Область техники, к которой относится изобретение
Изобретение относится к приемному устройству для приема и/или подачи порции бумаги, в частности, содержащей бумажный рулон, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к устройству контроля натяжения полотна для натяжения бумажного полотна, поступающего из порции бумаги, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к устройству контроля боковой кромки для контролированного перемещения бумажного полотна, поступающего из порции бумаги, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к средству высокоскоростной транспортировки бумажного полотна для транспортировки бумажного полотна, поступающего из порции бумаги, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к устройству транспортировки и фальцевания бумажного полотна для продвижения отрезка бумажного полотна, поступающего из порции бумаги, и для упорядоченного распределения изменения поверхности, соответствующего фальцу, по меньшей мере в одной области отрезка бумажного полотна, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к вальцовочному устройству для вальцовки отрезка бумажного полотна, поступающего из порции бумаги, в почти цилиндрическое бумажное тело, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к устройству подачи добавки для подачи добавки при переработке отрезка бумажного полотна во множество бумажных палочек, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к режущему устройству для резки бумажного тела, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к утилизационному устройству для удаления остатков бумажного полотна, образованных, например, одним или несколькими режущими устройствами, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к сортировочному устройству, которое состоит, в частности, из нескольких ступеней, для сортировки бумажных палочек, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к сушильному устройству для сушки бумажных палочек, в частности, увлажненных добавкой, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к барабану для чистовой обработки, предназначенному для чистовой обработки бумажных палочек, в частности, для устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к устройству обработки бумаги, предназначенному для переработки отрезка бумажного полотна во множество бумажных палочек.
Изобретение относится также к способу получения бумажных палочек.
Технологические предпосылки
Изготовление бумажных палочек известно из патента US 2357846. Дальнейшая обработка изготовленных таким способом бумажных палочек является проблематичной, поскольку не могут быть выполнены определенные требования к дальнейшей обработке.
Описание изобретения
Для решения проблемы быстрого производства больших количеств бумажных палочек для дальнейшей переработки палочек в продукты с бумажными палочками, такие как ватные палочки или леденцы на палочке, в многоступенчатом производственном процессе, такого, чтобы воспроизводимо выполнялись определенные технические требования к дальнейшей переработке и чтобы технологические этапы были согласованы друг с другом, в настоящем изобретении предлагается приемное устройство для приема порции бумаги.
К требованиям для дополнительной обработки относятся такие свойства как соблюдение заданных размеров, жесткость на изгиб, размеры, а также другие требования. Требования варьируются в зависимости от операций дальнейшей обработки. Если из бумажных палочек в результате дополнительной обработки должны получаться ватные палочки, то применяются требования к ватным палочкам, если же из бумажных палочек будут изготавливаться леденцы на палочке (чупа-чупс), то применяются требования к леденцам. Другие требования касаются темпов производства, производственных затрат, цвета, надписей, маркировки и т.д.
Приемное устройство для порции бумаги служит для приема и/или подачи порции бумаги, в частности, содержащей бумажный рулон. Приемное устройство для порции бумаги может являться компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Подача бумаги может осуществляться с помощью устанавливаемого на раме пневматического натяжного устройства. Ширина полотна порции бумаги предпочтительно составляет примерно 350 мм или более чем примерно 350 мм, в частности, более чем примерно 350 мм и менее чем примерно 700 мм, предпочтительно более чем примерно 350 мм и менее чем примерно 500 мм. Бумажный рулон может иметь собственный вес примерно 600 кг, в частности, собственный вес от примерно 300 кг и до примерно 700 кг. Для замены израсходованной порции бумаги на новую порцию бумаги, т.е. для смены рулона бумажного полотна, средства крепления и замены, такие как инструменты, оправка или сменный вал, не нужны и в плане оборудования не предусматриваются.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность устройство контроля натяжения полотна для натяжения бумажного полотна, поступающего из порции бумаги.
Устройство контроля натяжения полотна может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Ширина полотна порции бумаги составляет примерно 350 мм или более чем примерно 350 мм, в частности, более чем примерно 350 мм и менее чем примерно 700 мм, предпочтительно более чем примерно 350 мм и менее чем примерно 500 мм.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность устройство контроля боковой кромки для контролируемого перемещения бумажного полотна, поступающего из порции бумаги. Устройство контроля боковой кромки может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Бумажное полотно имеет первую и вторую боковые кромки, причем ширина полотна порции бумаги составляет примерно 350 мм или более чем примерно 350 мм, в частности, более чем примерно 350 мм и менее чем примерно 700 мм, предпочтительно более чем примерно 350 мм и менее чем примерно 500 мм.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность высокоскоростное средство транспортировки бумажного полотна для продвижения бумажного полотна, поступающего из порции бумаги. Средство высокоскоростной транспортировки бумажного полотна может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. В минуту может изготавливаться более чем примерно 3000 бумажных палочек, в частности, от примерно 3000 до примерно 6000 палочек в минуту, предпочтительно примерно 10000 палочек в минуту. Для палочек диаметром менее чем примерно 4 мм можно достичь допуска на номинальный диаметр порядка 1/100 мм. Для палочек длиной менее чем примерно 100 мм можно достичь допусков на номинальную длину порядка примерно 1/10 мм. Поперечную резку бумажного полотна из порции бумаги можно осуществить с помощью перфорирующего ножевого устройства, которое перфорирует бумажное полотно по существу перпендикулярно направлению продвижения бумажного полотна и которое отрезает перфорированное бумажное полотно посредством отрезного ролика, при этом отрезной ролик вращается со скоростью отрезного ролика. Отрезной ролик может иметь профилированную поверхность.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность устройство транспортировки и фальцевания бумажного полотна для продвижения отрезка бумажного полотна, поступающего из порции бумаги, и для упорядоченного распределении изменения поверхности, соответствующего фальцу, в по меньшей мере одной области отрезка бумажного полотна. Устройство транспортировки и фальцевания бумажного полотна может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Устройство транспортировки и фальцевания бумажного полотна содержит первый транспортирующий ролик и второй транспортирующий ролик, расположенный по существу параллельно первому транспортирующему ролику, а также находящийся рядом или между первым и вторым транспортирующими роликами фальцовочный ролик, посредством которого отрезок бумажного полотна из порции бумажного полотна местами складывается таким образом, что движущийся практически плоско отрезок бумажного полотна имел фальц, выступающий из плоскости транспортировки. Устройство транспортировки и фальцевания бумажного полотна содержит по меньшей мере еще один, т.е. четвертый или четвертый и пятый транспортирующий ролик.
