Изобретение относится к области рекуперации промышленных отходов методом разделения с применением электролиза с мембраной, для получения обогащенного концентрата моно- и дикарбоновых кислот и раствора щелочи и может быть использовано на отечественных предприятиях по производству капролактама с целью импортозамещения компонентов смазочных материалов и специальных жидкостей.
На указанных предприятиях в результате обработки полупродукта едким натром образуется щелочной сток, содержащий натриевые соли карбоновых кислот. Сток может служить источником дорогих и дефицитных продуктов - натриевой щелочи, адипиновой и ряда монокарбоновых кислот, поступающих в страну исключительно по импорту, и являющихся исходными компонентами для производств основ современных синтетических масел, пластичных смазок и компонентов охлаждающих жидкостей (Чулков И.П., Реморов Б.С, Одинец Л.Г., Земляная Т.П. Проблемы производства синтетических эфиров как основ современных смазочных материалов. Химическая промышленность сегодня, 2015, №10, с. 37). В условиях обострения проблемы импортозависимости представляется целесообразным рассматривать щелочные стоки как сырье для получения ценных химических продуктов, в частности, компонентов смазочных материалов и специальных жидкостей.
Известен способ выделения монокарбоновых кислот из щелочного стока капролактама, включающий подкисление порции стока серной кислотой в присутствии экстрагента с последующей отгонкой из полученного экстракта растворителя и разделение монокарбоновых кислот ректификацией (СССР а.с. №789500, МКИ С07С 51/42, 1980 г.).
Недостатком способа является неполная регенерация из стока ценных продуктов. Выделяются только монокарбоновые кислоты, а дикарбоновые кислоты, в первую очередь - адипиновая, теряются и натриевая щелочь не регенерируется.
Известен также способ переработки отходов производства капролактама, включающий электролиз щелочных стоков в трехкамерном электролизере с двумя катионообменными мембранами. При этом через анодную камеру электролизера циркулирует раствор серной кислоты, в катодную камеру подают разбавленную натриевую щелочь, а в промежуточную камеру - щелочной сток (РФ патент №2066235, МПК В01D 61/44, 1994). Способ позволяет получить из щелочных стоков одновременно растворы натриевой щелочи и органических кислот, в основном адипиновой.
Недостатками способа являются высокое напряжение на электролизере, обусловленное повышенным сопротивлением двух катионообменных мембран и, связанный с этим высокий расход электроэнергии, увеличивающийся в процессе электролиза за счет отложения смолистых веществ на мембранах, а также повышенный расход самих дорогостоящих мембран. Кроме того, концентрация раствора алифатических органических кислот на выходе из промежуточной камеры электролизера не превышает 290 г/л в пересчете на адипиновую кислоту, что снижает экономические показатели последующих стадий выделения продуктов.
Наиболее близким по технической сущности и взятым за прототип является способ переработки отходов производства капролактама, включающий предварительное смешение стоков с сульфатным подкисляющим агентом с получением органической и водной фаз, электролиз водной фазы в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной - кислого анолита, подачу анолита на стадию смешения с новой порцией стоков, поддержание кислотности образующейся водной фазы не ниже 10 г/л в пересчете на серную кислоту, поддержание водного и солевого баланса анолитного цикла частичным упариванием водной фазы (РФ пат. №2681195, МГЖ С25В 1/16, 2018 - прототип).
Несмотря на то, что способ позволяет повысить содержание карбоновых кислот в органической фазе и получить пригодный к использованию в основном процессе производства капролактама раствор натриевой щелочи, требуется доработка способа с целью получения более обогащенного концентрата. Это обусловлено тем, что эффективность процесса последующего выделения целевых продуктов зависит от их содержания в концентрате. В результате экспериментов было установлено, что повысить содержание целевых продуктов в концентрате можно за счет высаливающего действия серной кислоты, путем повышения ее концентрации на стадии подкисления стока. Однако в условиях известного способа повышение кислотности водной фазы выше 10 г/л нецелесообразно, так как приводит к снижению стойкости анодов на последующей стадии электролиза и сокращению межремонтных интервалов.
К недостаткам известного способа - прототипа следует также отнести наличие в получаемой органической фазе (концентрате карбоновых кислот) кислых смол, загрязненных натрием. Утилизация указанных смол после выделения известными способами из концентрата целевых продуктов представляет определенную проблему. Так, например, сжигание смол в промышленных печах ограничивается наличием в них натрия, отрицательно влияющего на футеровку и другие конструкционные элементы печей и возможно только при значительном разбавлении основным топливом, что в свою очередь замедляет процесс утилизации и увеличивает техногенную нагрузку на экологию в районе предприятия.
Технический результат - повышение содержания целевых продуктов в концентрате при одновременном улучшении экологии в районе производства.
Указанный технический результат достигается тем, что в известном способе получения концентрата карбоновых кислот и натриевой щелочи из щелочных стоков производства капролактама, включающем подкисление стоков кислым сульфатным агентом с образованием органической и водной фаз заданной кислотности, последующее разделение фаз, электролиз водной фазы в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной - кислого анолита, подачу анолита в качестве подкисляющего агента на стадию смешения со стоками и поддержание водного и солевого баланса частичным упариванием водной фазы, согласно изобретению, после разделения фаз органическую фазу обрабатывают серной кислотой в количестве 40-120 г/л с последующим выделением обогащенного концентрата карбоновых кислот, а образовавшийся при этом водный раствор вводят в состав кислого сульфатного агента.
