[1] Настоящее изобретение относится к режущей вставке для инструмента для механической обработки заготовки. Настоящее изобретение также относится к инструменту, имеющему такую режущую вставку.
[2] Инструмент согласно изобретению может представлять собой, например, инструмент для рассверливания отверстий. Однако настоящее изобретение не ограничивается таким инструментом для рассверливания отверстий. Инструмент согласно изобретению, в который вставлена режущая вставка согласно изобретению, также может представлять собой режущий инструмент другого типа, например, токарный инструмент, сверлильный инструмент, фрезерный инструмент и т.д. Инструмент согласно изобретению предпочтительно используется в станке, таком как, например, центр обработки с ЧПУ.
[3] Инструмент согласно изобретению дополнительно к режущей вставке имеет держатель режущей вставки для удержания режущей вставки. Предпочтительно, режущая вставка закреплена с возможностью отсоединения в держателе режущей вставки для обеспечения возможности ее замены в случае износа.
[4] Основной задачей таких инструментов является получение наилучшего возможного ломания стружки во избежание нежелательно длинных стружек во время обработки. Хорошие стружколомающие свойства не только приводят к увеличению срока службы режущих вставок, используемых в инструментах, но и оказывают положительное влияние на характер поверхности обрабатываемых заготовок.
[5] Для увеличения срока службы и повышения надежности процесса дополнительно необходимо обеспечить место обработки достаточным количеством охлаждающего/смазочного средства (для простоты называемого ниже «охлаждающим средством»). Соответственно, каналы для охлаждающего средства часто встроены в инструмент и/или режущую вставку. Они предназначены для обеспечения того, чтобы наиболее сильно нагруженные участки инструмента получали достаточную подачу охлаждающего средства в любое время во время использования.
[6] Примеры инструментов для механической обработки со встроенными каналами для охлаждающего средства раскрыты в следующих документах: DE 102007023167 A1, DE 102010002669 A1, DE 102010021520 A1, DE 102010051377 A1, DE 202004008566 U1, EP 2146816 B1, EP 2148757 B1 и EP 2550126 B1.
[7] Задачей настоящего изобретения является создание режущей вставки для инструмента для механической обработки и такого инструмента, в котором стружколомающие свойства и подача охлаждающего средства дополнительно улучшены.
[8] Согласно изобретению эта задача решается с помощью режущей вставки, содержащей:
- зажимную секцию, которая содержит по меньшей мере один канал для охлаждающего средства, выполненный в виде сквозного отверстия;
- режущую головку, имеющую по меньшей мере один режущий элемент, который содержит основную режущую кромку, переднюю поверхность резца, которая примыкает к основной режущей кромке, и стружколомающий геометрический элемент, который выступает от передней поверхности резца или введен в переднюю поверхность резца, и который выполнен с возможностью ломания стружки при механической обработке основной режущей кромкой; и
- консольную часть, которая соединяет зажимную секцию с режущей головкой, и которая имеет меньший диаметр, чем зажимная секция;
при этом часть режущей головки, содержащая стружколомающий геометрический элемент, по меньшей мере частично покрывает канал для охлаждающего средства на виде в плане спереди вдоль продольной оси режущей вставки.
[9] В результате геометрической формы, которая обеспечена на указанном по меньшей мере одном режущем элементе, стружколомающие свойства режущей вставки согласно изобретению значительно улучшаются. Кроме того, геометрическое покрытие канала для охлаждающего средства участком режущей головки, на котором расположен стружколомающий геометрический элемент, обеспечивает оптимальную подачу охлаждающего средства. В отличие от того, что часто имеет место с режущими вставками известного уровня техники, тем самым обеспечивается достижение охлаждающим средством места, которое имеет важное значение для стружколомающих свойств режущей вставки. Это связано с тем, что большая часть охлаждающего средства, которое выпускается из канала для охлаждающего средства, последовательно воздействует на стружколомающий геометрический элемент напрямую и не разбрызгивается, как это часто бывает, за пределы режущего элемента режущей вставки или в боковом направлении мимо нее.
[10] При упомянутом геометрическом покрытии канала для охлаждающего средства стружколомающим геометрическим элементом, как это имеет место на виде сверху спереди, предполагается, что струя охлаждающего средства, выпускаемая из канала для охлаждающего средства, сталкивается с участками режущей головки и, таким образом, частично перенаправляется режущей головкой. Однако было обнаружено, что по сравнению с режущими вставками и инструментами, в которых струя охлаждающего средства разбрызгивается на переднюю часть совершенно свободно (то есть не перенаправленно) над лезвием, это приводит к значительному улучшению свойств образования стружки. В целом, в результате создания конфигурирации режущей вставки согласно изобретению может быть достигнуто улучшенное ломание стружки и более высокий уровень надежности процесса.
[11] Таким образом, вышеупомянутая задача решается в полном объеме.