Каждый транспортирующий ролик может быть установлен с возможностью вращения в высокоскоростном роликовом подшипнике, благодаря которому удается производить более чем примерно 3000 бумажных палочек в минуту, в частности, от примерно 3000 до примерно 6000 палочек в минуту, предпочтительно примерно 10000 палочек в минуту. Фальцовочный ролик может быть выполнен как профилированный ролик. По меньшей мере один транспортирующий ролик может быть выполнен как контрролик по отношению к фальцовочному ролику или профилированному ролику, по меньшей мере местами находящийся в механическом контакте с фальцовочным роликом/профилированным роликом. По меньшей мере один транспортирующий ролик устройства транспортировки и фальцевания бумажного полотна, предпочтительно контрролик, действующий на фальцовочный ролик, выполненный как профилированный ролик, может иметь поперечное сечение, изменяющееся по длине транспортирующего ролика, в частности, конический профиль, в частности, с изменением диаметра на 2 мм по длине ролика. По меньшей мере один транспортирующий ролик устройства транспортировки и фальцевания бумажного полотна, предпочтительно контрролик, опирающийся на фальцовочный ролик, выполненный как профилированный ролик, может иметь покрытие, предпочтительно покрытие, содержащее синтетический материал или текстильный материал.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность вальцовочное устройство для вальцовки взятого из порции бумаги отрезка бумажного полотна с образованием почти цилиндрического бумажного тела. Вальцовочное устройство может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Вальцовочное устройство содержит устанавливаемый на раму вращающийся валик, в частности, образованный как барабан, и размещаемую на раме на заданном расстоянии от валика статически закрепленную крышку, чтобы образовать между валиком и крышкой вальцовочную камеру, в которой нарезанное на длину и снабженное фальцем бумажное полотно может формоваться, то есть сворачиваться, в тонкое по существу цилиндрическое бумажное тело. Крышка располагается над валиком.
Таким образом, бумажное полотно может двигаться вверх против силы тяжести, в частности, описывать траекторию с по меньшей мере местами радиальной геометрией. После отрезания бумажной полосы, т.е. отрезка бумажного полотна, например, от бумажного рулона, отрезок полотна перемещается по круговой траектории вверх, то есть против силы тяжести. После резки бумага движется вверх по круговой траектории.
Валик может иметь диаметр примерно 1000 мм, предпочтительно диаметр валика лежит в диапазоне от более чем примерно 700 мм и до менее чем примерно 1500 мм. Геометрическая форма крышки вальцовочного устройства может иметь основной радиус, который больше на ширину вальцовочной камеры, чем половина диаметра валика, и которая включает по меньшей мере один сектор, предпочтительно несколько секторов с радиусом, отличающимся от основного радиуса, так что ширина вальцовочной камеры в области этого сектора отличается от остальной ширины вальцовочной камеры, и/или так, что ширина вальцовочной камеры меняется по периметру валика, в частности, меняется по существу непрерывно. Заданный диаметр формируемого, по существу цилиндрического, бумажного тела может быть образован на участке диаметра вальцовочной камеры, который находится относительно направления движения бумажного полотна на конце вальцовочной камеры и который занимает по существу примерно четверть вальцовочной камеры. Ограничивающая вальцовочную камеру поверхность валика и/или ограничивающая вальцовочную камеру поверхность крышки может иметь по меньшей мере одно покрытие, предпочтительно покрытие, содержащее синтетический материал и/или текстиль.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность устройство подачи добавки для подачи добавки при переработке отрезка бумажного полотна во множество бумажных палочек. Устройство подачи добавки может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Устройство подачи добавки вводит добавку на компонент устройства обработки бумаги, в частности, на область валика вальцовочного устройства, предпочтительно на нижнюю область валика вальцовочного устройства, в частности, находящуюся напротив крышки. Добавка может содержать воду или представлять собой воду. Добавление добавки может быть реализовано с использованием роторной системы нанесения.
Нанесение добавки в вальцовочном устройстве (5), в частности, на вращающийся валик (8) вальцовочного устройства (5), может выполняться до обработки отрезка (6) бумажного полотна в вальцовочном устройстве (5). Таким образом, добавка наносится на вращающийся барабану, т.е. валик до введения отрезка бумажного полотна в процесс сжатия и намотки, который имеет место в вальцовочном устройстве (смотри выше).
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает режущее устройство для резки бумажного тела, имеющее самостоятельную изобретательскую ценность. Режущее устройство может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Режущее устройство содержит по меньшей мере один, а предпочтительно несколько ножей, причем указанный, по меньшей мере один, в частности, каждый нож может позиционироваться, и/или перемещаться, и/или регулироваться, и/или управляться, и/или контролироваться в отношении положения и/или перемещения. Режущее устройство может образовывать конструктивный узел, который расположен в направлении транспортировки бумажного полотна на или за вальцовочным устройством, предпочтительно в концевой области вальцовочной камеры.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность утилизационное устройство для удаления остатков бумажного полотна, образованных, например, одним или несколькими режущими устройствами. Утилизационное устройство может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Утилизационное устройство может располагаться под рамой или станиной устройства обработки бумаги.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность сортировочное устройство, которое, в частности, может быть выполнено многоступенчатым, для сортировки бумажных палочек. Сортировочное устройство может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Предусмотрен по меньшей мере один желобчатый конвейер, который содержит по меньшей мере один желоб, предпочтительно несколько желобов, и который по меньшей мере местами может подвергаться по меньшей мере одной вибрации, чтобы можно было пространственно разделить бумажные палочки и/или отходы бумажной массы, и/или чтобы изготовленные бумажные палочки можно было регулировать в отношении их ориентации, взаимного расположения и скорости транспортировки. Геометрия желоба или желобов может быть адаптирована к размерам и транспортировочным характеристикам изготовленных бумажных палочек. Можно предусмотреть качающийся сортировочный ящик, в котором упорядоченные готовые бумажные палочки могут сортироваться для последующей дальнейшей обработки и/или для упаковки. Может быть предусмотрено передаточное устройство для передачи сортированных бумажных палочек на внешнее устройство, в частности, на конвейерную ленту.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность сушильное устройство для сушки бумажных палочек, в частности, увлажненных добавкой. Сушильное устройство может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Сушка предпочтительно проводится после формирования бумажных палочек, причем сушильное устройство содержит спиральный транспортер, который посредством воздуходувки может подвергаться воздействию нагретого окружающего воздуха, при этом работа спирального транспортера и воздуходувки может быть регулируемой, в частности контролируемой и/или управляемой.
Движение бумажных палочек в сушильном устройстве реализуется предпочтительно по радиально изогнутой конвейерной линии, в частности, с некоторой длиной конвейерной линии. Витки конвейерной линии имеют некоторый диаметр. Конвейерная линия имеет перепад высот, т.е. бумажные палочки движутся в сушильном устройстве вверх. Отношение перепада высот к диаметру конвейерной линии оно может составлять по меньшей мере примерно 2, предпочтительно от примерно 2 до примерно 3, особенно предпочтительно может превышать примерно 2. Как результат, спиральный транспортер имеет высокую и тонкую конструкцию.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющий самостоятельную изобретательскую ценность барабан для чистовой обработки, предназначенный для чистовой обработки бумажных палочек. Барабан для чистовой обработки может быть компонентом устройства обработки бумаги, предназначенного для переработки отрезка бумажного полотна во множество бумажных палочек. Барабан для чистовой обработки способен вращаться, причем барабан для чистовой обработки подходит для нанесения покрытия на бумажные палочки, и причем барабан для чистовой обработки имеет геометрию, адаптированную к характеристикам транспортировки и перемещения изготовленных бумажных палочек, в частности, барабан имеет многоугольное, в частности, шестиугольное, сечение.
