Изобретение относится к способу сведения и отделки разных бумажных полотен с контролем продольной приводки и устройству для осуществления способа согласно ограничительным частям п.1 и 11 соответственно.
Под «бумажным полотном» понимается любой материал, имеющий форму полотна. При этом одно полотно может состоять, например, из бумаги или пленочного материала, например синтетического. Бумажное полотно может быть предварительно уже обработанным. Примерами предварительной обработки являются запечатывание и покрытие отдельных бумажных полотен или соединение нескольких отдельных бумажных полотен в одно новое многослойное бумажное полотно.
Под «отделкой» бумажного полотна понимается любая форма обработки бумажного полотна, причем в качестве примеров отделочных процессов следует назвать запечатывание, покрытие или тиснение узоров, фальцевание, пробивание или просекание, нумерирование и/или персонализацию продольных отрезков бумажного полотна, изготовление адресных окошек и, при необходимости, их закрывание, например прозрачными пленками, а также прикрепление этикеток, бумажных или пластиковых карточек или пакетиков с образцами.
Под «сведением» отдельных бумажных полотен понимается расположение друг под другом отдельных бумажных полотен, которые были отделаны отдельно и независимо друг от друга. Под термином «расположение друг под другом» здесь обычно понимают то, что бумажные полотна приводят в непосредственный контакт между собой. В особых случаях бумажные полотна могут оставаться также на некотором расстоянии друг от друга, не смещаясь, однако, по отношению друг к другу. После сведения бумажные полотна могут проходить по дополнительному, общему тракту обработки.
При отделке отдельных бесконечных бумажных полотен необходимо, как правило, точно соблюдать скорость полотна для синхронизации процессов и бездефектной дальнейшей обработки.
Точное соблюдение скорости полотна достигается за счет того, что с обеих сторон бумажного полотна по краям предусматривают приводочные отверстия, в которые входят захваты, расположенные вдоль тракта обработки или отделки, обеспечивая, таким образом, контролируемую синхронную подачу. Продольная приводка с помощью приводочных отверстий имеет, однако, тот недостаток, что снабженный приводочными отверстиями край, как правило, должен быть удален на следующем дополнительном этапе обработки. Кроме того, удаление перфорированного края представляет собой потерю высококачественного сам по себе материала. Наконец, способ двухсторонних приводочных отверстий неприменим, когда бумажное полотно должно быть сфальцовано на одном из этапов обработки.
У одного альтернативного способа продольной приводки бумажное полотно снабжают метками, которые нанесены на него в продольном направлении с равными промежутками, предпочтительно с точной продольной приводкой. Эти метки регистрируют щупом полотна и с помощью выработанных щупом полотна сигналов посредством соответствующего устройства управления подачей полотна обеспечивают точную дальнейшую обработку бумажного полотна. Устройство управления подачей полотна действует при этом, например, на привод тянущих валиков, которые, если смотреть в направлении движения бумажного полотна, расположены за трактом обработки, или притормаживают разматывающие валики, расположенные между намотанным или сфальцованным запасом отделываемых бумажных полотен и трактом обработки. Способ продольной приводки устраняет недостатки приводочных отверстий.
Если должно быть отделано, а затем сообща подвергнуто дальнейшей обработке не одно, а несколько бумажных полотен, обстоятельства совершенно меняются. Такое требование возникает, например, при печатании газет.
Из WO 95/28345 известны устройство и способ независимых друг от друга отделки, сведения с контролем продольной приводки и, при необходимости, общей дальнейшей обработки бумажных полотен. Согласно этому способу различные бумажные полотна направляют с барабана посредством служащей в качестве первого узла настройки натяжения пары разматывающих валиков на индивидуальные тракты отделки, отделывают там порознь и независимо друг от друга, при необходимости сводят посредством отклоняющих валиков и подают к общему тракту обработки. На общем тракте обработки, преимущественно после индивидуальных трактов отделки и непосредственно перед общим трактом обработки, расположен тянущий узел, с помощью которого во всех бумажных полотнах между разматывающими валиками и тянущим узлом в продольном направлении бумажного полотна создают, в основном, одинаковое для всех бумажных полотен натяжение. Преимущественно тянущие ролики выполнены так, что по всей ширине соответствующих бумажных полотен натяжение, в основном, постоянное. Преимущественно тянущий узел выполнен также в виде пары резиновых тянущих валиков. Посредством скорости вращения тянущих валиков определяют общую скорость подачи бумажных полотен и, тем самым, скорость обработки. На бумажные полотна с равными промежутками нанесены метки, регистрируемые щупами. Разматывающими валиками управляют с помощью блока управления, управляемого сигналами щупов. Разматывающие валики при этом, в основном, притормаживают и, таким образом, настраивают натяжение полотна на индивидуальном тракте отделки между разматывающими валиками и тянущим узлом.
Трудности при отделке возрастают, если должны быть отделаны бумажные полотна разного качества или если отдельные бумажные полотна должны проходить через очень разные этапы отделки. Бумажные полотна заметно отличающегося качества наводят на мысль о шелковой бумаге или о так называемой химической бумаге. Это, например, копировальная бумага, снабженная микроскопическими капсулами, которые при оказании давления выдают содержащуюся в них краску. Разные этапы отделки наводят на мысль, например, о высекании адресных окошек, вклеивании рекламных пакетиков или складывании в продольном направлении более широких сами по себе бумажных полотен в более узкие, раскладываемые бумажные полотна. Такие разные этапы отделки могут потребоваться, например, при скреплении рекламного материала в тетради.
