Изобретение относится к машиностроению, и может быть использовано при пластическом деформировании (ковке или прессовании) металлических изделий, на гидравлических и механических прессах, для дальнейшего изготовления из них деталей машин и механизмов.
Известен способ работы четырехбойкового ковочного устройства, включающего подачу металлического изделия в четырехбойковое ковочное устройство, приложение силы пресса к верхнему корпусу четырехбойкового ковочного устройства, приведение в движение верхнего корпуса четырехбойкового ковочного устройства, и соединенного с ним верхнего бойка, приведение в движение боковых ползунов, и соединенных с ними боковых бойков, пластическое деформирование металлического изделия в четырехбойковом ковочном устройстве, с помощью верхнего, нижнего и боковых бойков, после чего, удаление металлического изделия из четырехбойкового ковочного устройства [1].
В этом способе, прежде всего, никак не увеличивают силу пресса, при пластическом деформировании (ковке) металлического изделия. Это требует использования прессов с большими усилиями, большими габаритными размерами, и соответственно с большими затратами энергии на изготовление такого самого пластически деформированного металлического изделия. То есть при изготовлении одинаковых по внешнему виду пластически деформированных металлических изделий.
Кроме того, этот способ не позволяет значительно увеличить поперечные пластические деформации металлического изделия, относительно продольных пластических деформаций металлического изделия. То есть, не дает возможность увеличить пластические деформации металлического изделия в направлении, перпендикулярном, к направлению подачи металлического изделия в рамное устройство, относительно пластических деформаций металлического изделия в направлении, которое параллельно направлению подачи металлического изделия в рамное устройство. Четырехбойковое ковочное устройство для реализации этого способа не является устойчивым к ассиметричным нагрузкам (силам), и к значительным нагрузкам (силам), приложенным к бойкам, вызванных сопротивлением металла пластическим деформациям, направления которых перпендикулярны направлению сил пресса в плоскости, перпендикулярной направлению подачи металлического изделия в рамное устройство. Такие нагрузки могут привести к разрушению этого устройства.
При пластической деформации (ковке) металлического изделия, это не позволяет уменьшить осевую вытяжку металлического изделия вдоль его продольной оси (параллельно направлению подачи металлического изделия в четырехбойковое ковочное устройство), не уменьшая, при этом, качество изготовления металлического изделия, путем его пластического деформирования.
А это не дает возможность подавать в четырехбойковое ковочное устройство металлические изделия меньших изначальных поперечных размеров, например меньшего диаметра, что увеличивает затраты энергии при изготовлении такого самого пластически деформированного металлического изделия.
Наиболее близким является способ пластического деформирования металлического изделия в рамном устройстве, включающий подачу металлического изделия в рамное устройство, содержащее неподвижную и подвижную части рамы, приведение в движение подвижной части рамы рамного устройства, путем приложения к ней силы пресса, приложение увеличенной силы пресса с разных направлений, к металлическому изделию в рамном устройстве, и его пластическое деформирование с использованием увеличенной силы пресса, затем приведение в обратное движение подвижной части рамы рамного устройства, и удаление металлического изделия из рамного устройства [2].
Этот способ также не дает возможность подавать в рамное устройство металлические изделия меньших изначальных поперечных размеров, например меньшего диаметра, что увеличивает затраты энергии при изготовлении такого самого пластически деформированного металлического изделия.
В рамном устройстве, с помощью которого осуществляют этот способ, нет необходимого крепления деформирующих деталей (бойков) к держателям деформирующих деталей (держателям бойков). При значительных механических нагрузках (силах) приложенным к деформирующим деталям, обусловленных сопротивлением металла пластическим деформациям, и направленных перпендикулярно направлению увеличенной силы пресса в рамном устройстве, в проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, возможно разрушение этого устройства.
В основу изобретения поставлена задача, путем усовершенствования способа пластического деформирования металлического изделия в рамном устройстве, уменьшить затраты энергии на пластическое деформирование металлического изделия, при изготовлении такого самого пластически деформированного металлического изделия.
Поставленная задача решается тем, что в способе пластического деформирования металлического изделия в рамном устройстве, включающем подачу металлического изделия в рамное устройство, содержащее неподвижную и подвижную части рамы, приведение в движение подвижной части рамы рамного устройства, путем приложения к ней силы пресса, приложение увеличенной силы пресса с разных направлений, к металлическому изделию в рамном устройстве, и его пластическое деформирование с использованием увеличенной силы пресса, затем приведение в обратное движение подвижной части рамы рамного устройства, и удаление металлического изделия из рамного устройства, новым является то, что используют рамное устройство, содержащее левый держатель левой боковой деформирующей детали, выполненный с верхней наружной наклонной поверхностью, взаимодействующей с подвижной частью рамы, левую боковую деформирующую деталь, правый держатель правой боковой деформирующей детали, выполненный с верхней наружной наклонной поверхностью, взаимодействующей с подвижной частью рамы, и правую боковую деформирующую деталь, при этом путем взаимодействия с подвижной частью рамы рамного устройства обеспечивают движение левого держателя левой боковой деформирующей детали рамного устройства вместе с левой боковой деформирующей деталью и/или обеспечивают движение правого держателя правой боковой деформирующей детали рамного устройства вместе с правой боковой деформирующей деталью, навстречу один к другому, с обеспечением опоры левого держателя левой боковой деформирующей детали своей нижней наружной поверхностью на неподвижную часть рамы рамного устройства, и правого держателя правой боковой деформирующей детали своей нижней наружной поверхностью на неподвижную часть рамы рамного устройства, при этом нижняя наружная поверхности левого держателя левой боковой деформирующей детали, и нижняя наружная поверхность правого держателя правой боковой деформирующей детали рамного устройства, расположены в разных горизонтальных плоскостях или под разным углом наклона к горизонтальной плоскости, а увеличенную силу пресса прикладывают к металлическому изделию с помощью левой и/или правой деформирующих деталей рамного устройства, так что, по меньшей мере, одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, параллельно горизонтальной плоскости и смещено по вертикали, относительно проекции центра массы металлического изделия на эту плоскость, или, по меньшей мере, одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, образует угол с горизонтальной плоскостью, или используют рамное устройство, содержащее левый держатель левой боковой деформирующей детали и/или правый держатель правой боковой деформирующей детали, выполненные с внутренними наклонными поверхностями, верхний держатель верхней деформирующей детали с верхней деформирующей деталью, а также нижний держатель нижней деформирующей детали с нижней деформирующей деталью, при этом с помощью движущегося левого держателя левой боковой деформирующей детали и/или с помощью движущегося правого держателя правой боковой деформирующей детали обеспечивают движение верхнего держателя верхней деформирующей детали рамного устройства, вместе с верхней деформирующей деталью, и движение нижнего держателя нижней деформирующей детали, вместе с нижней деформирующей деталью, навстречу один к другому, по внутренним наклонным поверхностям правого и левого держателей деформирующих деталей, а увеличенную силу пресса прикладывают к металлическому изделию с помощью верхней и нижней деформирующих деталей рамного устройства, так что, по меньшей мере, одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, перпендикулярно горизонтальной плоскости и смещено по горизонтали, относительно проекции центра массы металлического изделия на эту плоскость, или, по меньшей мере, одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, образует угол с горизонтальной плоскостью.