[12] Предпочтительно, режущая вставка выполнена как единое целое, то есть цельной, так что зажимная секция, режущая головка и консольная часть соединены друг с другом за одно целое.
[13] Это повышает механическую прочность режущей вставки, что, в частности, обеспечивает преимущество, если размер режущей вставки является сравнительно небольшим.
[14] Согласно другой модификации предпочтительно, чтобы консольная часть не покрывала канал для охлаждающего средства на виде в плане спереди вдоль продольной оси режущей вставки.
[15] Это имеет преимущество в том, что струя охлаждающего средства, выпускаемая из канала для охлаждающего средства, выпускается из зажимной секции и свободно достигает режущей головки, не сталкивается с консольной частью и не перенаправляется ей. Соответственно, струя охлаждающего средства сохраняет большую часть своей кинетической энергии до места соударения со стружколомающим геометрическим элементом, который расположен на режущей головке.
[16] Согласно другой модификации предусмотрено, что стружколомающий геометрический элемент отстоит от основной режущей кромки, и что первая часть передней поверхности резца проходит вдоль основной режущей кромки между стружколомающим геометрическим элементом и основной режущей кромкой.
[17] Таким образом, может быть обеспечен положительный угол резания, посредством чего могут быть дополнительно улучшены стружколомающие свойства. Это, в частности, обеспечивает преимущество для инструментов для рассверливания отверстий или других режущих инструментов, в которых обычно образуется очень тонкая стружка. Без упомянутого положительного угла резания в сочетании с стружколомающим геометрическим элементом согласно изобретению такая тонкая стружка в противном случае не ломалась бы достаточно надежным образом. Это может приводить к появлению царапин на поверхности режущего элемента и, следовательно, также к появлению царапин на передней поверхности резца, в результате чего износ, в конечном итоге, увеличивается, а срок службы режущей вставки сокращается.
[18] Согласно другой модификации режущий элемент дополнительно содержит вспомогательную режущую кромку, которая ориентирована поперек основной режущей кромки, при этом вторая часть передней поверхности резца проходит вдоль вспомогательной режущей кромки между стружколомающим геометрическим элементом и вспомогательной режущей кромкой.
[19] В данном случае термин «поперек» описывает ориентацию двух режущих кромок под углом, который не равен 0°. Две режущие кромки (основная и вспомогательная режущие кромки) предпочтительно ориентированы под острым углом или прямым углом относительно друг друга. В принципе, однако, также возможна ориентация под тупым углом относительно друг друга.
[20] Стружколомающий геометрический элемент согласно ранее упомянутой модификации, полностью охвачен передней поверхностью резца как в направлении основной режущей кромки, так и в направлении вспомогательной режущей кромки, что обеспечивает вышеупомянутые преимущества (положительный угол резания, улучшенное ломание стружки и, следовательно, увеличенный срок службы).
[21] Предпочтительно, как основная режущая кромка, так и вспомогательная режущая кромка в каждом случае выполнены прямолинейными (не изогнутыми).
[22] Согласно другой модификации предусмотрено, что консольная часть проходит по существу вдоль продольной оси режущей вставки, а режущий элемент выступает в поперечном направлении относительно него, в боковом направлении от режущей головки.
[23] Предпочтительно диаметр консольной части или ее поперечная протяженность (протяженность в поперечном направлении относительно продольной оси режущей вставки) выполнены с меньшими, чем соответствующий диаметр или соответствующая поперечная протяженность режущей головки и зажимной секции.
[24] Согласно другой модификации канал для охлаждающего средства ориентирован параллельно продольной оси режущей вставки.
[25] Струя охлаждающего средства, которая выпускается из канала для охлаждающего средства, который расположен в зажимной секции, в результате проходит параллельно вдоль консольной части и ударяется в режущий элемент, параллельный продольной оси режущей вставки, в области стружколомающего геометрического элемента.
[26] При такой ориентации струи охлаждающего средства и отдельных компонентов режущей вставки относительно друг друга дополнительно предпочтительно, чтобы зажимная секция имела на своей внешней стороне по меньшей мере одну зажимную поверхность, которая ориентирована параллельно продольной оси режущей вставки.
[27] Согласно другой модификации предпочтительно, чтобы стружколомающий геометрический элемент имел приподнятый геометрический элемент, который выступает от передней поверхности резца.
[28] Стружколомающий геометрический элемент выступает в этом случае вверх от передней поверхности резца. Таким образом, стружколомающие свойства дополнительно улучшаются.
[29] Согласно другой модификации предпочтительно, чтобы часть режущей головки, содержащая стружколомающий геометрический элемент на виде в плане спереди вдоль продольной оси режущей вставки покрывала по меньшей мере 10% поперечного сечения канала для охлаждающего средства.