При практическом применении предложенного решения проявляются, однако, его недостатки. Особенно тогда, когда натяжения отдельных бумажных полотен должны на индивидуальных трактах отделки быть настроены очень по-разному на оптимальный ход отделочных процессов, наблюдается то, что отдельные бумажные полотна «совпадают» и/или что они на общем тракте обработки дают нежелательные складки. Это нарушает проведение отделочных процессов и/или приводит к браку.
В основе настоящего изобретения поставлена задача устранения описанных недостатков этого известного решения по отделке и сведению нескольких бумажных полотен. В частности, настоящее изобретение должно обеспечивать отделку бумажных полотен очень разного качества независимо друг от друга, однако с точной приводкой, и одновременно точное и надежное проведение очень разных отделочных процессов, причем количество брака должно поддерживаться на как можно меньшем уровне. Решение задачи достигается за счет применения способа, при котором реализованы все признаки п.1, и при применении устройства со всеми признаками п.п.11, 12. Предпочтительные или альтернативные формы выполнения описаны в зависимых пунктах.
Существенным признаком решения согласно изобретению является то, что в устройстве для сведения и отделки с контролем продольной приводки дополнительно к размещенному после общего тракта отделки тянущему узлу, по меньшей мере, на одном индивидуальном тракте отделки установлены, по меньшей мере, два узла настройки натяжения, из которых первый узел настройки натяжения установлен перед индивидуальным трактом отделки, а второй узел настройки натяжения - между первым узлом настройки натяжения и сводящим узлом. Натяжение бумажного полотна между первым и вторым узлами настройки натяжения, обычно вдоль индивидуального тракта отделки, может быть настроено, таким образом, в основном, независимо от натяжения бумажного полотна между вторым узлом настройки натяжения и тянущим узлом, в частности на общем тракте отделки. За счет устранения связи между натяжениями полотна на обоих частичных трактах, с одной стороны, становится возможным оптимальное согласование натяжения полотна на индивидуальном тракте обработки с требованиями индивидуального отделочного процесса. С другой стороны, независимо от индивидуального этапа отделки натяжение полотна на общем тракте обработки можно установить на значение, в основном, совпадающее с натяжениями других полотен. Это предотвращает, например, образование нежелательных складок.
В зависимости от требований отделочного процесса можно дополнительно к первому и второму узлам настройки натяжения и к тянущему узлу предусмотреть также дополнительные узлы настройки натяжения. Таким образом, можно настроить более двух частичных трактов с определенными натяжениями полотен. Это предпочтительно, в частности, тогда, когда одно бумажное полотно должно последовательно проходить несколько разных отделочных процессов.
На частичных трактах натяжение полотна, если смотреть в направлении его движения, в основном, постоянное. Узлами настройки натяжения управляют преимущественно так, что натяжение полотна в направлении его движения каскадно уменьшается от одного частичного тракта к другому.
На общем тракте обработки натяжения полотен настроены, в основном, на общее, в основном, постоянное значение. Позади тянущего узла, в частности в направлении улавливания, сведенные бумажные полотна, в основном, не имеют натяжения.
Для достижения каскадного в направлении движения ступенчатого уменьшения натяжения полотна тянущий узел должен тянуть сильнее всего. Установленными перед ним узлами настройки натяжения управляют так, что каждый из них тянет менее сильно, чем последующий. В качестве альтернативы ими можно управлять так, что каждый из них оказывает большее тормозящее действие по сравнению с последующим узлом настройки натяжения.
Зачастую только у одного бумажного полотна его качество или индивидуальный этап отделки отличается от, в основном, постоянного качества или этапа отделки остальных бумажных полотен. Для обоих названных случаев следует привести по одному примеру: а) ввод особенно тонкого и восприимчивого к разрыву полотна копировальной бумаги в стопу бумажных полотен нормального качества; б) сведение бумажных полотен, которые сами по себе следует лишь запечатать, в персонализированный рекламный проспект, у которого титульная страница должна иметь отверстие для адресного окошка, причем отверстие высекают в бумажном полотне. В этих случаях большей частью достаточно отдельно настроить натяжение только бумажного полотна, отличающегося в отношении качества или индивидуального этапа отделки.
В зависимости от вида отделочного процесса бумажные полотна на общих этапах обработки прочно соединяют между собой, так что они не могут быть больше смещены по отношению друг к другу в продольном направлении. Например, их скрепляют там проволочными скобами или частично склеивают между собой.
В других отделочных процессах может потребоваться, чтобы бумажные полотна на общем тракте обработки лишь прилегали друг к другу, при необходимости с трением. Тогда в определенных пределах допускается настройка натяжения каждого бумажного полотна на общем тракте обработки слегка по-разному, однако, в основном, на общее для всех полотен значение. Если бумажные полотна, однако, на общем тракте обработки должны быть прочно соединены между собой, то необходимо настроить натяжения полотен очень точно на одинаковое значение.
Средства создания и настройки натяжения полотна, в частности первый, второй и возможный дополнительный узлы настройки натяжения, а также тянущий узел, сконструированы предпочтительно так, что натяжение полотна по всей его ширине остается, в основном, постоянным. Это достигается приблизительно за счет того, что узлы настройки натяжения и тянущий узел выполнены в виде пар тянущих валиков и, в частности, в виде резиновых валиков. У резиновых валиков давление на проходящее через валиковую пару бумажное полотно распределяется, как правило, равномернее, чем у известных (жестких) тянущих валиков, так что натяжение полотна равномерно устанавливается по всей его ширине.