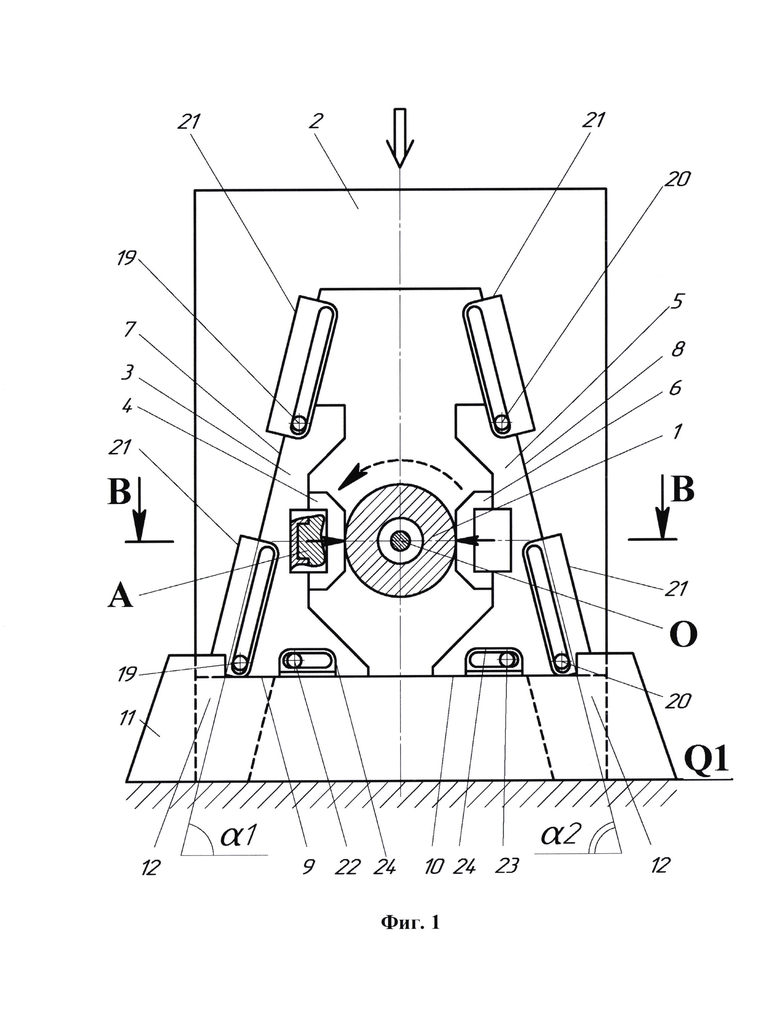
На фиг. 1 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при изготовлении полых цилиндрических заготовок из металла. Пластическое деформирование металлического изделия (полой цилиндрической заготовки из металла) осуществляют левой боковой деформирующей деталью, и правой боковой деформирующей деталью, так, что проекции направлений увеличенной силы пресса, левой и правой деформирующих деталей, являются мало смещенными по вертикали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются параллельными горизонтальной плоскости. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Темными сплошными стрелками указаны направления действия увеличенной силы пресса, прикладываемой к металлическому изделию, в рамном устройстве, при его пластическом деформировании. Пунктирной стрелкой указано направление приложения к металлическому изделию, крутящего момента силы. Буквой А обозначен разрез, на котором изображено расположение левой деформирующей детали рамного устройства (бойка), на левом держателе левой боковой деформирующей детали рамного устройства. Буквой О обозначен центр массы металлического изделия. Буквой Q1 обозначена горизонтальная плоскость. Буквой α1 обозначен угол наклона к горизонтальной плоскости, верхней наружной наклонной поверхности, левого держателя левой деформирующей детали рамного устройства. Буквой α2 обозначен угол наклона к горизонтальной плоскости, верхней наружной наклонной поверхности, правого держателя правой деформирующей детали рамного устройства.
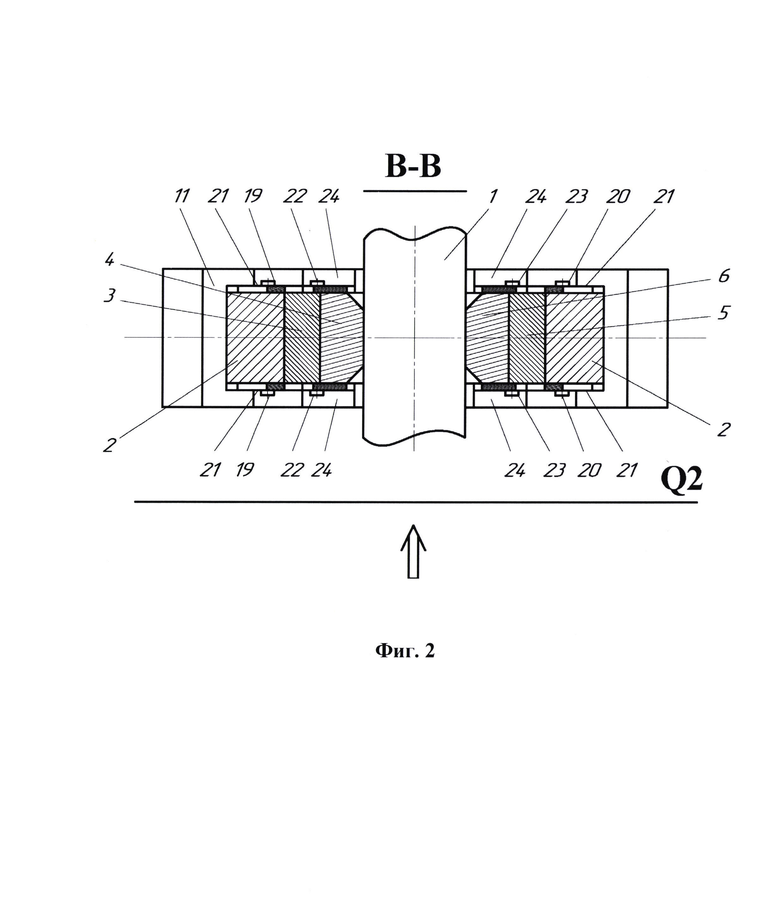
На фиг. 2 изображено сечение В-В, указанное на фиг. 1. Светлой сплошной стрелкой указано направление подачи металлического изделия в рамное устройство. Буквой Q2 обозначена вертикальная плоскость.
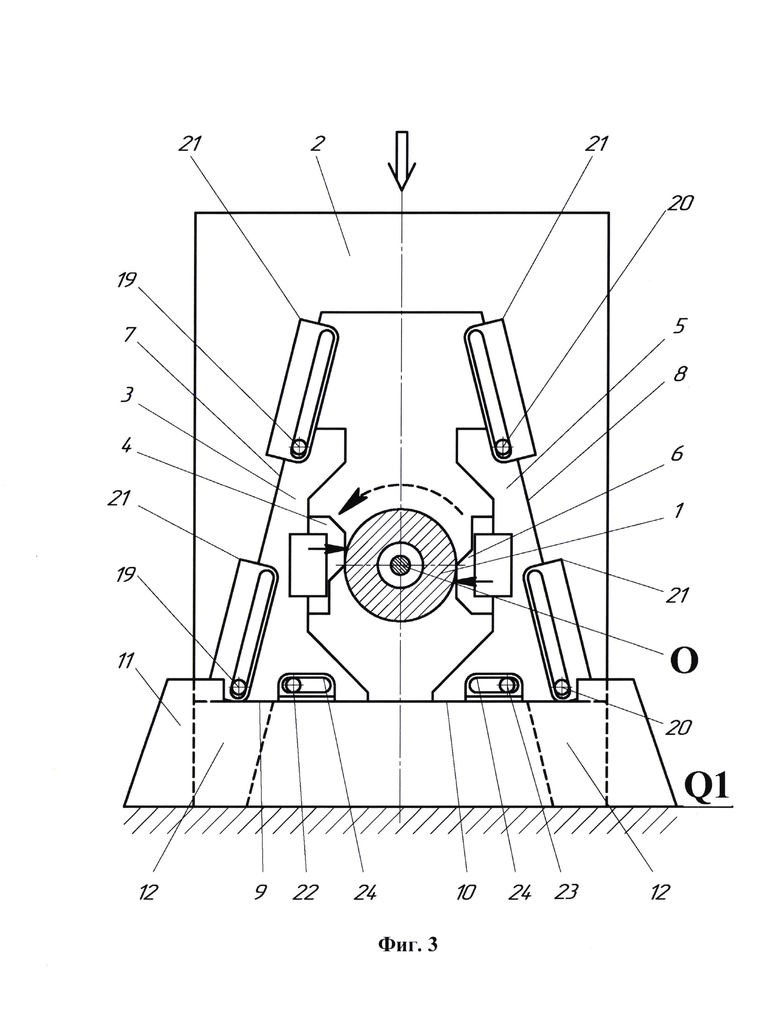
На фиг. 3 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при изготовлении полых цилиндрических заготовок из металла. Пластическое деформирование металлического изделия (полой цилиндрической заготовки из металла) осуществляют левой боковой деформирующей деталью, и правой боковой деформирующей деталью, так, что проекции направлений увеличенной силы пресса, левой и правой деформирующих деталей, являются значительно смещенными по вертикали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются параллельными горизонтальной плоскости. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Темными сплошными стрелками указаны направления действия увеличенной силы пресса, прикладываемой к металлическому изделию, в рамном устройстве, при его пластическом деформировании. Пунктирной стрелкой указано направление приложения к металлическому изделию, крутящего момента силы. Буквой О обозначен центр массы металлического изделия Буквой Q1 обозначена горизонтальная плоскость.
