t
Изобретрние относится к устройствам обработки металлов давлением, в частности к формовочным штампам.
Цель изобретения - повышение производительности путем совмещения во времени съема готовой детали с оправки с обратным ходом бойка.
На фиг.1 изображен штамп, общий вид в продольном разрезе (исходное положение);, на фиг.2 - то же, в ко- нечньй момент формовки.
Штамп содержит размещенные на нижней плите 1 разъемные матрицы 2, подпружиненные пружинами 3 возврата, сидящими на тягах 4, и установленные на бойке 5 клинья 6 и полую оправку 7 с полым хвостовиком 8, расположенным в направляющей полости 9 бойка 5 с возможностью перемещения посредством пружины 10. При этом поверхность хвостовика 8 выполнена с кольцевой выемкой 11, а направляющая полость 9 - с кольцевой расточкой 12, образуя зазор между поверхностью хвостовика В и направляющей полостью 9 бойка 5, причем расточка 12 размещена от дна полости 9 на высоте, большей высоты цилиндрического участка хвостовика 8 оправки 7.
К донной части полости 9 бойка 5 подпружинен пружиной 13 в осевом направлении съемник готовой детали вьшолненный в виде нижнего 14 и вер
него 15 дисков, жестко связанных меж- 35 положение под действием возвратных
пружин 3 и тяг 4. Оправка 7 отжимается под действием возвратных пружин 3 и тяг 4. Оправка 7 отжимается в исходное положение пружиной 10, 4Q а диск 14 под действием пружины 13 снимает готовую деталь 20 с оправки 7 .
ду собой по периферии штангами 16, проходящими через отверстия, выполненные в нижнем торце хвостовика 8, и по оси симметрии толкателем 17,, установленным в отверстии оправки 7 с возможностью взаимодействия с жестко закрепленными на нижней плите 1 ступенчатым упором 18, диаметр верхней ступени которого меньше диаметра отверстия оправки 7. Верхний диск 15 размещен в полости хвостовика 8, а нижний 14 выполнен с
5
осевым отверстием, охватывающим оправку 7.
Позицией 19 на чертежах обозначена обрабатываемая заготовка, позицией 20 - готовая деталь.
Штамп работает следующим образом. Заготовка 19 устанавливается в фиксированное положение на плите 1. В исходном положении цилиндрический хвостовик 8 оправки 7 находится в крайнем нижнем положении в направля- нлцей полости 9 бойка 5. Нижний диск 14 съемника и толкатель 17 также находятся в крайнем нижнем положении под действием пружины 13. При рабочем ходе бойка 5 толкатель 17 упирается в выступающий над поверхностью матриц 2 упор 18 и сжимает пружину 13. При этом оправка 7 заходит в полость заготовки 19 до контакта с торцом больше ступени упора 18. При дальнейшем ходе бойка 5 хвостовик 8 оправки 7 перемещается вместе с нижним диском 14 съемника в направляющей- по5 лости 9, сжимая пружины 10 и 13. Цилиндрическая часть хвостовика 8 оправки 7 сходит с направляющей полос- ти 9 бойка 5;в расточку 12. Боек 5 через клинья 6 перемещает разъемные
0 матрицы 2, обжимающие заготовку 19 на оправке 7.
При обратоном ходе бойка 5 разъемные матрицы 2 возвращаются в исходное
0
положение под действием возвратных
пружин 3 и тяг 4. Оправка 7 отжимается под действием возвратных пружин 3 и тяг 4. Оправка 7 отжимается в исходное положение пружиной 10, а диск 14 под действием пружины 13 снимает готовую деталь 20 с оправки 7 .
Изобретение повышает производи- тельность штампа в результате совмещения во времени съема детали с оправки с обратным ходом бойка.
Cptfz.Z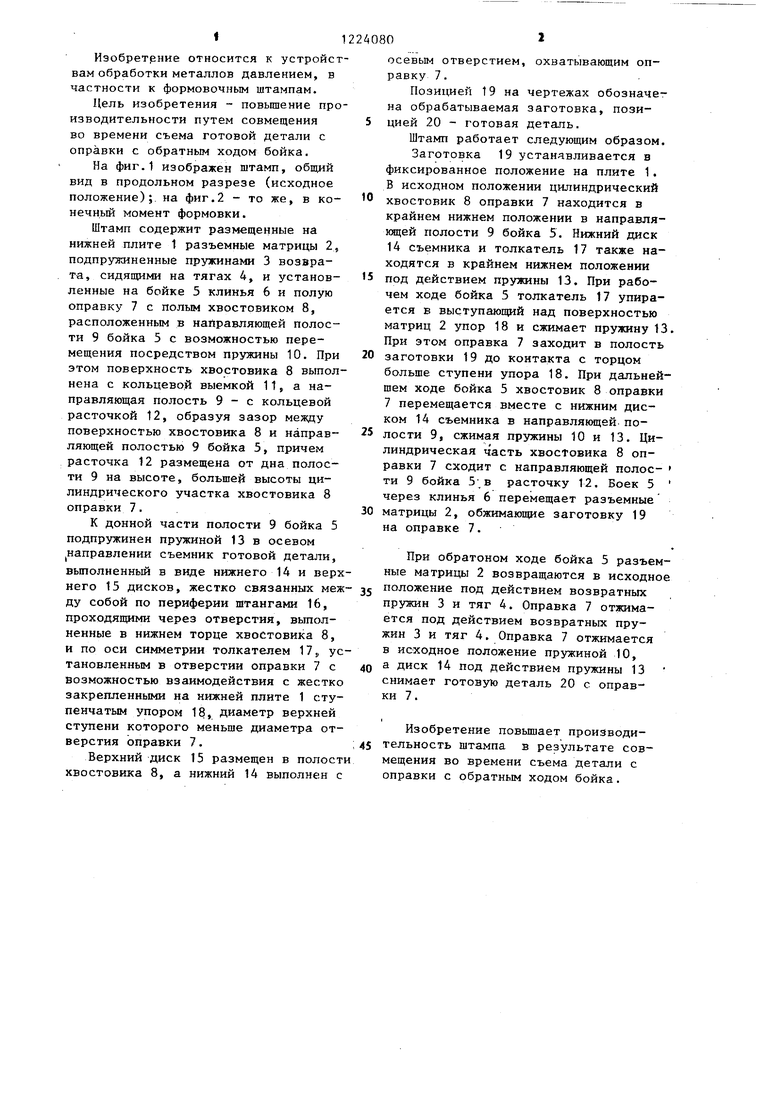
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный штамп | 1979 |
|
SU801955A1 |
| Штамп для калибровки полых изделий | 1983 |
|
SU1088838A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для пробивки отверстий в полых изделиях типа колпачков | 1984 |
|
SU1189543A1 |
| Комбинированный штамп для получения деталей из штучных листовых заготовок | 1989 |
|
SU1694284A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |

| Формовочный штамп | 1979 |
|
SU801955A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
