Изобретение относится к строительному производству и может быть использовано при бестраншейной замене старых подземных трубопроводов различного назначения, в том числе при низких температурах.
Известен способ бестраншейной замены трубопроводов (патент РФ №2105919, кл. F16L1/028, опубл. 1998 г.), включающий образование монтажной скважины, устранение старого трубопровода, втрамбовывание его обломков в грунт и затягивание через предварительно пройденную монтажную скважину смонтированного на поверхности на всю длину нового трубопровода.
Известен являющийся по технической сущности наиболее близким к предлагаемому техническому решению способ бестраншейной замены трубопроводов (патент РФ №2230966, кл. F16L1/028, опубл. 2004 г.), включающий устранение старого трубопровода, затягивание в предварительно пройденную монтажную скважину нового трубопровода через гибкий гофрированный теплоизолирующий рукав с одновременной подачей между теплоизолирующим рукавом и новым трубопроводом горячего воздуха для нагрева нового трубопровода до температуры не выше температуры начала пластической деформации его материала.
Недостатками указанных выше способов являются низкая надежность бестраншейной замены трубопроводов при неблагоприятных погодных условиях (низкая температура наружного воздуха и осадки).
В основу изобретения поставлена задача создания способа, обеспечивающего повышение надежности бестраншейной замены трубопроводов при низкой температуры наружного воздуха и наличии осадков.
Поставленная задача решается тем, что в способе бестраншейной замены трубопроводов при низких температурах, включающем размещение нового пластмассового трубопровода в направляющие зажимы (центраторы), сварку нового пластмассового трубопровода, устранение старого трубопровода, затягивание в монтажную скважину нового пластмассового трубопровода через гибкий гофрированный теплоизолирующий рукав с одновременной подачей между теплоизолирующим рукавом и новым пластмассовым трубопроводом горячего воздуха для нагрева нового пластмассового трубопровода до температуры не выше температуры начала пластической деформации его материала, согласно изобретению, перед сваркой нового пластмассового трубопровода на его свариваемые торцы герметично