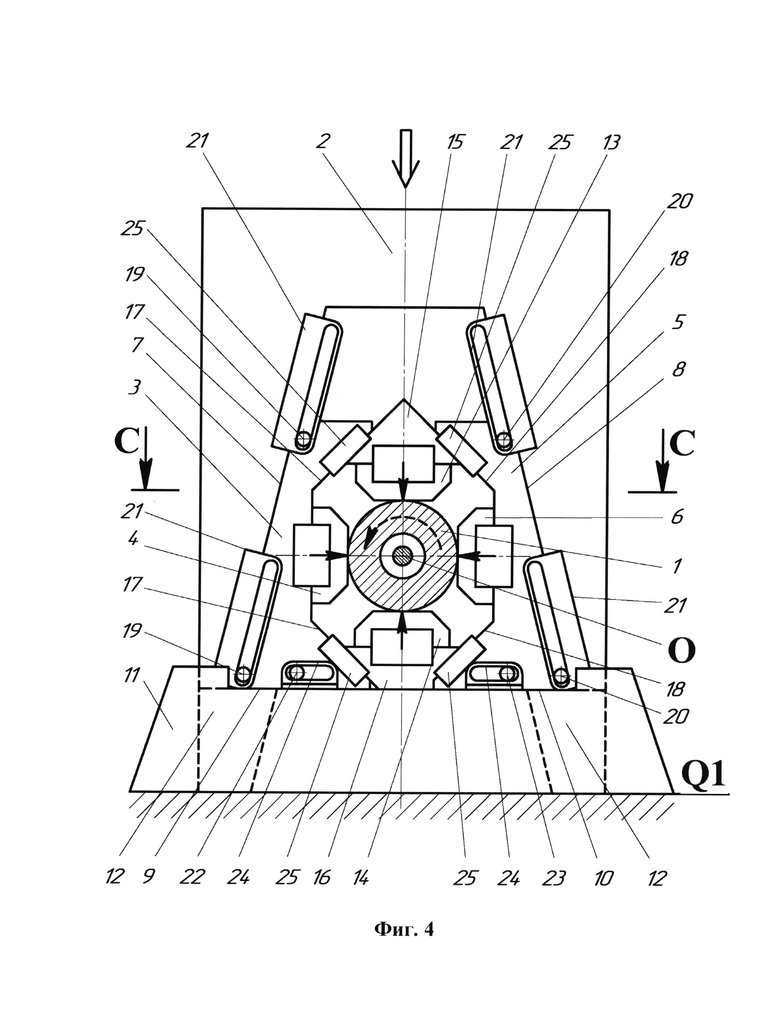
На фиг. 4 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при изготовлении полых цилиндрических заготовок из металла. Пластическое деформирование металлического изделия (полой цилиндрической заготовки из металла) осуществляют левой боковой деформирующей деталью, правой боковой деформирующей деталью, верхней деформирующей деталью, и нижней деформирующей деталью, так, что проекции направлений увеличенной силы пресса, левой и правой деформирующих деталей, являются мало смещенными по вертикали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются параллельными горизонтальной плоскости, и кроме того, проекции направлений увеличенной силы пресса, верхней и нижней деформирующих деталей, также мало смещены по горизонтали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются перпендикулярными горизонтальной плоскости. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Темными сплошными стрелками указаны направления действия увеличенной силы пресса, прикладываемой к металлическому изделию, в рамном устройстве, при его пластическом деформировании. Пунктирной стрелкой указано направление приложения к металлическому изделию, крутящего момента силы. Буквой О обозначен центр массы металлического изделия. Буквой Q1 обозначена горизонтальная плоскость.
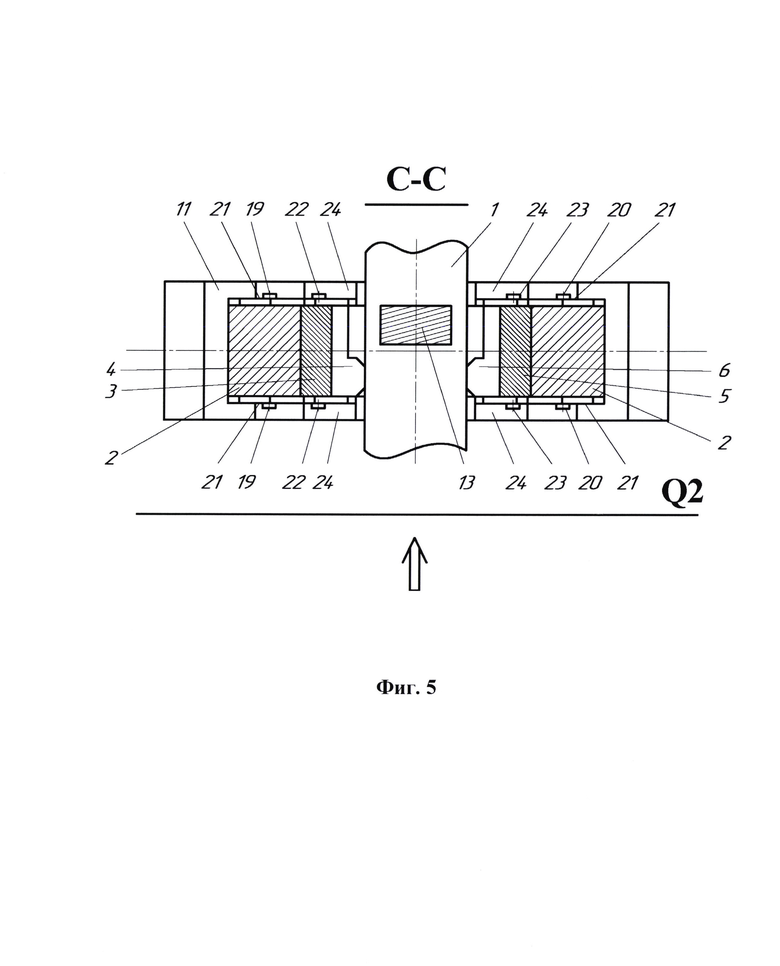
На фиг. 5 изображено сечение С-С, указанное на фиг. 1. Светлой сплошной стрелкой указано направление подачи металлического изделия в рамное устройство. Буквой Q2 обозначена вертикальная плоскость.
