(54 ) ФОРМОВОЧНЫЙ ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный штамп | 1984 |
|
SU1224080A2 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для завивки краев листовой заготовки | 1987 |
|
SU1523222A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп для отрезки полых деталей | 1988 |
|
SU1655672A1 |
| Штамп для радиальной штамповки поковок с центровыми отверстиями | 1986 |
|
SU1382573A1 |
| ВЫСОКОСКОРОСТНОЙ молот | 1973 |
|
SU388824A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Устройство для изготовления деталей типа турбинных лопаток | 1981 |
|
SU1030084A1 |
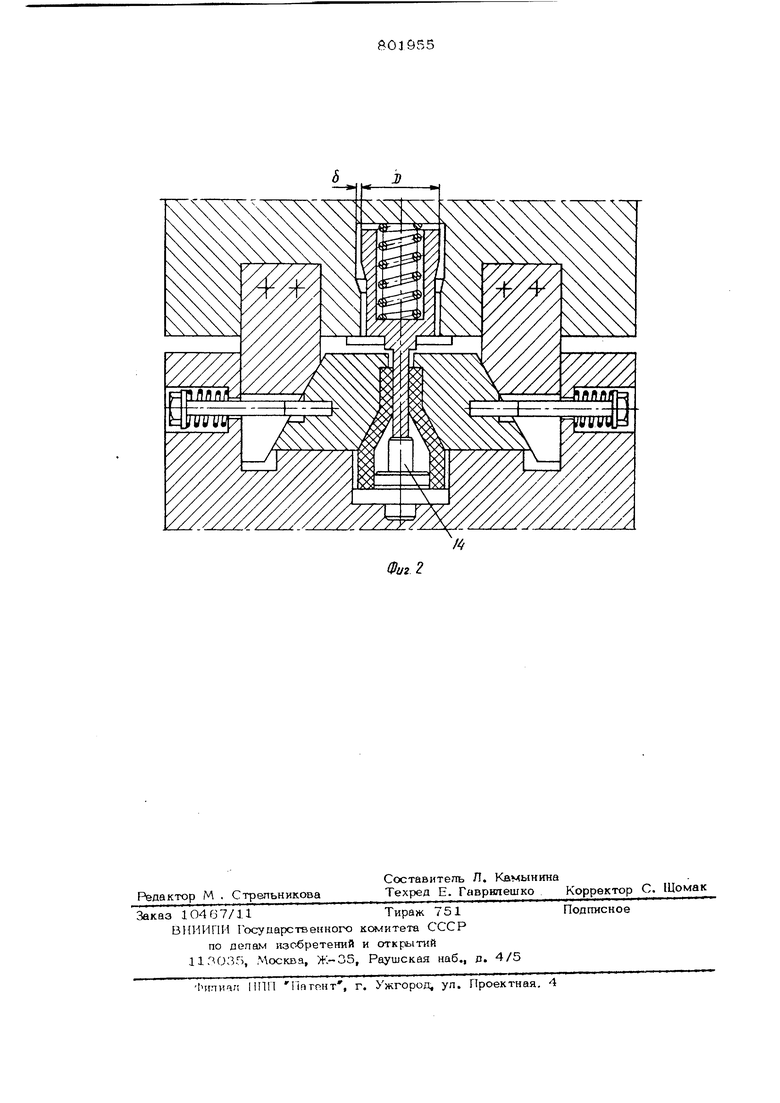
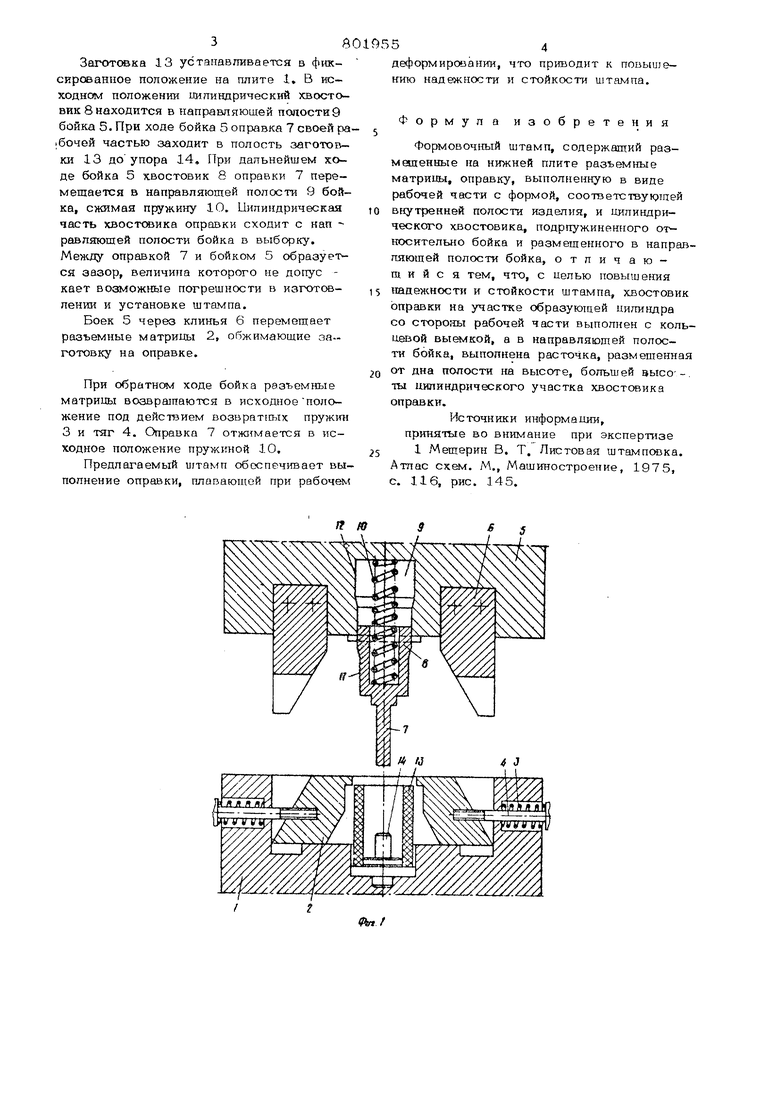
Изобретение относится к кузнечноштамповочному производству и предназначено для любых формоизменяющихся операций на деталях с внутренней полостью, имеющей тонкое поперечное сече1ше. Известен формовочный штамп, содержашнй размешенные на нижней плите разъ емные матрицы, оправку, выполненную в виде рабочей части с формой, соответст вуюшей внутрешей полости изделия, и Ш линдрического хвостсжика, подпружиненно го относительно бойка и размещенного в направляющей полости бойка 1) Недостатком штампа является дизкая. прочность оправки, что снижает .надежность и стойкость штампа. Цепь изобретения - повышение нажеднсюти и стойкости штампа. Указанная цель достигается тем, что хвостовик оправки на участке образующей цшиндра со стороны рабочей части выпопнен с кольцевой выемкой, а в направляющей полости бойка выполнена расточк размещенная от дна полости на высоте. большей высоты цилиндрического участка хвостовика оправки. На фиг. 1 изображен предлагаемый штамп в исходном положении/ на фиг. 2то же, в рабочем положении. Штамп содержит размещенные на нижней Плите 1 разъа 1ные матрицы 2, взаи модействуюшие с пружинами возврата 3 с помощью тяг 4, и установленные на бойке 5 клинья,6 и оправку 7 с охвостовиксм 8, расположенным в насфавдяющей полости 9 бойка 5 с возможностью перемещения посредством пружины 10. При этом поверхность хвостовика выполнена с кольцевой выемкой 11, а направляющая полость 9 - с кольцевой расточкой 12, образуя зазор между псжерхностью хвостовика 8 и направляющей полостью 9 бойка 5. При работе штампа рабочая поверхность оправки 7 входит в полость загот жки 13 и взаимодействует с упором 14. Штамп работает следующим образом.
