Из сублиматора через смеситель и расходомер в рабочую камеру реактора с заданной скоростью подают нагретую до определенной температуры паровую смесь гексакарбонила хрома и монооксида углерода в выбранном объемном соотношении и наносят на поверхность углеродного волокна при его протяжке через реактор слой металлического покрытия хрома. При достижении необходимой толщины металлического покрытия хрома по всей длине углеродного волокна подачу паровой смеси гексакарбонила хрома и монооксида углерода прекращают, нагреватели выключают, осуществляют выдержку углеродного волокна с металлическим покрытием хрома с целью его охлаждения. Затем проводят демонтаж бобин с углеродным волокном с металлическим покрытием хрома.
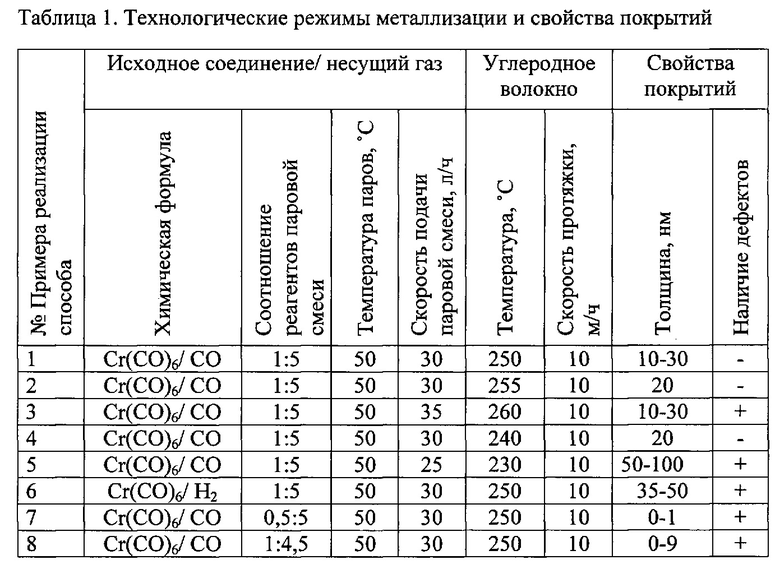
Сущность изобретения иллюстрируется следующими примерами 1-8 и табл. 1, 2. Технологические режимы ведения способа нанесения металлического покрытия хрома на углеродное волокно и свойства получаемых металлических покрытий хрома приведены в табл. 1. Свойства получаемых на основе металлизированных хромом углеродных волокон композиционных материалов приведены в табл. 2.
Пример 1
В рабочую камеру реактора для нанесения металлических покрытий на вращающиеся подающую и принимающую бобины помещают подготовленное к металлизации углеродное волокно. Далее осуществляют включение системы электронагрева. Углеродное волокно прогревают до температуры 250°С. Из сублиматора через смеситель и расходомер в реактор со скоростью 30 л/ч подают нагретую до температуры 50°С паровую смесь гексакарбонила хрома и монооксида углерода в объемном соотношении 1:5 и наносят на поверхность углеродного волокна при его протяжке через реактор слой металлического покрытия хрома. При достижении толщины металлического покрытия хрома 10-30 нм по всей длине углеродного волокна подачу паровой смеси гексакарбонила хрома и монооксида углерода прекращают, нагреватели выключают, в течение 10 минут осуществляют выдержку углеродного волокна с металлическим покрытием хрома с целью его охлаждения. Затем проводят демонтаж бобин с углеродным волокном с металлическим покрытием хрома.
Исследование качества полученного металлизированного углеродного волокна производят с помощью двулучевой системы (small dual beam, FIB/SEM) в растровом электронном микроскопе Quanta 3D FEG.
Пример 2
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что углеродное волокно прогревают до температуры 255°С. Это приводит к незначительному снижению скорости роста металлического покрытия хрома при сохранении однородной структуры и средней толщины металлического покрытия хрома 20 нм.
Пример 3
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что углеродное волокно прогревают до температуры 260°С. Это приводит к снижению скорости роста металлического покрытия хрома из-за разогрева среды вокруг углеродного волокна и диссоциации исходного реагента в объеме реактора. Происходит выделение высокодисперсного порошка хрома в объеме реактора и на поверхности углеродного волокна. На границе раздела покрытия и подложки фиксируются дефекты, отсутствие стабильного контакта и отслоение покрытия от углеродного волокна. Для получения металлического покрытия хрома толщиной от 10 до 30 нм скорость подачи паровой смеси гексакарбонила хрома и монооксида углерода увеличивают до 35 л/ч.