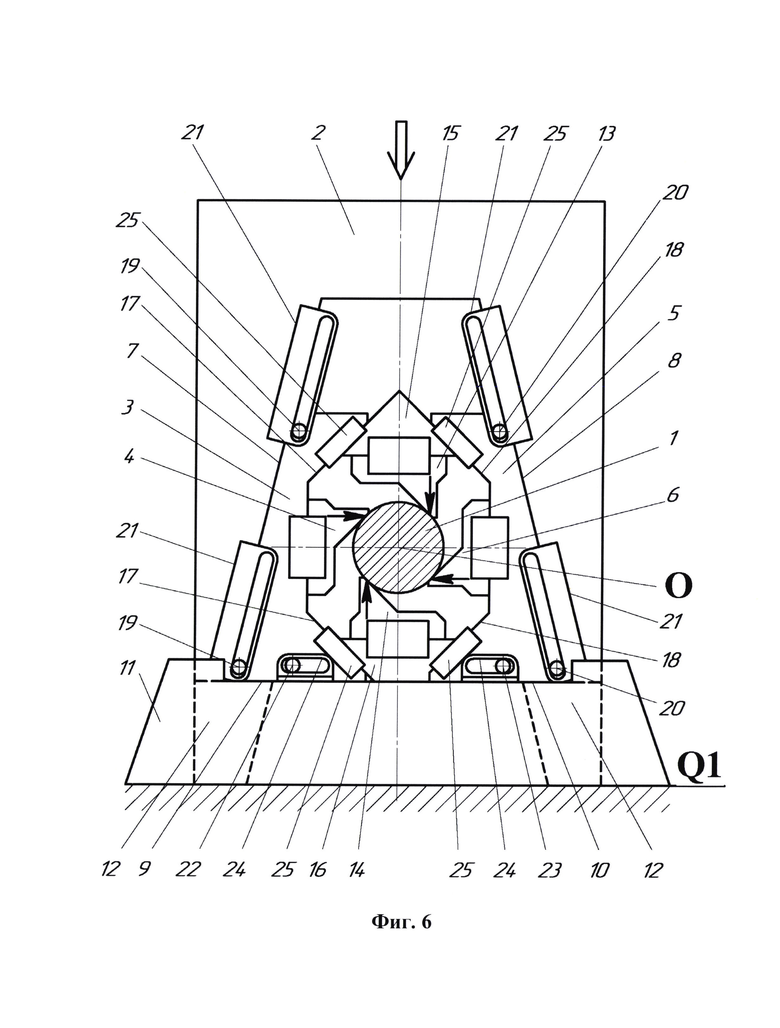
На фиг. 6 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при ковке цилиндрической заготовки из металла, в исходном (изначальном) состоянии. Пластическое деформирование металлического изделия (цилиндрической заготовки из металла) осуществляют левой боковой деформирующей деталью, правой боковой деформирующей деталью, верхней деформирующей деталью, и нижней деформирующей деталью, так, что проекции направлений увеличенной силы пресса, левой и правой деформирующих деталей, являются значительно смещенными по вертикали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются параллельными горизонтальной плоскости, и кроме того, проекции направлений увеличенной силы пресса, верхней и нижней деформирующих деталей, также значительно смещены по горизонтали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются перпендикулярными горизонтальной плоскости. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Темными сплошными стрелками указаны направления действия увеличенной силы пресса, прикладываемой к металлическому изделию, в рамном устройстве, при его пластическом деформировании. Буквой О обозначен центр массы металлического изделия. Буквой Q1 обозначена горизонтальная плоскость.
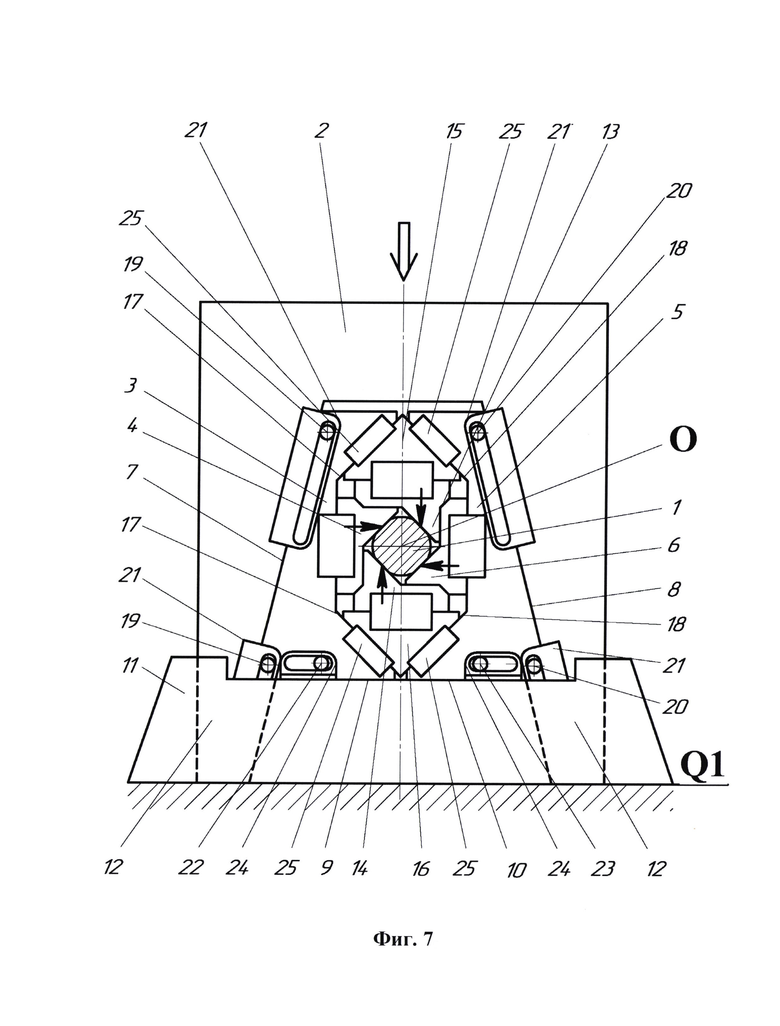
На фиг. 7 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при ковке цилиндрической заготовки из металла, в конечном (завершающем) состоянии. Пластическое деформирование металлического изделия (цилиндрической заготовки из металла) осуществляют левой боковой деформирующей деталью, правой боковой деформирующей деталью, верхней деформирующей деталью, и нижней деформирующей деталью, так, что проекции направлений увеличенной силы пресса, левой и правой деформирующих деталей, являются смещенными по вертикали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются параллельными горизонтальной плоскости, а проекции направлений увеличенной силы пресса, верхней и нижней деформирующих деталей, смещены по горизонтали, относительно направления к центру массы металлического изделия, в проекции на вертикальную плоскость, и являются перпендикулярными горизонтальной плоскости. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Темными сплошными стрелками указаны направления действия увеличенной силы пресса, прикладываемой к металлическому изделию, в рамном устройстве, при его пластическом деформировании. Буквой О обозначен центр массы металлического изделия. Буквой Q1 обозначена горизонтальная плоскость.
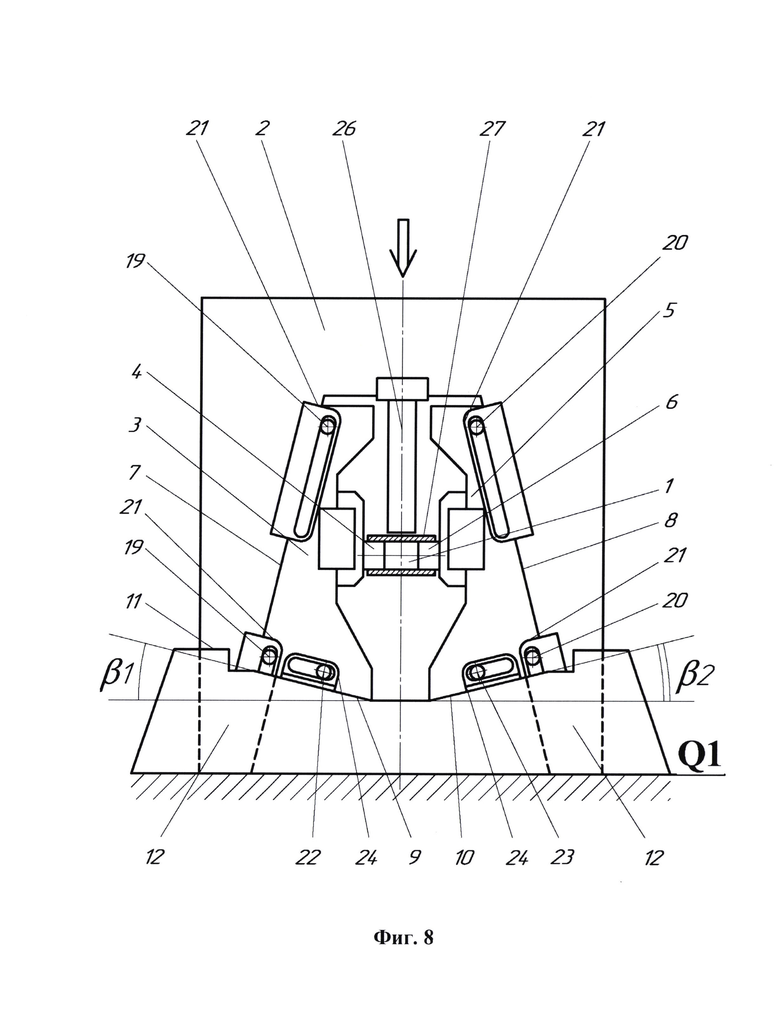
На фиг. 8 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при прессовании капсулы с металлическим порошком, в форме прессования для капсулы с металлическим порошком. Пластическое деформирование металлического изделия (капсулы с металлическим порошком) осуществляют левой боковой деформирующей деталью и правой боковой деформирующей деталью. Светлой сплошной стрелкой указано направление приложения силы пресса к подвижной части рамы рамного устройства. Буквой Q1 обозначена горизонтальная плоскость. Буквой β1 обозначен угол наклона к горизонтальной плоскости, нижней наружной наклонной поверхности, левого держателя левой деформирующей детали рамного устройства. Буквой β2 обозначен угол наклона к горизонтальной плоскости, нижней наружной наклонной поверхности, правого держателя правой деформирующей детали рамного устройства.