Барабан может иметь по меньшей мере на одной торцевой стороне, т.е. сбоку, предпочтительно на обеих торцевых сторонах, по меньшей мере одно отверстие, предпочтительно по отверстию, простирающемуся по существу по всей площади торцевой стороны. Таким образом, открытый с обоих (боковых) концов барабан, в частности, вращающийся, можно использовать для возможного нанесения добавки на (высушенные) бумажные палочки в целях чистовой обработки.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает имеющее самостоятельную изобретательскую ценность устройство обработки бумаги, предназначенное для переработки отрезка бумажного полотна во множество бумажных палочек. Предлагаемое изобретением устройство обработки бумаги содержит описанное в настоящем документе выше приемное устройство для порции бумаги, и/или описанное выше устройство контроля натяжения полотна, и/или описанное выше устройство контроля боковой кромки, и/или описанное выше средство высокоскоростной транспортировки бумажного полотна, и/или описанное выше устройство транспортировки и фальцевания бумажного полотна, и/или описанное выше вальцовочное устройство, и/или описанное выше устройство подачи добавки, и/или описанное выше режущее устройство, и/или описанное выше утилизационное устройство, и/или описанное выше сортировочное устройство, и/или описанное выше сушильное устройство, и/или описанный выше барабан для чистовой обработки.
Для решения вышеуказанной задачи, в частности, быстрого производства больших количеств бумажных палочек для дальнейшей обработки палочек в продукты с бумажными палочками, например, ватные палочки или леденцы на палочке, при котором должны воспроизводимо выполняться технические требования к дальнейшей обработке, изобретение предлагает способ изготовления бумажных палочек, имеющий самостоятельную изобретательскую ценность. В указанном способе реализуется одна или несколько операций в соответствии с описанным здесь устройством обработки бумаги, в частности, прием порции бумаги, и/или контроль натяжения полотна, и/или контроль боковой кромки, и/или транспортировка и фальцевание бумажного полотна, и/или вальцовка, и/или добавление добавки, и/или резка, и/или утилизация, и/или сортировка, и/или сушка, и/или чистовая обработка.
Указанные выше, а также заявленные в формуле изобретения и описанные в примерах осуществления компоненты, применяющиеся согласно изобретению, не имеют каких-либо особых ограничений в отношении их размера, формы, выбора материала и технического решения, так что могут использоваться без ограничений критерии выбора, известные в данной области применения.
Другие детали, признаки и преимущества предмета изобретения выявляются из формулы изобретения, а также из следующего описания и соответствующих чертежей, на которых в качестве примера представлен один вариант осуществления устройства обработки бумаги. Кроме того, отдельные признаки, указанные в формуле изобретения или вариантах осуществления, могут комбинироваться с другими признаками, указанными в формуле изобретения и других вариантах осуществления.
Краткое описание чертежей
На чертежах показано
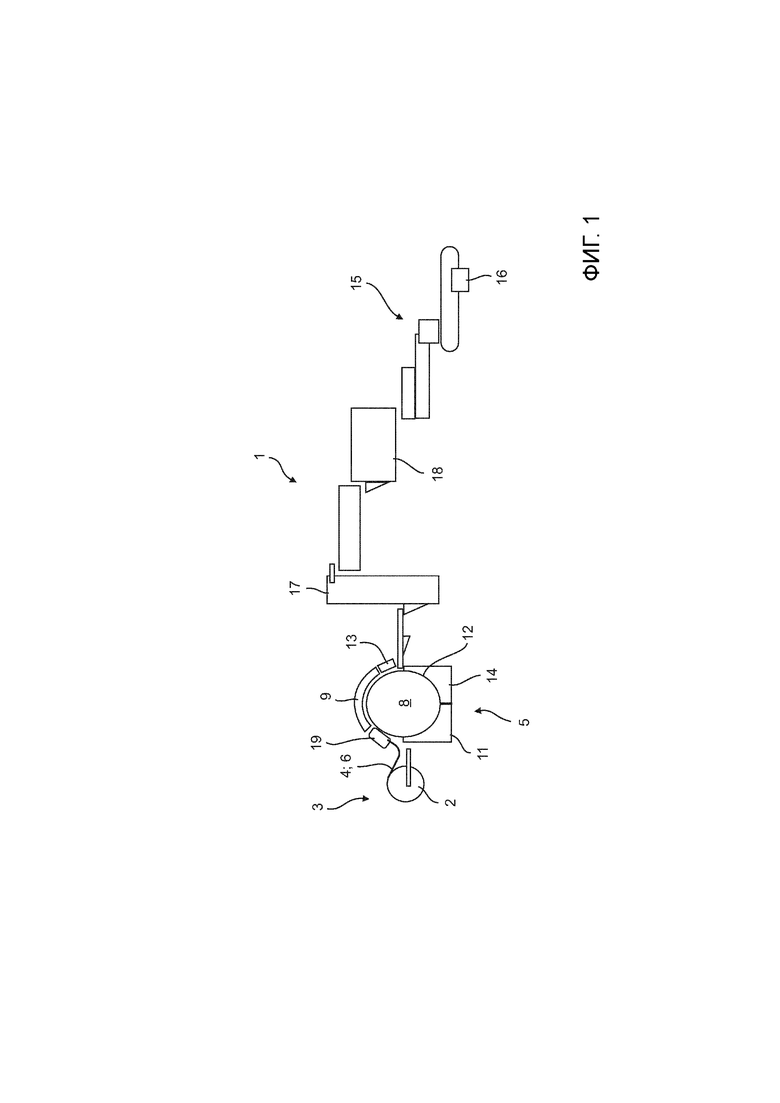
фиг. 1: устройство обработки бумаги в схематическом виде сбоку и
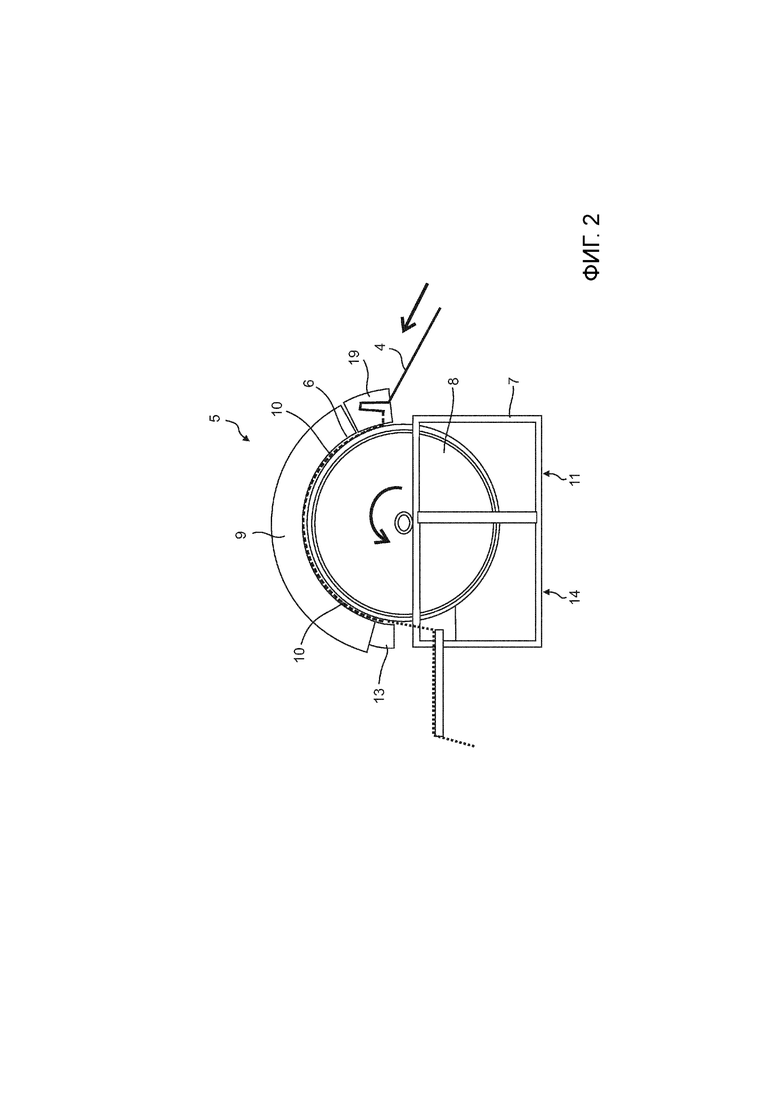
фиг. 2: вальцовочное устройство в устройстве обработки бумаги в схематическом виде сбоку.