Именно для отделанных бумажных полотен требование к как можно более равномерному натяжению по ширине бумажного полотна имеет существенное значение, в частности, для предотвращения надрыва бумажного полотна или возникновения складок и, тем самым, потери отделанного материала. Предпочтительно тянущие валики, в частности резиновые валики, могут быть поэтому снабжены также на своей окружности определенным профилем, согласованным с формой поверхности проходящего бумажного полотна. Например, нанесенные на бумажные полотна средства отделки при прохождении бумажных полотен через соответствующие пары тянущих валиков могут восприниматься подходящими выемками профиля, так что даже в этом случае давление распределяется по ширине бумажного полотна приблизительно равномерно.
Как правило, в качестве тянущих валиков используют цилиндрические валики со стандартной окружностью 24 дюйма (60,96 см). Оба цилиндрических валика пары приводят по вращение обычно синхронно, так что окружная скорость одинакова. Оси обоих цилиндрических валиков точно ориентированы друг на друга и перпендикулярны направлению движения бумаги. Тем самым, оказываемое парой тянущих валиков на проходящие между ними бумажные полотна давление прижима одинаково, и бумажные полотна перемещаются прямолинейно без малейшего угла обвива. Очевидно, что в зависимости от материала или податливости оболочки тянущих валиков или от гладкости поверхности бумажного полотна окружная скорость пар тянущих валиков должна быть согласована с соответствующей толщиной проходящих между ними бумажных полотен. В особых случаях может быть также предпочтительным приведение обоих тянущих валиков во вращение отдельно и независимо друг от друга.
Настройка продольной приводки бумажного полотна может происходить, в принципе, двумя путями. Во-первых, за счет того, что путь движения бумажного полотна в пределах индивидуального тракта обработки непосредственно настраивают с помощью узла настройки продольной приводки. Во-вторых, за счет того, что используют связанное с упругостью бумажных полотен и зависимое от натяжения растяжение бумажных полотен, с тем чтобы метки на разных бумажных полотнах сместить по отношению друг к другу до их совпадения на общем тракте обработки с точной продольной приводкой.
Непосредственная настройка пути движения имеет то преимущество, что продольная приводка бумажного полотна может быть настроена непосредственно и независимо от натяжения полотна. Тогда следует позаботиться о том, чтобы одновременно с изменением пути движения бумажного полотна согласовать его подачу на лежащем перед узлом настройки продольной приводки частичном тракте синхронно с изменением пути движения.
У второй возможности настройки продольной приводки с использованием упругого растяжения полотен могут возникнуть проблемы, если бумажные полотна запечатывают в другом состоянии растяжения, чем в том, в котором они присутствуют в готовом изделии. Следствием могут быть тогда неприемлемые искажения оттиска. Решение этой проблемы предоставляет техника цифровой печати. При цифровой печати последующее искажение оттиска можно компенсировать уже во время печатания за счет того, что оттиск сознательно наносят во встречном направлении настолько искаженным, что последующее искажение компенсируется вследствие изменяющегося растяжения бумажного полотна. Запечатывание относится к самым распространенным видам предварительной обработки отделываемых бумажных полотен. Описанная здесь комбинация техники цифровой печати и техники, основанной на растяжении настройки продольной приводки, дает здесь особый потенциал упрощения и снижения расходов на отделочные процессы, поскольку предварительная обработка бумажных полотен может стать ненужной и можно использовать более дешевую бумагу-основу, если все необходимые для готового изделия отделочные процессы могут быть проведены в одном устройстве.
Преимущественно узлы настройки натяжения образованы парами тянущих валиков. Расположение других таких узлов настройки натяжения предпочтительно, в частности, тогда, когда тракт обработки особенно длинный или когда на тракте обработки следует пройти последовательно несколько этапов отделки, с тем чтобы на каждом частичном тракте согласовать натяжение полотна с соответствующими трактами обработки и надежно поддерживать на каждом частичном тракте.
В зависимости от качества бумажного полотна, в частности с особенно гладкой поверхностью, также несколько настроенных на одинаковую скорость движения пар тянущих валиков могут быть объединены в один узел настройки натяжения. Целью этого является обеспечение достаточного силового замыкания между отдельными бумажными полотнами и вытеснение, возможно, имеющихся между бумажными полотнами воздушных пузырьков, что является часто возникающей проблемой, особенно у многослойных бумажных полотен.
С помощью устройства согласно изобретению возможно также, что в зависимости от требования перед сведением всех бумажных полотен, по меньшей мере, один отделочный процесс может состоять в сведении, по меньшей мере, двух бумажных полотен.