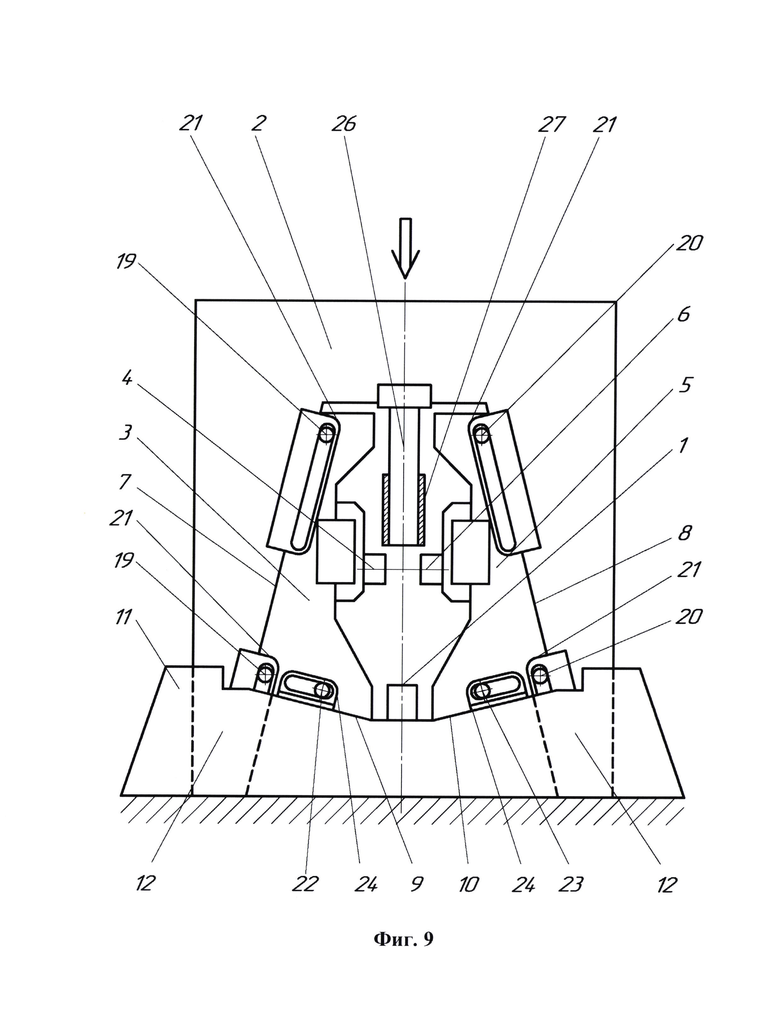
На фиг. 9 схематически изображено осуществление способа пластического деформирования металлического изделия в рамном устройстве, при использовании подвижной части рамного устройства, и неподвижно соединенной с ней деформирующей деталью подвижной части рамного устройства, для выталкивания капсулы с прессованным металлическим порошком, из формы для прессования капсулы с металлическим порошком.
Способ осуществляют следующим образом. Металлическое изделие 1 подают в рамное устройство, и прикладывают силу пресса к подвижной части рамы рамного устройства 2. Металлическое изделие 1 подают в рамное устройство, в холодном или в нагретом состоянии, где температура металлического изделия 1 должна соответствовать технологическим условиям его пластического деформирования.
Используя силу пресса, приводят в движение (движение вниз) подвижную часть рамы рамного устройства 2. На фиг. 1, 3, 4, 6, 7, 8, 9, направление приложения силы пресса к подвижной части рамы рамного устройства 2, совпадает с направлением движения подвижной части рамы рамного устройства 2, под действием силы пресса.
Металлическим изделием может быть чисто литая металлическая заготовка для изготовления детали, или металлическим изделием может быть металлическая заготовка для изготовления детали, которая уже прошла предварительное пластическое деформирование или предварительную механическую обработку.
Используя движение подвижной части рамного устройства 2, вниз, обеспечивают движение левого держателя левой боковой деформирующей детали рамного устройства 3, вместе с левой деформирующей деталью рамного устройства 4, и/или обеспечивают движение правого держателя правой боковой деформирующей детали рамного устройства 5, вместе с правой деформирующей деталью рамного устройства 6, навстречу один к одному (фиг. 1 - 9).
Движение левого держателя левой боковой деформирующей детали рамного устройства 3, обеспечивают путем взаимодействия подвижной части рамы рамного устройства 2, с верхней наружной наклонной поверхностью 7, левого держателя левой боковой деформирующей детали рамного устройства.
А движение правого держателя правой боковой деформирующей детали рамного устройства 5, обеспечивающего путем взаимодействия подвижной части рамы рамного устройства 2, с верхней наружной наклонной поверхностью 8, правого держателя правой боковой деформирующей детали рамного устройства.
Используя наклонные поверхности 7 и 8, увеличивают силу пресса в рамном устройстве. Для этого необходим угол наклона αl, наружной наклонной поверхности 7, к горизонтальной плоскости Q1, и/или для этого необходим угол наклона α2, наружной наклонной поверхности 8, к горизонтальной плоскости Q1 (фиг. 1).
Углы αl и α2 могут иметь численные значения в зависимости от технологии пластического деформирования металлического изделия в рамном устройстве. Пластическим деформированием металлического изделия в рамном устройстве может быть ковка или прессование металлического изделия.
При ковке металлического изделия, или симметричном прессовании металлического изделия, целесообразно использовать мало отличающиеся по величине углы α1 и α2. При прессовании металлического изделия сложной формы, в штампе, углы α1 и α2, могут быть значительно разными, в зависимости от формы металлического изделия, и технологии прессования металлического изделия.
Значения углов α1 и α2, не должны быть меньше 45 градусов, поскольку это исключит увеличение силы пресса в рамном устройстве. На фиг. 1, 3, 4, 6, 7, 8, 9 изображены наклонные поверхности 7 и 8, имеющие мало отличающиеся углы наклона к горизонтальной плоскости Q1, примерно 76 градусов. Это дает возможность увеличить силу пресса в рамном устройстве примерно в четыре раза, для каждого из держателей 3, или 5. Соответственно, расстояние передвижения левого держателя 3, а также расстояние передвижения правого держателя 5, уменьшают в четыре раза, относительно расстояния передвижения подвижной части рамы рамного устройства 2. То есть, подвижную часть рамы рамного устройства 2, используют как два соединенных между собой клина, где каждый клин имеет одну наклонную плоскость. Можно также использовать подвижную часть рамы рамного устройства 2, с одним клином, и таким образом обеспечивать движение только одного из держателей, держателя 3, или держателя 5.