[30] Это покрытие обеспечивает возможность снабжения охлаждающим/смазочным средством, как уже упоминалось, по меньшей мере одного режущего элемента, в частности, стружколомающего геометрического элемента и передней поверхности резца, которые расположены в нем, оптимальным образом.
[31] Кроме того, предпочтительно, чтобы часть режущей головки, содержащая стружколомающий геометрический элемент, на виде в плане спереди вдоль продольной оси режущей вставки покрывала по меньшей мере 10% поперечного сечения канала для охлаждающего средства, но не более 80% поперечного сечения канала для охлаждающего средства.
[32] Если бы режущая головка покрывала более 80% поперечного сечения канала для охлаждающего средства, надлежащее охлаждение и смазывание по меньшей мере одного режущего элемента больше не обеспечивалось бы, поскольку большая часть охлаждающего средства уже заранее сталкивается с режущей головкой в другом месте.
[33] В другой модификации предусмотрено, что центральная ось канала для охлаждающего средства ориентирована параллельно участку поверхности стружколомающего геометрического элемента или расположена в одной плоскости с этим участком поверхности.
[34] В результате этого струя охлаждающего средства ударяется об указанный участок поверхности стружколомающего геометрического элемента в параллельном направлении или даже по касательной. Это приводит к оптимальному охлаждению и смазыванию по меньшей мере одного режущего элемента. Удаление стружки также улучшается за счет такой ориентации струи охлаждающего средства.
[35] Согласно другой модификации сечение канала для охлаждающего средства является некруглым. Разумеется, поперечное сечение канала для охлаждающего средства также может быть выполнено круглым (кольцевым).
[36] В результате некруглой конфигурации, например, в результате эллиптической или овальной конфигурации поперечного сечения канала для охлаждающего средства, струя охлаждающее средства может быть еще лучше ориентирована относительно по меньшей мере одного режущего элемента.