Изобретение описано ниже чисто в качестве примера с помощью чертежа, на котором изображают:
- фиг.1 в частично схематичном виде сбоку первую форму выполнения комплексного устройства,
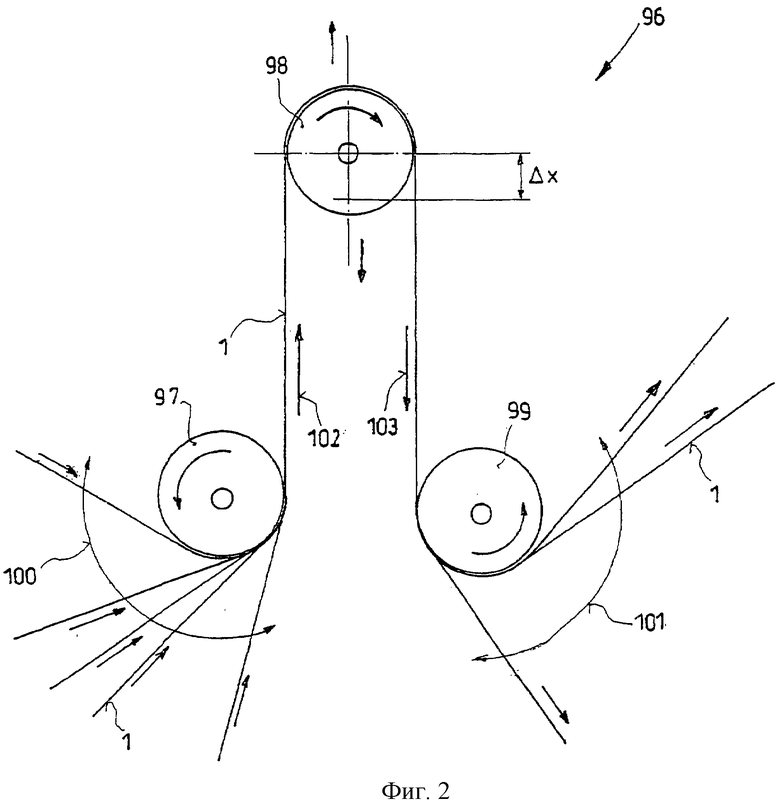
- фиг.2 узел настройки продольной приводки для непосредственной настройки продольной приводки,
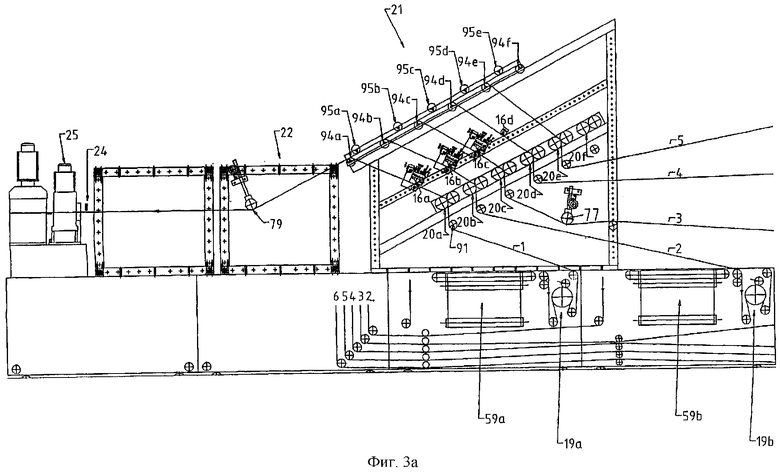
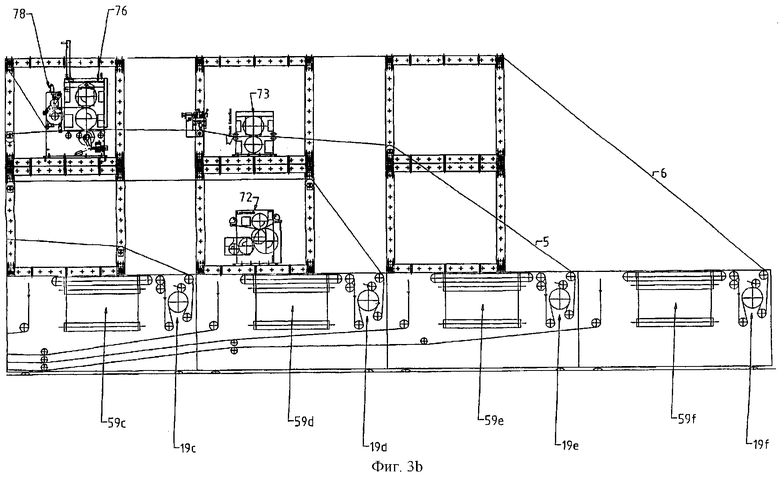
- фиг.3 в реальном виде сбоку вторую форму выполнения комплексного устройства,
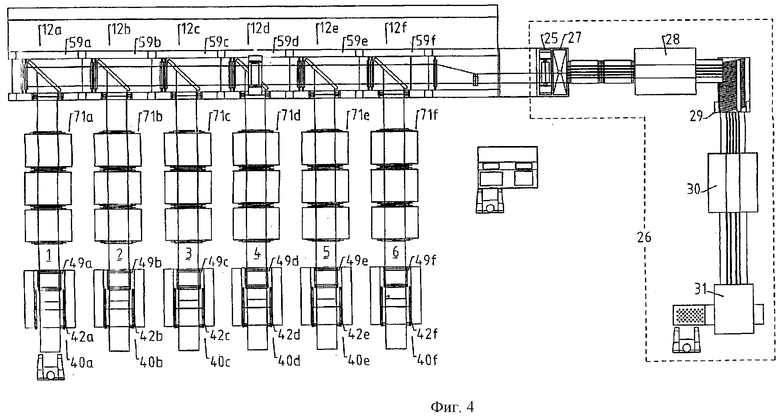
- фиг.4 вид сверху на вторую форму выполнения комплексного устройства,
- фиг.5 в схематичном виде сбоку первую форму выполнения в направлении взгляда перпендикулярно направлению взгляда на фиг.1,
- фиг.6 в схематичном виде сбоку третью форму выполнения с особым пояснением элементов блока управления
Фигуры описаны ниже во взаимосвязи.
На фиг.1 в упрощенном, частично схематичном виде, не во всех частях в реальном масштабе изображена первая форма выполнения устройства согласно изобретению. Четыре бумажных полотна 1, 2, 3, 4 в направлении взгляда наблюдателя разматывают каждое с подающих узлов (не показаны) и с помощью отклоняющих узлов (на чертеже показан один отклоняющий узел 12 с для третьего бумажного полотна) отклоняют на чертеже под прямым углом вправо.