Движение левого держателя левой боковой деформирующей детали рамного устройства 3, обеспечивают, используя его нижнюю наружную поверхность 9. А движение правого держателя правой боковой деформирующей детали рамного устройства 5, обеспечивают, используя его нижнюю наружную поверхность 10. При этом, левый держатель 3 опирается нижней наружную поверхностью 9, на неподвижную часть рамы рамного устройства 11. Правый держатель 5, опирается нижней наружной поверхностью 10, на неподвижную часть рамы рамного устройства 11.
Поверхности 7 и 8, и взаимодействующие с ними поверхности подвижной части рамы рамного устройства 2, а также поверхности 9 и 10, и взаимодействующие с ними поверхности неподвижной части рамы рамного устройства 11, содержат металлические накладки. К указанным металлическим накладкам, осуществляют подачу смазочных материалов, при работе рамного устройства, постоянно или периодически.
На фиг. 8 буквой β1 обозначен угол наклона к горизонтальной плоскости Q1, нижней наружной наклонной поверхности левого деформирующего устройства 9. А буквой β2 обозначен угол наклона к горизонтальной плоскости Q1, нижней наружной наклонной поверхности правого держателя правой деформирующей детали рамного устройства 10.
Значения углов β1 и β2 не должны быть больше 45 градусов, поскольку это неоправданно увеличит материалоемкость рамного устройства.
В процессе работы рамного устройства, подвижная часть рамы рамного устройства 2, и неподвижная часть рамы рамного устройства 11, также взаимодействуют между собой поверхностями, в отверстиях неподвижной части рамы рамного устройства 12. ( Отверстия 12 на фиг. 1, 3, 4, 6, 7, 8, 9 обозначены пунктирными линиями). Здесь также могут быть использованы дополнительные накладки, к которым подают смазочные материалы.
Подвижная часть рамы рамного устройства 2, в процессе работы рамного устройства, входит в отверстия 12, в которые и подают смазочные материалы, при работе рамного устройства. Смазочными материалами могут быть жидкие машинные масла различных марок, или густые смазки различных марок, способные выдерживать высокие температуры в ковочном оборудовании.
Увеличенную в рамном устройстве силу пресса прикладывают к металлическому изделию 1, в рамном устройстве с помощью левой деформирующей детали рамного устройства 4, и правой деформирующей детали рамного устройства 6 по направлениям, проекции которых лежат в вертикальной плоскости Q2, перпендикулярной направлению подачи, металлического изделия в рамное устройство. Направление подачи металлического изделия в рамное устройство на фиг. 2, и на фиг. 5, указано светлой сплошной стрелкой.
Проекции направлений увеличенной силы пресса, левой 4 и правой 6 деформирующих деталей, на фиг. 1 указаны темными сплошными стрелками. Деформирующими деталями, например, могут быть бойки при ковке или прессовании металлического изделия. Деформирующими деталями также могут быть детали штампа, при прессовании металлического изделия в штампе. (Объемная штамповка металлического изделия.)
Пластическое деформирование металлического изделия в рамном устройстве, также возможно осуществлять с помощью верхней деформирующей детали рамного устройства 13, и с помощью нижней деформирующей детали рамного устройства 14 (фиг. 4 - 7).
С помощью левого держателя левой боковой деформирующей детали рамного устройства 3, и/или с помощью правого держателя правой боковой деформирующей детали рамного устройства 5, обеспечивают движение верхнего держателя верхней деформирующей детали рамного устройства 15, вместе с верхней деформирующей деталью рамного устройства 13, и обеспечивают движение нижнего держателя нижней деформирующей детали рамного устройства 16, вместе с нижней деформирующей деталью рамного устройства 14, навстречу один к одному, по внутренним наклонным поверхностям левого держателя
деформирующих деталей рамного устройства 17, и по внутренним наклонным поверхностям правого держателя деформирующих деталей рамного устройства 18.
Поверхности 17 и 18, и взаимодействующие с ними поверхности верхнего 15 и нижнего 16 держателей деформирующих деталей рамного устройства, содержат металлические накладки, к которым подают смазочных материалов, при работе рамного устройства.
А увеличенную силу пресса, прикладывают к металлическому изделию 1, в рамном устройстве, с помощью верхней деформирующей детали рамного устройства 13, и нижней деформирующей детали рамного устройства 14, по направлениям, проекции которых лежат в вертикальной плоскости Q2, перпендикулярной направлению подачи металлического изделия 1, в рамное устройство.
При этом, хотя бы одно направление результирующей силы смещено по горизонтали, относительно направления силы, в проекции вертикальной плоскости Q2, относительно центра массы металлического изделия О, и перпендикулярно горизонтальной плоскости Q1, или хотя бы одно направление результирующей силы образует угол с горизонтальной плоскостью Q1, в проекции вертикальной плоскости Q2.
Проекции направлений результирующих сил, указаны темными сплошными стрелками на фиг. 1, 3, 4, 6, 7. Центр массы металлического изделия О, на фиг. 1, 3, 4, 6, 7, совпадает с центром симметрии поперечного сечения металлического изделия 1 в проекции на плоскость Q2.
Возможно пластическое деформирование металлического изделия осуществлять только верхней деформирующей деталью 13, и нижней деформирующей деталью 14. При этом, левая деформирующая деталь 4, и правая деформирующая деталь 6, в рамном устройстве могут отсутствовать.
Возможно, также пластическое деформирование металлического изделия производить всеми четырьмя деформирующими деталями, левой деформирующей деталью 4, правой деформирующей деталью 6, верхней деформирующей деталью 13 и нижней деформирующей деталью 14 (фиг. 4, 5, 6, 7).
При использовании рамного устройства на гидравлическом ковочном прессе, где деформирующими деталями будут бойки, пластическое деформирование металлического изделия (ковка металлического изделия), будет аналогичной ковке на радиально - ковочной машине (РКМ). На фиг. 6 и 7, указан вариант, когда пластическое деформирование металлического изделия осуществляют всеми четырьмя деформирующими деталями, где направление увеличенной силы пресса левой деформирующей детали 4, и направление увеличенной силы пресса правой деформирующей детали 6, значительно смещены одна относительно другой по вертикали, и являются параллельными горизонтальной плоскости Q1. А также указано, когда направление увеличенной силы пресса верхней деформирующей детали 13, и направление увеличенной силы пресса нижней деформирующей детали 14, значительно смещены одна относительно другой по горизонтали, и перпендикулярны горизонтальной плоскости Q1. Детали 4, 6, 13 и 14 имеют наклонные поверхности, контактирующие с металлическим изделием 1.
Соединение, каждой из деформирующих деталей, с держателем этой же деформирующей детали, осуществляют так, как это указано на разрезе А (фиг.1). Это обеспечивает высокую устойчивость деформирующей детали к значительным механическим нагрузкам (силам), приложенным к деформирующей детали, которые обусловлены сопротивлением металла пластическим деформациям, и которые направлены перпендикулярно направлению увеличенной силы пресса в рамном устройстве, в проекции на вертикальную плоскость Q2, перпендикулярную направлению подачи металлического изделия в рамное устройство.
После пластического деформирования металлического изделия 1 в рамном устройстве, с использованием увеличенной силы пресса, приводят в обратное движение (вверх) подвижную часть рамного устройства 2. С помощью подвижной части рамы рамного устройства 2, приводят в обратное движение держатели деформирующих деталей рамного устройства 3, 5, 15, 16, и соединенные с ними деформирующие детали рамного устройства 4,6, 13, 14, от металлического изделия 1.
Для этого используют верхние ролики левого держателя левой боковой деформирующей детали рамного устройства 19, и верхние ролики правого держателя правой боковой деформирующей детали рамного устройства 20. Ролики 19, и ролики 20, взаимодействуют с роликовыми опорными деталями подвижной части рамы рамного устройства 21, которые соединены с подвижной частью рамы рамного устройства 2.