[37] Согласно другой модификации поперечное сечение канала для охлаждающего средства на первом конце, обращенном в сторону от режущей головки канала для охлаждающего средства больше, чем на втором конце, обращенном к режущей головке канала для охлаждающего средства. Канал для охлаждающего средства может в соответствии с этим вариантом осуществления быть выполнен, например, конически сужающимся. В качестве альтернативы, канал для охлаждающего средства может быть выполнен во внутренней его части в виде углубленного отверстия с участками разного диаметра.
[38] Уменьшение диаметра канала для охлаждающего средства от его первого конца ко второму концу приводит к эффекту сопла, посредством которого скорость выпуска из канала для охлаждающего средства может быть увеличена. Это также является преимуществом в отношении улучшенного удаления стружки.
[39] Конечно, признаки, которые были упомянуты выше и которые будут объяснены ниже, могут быть использованы не только в комбинации, изложенной в каждом случае, но также в других комбинациях или по отдельности, не выходя за рамки объема настоящего изобретения.
[40] Приведенный в качестве примера вариант осуществления изобретения проиллюстрирован на фигурах, на которых:
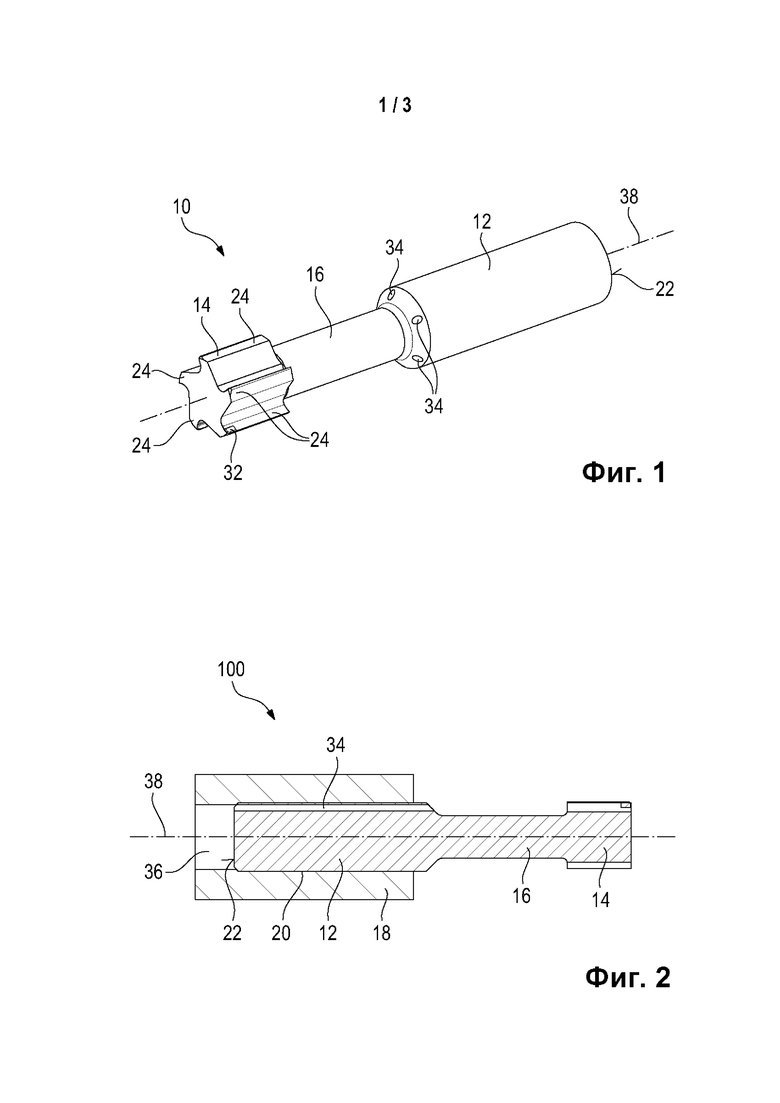
на фиг. 1 показан вид в перспективе приведенного в качестве примера варианта осуществления режущей вставки согласно изобретению;
на фиг. 2 показан вид сбоку приведенного в качестве примера варианта осуществления инструмента согласно изобретению с режущей вставкой согласно изобретению и держателем режущей вставки, который проиллюстрирован схематически и в разрезе;
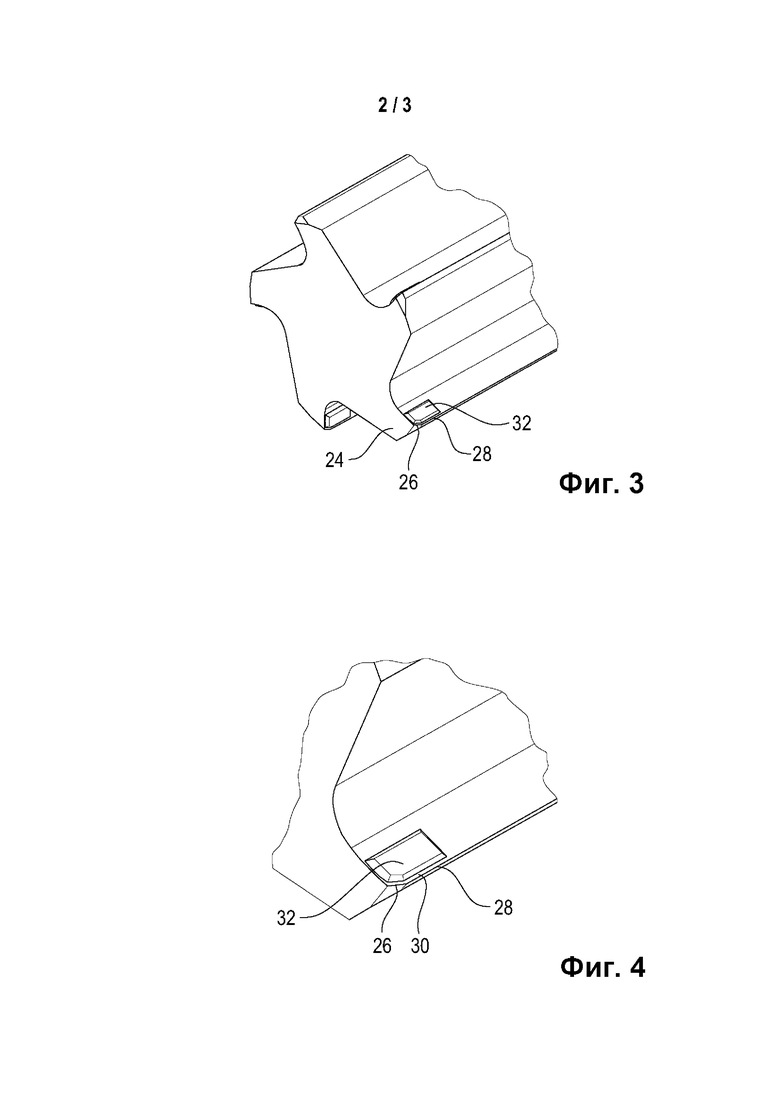
на фиг. 3 показан частичный вид режущей головки режущей вставки согласно изобретению по фиг. 1;
на фиг. 4 показан подробный вид режущего элемента режущей головки, показанного на фиг. 3;
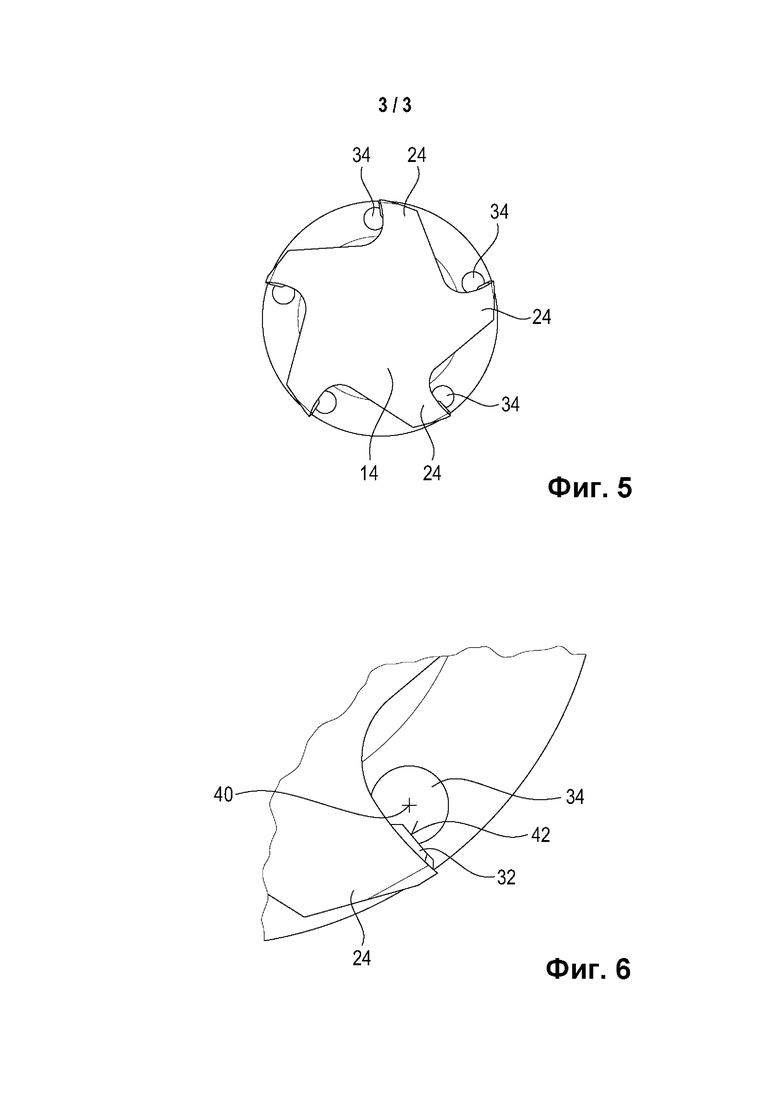
на фиг. 5 показан вид сверху спереди режущей вставки, проиллюстрированной на фиг. 1; и
на фиг. 6 показана деталь, изображенная по фиг. 5.