Подобное описание примеров осуществления
На фиг. 1 схематично показано устройство 1 обработки бумаги. Устройство 1 обработки бумаги содержит несколько бумагоперерабатывающих узлов. В каждом узле проводятся операции по обработке бумаги.
Порция бумаги 2 помещается в приемное устройство 3 для порции бумаги. Порция бумаги 2 выполнена как бумажный рулон 2. Бумажный рулон 2 может иметь собственный вес 600 кг. Бумажный рулон 2 может быть также тяжелее или легче. Бумажный рулон 2 помещается и закрепляется в приемном устройстве 3 для порции бумаги не с помощью оправки или других инструментов, но закрепляется там пневматически или гидравлически. С бумажного рулона 2 может разматываться бумажное полотно 4. Бумажное полотно 4 предпочтительно имеет ширину более 350 мм.
Далее, устройство 1 обработки бумаги с фиг. 1 содержит вальцовочное устройство 5, которое более детально изображено на фиг. 2. С помощью вальцовочного устройства 5 отрезок 6 бумажного полотна формируется в бумажное тело, при этом бумажное тело имеет по существу цилиндрическое поперечное сечение.
Между устройством 3 приема порции бумаги и вальцовочным устройством 5 предусмотрено устройство контроля натяжения полотна, с помощью которого регулируется натяжение полотна. Кроме того, предусмотрено устройство контроля боковой кромки, с помощью которого бумажное полотно 4 может перемещаться контролируемо в отношении положения и направления одной или обеих боковых кромок бумажного полотна 4.
Далее, устройство 1 обработки бумаги с фиг. 1 содержит высокоскоростное устройство транспортировки бумажного полотна. Согласованная работа таких узлов, как устройство 3 приема порции бумаги, устройство контроля натяжения полотна и устройства контроля боковых кромок позволяет очень быстро и точно транспортировать такое широкое (более 350 мм) бумажное полотно 4 к вальцовочному устройству 5. Таким образом, благодаря высокой скорости транспортировки можно, с одной стороны, провальцевать много бумаги в единицу времени, т.е. сформировать бумажное тело. С другой стороны, из сравнительно широкого бумажного тела за одну операцию вальцевания или формования можно образовать несколько бумажных палочек путем резки. В результате описанное здесь устройство 1 обработки бумаги работает быстро и при этом производит больше бумажной продукции, чем это было бы возможно в соответствии с предшествующим уровнем техники.
Чтобы в вальцовочном устройстве 5 можно было образовать из отрезка 6 бумажного полотна бумажное тело, сначала нужно разрезать поступающее из порции бумаги 2 бумажное полотно 4 на желаемую длину. Это происходит в устройстве высокоскоростной транспортировки бумажного полотна, где с помощью перфорирующего ножа в бумажном полотне 4 образуются перфорации, и где с помощью отрезного ролика от бумажного полотна 4 отделяется отрезок 6 бумажного полотна в том месте, где были образованы перфорации.
Чтобы в вальцовочном устройстве 5 можно было сформировать из отрезка 6 бумажного полотна бумажное тело, выходящее из порции бумаги 2 бумажное полотно 4 сначала должно быть снабжено сгибом (фальцем). Это выполняется в устройстве 19 транспортировки и фальцевания бумажного полотна. Устройство 19 транспортировки и фальцевания бумажного полотна содержит пять транспортирующих роликов, при этом один транспортирующий ролик выполнен как профилированный фальцовочный ролик, который сгибает или заминает отрезок 6 бумажного полотна. Фальцовочный ролик примыкает к контрролику, который имеет покрытие и который имеет коническое поперечное сечение с конусностью до 2 мм. Конусность предпочтительно составляет менее чем примерно 1 мм и/или более чем примерно 0,5 мм, например, примерно 0,7 мм.
Вальцовочное устройство 5, показанное на фиг. 2, содержит барабанный валик 8, установленный с возможностью вращения на держателе 7. Над барабанным валиком 8 статически закреплена крышка 9, т.е. при работе валика она неподвижна. Между крышкой 9 и барабанным валиком 8 образована вальцовочная камера 10. Вальцовочная камера 10 имеет размер, меняющийся по периметру валика 8. Отрезок 6 бумажного полотна, отрезанный по длине и снабженный фальцем в фальцовочном устройстве 19, поступает в вальцовочную камеру 10 и там сворачивается в бумажное тело, которое является очень компактным и имеет почти цилиндрическое поперечное сечение.
Для фиксации кромки отрезка 6 бумажного полотна по окружности формованного бумажного тела на обрабатываемую бумагу наносится добавка, состоящая из воды. Это проводится в устройстве 11 подачи добавки, которое с помощью роторной системы нанесения покрытия смачивает добавкой нижнюю область 12 барабанного валика 8, т.е. по существу напротив крышки 9 на нижней стороне вальцовочного устройства 5, так что в дальнейшем процесса бумажное тело также снабжается добавкой. Таким образом, бумага смачивается опосредованно, а именно из-за смачивания барабанного валика.