В изображенном примере отклоняющие узлы выполнены в виде так называемых поворотных крестовин 59a, 59b, 59c, 59d. Поворотная крестовина представляет собой отклоняющий узел, состоящий, по меньшей мере, из одного цилиндрического отклоняющего валика, причем отклоняющий валик установлен своей осью параллельно образованной поверхностью бумаги плоскости и под углом 45° к направлению движения поступающей бумаги. После прохождения поворотной крестовины нормаль к образованной поверхностью бумаги плоскости остается неизменной или оказывается обратной (т.е. бумажное полотно перевернуто «сверху вниз»), направление движения бумажного полотна, однако, отклонено под прямым углом (90°). Вид сбоку таких поворотных крестовин 59a, 59b, 59c, 59d, 59e, 59f показан на фиг.3, а вид сверху на них - на фиг.4.
Точный принцип действия поворотной крестовины не является для изобретения существенным. Предпочтительно такие поворотные крестовины обеспечивают, однако, хорошо видную на фиг.2 и 3 пространственно компактную и экономящую место конструкцию всего устройства. Все отделываемые бумажные полотна 1-6 подают от установленных параллельно рядом друг с другом, в основном, конструктивно одинаковых размоточных узлов 40a-40f (фиг.4) в также установленные параллельно рядом друг с другом, в основном, конструктивно одинаковые системы 71a-71f цифровой печати (фиг.4) и запечатывают там, после чего отклоняют в одинаковое направление движения посредством поворотных крестовин 59a-59f.
За поворотной крестовиной для каждого бумажного полотна следует в качестве первого средства настройки натяжения полотна первый узел 19 настройки натяжения. В качестве примера на фиг.1 для бумажного полотна 4 первый узел настройки натяжения обозначен поз. 19d и обведен штриховой линией.
Эта предпочтительная форма выполнения устройства 19d настройки натяжения описана на фиг.1. Устройство 19d настройки натяжения состоит из первого отклоняющего валика 81, вариатора 82, прижимного валика 83, валика 84 измерения натяжения и в виде опции второго отклоняющего валика 85. Оси всех валиков ориентированы параллельно друг другу. Вариатор 82 расположен в плоскости симметрии, относящейся к первому отклоняющему валику 81 и к валику 84 измерения натяжения. Положение вариатора 82 может быть изменено в плоскости симметрии относительно первого отклоняющего валика 81 и валика 84 измерения натяжения (т.е. на фиг.1 вверх или вниз) при неизменном, в основном, угле обвива вариатора 82 бумажным полотном. Прижимной валик 83 образует с вариатором 82 валиковую пару, она установлена с оказанием давления на вариатор 82. Бумажное полотно обвито вокруг валика 84 измерения натяжения, так что натяжение полотна можно измерить за счет оказания усилия натяженного бумажного полотна на валик 84 измерения натяжения (на фиг.1 усилие, тянущее валик 84 измерения натяжения вверх). Целесообразно подшипники (не показаны) оси валика 84 измерения натяжения установлены в датчике усилия (не показан). Второй отклоняющий валик 85 отклоняет бумажное полотно на выходе устройства 19d настройки натяжения в нужное выходное направление. Эта функция второго отклоняющего валика 85 несущественна для функционирования показанного устройства в качестве узла настройки натяжения.
Как видно из фиг.1 и 3, соответственно все четыре или шесть бумажных полотен после прохождения поворотных крестовин соответственно 59a-59d или 59a-59f при пространственном рассмотрении проходят соответственно друг над другом или друг под другом. При этом они, однако, еще не сведены, а проходят лишь еще независимо друг от друга по индивидуальным трактам 10а-10d обработки.
К индивидуальным трактам 10а-10d обработки относятся прежде всего уже описанные выше, в основном, конструктивно одинаковые первые узлы 19a-19d настройки натяжения. Затем следуют разные индивидуальные тракты 13а-13d обработки, вторые узлы 20a-20d настройки натяжения и средства согласованного регулирования продольных приводок 14a-14d. После этого бумажные полотна 1-4 сводят в сводящем узле 21 и подают к общему тракту 22 обработки.
В изображенном на фиг.1 примере бумажное полотно 1 не подвергают индивидуальному отделочному процессу. Бумажное полотно 2 фальцуют на фальцевальном ноже 77 в его продольном направлении. Бумажное полотно 3 проходит через клеевой аппарат 72. Бумажное полотно 4 проходит сначала через высекальное устройство 73 с устройством 74 для удаления высечных обрезков 75, на котором закреплен контейнер для сбора высечных обрезков 75, а затем через аппарат 76 для выдачи объектов, например карточек с ответами, пакетиков с образцами и т.п., прикрепляемых посредством клеевого сопла 78.
Общий тракт 22 обработки состоит на фиг.1 из фальцевального ножа 79, который фальцует четыре сведенных бумажных полотна сообща в продольном направлении, щупа 24 и тянущего узла 25, который выполнен в виде двух одинаковых, прижатых друг к другу и приводимых во вращение навстречу друг другу тянущих валиков.
К общему тракту 22 обработки примыкает еще улавливающее устройство 26 для отделанных и сведенных бумажных полотен. В качестве первого элемента улавливающего устройства 26 на фиг.1 показан форматный резак 27. На фиг.4 при виде сверху в примерной форме выполнения видны возможные дополнительные последующие элементы улавливающего устройства 26, в частности первый ротационный форматный резак 28, позицию 29 отклонения на 90°, второй ротационный форматный резак 30 и компенсирующее стапельное устройство 31 для нарезанных по формату готовых изделий.