[41] На фиг. 1 и 3-6 показан приведенный в качестве примера вариант осуществления режущей вставки согласно настоящему изобретению на различных видах. Вся режущая вставка обозначена как 10. На фиг. 2 показан приведенный в качестве примера варианту осуществления инструмента согласно настоящему изобретению, который содержит режущую вставку и связанный с ней держатель режущей вставки. Весь инструмент обозначен как 100.
[42] Режущая вставка 10, показанная на фиг. 1, представляет собой режущую вставку для инструмента для рассверливания отверстий. Режущая вставка 10 имеет зажимную секцию 12, режущую головку 14 и консольная часть 16. Режущая вставка 10 выполнена как единое целое. Таким образом, она содержит одну деталь, причем зажимная секция 12, режущая головка 14 и консольная часть 16 соединены друг с другом за одно целое. Режущая головка 10 предпочтительно изготовлена полностью из твердого металла.
[43] Зажимная секция 12 служит для зажима режущей вставки 10 в держателе 18 режущей вставки (см. фиг. 2). В приведенном в качестве примера варианте осуществления, показанном в этом случае, зажимная секция выполнена цилиндрической. Соответственно, элемент 20 для приема режущей вставки, предусмотренный в держателе 18 режущей вставки, также имеет цилиндрическое поперечное сечение. Однако очевидно, что зажимная секция 12 и элемент 20 для приема режущей вставки могут иметь любые другие формы поперечного сечения (например, прямоугольную, квадратную, овальную или сложную форму).
[44] Элемент 20 для приема режущей вставки, который предусмотрен в держателе 18 режущей вставки, предпочтительно выполнен в виде чашеобразного принимающего элемента, в который режущая вставка 10 может быть введена с передней стороны. Для фиксации режущей вставки 10 в принимающем элементе 20 для режущей вставки могут быть предусмотрены винты или другие крепежные средства. В собранном состоянии зажимная секция 12 режущей вставки 10 предпочтительно примыкает вдоль ее окружности и ее торцевой задней стороной 22 к соответствующим противоположным опорным поверхностям в принимающем элементе 20 для режущей вставки. Вместо сплошной опоры также может быть предусмотрена частичная опора по окружности зажимной секции 12.