Пример 4.
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что углеродное волокно прогревают до температуры 240°С. Это приводит к незначительному повышению скорости роста металлического покрытия хрома при сохранении однородной структуры и средней толщины металлического покрытия хрома 20 нм.
Пример 5
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что углеродное волокно прогревают до температуры 230°С. Это приводит к повышению скорости роста металлического покрытия хрома. Толщина металлического покрытия хрома превышает 50 нм. При снижении скорости подачи паровой смеси гексакарбонила хрома и монооксида углерода до 25 л/ч толщина металлического покрытия хрома стабилизируется и составляет 50-100 нм. В металлическом покрытии хрома наблюдается слоистость, на границе слоев фиксируются дефекты и поры.
Пример 6
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что в качестве газа-носителя монооксида углерода в паровой смеси используют водород. Толщина металлического покрытия хрома составляет 35-50 нм. Наблюдается наличие трещин и отслаивание металлического покрытия хрома от поверхности углеродного волокна. Это свидетельствует о плохой адгезии металлического покрытия хрома к углеродному волокну.
Пример 7
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что используют паровую смесь гексакарбонила хрома и монооксида углерода в объемном соотношении 0,5:5. Это приводит к снижению скорости роста металлического покрытия хрома из-за низкой концентрации паров гексакарбонила хрома в ректоре. Металлическое покрытие хрома на поверхности углеродного волокна формируется неравномерно, толщина металлического покрытия хрома составляет до 1 нм.
Пример 8
Металлическое покрытие хрома на углеродном волокне получают в соответствии с общей процедурой согласно Примеру 1 с той разницей, что используют паровую смесь гексакарбонила хрома и монооксида углерода в объемном соотношении 1:4,5. Это приводит к снижению скорости роста металлического покрытия хрома из-за недостаточной для осуществления стабильной доставки в реактор паров гексакарбонила хрома концентрации монооксида углерода, выполняющего функцию транспортирующего газа. Металлическое покрытие хрома на поверхности углеродного волокна формируется неравномерно, толщина металлопокрытия составляет менее 9 нм.
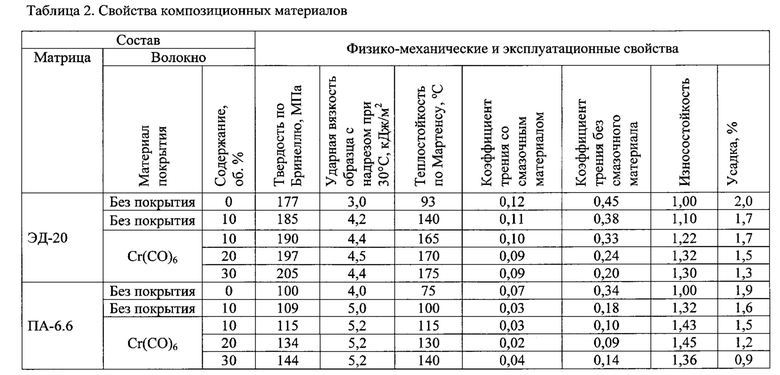
Для получения образцов композиционных материалов на основе эпоксидной смолы (ЭД-20) ГОСТ 10587-84 с отвердителем полиэтиленполиамином (ПЭПА) ТУ 6-02-594-85 в соотношении 1 часть отвердителя к 6 частям смолы и полиамида-6.6 (ПА-6.6), наполненных от 10 до 30 об.% рубленным углеродным волокном с металлическим покрытием хрома длиной от 5 до 7 мм применяют метод литья под давлением.
Исследование по определению твердости разработанных композиционных материалов проводят на образцах в соответствии с ГОСТ 4670-2015 «Пластмассы. Определение твердости. Метод вдавливания шарика». Теплостойкость определяют в соответствии с ГОСТ 21341-75 «Пластмассы и эбонит. Метод определения теплостойкости по Мартенсу». Ударную вязкость определяют в соответствии с ГОСТ 4647-80. «Пластмассы. Метод определения ударной вязкости по Шарпи». Усадку определяют в соответствии с ГОСТ 18616-80 «Пластмассы. Метод определения усадки». Исследование износостойкости в стендовых испытаниях проводят на испытательной машине модели СМЦ-2 с образцами типа «диск-колодка». Колодки изготавливали из стали 45 ГОСТ 1050-88. Пары трения подвергали термической обработке с соблюдением следующих режимов: нагрев дисков в масляной ванне (температура от 175 до 190°С, скорость нагрева от 3 до 5°С/мин), выдержка дисков в масляной ванне от 48 до 50 мин, охлаждение дисков вместе с маслом до температуры от 50 до 70°С, закалка колодок (температура нагрева от 820 до 840°С, выдержки в электрической печи 18 мин), охлаждение колодок в воде, высокий отпуск колодок (температура нагрева от 550 до 600°С; время выдержки 30 мин), охлаждение колодок в воздухе. Испытания проводят в условиях сухого трения при скорости скольжения 0,786 м/с и нагрузке до 2000 Н; при обильной смазке (жидкостное трение) при скорости скольжения 2,62 м/с и нагрузке до 2000 Н.