И также, для обратного движения держателей 3 и 5, используют нижние ролики левого держателя левой боковой деформирующей детали рамного устройства 22, и нижние ролики правого держателя правой боковой деформирующей детали рамного устройства 23. Ролики 22, и ролики 23, взаимодействуют с роликовыми опорными деталями неподвижной части рамы рамного устройства 24, соединенные с неподвижной частью рамы рамного устройства 11.
Обратное движение верхнего держателя верхней деформирующей детали рамного устройства 15, вместе с верхней деформирующей деталью рамного устройства 13, и обратное движение нижнего держателя нижней деформирующей детали рамного устройства 16, вместе с нижней деформирующей деталью рамного устройства 14, осуществляют с помощью направляющих планок 25, так как это указано в источниках информации [1] и [2].
Обратное движение (движение вверх) подвижной части рамы рамного устройства 2, возможно осуществлять, используя пресс, которым
осуществляют пластическое деформирование металлического изделия 1, а возможно осуществлять, дополнительно используя газогидравлические пружины, как это указано в источнике информации [1], или используя газовые пружины.
При пластическом деформировании металлического изделия 1, в рамном устройстве, движение подвижной части рамы рамного устройства 2, вниз и вверх, может быть многократным. Это возможно при ковке металлического изделия 1.
После окончания пластического деформирования металлического изделия 1 в рамном устройстве, удаляют металлическое изделие 1 из рамного устройства. Подачу металлического изделия 1 в рамное устройство, удержание металлического изделия 1 в рамном устройстве, и удаление металлического изделия 1 из рамного устройства, можно осуществлять с помощью электромеханического, или гидравлического манипулятора.
Увеличение силы пресса в рамном устройстве, позволяет использовать гидравлические и механические пресса, с меньшими усилиями.
Пластическое деформирование металлического изделия в рамном устройстве позволяет увеличить поперечные пластические деформации металлического изделия, относительно продольных пластических деформаций металлического изделия. То есть, дает возможность увеличить пластические деформации металлического изделия в направлении, перпендикулярном, к направлению подачи металлического изделия в рамное устройство, относительно пластических деформаций металлического изделия в направлении, которое параллельно направлению подачи металлического изделия в рамное устройство (фиг. 3, 6, 7 ). При ковке металлического изделия, это позволяет уменьшить осевую вытяжку металлического изделия вдоль его продольной оси (параллельно направлению подачи металлического изделия в рамное устройство), не уменьшая, при этом, качество изготовления металлического изделия, путем его пластического деформирования. Это, в свою очередь, дает возможность подавать в рамное устройство, для пластического деформирования металлического изделия (ковке металлического изделия), металлические изделия меньших поперечных размеров, например меньшего диаметра.
Возможно также во время пластического деформирования металлического изделия 1, в рамном устройстве, к металлическому изделию 1, прикладывают крутящий момент силы. На фиг. 1, 3, 4, направление приложения крутящего момента силы, к металлическому изделию 1, указано пунктирной стрелкой. Вращающий момент силы к металлическому изделию 1, можно прикладывать, например, используя мощный гидравлический манипулятор.
Приложение крутящего момента силы к металлическому изделию 1, в рамном устройстве, позволяет осуществлять способ изготовления полых цилиндрических заготовок из металла, на гидравлических ковочных прессах [3]. Это может быть изготовление толстостенных труб, или изготовление полых приводных валов машин и механизмов.
Схематически изготовление полых цилиндрических заготовок, из металла, аналогично тому, как это указано в источнике информации [3], изображено на фиг. 1, 2, 3.
Схематически изготовление толстостенных труб, аналогично тому, как это указано в источнике информации [4], изображено на фиг. 4, 5.
Приложение крутящего момента силы, к металлическому изделию 1, в рамном устройстве, позволяет осуществлять способ ковки заготовки в четырехбойковом ковочном устройстве [5].
В рамном устройстве, этот способ можно осуществлять тогда, когда один из углов αl, или α2, является прямым, то есть составляет девяносто градусов. В этом случае перемещение одного из держателей, держателя 3 или держателя 5, будет отсутствовать.
Использование способов, указанных в источниках информации [3], [4], и [5], в промышленных условиях, было ограничено тем, что значительные нагрузки (силы) на бойки, при осуществлении поперечных пластических деформаций металлических изделий, могут привести к разрушению гидравлического ковочного пресса, или радиально - ковочной машины, или четырехбойкового ковочного устройства.
Все нагрузки на деформирующие детали рамного устройства, будут передаваться подвижной части рамного устройства 2, и неподвижной части рамы рамного устройства 11. При этом, подвижная часть рамного устройства 2, может двигаться только в вертикальном направлении, а неподвижная часть рамы рамного устройства не может двигаться ни в каком направлении, при пластическом деформировании металлического изделия 1.
Возможно также дополнительное использование подвижной части рамы рамного устройства 2 при непосредственном деформировании металлического изделия 1, или при вспомогательных операциях, связанных с деформированием металлического изделия. Для этого к подвижной части рамы рамного устройства 2, неподвижно присоединена деформирующая деталь подвижной части рамы рамного устройства 26 (фиг .8, 9).
Например, на фиг. 8 схематически изображено прессование металлического изделия 1, которым является капсула с металлическим порошком, вставленная в форму для прессования капсулы с металлическим порошком 27. Пластичное деформирование капсулы с металлическим порошком осуществляют левой боковой деформирующей деталью 4 и правой боковой деформирующей деталью 6.
После прессования металлического изделия 1 (капсулы с металлическим порошком), в форме для прессования капсулы с металлическим порошком 27, форму 27 поворачивают на угол в 90 градусов и выталкивают из нее металлическое изделие 1 (прессованную
капсулу с металлическим порошком), используя деформирующую деталь подвижной части рамы рамного устройства 26 (фиг. 9).
Использование деформирующей детали подвижной части рамы рамного устройства 26, позволяет не использовать дополнительное оборудование, и дополнительный пресс, для выталкивания прессованной капсулы с металлическим порошком.
Таким образом, способ пластического деформирования металлического изделия в рамном устройстве, позволяет уменьшить затраты энергии на пластическое деформирование металлического изделия, при изготовлении такого самого пластически деформированного металлического изделия. То есть при изготовлении одинаковых по внешнему виду пластически деформированных металлических изделий.
Кроме того, заявляемый способ позволяет увеличить силу пресса в четыре - пять раз, и значительно увеличить количество возможных технологических операций на прессах, при пластическом деформировании металлического изделия.
ПРИМЕР КОНКРЕТНОГО ВЫПОЛНЕНИЯ
Заявляемый способ опробован в лабораторных условиях. Рамное устройство было изготовлено из листового текстолита, толщина которого составляла около 20 мм. Работоспособность рамного устройства была проверена при приложении к нему различных нагрузок, не приводящих к разрушению указанного устройства.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Украины на изобретение № 118418, B21J 9/06 (2006.01), B21J 9/12 (2006.01), B21J 9/16 (2006.01), B21J 13/04 (2006.01), B21J 7/16 (2006.01), опубликован 10.01.2019, бюл. № 1.
2. Декларационный патент Украины на изобретение № 36703, 6 В21Л3/02, опубликован 16.04.2001, бюл. № 3.
3. Авторское свидетельство СССР № 715195, B21J 5/00, B21J 5/10, опубликовано 15.02.1980, бюл. № 6, (https://patents.su/).
4. Патент Российской Федерации на изобретение №2 010 655, B21J 5/00 (1990.01), В21К 21/00 (1990.01).