приклеивают термоусадочную ленту, затем между торцами устанавливают инструмент для подогрева торцов нового пластмассового трубопровода до нормальной температуры окружающей среды, после чего инструмент убирают, торцы стыкуют между собой и осуществляют ультразвуковую сварку нового пластмассового трубопровода волноводом, при этом волновод перемещают по стыку торцов нового пластмассового трубопровода по круговой траектории вручную или с помощью механизированного приспособления, причем при наличии осадков сварку нового пластмассового трубопровода проводят в палатке.
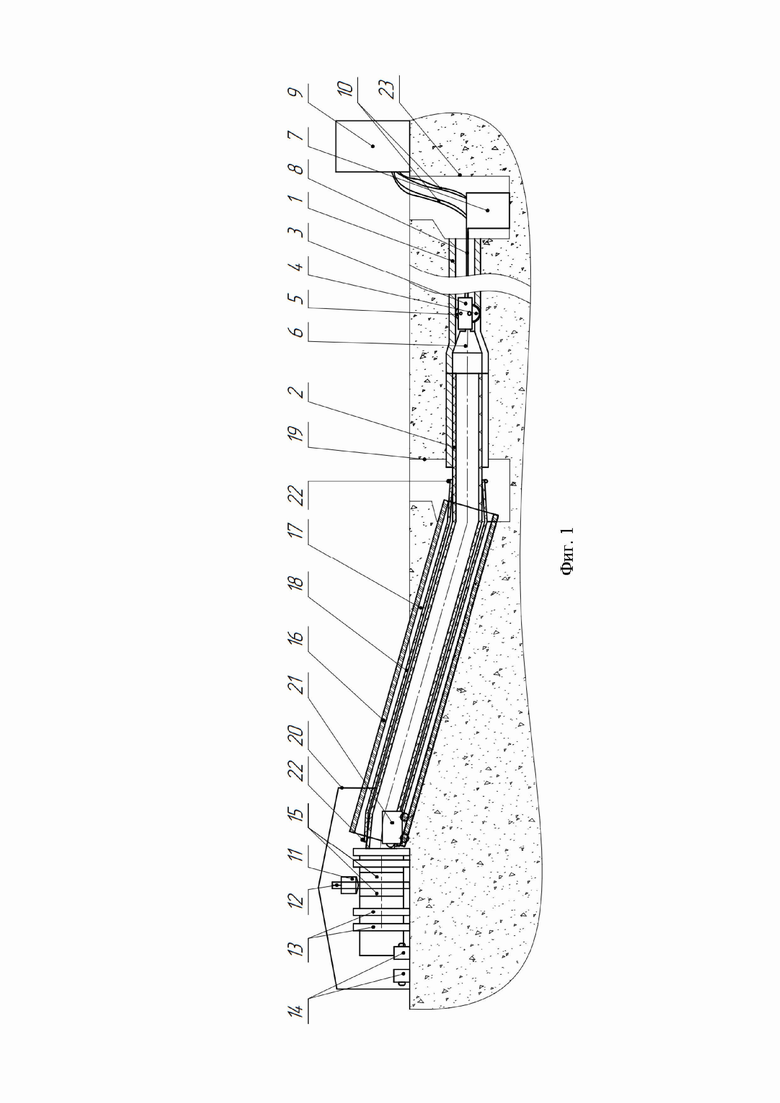
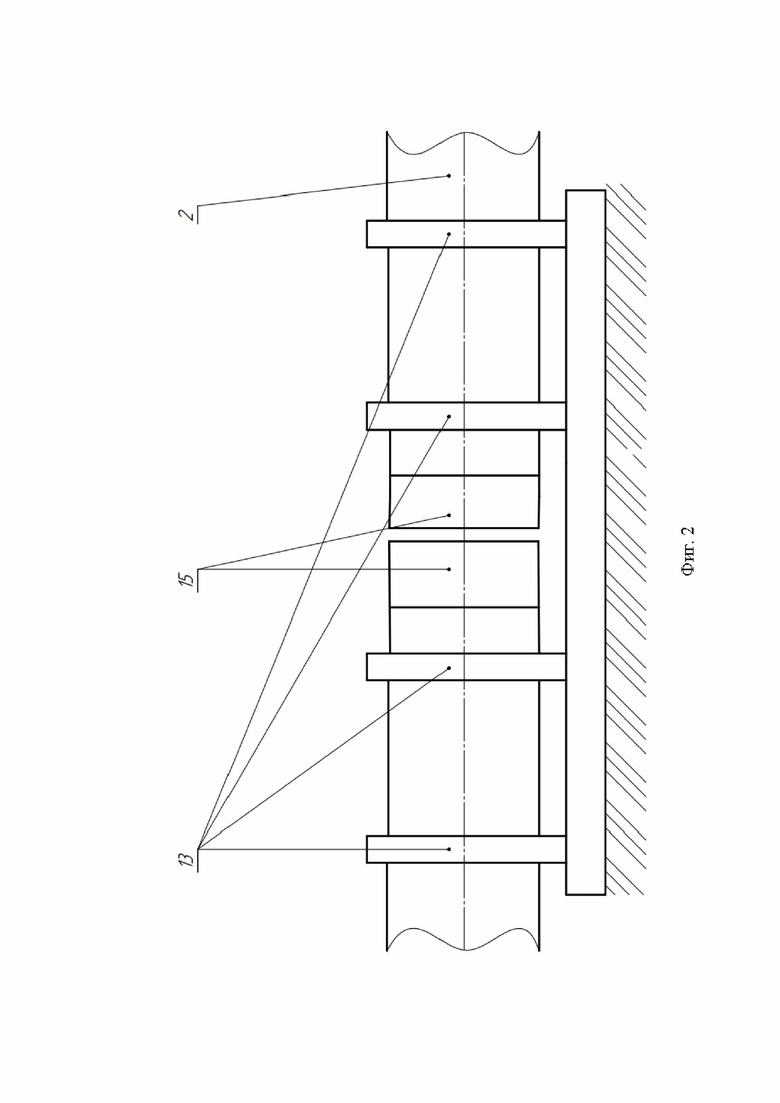
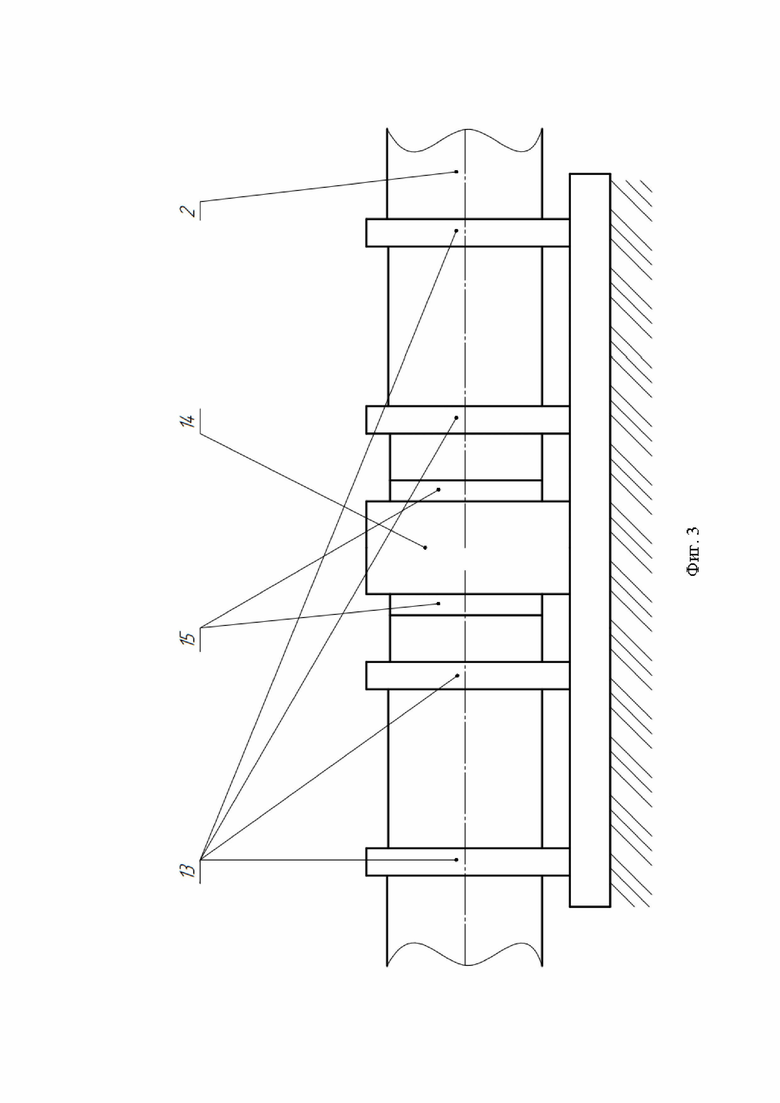
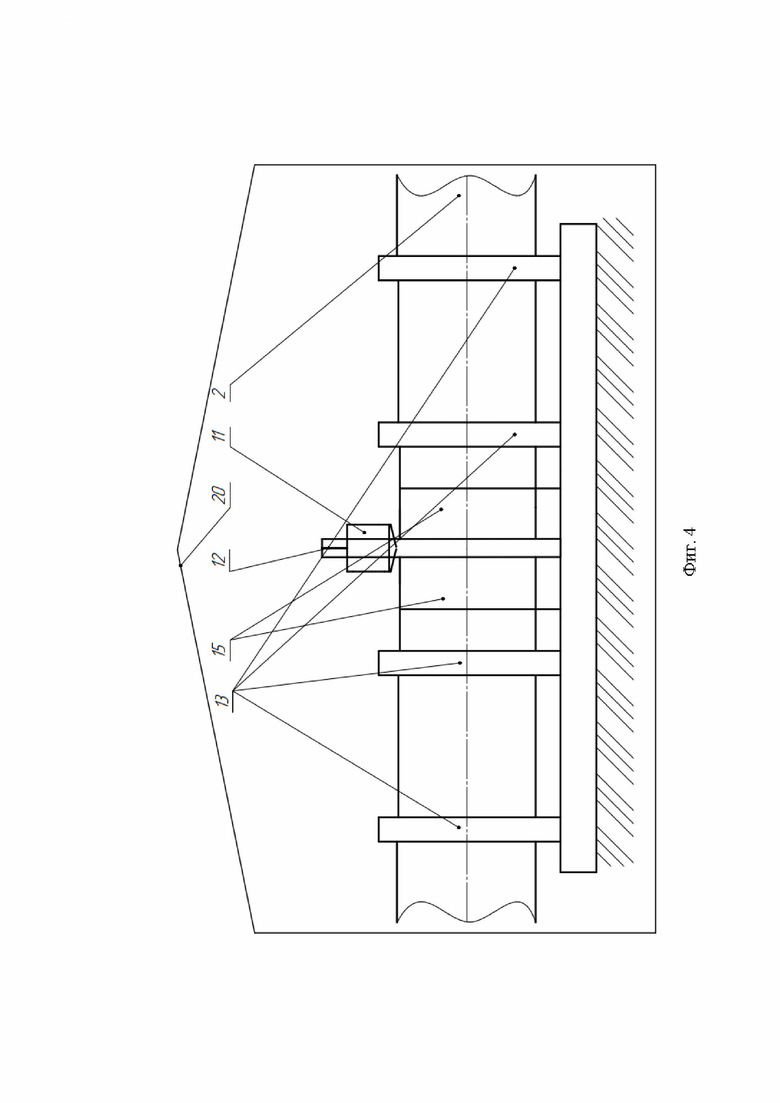
Сущность изобретения поясняется чертежами. На фиг. 1 показана технологическая схема реализации способа бестраншейной замены трубопроводов при низких температурах; на фиг. 2 – нанесение термоусадочной ленты на торцы нового пластмассового трубопровода; на фиг. 3 – подогрев торцов нового пластмассового трубопровода инструментом; на фиг. 4 – сварка нового пластмассового трубопровода.