[45] Держатель 18 режущей вставки схематически показан на фиг. 2. Держатель 18 режущей вставки может быть обычным держателем инструмента. Аналогично, держатель 18 режущей вставки также может быть частью механического инструмента, в котором используется режущая вставка 10. Например, в последнем случае держатель 18 режущей вставки представляет собой зажимной патрон, встроенный непосредственно в механический инструмент.
[46] Режущая головка 14 имеет в приведенном в качестве примера варианте осуществления, показанном в этом примере, пять режущих элементов 24, которые выступают в боковом направлении из режущей головки 14. Каждый из этих режущих элементов 24 имеет основную режущую кромку 26 и вспомогательную режущую кромку 28, которая примыкает к основной режущей кромке 26 и проходит в поперечном направлении относительно нее (см. фиг. 3, 4). Основная режущая кромка 26 и вспомогательная режущая кромка 28 в показанном приведенном в качестве примера варианте осуществления выполнены в виде линейных режущих кромок. Основная и вспомогательная кромки 26, 28 соединены внутри прижимной поверхностью 30, которую можно видеть, в частности, в деталях, проиллюстрированных на фиг. 4.
[47] На передней поверхности 30 резца расположен стружколомающий геометрический элемент 32, который на практике также часто называют направляющим стружку уступом.
[48] Стружколомающий геометрический элемент 32 выполнен с возможностью ломания стружки (не показана) при механической обработке основной режущей кромкой 26. Это осуществляется по существу посредством деформации стружки. Стружка, образующая при механической обработке на главной режущей кромке 26, перенаправляется посредством стружколомающего геометрического элемента 32, в результате чего она еще сильнее изгибается и, таким образом, вынуждена ломаться.
[49] Стружколомающий геометрический элемент 32 в данном случае показан в варианте осуществления в виде приподнятого геометрического элемента, который выступает вверх от передней поверхности 30 резца. Однако в принципе также можно сконфигурировать стружколомающий геометрический элемент как углубленную конструкцию, которая введена в переднюю поверхность 30 резца.
[50] В зависимости от способа использования и конфигурации режущей вставки 10, режущая головка 14 может также содержать более или менее пяти из этих режущих элементов 24. Например, режущая головка 14 режущей вставки 10 согласно изобретению также может содержать только один режущий элемент 24. Это в основном имеет место, в частности, когда режущая вставка 10 согласно изобретению используется в токарном инструменте. Конечно, режущая головка 14 при использовании в качестве режущей вставки токарного инструмента имеет форму, очень отличающуюся от формы в приведенном в качестве примера варианте осуществления, показанном в данном случае.
[51] В зажимной секции 12 в соответствии с количеством режущих элементов 24 в настоящем приведенном в качестве примера варианте осуществления расположены пять каналов 34 для охлаждающего средства, которые служат для подачи охлаждающего средства к режущей головке 14. Из этих каналов 34 для охлаждающего средства в каждом случае выпускается струя охлаждающего средства, ориентированная в каждом случае относительно одного из режущих элементов 24. Эти струи охлаждающего средства предпочтительно ударяются о режущую головку 14 в виде свободных струй, не будучи отклоненными или перенаправленными консольной частью 16. Поэтому консольная часть 16, которая соединяет зажимную секцию 12 с режущей головкой 14, предпочтительно имеет меньший диаметр, чем зажимная секция 12 и режущая головка 14. Консольная часть 16 проходит по существу вдоль продольной оси 38 режущей вставки 10.
[52] Подача охлаждающего средства в отдельные каналы 34 для охлаждающего средства осуществляется через держатель 18 режущей вставки. С этой целью, например, в держателе 18 режущей вставки предусмотрен канал 36 для охлаждающего средства, который питает все каналы 34 для охлаждающего средства, предусмотренные в режущей вставке 10 совместно. В качестве альтернативы, однако, в держателе 18 режущей вставки также может быть предусмотрено множество каналов 36 для охлаждающего средства, которые питают каналы 34 для охлаждающего средства, предусмотренные в режущей вставке 10 по отдельности. В связи с этим следует также еще раз отметить, что в случае конфигурации режущей головки только с одним режущим элементом 24 предпочтительно внутри зажимной секции 12 также предусмотрен только один канал для охлаждающего средства.
[53] Каждый из каналов 34 для охлаждающего средства предпочтительно проходит параллельно продольной оси 38 режущей вставки 10. Каждый из каналов 34 для охлаждающего средства имеет форму сквозного отверстия, которое проходит через зажимную секцию 12. Соответствующее сквозное отверстие имеет контур, который полностью закрыт по окружности. Таким образом, каналы 34 для охлаждающего средства в каждом случае закрыты по окружности таким образом, что в боковом направлении из зажимной секции 12 режущей вставки 10 не может быть выпущено охлаждающее средство.
[54] Расположение каналов 34 для охлаждающего средства относительно режущих элементов 24 будет более подробно описано ниже. Это выполнено на примере канала 34 для охлаждающего средства или режущей головки 24.