5. Патент Российской Федерации на изобретение № 2 406 588, В21J 1/04 (2006.01), B21J 5/00 (2006.01), опубликован 20.12.2010, бюл. №35.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕТЫРЕХБОЙКОВЫЙ ПРЕССОВЫЙ ШТАМП И КОВОЧНЫЙ ПРЕСС | 2014 |
|
RU2600153C2 |
| Способ работы твердотопливного водогрейного котла | 2018 |
|
RU2766971C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2010 |
|
RU2446906C1 |
| Способ работы конденсационного газового котла | 2019 |
|
RU2794921C2 |
| Способ сжигания твердого топлива в бытовом твердотопливном отопительном устройстве с помощью колосникового устройства и колосниковое устройство для осуществления этого способа | 2019 |
|
RU2794577C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2283718C2 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ КОВОЧНЫХ ПРЕССОВ | 2011 |
|
RU2454292C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2005 |
|
RU2314175C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при пластическом деформировании металлического изделия в рамном устройстве. Рамное устройство содержит левый держатель левой боковой деформирующей детали, имеющий верхнюю наружную наклонную поверхность, взаимодействующую с подвижной частью рамы, левую боковую деформирующую деталь, правый держатель правой боковой деформирующей детали, имеющий верхнюю наружную наклонную поверхность, взаимодействующую с подвижной частью рамы, и правую боковую деформирующую деталь. Подвижную часть рамы приводят в движение путем приложения к ней силы пресса. К металлическому изделию прикладывают увеличенную силу пресса с разных направлений и осуществляют его пластическое деформирование. Затем приводят в обратное движение подвижную часть рамы и удаляют металлическое изделие из рамного устройства. В результате обеспечивается уменьшение затрат энергии на пластическое деформирование металлического изделия. 9 ил. 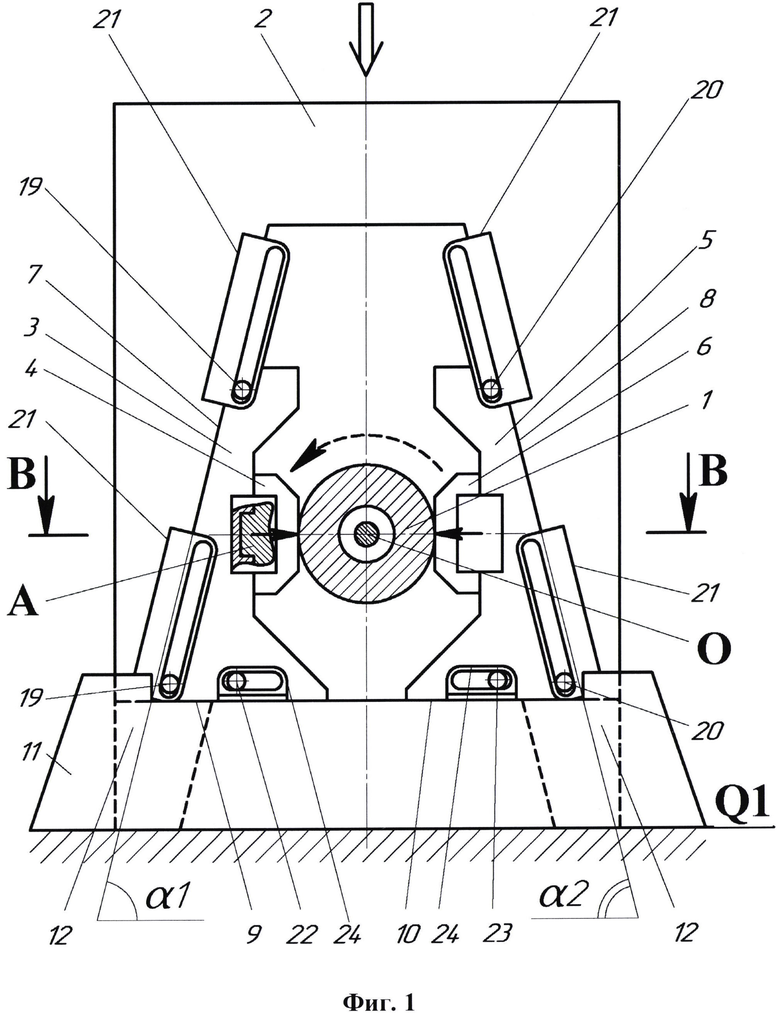
Способ пластического деформирования металлического изделия в рамном устройстве, включающий подачу металлического изделия в рамное устройство, содержащее неподвижную и подвижную части рамы, приведение в движение подвижной части рамы рамного устройства путем приложения к ней силы пресса, приложение увеличенной силы пресса с разных направлений к металлическому изделию в рамном устройстве и его пластическое деформирование с использованием увеличенной силы пресса, затем приведение в обратное движение подвижной части рамы рамного устройства и удаление металлического изделия из рамного устройства, отличающийся тем, что используют рамное устройство, содержащее левый держатель левой боковой деформирующей детали, выполненный с верхней наружной наклонной поверхностью, взаимодействующей с подвижной частью рамы, левую боковую деформирующую деталь, правый держатель правой боковой деформирующей детали, выполненный с верхней наружной наклонной поверхностью, взаимодействующей с подвижной частью рамы, и правую боковую деформирующую деталь, при этом путем взаимодействия с подвижной частью рамы рамного устройства обеспечивают движение левого держателя левой боковой деформирующей детали рамного устройства вместе с левой боковой деформирующей деталью и/или обеспечивают движение правого держателя правой боковой деформирующей детали рамного устройства вместе с правой боковой деформирующей деталью навстречу один к другому с обеспечением опоры левого держателя левой боковой деформирующей детали своей нижней наружной поверхностью на неподвижную часть рамы рамного устройства и правого держателя правой боковой деформирующей детали своей нижней наружной поверхностью на неподвижную часть рамы рамного устройства, при этом нижняя наружная поверхность левого держателя левой боковой деформирующей детали и нижняя наружная поверхность правого держателя правой боковой деформирующей детали рамного устройства расположены в разных горизонтальных плоскостях или под разным углом наклона к горизонтальной плоскости, а увеличенную силу пресса прикладывают к металлическому изделию с помощью левой и/или правой деформирующих деталей рамного устройства так, что по меньшей мере одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, параллельно горизонтальной плоскости и смещено по вертикали относительно проекции центра массы металлического изделия на эту плоскость или по меньшей мере одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, образует угол с горизонтальной плоскостью, или используют рамное устройство, содержащее левый держатель левой боковой деформирующей детали и/или правый держатель правой боковой деформирующей детали, выполненные с внутренними наклонными поверхностями, верхний держатель верхней деформирующей детали с верхней деформирующей деталью, а также нижний держатель нижней деформирующей детали с нижней деформирующей деталью, при этом с помощью движущегося левого держателя левой боковой деформирующей детали и/или с помощью движущегося правого держателя правой боковой деформирующей детали обеспечивают движение верхнего держателя верхней деформирующей детали рамного устройства вместе с верхней деформирующей деталью и движение нижнего держателя нижней деформирующей детали вместе с нижней деформирующей деталью навстречу один к другому по внутренним наклонным поверхностям правого и левого держателей деформирующих деталей, а увеличенную силу пресса прикладывают к металлическому изделию с помощью верхней и нижней деформирующих деталей рамного устройства так, что по меньшей мере одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, перпендикулярно горизонтальной плоскости и смещено по горизонтали относительно проекции центра массы металлического изделия на эту плоскость или по меньшей мере одно направление увеличенной силы пресса, действующее на металлическое изделие, в своей проекции на вертикальную плоскость, перпендикулярную направлению подачи металлического изделия в рамное устройство, образует угол с горизонтальной плоскостью.
| Формовочный штамп | 1979 |
|
SU801955A1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2010 |
|
RU2446906C1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2283718C2 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| Формовочный штамп | 1984 |
|
SU1224080A2 |
| Приспособление для крепления дверных скоб к обвязкам дверей | 1938 |
|
SU55249A1 |
| Способ компенсации апертурных искажений в телевизионных трубках | 1952 |
|
SU97607A2 |
| US 9821367 B2, 21.11.2017 | |||
| Производные -2-имино-1,3-тиазанона-4 вкачестве органических реагентов на катионы ртути,кадмия,кобальта, меди или трехвалентного железа | 1976 |
|
SU653258A1 |