Установка для реализации предлагаемого способа бестраншейной замены старого трубопровода 1 на новый пластмассовый трубопровод 2 при низких температурах включает рабочий орган, состоящий из режущей части 3 с дисковым ножом 4 и опорным катком 5, и конического расширителя 6, силовое устройство, состоящее из гидродомкрата 7, тяговой штанги 8 и насосной станции 9 с рукавами высокого давления 10, устройство для ультразвуковой сварки нового пластмассового трубопровода 2, состоящее из волновода 11, перемещаемого вручную или с помощью механизированного приспособления 12, направляющих зажимов (центраторов) 13, инструмента 14 для подогрева торцов нового пластмассового трубопровода 2 до нормальной температуры окружающей среды, термоусадочной ленты 15.
Установка снабжена пропущенным через обсадную трубу 16 монтажной скважины 17 гибким гофрированным теплоизолирующим рукавом 18, один конец которого расположен в смотровом колодце 19, а другой расположен в палатке 20 и соединен с компрессором 21 для подачи горячего воздуха. Причем концы рукава 18 герметично и с возможностью скольжения прижаты к новому трубопроводу 2 с помощью упругих колец 22. Передний конец режущей части 3 рабочего органа соединен тяговой штангой 8 с гидродомкратом 7, установленным в колодце 23, а задней частью конического расширителя 6 – с новым трубопроводом 2.
Реализация предлагаемого способа производится следующим образом.
С поверхности грунта до встречи со смотровым колодцем 19 образуют наклонную монтажную скважину 17, которую укрепляют, вставляемой в нее обсадной трубой 16. Через монтажную скважину 17 и обсадную трубу 16 пропускают гибкий гофрированный теплоизолирующий рукав 18, а через него – новый пластмассовый трубопровод 2. Перед сваркой секций нового пластмассового трубопровода 2 друг с другом их устанавливают в направляющие зажимы (центраторы) 13, а на его свариваемые торцы герметично приклеивают термоусадочную ленту 15 для герметичности и повышения надежности сварного соединения. Затем между торцами устанавливают инструмент 14 для подогрева торцов нового пластмассового трубопровода 2 до нормальной температуры окружающей среды (около 20 0С). После чего инструмент 14 убирают, торцы стыкуют между собой и осуществляют ультразвуковую сварку нового пластмассового трубопровода 2 волноводом 11. При этом волновод 11 перемещают по стыку торцов нового пластмассового трубопровода 2 по круговой траектории вручную или с помощью механизированного приспособления 12. Причем при наличии осадков сварку нового пластмассового трубопровода 2 проводят в палатке 20. После чего новый трубопровод 2 проталкивают в гибкий гофрированный теплоизолирующий рукав 18. К концу пропущенного через рукав 18 нового трубопровода 2 присоединяют конический расширитель 6 с режущей частью 3 рабочего органа и вводят его в старый трубопровод 1. Затягивание нового пластмассового трубопровода 2 осуществляют при помощи усилия гидродомкрата 7, передаваемого с помощью тяговой штанги 8, протянутой через старый трубопровод 1. Эта операция периодически чередуется с операцией сварки нового пластмассового трубопровода 2. При этом процесс замены старого трубопровода 1 выполняется пошагово. Продвигаясь внутри старого трубопровода 1, рабочий орган разрезает его, деформирует коническим расширителем 6, вдавливает в грунт и одновременно затягивает в образуемую скважину новый пластмассовый трубопровод 2 большего наружного диаметра, чем старый. При этом осуществляют одновременную подачу компрессором 21 между гибким гофрированным теплоизолирующим рукавом 18 и новым пластмассовым трубопроводом 2 горячего воздуха для нагрева нового пластмассового трубопровода 2 до температуры не выше температуры начала пластической деформации его материала.