При прочном сжатии, т.е. когда проскальзывание бумажного полотна через прижатые друг к другу валики невозможно, можно за счет скорости вращения нажимного валика 93 достичь скорости продвижения бумажного полотна и, тем самым, определенного относительно тянущего узла 25, преимущественно тормозящего действия и, таким образом, установить на промежуточном отрезке бумажного полотна и, тем самым, на общем тракте 22 обработки определенное, одинаковое для всех бумажных полотен натяжение. Соответственно можно по сравнению с первым узлом 19 настройки натяжения, в частности по сравнению с образованной прижимным валиком 83 и вариатором 82 парой нажимных валиков, создать тянущее действие и, тем самым, также определенное натяжение полотна.
Изображенные в примере на фиг.1 средства согласованного регулирования продольных приводок 14 включают в себя узел 15 настройки продольных приводок, щупы 16 продольных приводок и устройство регулирования продольных приводок (не показано). Узел 15 настройки продольных приводок расположен предпочтительно между концом индивидуального тракта 13 отделки и непосредственно перед сводящим узлом 21 и обеспечивает непосредственную настройку пути движения бумажного полотна на индивидуальном тракте 13 отделки.
При общем рассмотрении непосредственная настройка пути движения бумажного полотна может происходить, например, за счет того, что отклоняющий валик, установленный своей осью перпендикулярно направлению движения бумажного полотна, прижимают, в основном, перпендикулярно поверхности бумажного полотна к нему, так что в результате этого изменяется угол обвива отклоняющего валика бумажным полотном. При возрастании угла обвива увеличивается и путь движения бумажного полотна, а его приводка смещается назад, если смотреть в направлении движения, относительно приводки других бумажных полотен.
К изображенному на фиг.1 узлу 15 настройки продольной приводки относится подвижный первый валик 91 и неподвижный второй валик 92. В результате изменения положения первого валика 91, в основном, в азимутальном направлении вокруг второго валика 92 изменяются угол обвива второго валика 92 бумажным полотном и, тем самым, путь движения бумажного полотна.
Особенно предпочтительным, как показано на фиг.1, является комбинирование узла настройки продольной приводки с узлом настройки натяжения в одно, состоящее из трех валиков устройство. На фиг.1 изображена комбинация узла 15 настройки продольной приводки со вторым узлом 20 настройки натяжения в одно устройство, состоящее всего из трех валиков, а именно подвижного первого валика 91, неподвижного второго валика 92 и нажимого валика 93.
В качестве альтернативы состоящей из валиков 91, 92 первой форме выполнения узла 15 настройки продольной приводки продольная приводка может быть настроена также непосредственно во второй, состоящей из трех валиков форме выполнения на фиг.2. Неподвижный входной валик 97 отклоняет направление входящего в устройство бумажного полотна 1 в определенное, обозначенное поз. 102 первое настроечное направление движения. Установленный в настроечном направлении 102 с возможностью вращения отклоняющий валик 98 отклоняет направление движения бумажного полотна в точно встречное обратное направление 103. Наконец, также неподвижный выходной валик 99 отклоняет бумажное полотно 1 в произвольно выбираемый широкий диапазон 101 выходных углов. Также входной угол бумажного полотна 1 может быть произвольно выбран в широком диапазоне 100. Важно, чтобы угол обвива отклоняющего валика 98 бумажным полотном был точно 180°. Это условие легко выполнимо за счет подходящего выбора расположения входного 97 и выходного 99 валиков относительно отклоняющего валика 98. Положение отклоняющего валика 98 может быть смещено вдоль настроечного направления 102. При смещении отклоняющего валика 98 на определенное расстояние Δх к входному 97 или выходному 99 валику (или от него) укорачивается (удлиняется) путь движения бумажного полотна на удвоенное расстояние 2Δх. Таким образом, настройка продольной приводки особенно легко калибруется точно по тракту.
На фиг.3 изображен масштабный и, в частности, технически более подробный в зоне реализованных поворотными крестовинами 59a-59f отклоняющих узлов, а также в зоне сводящего узла 21 вид сбоку комплексного устройства согласно изобретению для отделки и сведения шести бумажных полотен 1-6. Бумажные полотна, как и на фиг.1, в направлении взгляда наблюдателя выдают из подающих узлов (не показаны), запечатывают в системах цифрой печати (не показаны) и вводят в изображенное устройство посредством поворотных крестовин 59a-59f с отклонением вправо. После прохождения поворотных крестовин бумажные полотна проходят уже при пространственном рассмотрении над или под друг другом, однако еще не сведены в смысле изобретения. На фиг.3 справа рядом с каждой из конструктивно одинаковых между собой поворотных крестовин 59a-59f для каждого бумажного полотна 1-6 с также конструктивно одинаковыми между собой первыми узлами 19a-19f настройки натяжения начинается индивидуальный тракт обработки со следующими позициями отделки: бумажные полотна 1, 2 движутся без дополнительного этапа отделки непосредственно в уже описанную выше комбинацию узла 15а,15b настройки продольной приводки и второго узла 20а, 20b настройки натяжения, прежде чем они мимо щупов 16а, 16b, продольной приводки попадут в сводящий узел 21. Бумажное полотно 3 проходит сначала через фальцевальный нож 77, бумажное полотно 4 - через клеевой аппарат 72, а бумажное полотно 5 - через высечное устройство 73. Бумажное полотно 6 проходит через аппарат 76 выдачи, покрывается затем с помощью клеевого сопла 78 клеем и склеивается с бумажным полотном 5 в бумажное полотно 5'. После этого бумажные полотна 3, 4, 5' движутся еще отдельно в комбинацию узла 15с-15е настройки продольной приводки со вторым узлом 20с-20е настройки натяжения. Бумажные полотна 3, 4 проходят затем мимо щупов 16с, 16d продольной приводки, прежде чем они вместе с бумажным полотном 5 также не попадут в сводящий узел 21 и не будут сведены.