[55] Канал 34 для охлаждающего средства расположен таким образом, что на виде сверху спереди режущей вставки, как показано на фиг. 5 и 6, он по меньшей мере частично скрыт режущим элементом 24, который связан с ним. Канал 34 для охлаждающего средства в данном случае, в частности, покрыт участком режущего элемента 24, на котором расположен стружколомающий геометрический элемент 32. Предпочтительно, часть режущего элемента 24, содержащая стружколомающий геометрический элемент 32 на виде спереди вдоль продольной оси 38 режущей вставки 10 покрывает по меньшей мере 10% поперечного сечения канала 24 для охлаждающего средства, но не более 80% поперечного сечения канала 34 для охлаждающего средства. Таким образом, обеспечивается оптимальное охлаждение и смазывание компонентов режущей головки 14, используемых в операции механической обработки.
[56] Режущий элемент 24 и размещенный на нем стружколомающий геометрический элемент 32 предпочтительно выполнены с возможностью смещения в радиальном направлении наружу относительно канала 34 для охлаждающего средства. Особенно предпочтительно, чтобы центральная ось 40 канала 34 для охлаждающего средства была ориентирована параллельно участку 42 поверхности стружколомающего геометрического элемента. Упомянутый участок 42 поверхности, который расположен на верхней стороне стружколомающего геометрического элемента 32, также может быть расположен в одной плоскости с центральной осью 40 канала 34 для охлаждающего средства.
[57] Хотя часть струи охлаждающего средства, которая выпускается из канала 34 для охлаждающего средства в результате упомянутого покрытия канала 34 для охлаждающего средства, ударяется о заднюю сторону режущей головки 14, тем не менее, было обнаружено, что такое расположение канала 34 для охлаждающего средства относительно режущей головки 14 обеспечивает оптимальное охлаждение и смазывание, а также оптимальное удаление стружки, поскольку охлаждающее средство может, таким образом, течь вокруг режущей головки 14 или ее режущего элемента 24 оптимальным образом.
[58] Возможны различные другие варианты оптимизации режущей вставки 10. Канал 34 для охлаждающего средства не обязательно должен иметь круглое поперечное сечение. Овальные или эллиптические поперечные сечения, например, также возможны для того, чтобы создавать струю охлаждающего средства «плоским» образом, насколько это возможно. Кроме того, может быть обеспечено сужение поперечного сечения канала 34 для охлаждающего средства от его первого конца, обращенного в сторону от режущей головки 14, ко второму концу, обращенному к режущей головке 14. Таким образом, достигается эффект сопла, посредством которого охлаждающее средство ускоряется в канале 34 для охлаждающего средства. В качестве альтернативы канал 34 для охлаждающего средства также может быть углублен или выполнен с уступами во внутренней части, так что, например, первый участок, который прилегает к первому концу, имеет больший диаметр, а второй участок, который прилегает ко второму концу, имеет меньший диаметр. Различные другие изменения, в частности, формы режущей головки 14, как уже упоминалось, также возможны в зависимости от применения режущей вставки 10.
Группа изобретений относится механической обработке заготовок. Режущая вставка (10) содержит зажимную секцию (12), которая содержит по меньшей мере один канал (34) для охлаждающего средства, выполненный в виде сквозного отверстия, и режущую головку (14) с по меньшей мере одним режущим элементом (24), который содержит основную режущую кромку (26), переднюю поверхность (30) резца, примыкающую к основной режущей кромке (26), и стружколомающий геометрический элемент (32), который выступает от поверхности (30) резца или введен в переднюю поверхность резца, обеспечивающий ломание стружки при обработке основной режущей кромкой (26). Режущая вставка (10) содержит консольную часть (16), которая соединяет зажимную секцию (12) с режущей головкой (14) и имеет меньший диаметр, чем зажимная секция (12). Часть режущей головки (14), содержащая стружколомающий геометрический элемент (32), если смотреть вдоль продольной оси режущей вставки (10), покрывает по меньшей мере 10% поперечного сечения канала (34) для охлаждающего средства, но не более чем 80%. Инструмент содержит указанную режущую вставку (10) и держатель (18) для ее удержания. Улучшается стружколомание, повышается качество обработки. 2 н. и 10 з.п. ф-лы, 6 ил.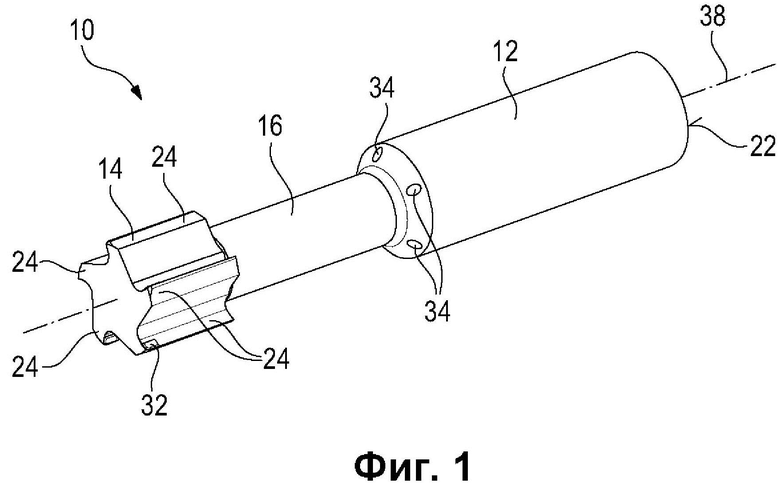