После этого бумажное тело поступает в режущее устройство 13, где бумажное тело разрезается таким образом, чтобы образовать из него одну или несколько бумажных палочек. Можно предусмотреть, чтобы сначала бумажное тело резалось на концах (обрезка торцов), а затем обрезанное с торцов тело резалось на несколько частей (резка тела), причем эти отрезанные части образуют бумажные палочки. Устройства для обрезки торцов и для резки тела могут быть пространственно отделены друг от друга в режущем устройстве 13, соответственно в устройство 1 обработки бумаги, и/или могут регулироваться/управляться по отдельности. Можно также предусмотреть, чтобы обрезка торцов и резка тела осуществлялись на объединенном технологическом этапе посредством режущего устройства 13 соответствующей конфигурации.
Торцевые части удаляются, для этого можно предусмотреть устройство сортировки и/или просеивания, которое отсортировывает короткие торцевые части, а более длинные бумажные палочки продвигает дальше. Концы предпочтительно обрезаются режущим устройством 13, при этом они как остатки бумаги или отходы падают в утилизационное устройство 14, находящееся по существу под вальцовочным устройством 5.
Следующим узлом устройства 1 обработки бумаги, показанного на фиг. 1, является сортировочное устройство 15, которое выполнено многоступенчатым. В нем бумажные палочки выравниваются и укладываются по меньшей мере в один сортировочный ящик 16, при этом бумажные палочки в сортировочном ящике 16 располагаются плотно с минимально возможным промежутком и параллельно, т.е. без погрешности в ориентации. Это важно для быстрой и эффективной дальнейшей обработки. Сортировочное устройство 15 содержит по меньшей мере одно средство возбуждения вибраций, которое создает механическую вибрацию желоба и/или сортировочного ящика 16.
Следующим узлом устройства 1 обработки бумаги является сушильное устройство 17. Оно включает в себя спиральный транспортер, т.е. спиральный качающийся конвейер с подъемом. Спиральный транспортер посредством воздуходувки может подвергаться воздействию нагретого или горячего воздуха, чтобы высушить движущиеся в спиральном транспортере бумажные палочки, например, для полного удаления водной добавки.
Следующий узел устройства 1 обработки бумаги относится к барабану 18 для чистовой обработки, в который бумажные палочки могут подаваться для чистовой обработки. Чистовая обработка может включать нанесение покрытия, или отверждение, или контроль качества. Барабан 18 для чистовой обработки имеет шестиугольное сечение и вращается с регулируемой скоростью.
Показанное на фиг. 1 устройство 1 обработки бумаги можно регулировать и настраивать в отношении многих технических функций. Это относится к скорости бумажного полотна, режущим устройствам, процессу вальцовки, операциям утилизации, операциям сортировки и транспортировки и предоставлению бумажных палочек для дальнейшей обработки. Можно регулировать/изменять температуру, например, при сушке или чистовой обработке, можно также регулировать/изменять количество, состав и температуру добавки, можно изменять частоту и амплитуду возбужденных вибраций сортировочного устройства 15, и много другое. Для скоординированной настройки этих параметров обработки бумаги устройства 1 обработки бумаги может быть предусмотрена по меньшей мере одна схема контроля и управления.
Фигура 1 символически показывает также один или несколько способов обработки бумаги, в которых выполняется один или несколько этапов обработки бумаги. Один этап обработки бумаги относится к предоставлению бумажного полотна из порции бумаги. Следующий технологический этап относится к точному в отношении позиции и направления перемещению и/или обрезке бумажного полотна. Следующий технологический этап относится к формированию фальца или области сминания на отрезке бумажного полотна. Следующий технологический этап относится формованию отрезка бумажного полотна посредством вальцовочного устройства. Следующий технологический этап относится к добавлению добавки, в частности, в целях фиксации кромки бумажного полотна по периметру почти цилиндрического бумажного тела. Следующий технологический этап относится к чистовой обрезке формованного бумажного тела, чтобы получить бумажные палочки желаемого размера. Следующий технологический этап относится к удалению обрезков или бумажных отходов. Еще один технологический этап относится к сортировке и/или чистовой обработке изготовленных бумажных палочек.
С устройством 1 обработки бумаги и/или со способом обработки бумаги достигается точность, соответственно допуски, которые составляют примерно 1/10 мм в отношении номинальной длины бумажной палочки и примерно 1/100 мм в отношении номинального диаметра палочки. В рамках производственного процесса, в котором изготавливается большое количество бумажных палочек определенной номинальной длины и определенного номинального диаметра, упомянутые здесь значения отклонений/допусков являются меньшими благодаря точно скоординированным друг с другом технологическим этапам и компонентам устройства.
Список позиций
Изобретение относится к обработке бумаги, а именно к переработке бумажного полотна или отрезка бумажного полотна с получением бумажной палочки. Способ реализуется в несколько технологических этапов, включающих заправку бумажного полотна, натяжение бумажного полотна, регулирование/контроль направления боковой кромки, транспортировку бумажного полотна, фальцевание бумажного полотна, вальцовку, добавление добавки, резку, удаление остатков бумажного полотна, сортировку бумажных палочек, сушку палочек и/или чистовую обработку палочек. 3 н. и 34 з.п. ф-лы, 2 ил.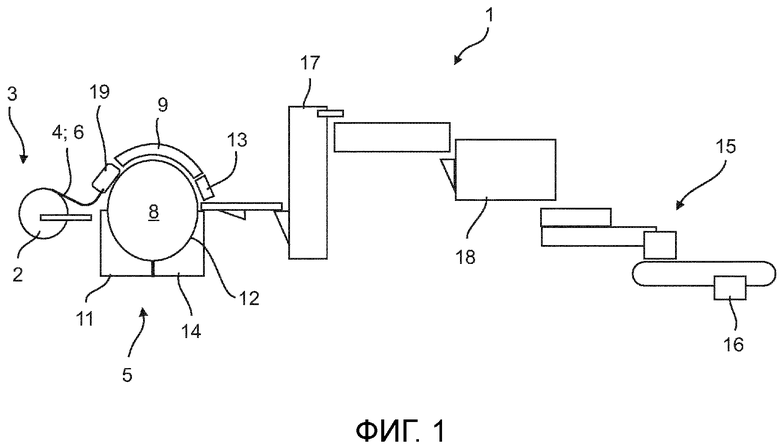
1. Устройство обработки бумаги, содержащее:
а) бумажный рулон, выполненный с возможностью разматывания для формирования бумажного полотна;
b) приемное устройство для порции бумаги;
с) устройство для резки полотна, выполненное с возможностью приема бумажного полотна из приемного устройства для порции бумаги; устройство для резки полотна выполнено с возможностью формирования перфораций в бумажном полотне с последующим отделением отрезков бумажного полотна по перфорациям;
d) вальцовочное устройство, выполненное с возможностью приема нарезанных отрезков бумажного полотна и формирования свернутых отрезков бумажного полотна; вальцовочное устройство включает вращающийся барабанный валик и крышку; крышка расположена по меньшей мере над частью барабанного валика; крышка не имеет возможности вращения относительно барабанного валика; между барабанным валиком и крышкой образована вальцовочная камера; размер вальцовочной камеры является непостоянным между барабанным валиком и крышкой вдоль внешней окружности барабанного валика; поверхность вращающегося барабанного валика, которая обращена к крышке, и/или поверхность крышки, которая обращена к вращающемуся барабанному валику, включает синтетическое и/или текстильное покрытие;
e) устройство фальцевания, которое расположено между приемным устройством для порции бумаги и вальцовочным устройством; устройство фальцевания выполнено с возможностью формирования сгиба или складки в каждом из отделенных отрезков бумажного полотна до поступления отделенных отрезков бумажного полотна в вальцовочное устройство, так что в вальцовочное устройство подаются сложенные отрезки бумажного полотна; устройство фальцевания включает первый и второй транспортирующие ролики и фальцовочный ролик; фальцовочный ролик и один или оба из первого и второго транспортирующих роликов имеют коническую форму поперечного сечения; фальцовочный ролик и один или оба из первого и второго транспортирующих роликов находятся в механическом контакте друг с другом; фальцовочный ролик расположен рядом с первым и вторым транспортирующими роликами или между ними;
f) устройство контроля натяжения полотна, которое расположено между приемным устройством для порции бумаги и вальцовочным устройством; устройство контроля натяжения полотна выполнено с возможностью контроля натяжения бумажного полотна по мере подачи бумажного полотна в вальцовочное устройство или устройство фальцевания; и
g) смачивающее устройство, которое выполнено с возможностью добавления жидкой добавки к барабанному валику вальцовочного устройства так, что жидкая добавка наносится на бумажное полотно по мере сворачивания бумажного полотна в вальцовочном устройстве; добавка представляет собой воду или включает воду; смачивающее устройство выполнено с возможностью добавления указанной добавки к барабанному валику в месте до взаимодействия бумажного полотна с барабанным валиком.