Щупы 16a-16d регистрируют метки, нанесенные с равными промежутками на проходящие мимо них бумажные полотна 1-4, и подают сигналы блоку управления устройства (не показан). По временнóй последовательности поступления сигналов блок управления проверяет, совпали ли продольные приводки отдельных бумажных полотен 1-4 между собой, и фиксирует для каждого бумажного полотна 1-4 возможное отклонение. Если будет установлено отклонение для одного из бумажных полотен 1-4, то для каждого движущегося с отклонением приводки бумажного полотна через соответствующее устройство регулирования продольной приводки (не показано) соответствующему узлу 15a-15d настройки продольной приводки подается управляющий сигнал по корректировке отклонения.
Щуп 24, расположенный непосредственно перед тянущим узлом 25, регистрирует метки, нанесенные на бумажное полотно 5', прилегающее в зоне сводящего узла 21 и последующего общего тракта обработки сверху к другим бумажным полотнам, и подает соответствующие сигналы блоку управления. С помощью выработанных щупом 24 сигналов блок управления распознает общую скорость движения сведенного бумажного полотна и посредством управляющего тянущим узлом регулирующего устройства может установить абсолютную скорость движения. Кроме того, из сравнения временной последовательности поступления сигналов щупа 24 с последовательностью сигналов, выработанных щупами 16a-16d, можно установить возможное отклонение продольной приводки бумажного полотна 5' от продольных приводок бумажных полотен 1-4 и скорректировать его за счет управления соответствующим бумажному полотну 5' узлом 15е настройки продольной приводки.
Сводящий узел 21 содержит, как показано на фиг.3, предпочтительно, по меньшей мере, для каждого из поступающих бумажных полотен 1-5' один отклоняющий валик 94а-94е и один направляющий валик 95а-95е. Оси вращения всех отклоняющих валиков 94а-94е расположены в первой плоскости, за счет чего бумажные полотна 1-5' после обвива отклоняющих валиков 94а-94е прилегают друг к другу. Каждый из отклоняющих валиков установлен с датчиком усилия, с помощью которого измеряют натяжение данного бумажного полотна.
На фиг.3 сведенные бумажные полотна проходят по общему тракту обработки через нож 79 окончательной фальцовки, тянущий узел 25, форматный резак и дополнительные агрегаты (на фиг.3 не показаны, а на фиг.4 показаны при виде сверху), в частности первый ротационный резак 28, позиция 29 отклонения на 90° и второй форматный резак 30. Отдельные готовые изделия после отделочного процесса, нарезанные по формату из сведенного бесконечного бумажного полотна, стапелируют в заключение друг на друга в компенсирующем стапельном устройстве 31.
Общий взгляд на расположение и размещение функциональных элементов устройства показывает его модульную конструкцию За счет этого со сравнительно малыми затратами можно расширить устройство для одновременной отделки нескольких бумажных полотен путем добавления соответственно дополнительно необходимых элементов или же путем замены отдельных элементов, в частности отделочных агрегатов, приспособить или переоборудовать устройство для других целей.
На фиг.4 изображен вид сверху на то же устройство, изображенное на фиг.3 при виде сбоку. Этот вид еще раз поясняет модульную конструкцию всего устройства.
Хорошо видно параллельное расположение шести подающих узлов для шести бумажных полотен 1-6. Более подробно каждый из подающих узлов 10а-40f включает в себя размоточный узел 40a-40f, в состав которых входят изображенные, в частности, на фиг.4 размоточные устройства 41a-41f c барабанами 42a-42f полотен и направляющее полотно устройство 49a-49f. В качестве первого этапа отделки каждое бумажное полотно 1-6 проходит через систему 71a-71f цифровой печати. Затем бумажные полотна 1-6 проходят через хорошо видные сверху поворотные крестовины 59а-59f и поступают на следующие тракты уже при пространственном рассмотрении над и под друг другом, так что здесь изображенные на фиг.3 элементы индивидуальных трактов отделки не видны. Хорошо видны, однако, сверху обрабатывающие агрегаты общего тракта обработки. К ним в порядке прохождения сведенного бумажного полотна более подробно относятся: конечный фальцовочный нож 79, тянущий узел 25, форматный резак 27, первый ротационный резак 28, позиция 29 поворота на 90°, второй форматный резак 30 и стапелирующее нарезанные готовые изделия друг на друга, компенсирующее стапельное устройство 31.
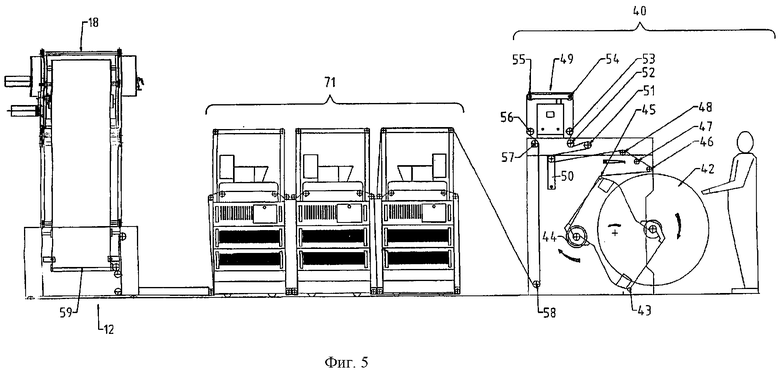
На фиг.5 изображен подробный вид сбоку отдельного подающего узла, как он предусмотрен в изображенном на фиг.3 и 4 устройстве для каждого бумажного полотна. В частности, в размоточном узле 40 хорошо видны размоточное устройство 41, в том числе с барабаном 42 полотна и направляющим полотно устройством 49, а также дальше по ходу бумажного полотна система 71 цифровой печати.