1. Режущая вставка (10) инструмента (100) для механической обработки заготовок, причем режущая вставка (10) содержит:
зажимную секцию (12), которая содержит по меньшей мере один канал (34) для охлаждающего средства, выполненный в виде сквозного отверстия;
режущую головку (14), имеющую по меньшей мере один режущий элемент (24), который содержит основную режущую кромку (26), переднюю поверхность (30) резца, которая примыкает к основной режущей кромке (26), и стружколомающий геометрический элемент (32), который выступает от передней поверхности (30) резца или введен в переднюю поверхность резца и который выполнен с возможностью ломания стружки при механической обработке основной режущей кромкой (26); и
консольную часть (16), которая проходит вдоль продольной оси (38) режущей вставки (10) и соединяет зажимную секцию (12) с режущей головкой (14) и которая имеет меньший диаметр, чем зажимная секция (12);
причем режущая вставка (10) выполнена как единое целое, так что зажимная секция (12), режущая головка (14) и консольная часть (16) соединены друг с другом за одно целое, и
при этом часть режущей головки (14), содержащая стружколомающий геометрический элемент (32), если смотреть вдоль продольной оси режущей вставки (10), покрывает по меньшей мере 10% поперечного сечения канала (34) для охлаждающего средства, но не более 80% поперечного сечения канала (34) для охлаждающего средства.
2. Режущая вставка по п. 1, в которой консольная часть (16) не покрывает канал (34) для охлаждающего средства на виде в плане спереди вдоль продольной оси (38) режущей вставки (10).
3. Режущая вставка по п. 1, в которой стружколомающий геометрический элемент (32) отстоит от основной режущей кромки (26), а первая часть передней поверхности (30) резца проходит вдоль основной режущей кромки (26) между стружколомающим геометрическим элементом (32) и основной режущей кромкой (26).
4. Режущая вставка по п. 3, в которой режущий элемент (24) дополнительно содержит вспомогательную режущую кромку (28), которая ориентирована в поперечном направлении относительно основной режущей кромки (26) и в которой вторая часть передней поверхности (30) резца проходит вдоль вспомогательной режущей кромки (28) между стружколомающим геометрическим элементом (32) и вспомогательной режущей кромкой (28).
5. Режущая вставка по п. 4, в которой основная режущая кромка (26) и/или вспомогательная режущая кромка (28) является прямолинейной.
6. Режущая вставка по п. 1, в которой консольная часть (16) проходит вдоль продольной оси (38) режущей вставки (10), а режущий элемент (24) выступает в поперечном направлении относительно него, в боковом направлении от режущей головки (14).
7. Режущая вставка по п. 1, в которой канал (34) для охлаждающего средства ориентирован параллельно продольной оси (38) режущей вставки (10).
8. Режущая вставка по п. 1, в которой стружколомающий геометрический элемент выполнен в виде поднятого геометрического элемента (32), который выступает от передней поверхности (30) резца.
9. Режущая вставка по п. 1, в которой центральная ось (40) канала (34) для охлаждающего средства ориентирована параллельно участку (42) поверхности стружколомающего геометрического элемента (32) или расположена в одной плоскости с этим участком (42) поверхности.
10. Режущая вставка по п. 1, в которой поперечное сечение канала (34) для охлаждающего средства является некруглым.
11. Режущая вставка по п. 1, в которой поперечное сечение канала (34) для охлаждающего средства на первом конце, обращенном в сторону от режущей головки (14), больше, чем на втором конце канала (34) для охлаждающего средства, обращенном к режущей головке (14).
12. Инструмент (100) для механической обработки заготовок, имеющий режущую вставку (10) по одному из пп. 1-11 и держатель (18) режущей вставки для удержания режущей вставки (10).
| WO 2016186217 A1, 24.11.2016 | |||
| Способ определения содержания компонентов в высокотемпературных газовых средах | 2024 |
|
RU2821167C1 |
| DE 3432615 C2, 14.01.1988 | |||
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННЫМИ РЕЖУЩИМИ КРОМКАМИ И РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕМ | 2010 |
|
RU2529137C2 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| US 3076357 A1, 05.02.1963. | |||