2. Устройство обработки бумаги по п. 1, в котором фальцовочный ролик конической формы поперечного сечения имеет изменение диаметра до 2 мм вдоль продольной длины фальцовочного ролика.
3. Устройство обработки бумаги по п. 2, в котором по меньшей мере один из первого транспортирующего ролика, второго транспортирующего ролика и фальцовочного ролика включает покрытие, которое включает синтетический или текстильный материал.
4. Устройство обработки бумаги по п. 3, в котором вращающийся барабанный валик имеет диаметр 700-1500 мм.
5. Устройство обработки бумаги по п. 4, в котором как вращающийся барабанный валик, так и крышка включает покрытие, которое включает синтетический или текстильный материал.
6. Устройство обработки бумаги по п. 5, в котором смачивающее устройство выполнено с возможностью добавления жидкой добавки к барабанному валику до первого контакта бумажного полотна с вращающимся барабанным валиком, так что, когда бумажное полотно впервые контактирует с вращающимся барабанным валиком, жидкая добавка находится на внешней поверхности вращающегося барабанного валика.
7. Устройство обработки бумаги по п. 6, дополнительно включающее в себя устройство резки после сворачивания; устройство резки после сворачивания выполнено с возможностью резки свернутого бумажного полотна после сворачивания нарезанного отрезка бумажного полотна в вальцовочном устройстве.
8. Устройство обработки бумаги по п. 7, дополнительно включающее утилизационное устройство, которое выполнено с возможностью приема остатков бумажного полотна из устройства резки после сворачивания; утилизационное устройство по меньшей мере частично расположено под устройством резки после сворачивания.
9. Устройство обработки бумаги по п. 8, дополнительно включающее многоступенчатое сортировочное устройство, которое выполнено с возможностью сортировки свернутых отрезков бумажного полотна из вальцовочного устройства; многоступенчатое сортировочное устройство включает желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации для a) отделения бумажных отходов от свернутых отрезков бумажного полотна и/или b) ориентации множества свернутых отрезков бумажного полотна относительно друг друга.
10. Устройство обработки бумаги по п. 9, дополнительно включающее сушильное устройство, которое выполнено с возможностью сушки свернутых отрезков бумажного полотна; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения свернутых отрезков бумажного полотна в сушильном устройстве посредством спирального конвейера.
11. Устройство обработки бумаги по п. 10, дополнительно включающее устройство последующей обработки; устройство последующей обработки включает вращающийся барабан, который имеет многоугольную форму поперечного сечения; свернутые отрезки бумажного полотна подвергаются покрытию и/или воздействию отвердителя в устройстве последующей обработки.
12. Устройство обработки бумаги по п. 1, в котором по меньшей мере один из первого транспортирующего ролика, второго транспортирующего ролика и фальцовочного ролика включает покрытие, которое включает синтетический или текстильный материал.
13. Устройство обработки бумаги по п. 1, в котором вращающийся барабанный валик имеет диаметр 700-1500 мм.
14. Устройство обработки бумаги по п. 1, в котором как вращающийся барабанный валик, так и крышка включает покрытие, которое включает синтетический или текстильный материал.
15. Устройство обработки бумаги по п. 1, в котором смачивающее устройство выполнено с возможностью добавления жидкой добавки к барабанному валику до первого контакта бумажного полотна с вращающимся барабанным валиком, так что, когда бумажное полотно впервые контактирует с вращающимся барабанным валиком, жидкая добавка находится на внешней поверхности вращающегося барабанного валика.
16. Устройство обработки бумаги по п. 1, дополнительно включающее в себя устройство резки после сворачивания; устройство резки после сворачивания выполнено с возможностью резки свернутого бумажного полотна после сворачивания нарезанного отрезка бумажного полотна в вальцовочном устройстве.
17. Устройство обработки бумаги по п. 16, дополнительно включающее утилизационное устройство, которое выполнено с возможностью приема остатков бумажного полотна из устройства резки после сворачивания; утилизационное устройство по меньшей мере частично расположено под устройством резки после сворачивания.
18. Устройство обработки бумаги по п. 1, дополнительно включающее многоступенчатое сортировочное устройство, которое выполнено с возможностью сортировки свернутых отрезков бумажного полотна из вальцовочного устройства; многоступенчатое сортировочное устройство включает желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации для a) отделения бумажных отходов от свернутых отрезков бумажного полотна и/или b) ориентации множества свернутых отрезков бумажного полотна относительно друг друга.
19. Устройство обработки бумаги по п. 1, дополнительно включающее сушильное устройство, которое выполнено с возможностью сушки свернутых отрезков бумажного полотна; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения свернутых отрезков бумажного полотна в сушильном устройстве посредством спирального конвейера.
20. Устройство обработки бумаги по п. 1, дополнительно включающее устройство последующей обработки; устройство последующей обработки включает вращающийся барабан, который имеет многоугольную форму поперечного сечения; свернутые отрезки бумажного полотна подвергаются покрытию и/или воздействию отвердителя в устройстве последующей обработки.