Изображение расположения элементов подающего узла служит лишь для полноты описания предпочтительной формы выполнения устройства согласно изобретению. Подробности, однако, несущественны для данного изобретения; поэтому в этом месте дальнейшее описание опущено.
Обычно запас отделываемого бумажного полотна намотан в рулон. Возможно также, чтобы в другой, не показанной форме выполнения подающего узла бумажное полотно было сфальцовано в продольные отрезки. В этом случае фальцы выполнены на бумажном полотне предпочтительно синхронно с возможной боковой приводкой и расположены так, чтобы они как можно меньше ухудшали внешний вид бумажного полотна.
Выше изобретение было описано в качестве примера с помощью конкретных предпочтительных форм выполнения. Различные изменения и модификации становятся очевидными для специалиста при чтении описания. Задумано, что все эти изменения и модификации считаются подпадающими под изобретение и, тем самым, относятся к объему нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПОДБОРКИ И ОТДЕЛКИ НЕСКОЛЬКИХ БУМАЖНЫХ ПОЛОТЕН | 1995 |
|
RU2141924C1 |
| СПОСОБ САМОРЕГУЛИРУЮЩЕГОСЯ УПРАВЛЕНИЯ ПРИВОДКОЙ КРАСКИ И ЛИНИИ РЕЗКИ В РОТАЦИОННЫХ ПЕЧАТНЫХ МАШИНАХ С НЕСКОЛЬКИМИ ПОЛОТНАМИ | 1999 |
|
RU2222432C2 |
| МАШИНА ПЕЧАТНАЯ РОТАЦИОННАЯ С РУЛОННОЙ ПОДАЧЕЙ БУМАГИ | 1995 |
|
RU2102242C1 |
| РОТАЦИОННАЯ РОЛЕВАЯ ПЕЧАТНАЯ МАШИНА | 1995 |
|
RU2129489C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ОКНА В УДЛИНЕННОЙ БУМАЖНОЙ ПОДЛОЖКЕ | 2007 |
|
RU2440922C2 |
| ПЕЧАТНАЯ СЕКЦИЯ И РУЛОННО-РОТАЦИОННАЯ ПЕЧАТНАЯ МАШИНА | 2002 |
|
RU2291784C2 |
| Комбинированная ротационная ролевая печатная машина, в частности для печатания ценных денежных знаков | 1990 |
|
SU1838151A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| СПОСОБ НАСТРОЙКИ ПЕРЕНОСА ПЕЧАТНОЙ КРАСКИ | 2005 |
|
RU2370371C2 |
| УСТРОЙСТВО И СПОСОБ ШЛИФОВАНИЯ ПОЛОТЕН ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1999 |
|
RU2224063C2 |
Изобретение относится к способу и устройству для сведения и отделки с контролем продольной приводки, по меньшей мере, двух бумажных полотен (1, 2, 3, 4), которые заметно отличаются друг от друга по качеству и выполняемым этапам отделки. Устройство имеет, по меньшей мере, два индивидуальных тракта (13А, 13В, 13С) обработки, сводящий узел (21) и общий тракт (22) обработки с контролем продольной приводки, а также средства регулирования продольной приводки (14), к которым относится, в основном, щуп продольной приводки на каждое бумажное полотно. На бумажные полотна с равными промежутками нанесены метки. Щупы (14) продольных приводок регистрируют метки и подают сигналы блоку управления, который фиксирует возможные отклонения и управляет средствами регулирования продольной приводки с возможностью корректировки отклонения продольной приводки. Устройство имеет средства настройки натяжения отдельных бумажных полотен, по меньшей мере, с двумя узлами (19A-D, 20A-D) настройки натяжения по ходу бумажных полотен и, по меньшей мере, на одном бумажном полотне, по меньшей мере, три узла настройки, с помощью которых натяжение полотен можно установить независимо друг от друга, по меньшей мере, на двух ограниченных ими частичных трактах Преимущественно частичные тракты, в основном, совпадают с индивидуальным и общим трактами обработки. Таким образом, натяжение полотна на индивидуальном тракте обработки можно оптимально согласовать с качеством бумаги и требованиями к отделочным процессам. Это обеспечивает возможность провести независимую различную отделку бумажных полотен различного качества с точной приводкой и минимальным количеством брака. 2 н. и 45 з.п. ф-лы, 5 ил. 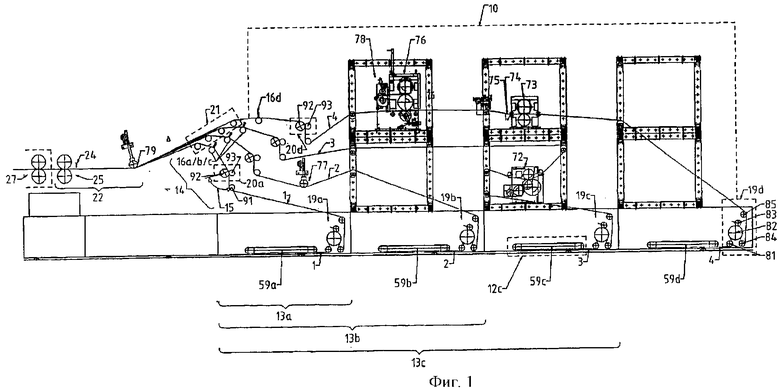
| WO 9528345 A1, 26.10.1995.EP 0328783 A, 23.08.1989.DE 1942444 A, 26.02.1970.RU 2141924 C1, 27.11.1999.RU 2102242 C1, 20.01.1998. |