Заготовка 13 устанавливается в фиксирсванное попожение на плите 1. В не- ходнсэм положении цилиндрический квостовик 8 находится в направляющей полости 9 бойка 5. При ходе бойка 5 оправка 7 своей ра ;бочей частью заходит в полость заготовки 13 доупора 14, При дальнейшем ходе бойка 5 хвостовик 8 оправки 7 перемешается в направляющей полости 9 бойка, сжимая пружину 10. Цилиндрическая часть хвостовика оправки сходит с нап равляющей полости бойка в выборку. Менузу оправкой 7 и бойком 5 образует ся зазор, величина которого не допус кает возможные погрешности в изготовлении и установке штампа.
Боек 5 через клинья 6 перемешает разъемные матрицы 2, обжимающие заготовку на оправке. При обратном ходе бойка разъемные
матрицы воавршпаются в исходное положение под действием возврат П:.1х пружин 3 и тяг 4. Оправка 7 отжзтмается в исходное положение пружиной 10.
Предлагаемый штамп обеспечивает выполнение оправки, плавающей при рабочем
деформирсеании, что приводит к повышению надежности и стойкости штампа.
Формула изобретения
Формовоч 1ый штамп, содержащий размешенные на нижней плите разъемные матрицы, оправку, выполненную в виде рабочей части с формой, соответствунрщей внутренней полости изделия, и 1илиндрического хвостовика, подрпужиненного относительно бойка и размешенного в направляющей полости бойка, отлич аю - щ и и с я тем, что, с целью повышения tiaaex HOcTH и стойкости штампа, хвостовик оправки на участке образующей цилиндра со сторогвы рабочей части выполнен с кольцевой выемкой, а в направляющей полости бойка, выполнена расточка, размешенна от дна полости на высоте, большей зысо-ты цилиндрического участка хвостовика оправки.
Источники информации, принятые во внимание при экспертизе
1 Мещерин В. Т, Листовая штампсжка. Атлас схем. М., Машиностроение, 1975, с. 116, рис. 145.