21. Устройство обработки бумаги, содержащее:
а) бумажный рулон, выполненный с возможностью разматывания для формирования бумажного полотна из бумажного рулона;
b) приемное устройство для порции бумаги, выполненное с возможностью приема бумажного рулона;
с) устройство для резки полотна, выполненное с возможностью приема бумажного полотна из бумажного рулона на приемном устройстве для порции бумаги по мере разматывания бумажного полотна из бумажного рулона; устройство для резки полотна выполнено с возможностью формирования перфораций в бумажном полотне с последующим отделением отрезков бумажного полотна по перфорациям для формирования отрезков бумажного полотна;
d) устройство фальцевания, которое расположено после устройства для резки полотна; устройство фальцевания выполнено с возможностью формирования сгиба или складки в каждом из отрезков бумажного полотна для формирования сложенных отрезков бумажного полотна; устройство фальцевания включает первый и второй транспортирующие ролики и фальцовочный ролик; фальцовочный ролик и один или оба из первого и второго транспортирующих роликов имеют коническую форму поперечного сечения; фальцовочный ролик расположен рядом с первым и вторым транспортирующими роликами или между ними;
e) вальцовочное устройство, выполненное с возможностью приема каждого из сложенных отрезков бумажного полотна и формирования свернутой бумажной палочки из каждого сложенного отрезка бумажного полотна; вальцовочное устройство включает вращающийся барабанный валик и крышку; крышка расположена по меньшей мере над частью вращающегося барабанного валика и расположена неподвижно относительно вращающегося барабанного валика во время формирования каждой из свернутых бумажных палочек; между барабанным валиком и крышкой образована вальцовочная камера; размер вальцовочной камеры является непостоянным между барабанным валиком и крышкой вдоль части внешней окружности барабанного валика; поверхность вращающегося барабанного валика, которая обращена к крышке, и/или поверхность крышки, которая обращена к вращающемуся барабанному валику, включает синтетическое и/или текстильное покрытие;
f) смачивающее устройство, которое выполнено с возможностью добавления жидкой добавки к барабанному валику вальцовочного устройства так, что жидкая добавка контактирует с каждым из сложенных отрезков бумажного полотна, которые контактируют с вальцовочным устройством; добавка представляет собой воду или включает воду; смачивающее устройство выполнено с возможностью добавления жидкой добавки к барабанному валику в месте до взаимодействия бумажного полотна с барабанным валиком;
g) устройство для резки палочек, которое выполнено с возможностью приема каждой из свернутых бумажных палочек из вальцовочного устройства и i) отрезания концевых частей каждого конца свернутой бумажной палочки для формирования тела свернутой палочки и ii) нарезания тела свернутой палочки для формирования множества нарезанных отрезков свернутой бумажной палочки; и
h) сортировочное устройство, выполненное с возможностью отделения отрезанных концевых частей каждого конца свернутой бумажной палочки из множества нарезанных отрезков свернутой бумажной палочки.
22. Устройство обработки бумаги по п. 21, в котором фальцовочный ролик конической формы поперечного сечения имеет изменение диаметра до 2 мм вдоль продольной длины фальцовочного ролика.
23. Устройство обработки бумаги по п. 22, в котором сортировочное устройство включает желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации для a) отделения отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки и b) ориентации множества нарезанных отрезков свернутой бумажной палочки относительно друг друга.
24. Устройство обработки бумаги по п. 23, дополнительно включающее сушильное устройство, выполненное с возможностью сушки множества нарезанных отрезков свернутой бумажной палочки; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения множества нарезанных отрезков свернутой бумажной палочки вверх в сушильном устройстве посредством спирального конвейера; отношение высоты сушильного устройства к конвейерному диаметру сушильного устройства составляет по меньшей мере 2:1.
25. Устройство обработки бумаги по п. 24, дополнительно включающее устройство последующей обработки, выполненное с возможностью нанесения материала покрытия на внешнюю поверхность множества нарезанных отрезков свернутой бумажной палочки; устройство последующей обработки включает вращающийся барабан с открытым концом, имеющий многоугольную форму поперечного сечения; множество нарезанных отрезков свернутой бумажной палочки подвергаются покрытию и/или воздействию отвердителя во вращающемся барабане с открытым концом устройства последующей обработки.
26. Устройство обработки бумаги по п. 21, в котором сортировочное устройство включает желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации для a) отделения отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки и b) ориентации множества нарезанных отрезков свернутой бумажной палочки относительно друг друга.
27. Устройство обработки бумаги по п. 21, дополнительно включающее сушильное устройство, выполненное с возможностью сушки множества нарезанных отрезков свернутой бумажной палочки; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения множества нарезанных отрезков свернутой бумажной палочки вверх в сушильном устройстве посредством спирального конвейера; отношение высоты сушильного устройства к конвейерному диаметру сушильного устройства составляет по меньшей мере 2:1.
28. Устройство обработки бумаги по п. 21, дополнительно включающее устройство последующей обработки, выполненное с возможностью нанесения материала покрытия на внешнюю поверхность множества нарезанных отрезков свернутой бумажной палочки; устройство последующей обработки включает вращающийся барабан с открытым концом, имеющий многоугольную форму поперечного сечения; множество нарезанных отрезков свернутой бумажной палочки подвергаются покрытию и/или воздействию отвердителя во вращающемся барабане с открытым концом устройства последующей обработки.
29. Устройство обработки бумаги по п. 21, в котором бумажное полотно порции бумаги имеет ширину от 350 до 750 мм.