Предлагаемый способ позволяет повысить надежность бестраншейной замены трубопроводов при низкой температуре наружного воздуха и наличии осадков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ | 2002 |
|
RU2230966C1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2013 |
|
RU2528465C1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2013 |
|
RU2539607C2 |
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОГО УКРЫТИЯ ЗОНЫ ВЫПОЛНЕНИЯ РЕМОНТНЫХ ИЛИ СТРОИТЕЛЬНЫХ РАБОТ НА ТРУБОПРОВОДАХ (ВАРИАНТЫ) | 2004 |
|
RU2280808C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ СТАРОГО, ЧАСТИЧНО ИЛИ ПОЛНОСТЬЮ ЗАПОЛНЕННОГО ГРУНТОМ, ТРУБОПРОВОДА | 1996 |
|
RU2116546C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ И ЕГО УСТРОЙСТВО | 2008 |
|
RU2386886C1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ | 1996 |
|
RU2105919C1 |
| УСТРОЙСТВО ДЛЯ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ | 2007 |
|
RU2350817C1 |
Изобретение относится к строительному производству и может быть использовано при бестраншейной замене старых подземных трубопроводов различного назначения, в том числе при низких температурах. Способ включает размещение нового пластмассового трубопровода в направляющие зажимы (центраторы), сварку нового пластмассового трубопровода, устранение старого трубопровода, затягивание в монтажную скважину нового пластмассового трубопровода через гибкий гофрированный теплоизолирующий рукав. Между теплоизолирующим рукавом и новым пластмассовым трубопроводом подается горячий воздух для нагрева нового пластмассового трубопровода до температуры не выше температуры начала пластической деформации его материала. Перед сваркой нового пластмассового трубопровода на его свариваемые торцы герметично приклеивают термоусадочную ленту. Затем между торцами устанавливают инструмент для подогрева торцов до нормальной температуры окружающей среды. После чего инструмент убирают, торцы стыкуют между собой и осуществляют ультразвуковую сварку нового пластмассового трубопровода волноводом. При этом волновод перемещают по стыку торцов по круговой траектории вручную или с помощью механизированного приспособления. При наличии осадков сварку нового пластмассового трубопровода проводят в палатке. Способ позволяет повысить надежность бестраншейной замены трубопроводов при низкой температуре наружного воздуха и наличии осадков. 4 ил.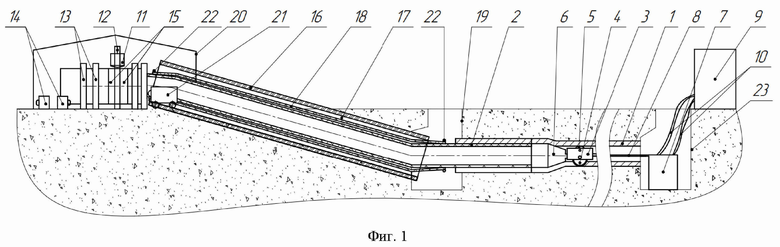
1. Способ бестраншейной замены трубопроводов при низких температурах, включающий размещение нового пластмассового трубопровода в направляющие зажимы (центраторы), сварку нового пластмассового трубопровода, устранение старого трубопровода, затягивание в монтажную скважину нового пластмассового трубопровода через гибкий гофрированный теплоизолирующий рукав с одновременной подачей между теплоизолирующим рукавом и новым пластмассовым трубопроводом горячего воздуха для нагрева нового пластмассового трубопровода до температуры не выше температуры начала пластической деформации его материала, отличающийся тем, что перед сваркой нового пластмассового трубопровода на его свариваемые торцы герметично приклеивают термоусадочную ленту, затем между торцами устанавливают инструмент для подогрева торцов нового пластмассового трубопровода до нормальной температуры окружающей среды, после чего инструмент убирают, торцы стыкуют между собой и осуществляют ультразвуковую сварку нового пластмассового трубопровода волноводом, при этом волновод перемещают по стыку торцов нового пластмассового трубопровода по круговой траектории вручную или с помощью механизированного приспособления.
2. Способ бестраншейной замены трубопроводов по п. 1, отличающийся тем, что при наличии осадков сварку нового пластмассового трубопровода проводят в палатке.
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ | 2002 |
|
RU2230966C1 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ЗАМЕНЫ ТРУБОПРОВОДОВ | 1996 |
|
RU2105919C1 |
| WO 2020249265 A2, 17.12.2020 | |||
| СПОСОБ ВВЕДЕНИЯ ПЛЕТИ ПЛАСТМАССОВЫХ ТРУБ В ВОССТАНАВЛИВАЕМЫЙ ТРУБОПРОВОД И УСТРОЙСТВО С ВИБРАТОРОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2308637C1 |
| СПОСОБ ВВЕДЕНИЯ ПЛЕТИ ПЛАСТМАССОВЫХ ТРУБ В ВОССТАНАВЛИВАЕМЫЙ НЕГЕРМЕТИЧНЫЙ ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319059C2 |
| Способ ультразвуковой стыковой сварки деталей из полимерных материалов | 1988 |
|
SU1669749A1 |