Свойства полученных композиционных материалов приведены в табл. 2.
Как видно из данных табл. 2, композиционные материалы, полученные из углеродного волокна с металлическим покрытием хрома согласно изобретению, обладают сопоставимыми показателями теплостойкости и усадки по сравнению с контрольными образцами ненаполненных полимеров и композиционных материалов на их основе, наполненных углеродными волокнами без нанесенного на их поверхность металлического покрытия хрома, обладая при этом значительно улучшенными деформационно-прочностными и антифрикционными свойствами.
Это позволяет применять углеродное волокно с металлическим покрытием хрома согласно изобретению в композиционных материалах триботехнического назначения для изготовления деталей сопряжений, работающих в условиях абразивного изнашивания и отсутствия или ограниченного поступления смазочных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытия из железа на углеродном волокне для композиционных материалов триботехнического назначения | 2024 |
|
RU2830494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНЫХ ВОЛОКОН | 2018 |
|
RU2698809C1 |
| Способ нанесения износостойкого кобальт-хромового покрытия на подложки из алюминиевых сплавов | 2022 |
|
RU2791115C1 |
| СПОСОБ НАНЕСЕНИЯ МОЛИБДЕНОВОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ПОРОШКИ | 2010 |
|
RU2425909C1 |
| СПОСОБ НАНЕСЕНИЯ ЖЕЛЕЗОВОЛЬФРАМОВОГО ПОКРЫТИЯ НА ПОРОШКИ ТЕХНИЧЕСКОЙ КЕРАМИКИ | 2014 |
|
RU2585152C1 |
| Способ нанесения износостойкого железоникелевого покрытия на прецизионные детали из низколегированных сталей | 2016 |
|
RU2626126C1 |
| МЕТАЛЛОПОКРЫТИЕ С ПОВЫШЕННОЙ АДГЕЗИЕЙ К МАТЕРИАЛУ ПОДЛОЖКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358034C2 |
| Способ упрочнения композиционных материалов на основе углеродного волокна | 2019 |
|
RU2714650C1 |
| Способ нанесения хромового покрытия на прецизионные детали из низколегированных конструкционных сталей | 2020 |
|
RU2732038C1 |
| ТЕРМОСТОЙКОЕ РАДИОПОГЛОЩАЮЩЕЕ ПОКРЫТИЕ НА МИНЕРАЛЬНЫХ ВОЛОКНАХ | 2013 |
|
RU2526838C1 |
Изобретение относится к способу получения металлического покрытия хрома на углеродном волокне. Слой хромового покрытия наносят на углеродное волокно, нагретое до температуры от 240 до 260°С, посредством подачи в реактор паров гексакарбонила хрома с температурой от 45 до 55°С, со скоростью от 25 до 35 л/ч, в среде несущего газа монооксида углерода и термического разложения паров гексакарбонила хрома. Пары гексакарбонила хрома термически разлагаются с обеспечением получения металлического покрытия хрома толщиной от 10 до 30 нм на углеродном волокне. Технический результат - оптимизация технологических свойств наполнителя для полимерных композиционных материалов с улучшенными прочностными, деформационными, теплофизическими, антифрикционными свойствами. 2 табл., 8 пр.
Способ получения металлического покрытия хрома на углеродном волокне для композиционных материалов триботехнического назначения, включающий предварительную обработку углеродного волокна с последующим нанесением металлического покрытия хрома на его поверхность в реакторе, отличающийся тем, что нанесение металлического покрытия хрома осуществляют на поверхность углеродного волокна, нагретую до температуры от 240°С до 260°С, паровой смесью гексакарбонила хрома и монооксида углерода с температурой от 45°С до 55°С в объемном соотношении 1:5(±0,5), со скоростью подачи паровой смеси гексакарбонила хрома и монооксида углерода от 25 л/ч до 35 л/ч, при этом слой образованного металлического покрытия хрома на углеродном волокне составляет от 10 нм до 30 нм.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Цепная пила | 1925 |
|
SU1407A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