30. Способ формирования множества отрезков свернутой бумажной палочки, включающий этапы, на которых:
a) предоставляют бумажный рулон;
b) предоставляют приемное устройство для порции бумаги, выполненное с возможностью приема бумажного рулона;
c) разматывают бумажный рулон, который находится на приемном устройстве для порции бумаги, для формирования бумажного полотна из бумажного рулона;
d) натягивают бумажное полотно, которое подается из бумажного рулона;
e) предоставляют устройство для резки полотна; устройство для резки полотна включает режущее устройство, которое выполнено с возможностью формирования перфораций в бумажном полотне; устройство для резки полотна выполнено с возможностью отделения отрезков бумажного полотна по перфорациям в бумажном полотне для формирования отрезков бумажного полотна;
f) подают бумажное полотно в устройство для резки полотна с предоставлением возможности устройству для резки полотна формирования перфораций в бумажном полотне с последующим отделением отрезков бумажного полотна по перфорациям в бумажном полотне для формирования отрезков бумажного полотна;
g) управляют положением кромок бумажного полотна для правильного расположения бумажного полотна по мере подачи бумажного полотна в устройство для резки полотна;
h) предоставляют устройство фальцевания, которое расположено после устройства для резки полотна; устройство фальцевания выполнено с возможностью формирования сгиба или складки в каждом из отрезков бумажного полотна, которые подаются в устройство фальцевания, для формирования сложенных отрезков бумажного полотна; устройство фальцевания включает первый и второй транспортирующие ролики и фальцовочный ролик; фальцовочный ролик и один или оба из первого и второго транспортирующих роликов имеют коническую форму поперечного сечения; фальцовочный ролик расположен рядом с первым и вторым транспортирующими роликами или между ними;
i) подают отрезки бумажного полотна в устройство фальцевания с обеспечением перемещения каждого из отрезков бумажного полотна через первый и второй транспортирующие ролики и фальцовочный ролик для обеспечения складывания каждого отрезка бумажного полотна для формирования сложенных отрезков полотна;
j) предоставляют вальцовочное устройство, выполненное с возможностью приема каждого из сложенных отрезков бумажного полотна и формирования свернутой бумажной палочки из каждого сложенного отрезка бумажного полотна; вальцовочное устройство включает вращающийся барабанный валик и крышку; крышка расположена по меньшей мере над частью вращающегося барабанного валика и расположена неподвижно относительно вращающегося барабанного валика во время формирования каждой свернутой бумажной палочки; между барабанным валиком и крышкой образована вальцовочная камера; размер вальцовочной камеры является непостоянным между барабанным валиком и крышкой вдоль участка внешней окружности барабанного валика;
k) подают каждый из сложенных отрезков бумажного полотна к вальцовочному устройству для формирования свернутой бумажной палочки;
l) предоставляют смачивающее устройство, которое выполнено с возможностью добавления жидкой добавки к барабанному валику вальцовочного устройства так, что жидкая добавка контактирует с каждым из сложенных отрезков бумажного полотна, которые контактируют с вальцовочным устройством; добавка представляет собой воду или включает воду;
m) обеспечивают нанесение смачивающим устройством жидкой добавки на барабанный валик в месте до взаимодействия бумажного полотна с барабанным валиком, так что сложенные отрезки бумажного полотна, которые контактируют с барабанным валиком, также контактируют с жидкой добавкой на барабанном валике;
n) предоставляют устройство для резки палочек, выполненное с возможностью приема каждой из свернутых бумажных палочек из вальцовочного устройства и резки каждой из свернутых бумажных палочек;
o) обеспечивают i) отрезание устройством для резки палочек концевых частей каждого конца свернутой бумажной палочки, сформированной в вальцовочном устройстве, для формирования тела свернутой палочки и ii) резку тела свернутой палочки для формирования множества нарезанных отрезков свернутой бумажной палочки;
p) предоставляют сортировочное устройство, которое выполнено с возможностью отделения отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки; и
q) подают нарезанные отрезки свернутой бумажной палочки и отрезанные концевые части в сортировочное устройство с обеспечением возможности отделения сортировочным устройством отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки.
31. Способ по п. 30, в котором фальцовочный ролик конической формы поперечного сечения имеет изменение диаметра до 2 мм вдоль продольной длины фальцовочного ролика.
32. Способ по п. 31, в котором сортировочное устройство включает в себя желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации; причем способ дополнительно включает этап качания и/или вибрации множества желобов для a) отделения отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки и b) ориентации множества нарезанных отрезков свернутой бумажной палочки относительно друг друга.
33. Способ по п. 32, дополнительно включающий этап a) предоставления сушильного устройства, выполненного с возможностью сушки множества нарезанных отрезков свернутой бумажной палочки; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения множества нарезанных отрезков свернутой бумажной палочки вверх в сушильном устройстве посредством спирального конвейера; отношение высоты сушильного устройства к конвейерному диаметру сушильного устройства составляет по меньшей мере 2:1, и b) подачи множества нарезанных отрезков свернутой бумажной палочки в сушильное устройство так, что отрезки свернутой бумажной палочки транспортируются вверх спиральным конвейером, в то время как воздуходувка нагнетает указанный воздух на отрезки свернутой бумажной палочки для сушки отрезков свернутой бумажной палочки.
34. Способ по п. 33, дополнительно включающий этапы a) предоставления устройства последующей обработки, выполненного с возможностью нанесения материала покрытия на внешнюю поверхность множества нарезанных отрезков свернутой бумажной палочки; устройство последующей обработки включает вращающийся барабан с открытым концом, имеющий многоугольную форму поперечного сечения; множество нарезанных отрезков свернутой бумажной палочки подвергаются покрытию и/или воздействию отвердителя во вращающемся барабане с открытым концом устройства последующей обработки, и b) подачи множества нарезанных отрезков свернутой бумажной палочки, которые были высушены, в устройство последующей обработки для нанесения покрытия и/или отвердителя на внешнюю поверхность нарезанных отрезков свернутой бумажной палочки, в то время как нарезанные отрезки свернутой бумажной палочки вращаются в имеющем многоугольную форму поперечного сечения барабане с открытым концом.
35. Способ по п. 30, в котором сортировочное устройство включает в себя желобчатый конвейер и множество желобов; множество желобов выполнены с возможностью качания и/или вибрации; причем способ дополнительно включает этап качания и/или вибрации множества желобов для a) отделения отрезанных концевых частей каждого конца свернутой бумажной палочки от множества нарезанных отрезков свернутой бумажной палочки и b) ориентации множества нарезанных отрезков свернутой бумажной палочки относительно друг друга.
36. Способ по п. 30, дополнительно включающий этап a) предоставления сушильного устройства, выполненного с возможностью сушки множества нарезанных отрезков свернутой бумажной палочки; сушильное устройство включает спиральный конвейер и воздуходувку, которая нагнетает нагретый окружающий воздух по мере перемещения множества нарезанных отрезков свернутой бумажной палочки вверх в сушильном устройстве посредством спирального конвейера; отношение высоты сушильного устройства к конвейерному диаметру сушильного устройства составляет по меньшей мере 2:1, и b) подачи множества нарезанных отрезков свернутой бумажной палочки в сушильное устройство так, что отрезки свернутой бумажной палочки транспортируются вверх спиральным конвейером, в то время как воздуходувка нагнетает указанный воздух на отрезки свернутой бумажной палочки для сушки отрезков свернутой бумажной палочки.
37. Способ по п. 30, дополнительно включающий этапы a) предоставления устройства последующей обработки, выполненного с возможностью нанесения материала покрытия на внешнюю поверхность множества нарезанных отрезков свернутой бумажной палочки; устройство последующей обработки включает вращающийся барабан с открытым концом, имеющий многоугольную форму поперечного сечения; множество нарезанных отрезков свернутой бумажной палочки подвергаются покрытию и/или воздействию отвердителя во вращающемся барабане с открытым концом устройства последующей обработки, и b) подачи множества нарезанных отрезков свернутой бумажной палочки, которые были высушены, в устройство последующей обработки для нанесения покрытия и/или отвердителя на внешнюю поверхность нарезанных отрезков свернутой бумажной палочки, в то время как нарезанные отрезки свернутой бумажной палочки вращаются в имеющем многоугольную форму поперечного сечения барабане с открытым концом.
| US 3452650 А, 01.07.1969 | |||
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Резинотехническая композиция и способ ее производства | 2018 |
|
RU2699098C1 |