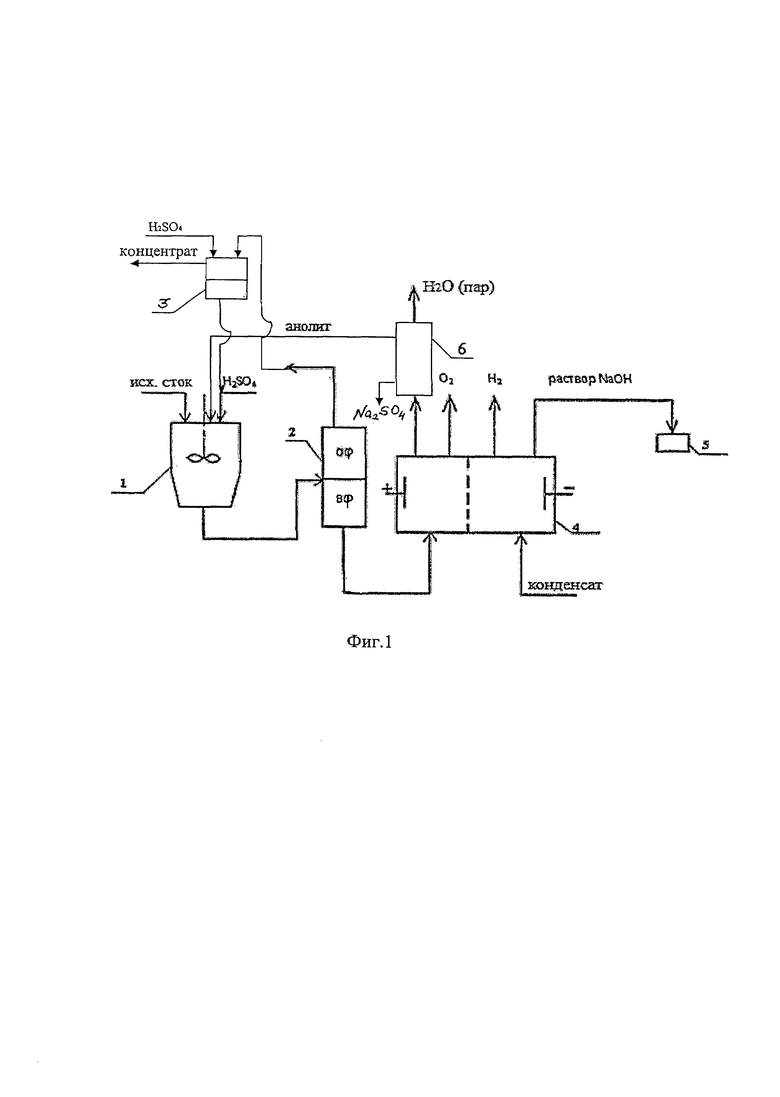
На фиг. 1 представлена блок-схема установки для реализации способа. Установка содержит следующие технологические узлы:
1 - смеситель;
2 - фазоразделитель;
3 - аппарат подкисления;
4 - двухкамерный мембранный электролизер;
5 - сборник каустика;
6 - выпарной аппарат.
ОФ - органическая фаза; ВФ - водная фаза;
Способ осуществляют следующим образом.
Подлежащую переработке порцию щелочного стока, представляющую собой водный раствор натриевых солей карбоновых кислот с примесями смолистых веществ, помещают в смеситель 1 и подкисляют серной кислотой до достижения кислотности водной фазы, равной 20 - 30 г/л в пересчете на серную кислоту. В результате раствор разделяется на две фазы - водную и органическую. При этом соли алифатических кислот превращаются в соответствующие кислоты и высаливаются вместе со смолами в органическую фазу, образуя концентрат алифатических кислот. В водной фазе присутствуют сульфат натрия, образовавшийся в результате нейтрализации серной кислотой натриевых солей органических кислот, а также примеси растворимых органических кислот. Полученную смесь подают в фазоразделитель 2 и после полного разделения отделяют органическую фазу от водной. Подают водную фазу на электролиз в анодную камеру двухкамерного мембранного электролизера 4. В процессе электролиза под действием электрического тока ионы натрия мигрируют сквозь катионообменную мембрану в катодное пространство, образуя водный раствор натриевой щелочи, являющийся целевым продуктом, который направляют в сборник каустика 5. Кислый анолит после выхода из электролизера подают в выпарной аппарат 6 и производят упаривание с частичным выделением сульфатов натрия, а затем возвращают на стадию подкисления новой порции стоков в смеситель 1. Выделенную органическую фазу подают в аппарат 3 и обрабатывают серной кислотой в количестве 40-120 г/л с выделением обогащенного концентрата алифатических кислот (целевого продукта), а образовавшуюся при этом водную фазу вводят в состав кислого сульфатного агента для подкисления следующей порции стоков в смесителе 1, поддерживая в дальнейшем в установившемся непрерывном режиме кислотность водной фазы на стадии подкисления стоков не ниже 10 г/л. При этом упаривание раствора в анолитном цикле может производится либо перед подачей водной фазы на электролиз, либо после стадии электролиза, как и в способе-прототипе.
Пример. Щелочной сток от производства капролактама в количестве 400 г помещают в смеситель и медленно приливают концентрированную (98%) серную кислоту для разделения раствора на водную и органическую фазы до достижения кислотности водной фазы 25 г/л в пересчете на H2SO4. Направляя затем в фазоразделитель, смесь полностью разделяют на водную и органическую фазы в виде двух несмешивающихся слоев. Отделяют органический слой от водного. Водный слой подвергают упариванию с выделением 8,2 г сульфата натрия и подают на электролиз в анодную камеру двухкамерного мембранного электролизера, катодную камеру которого подпитывают обессоленной водой. Анодом служит электрод из свинца, катодом - нержавеющая сталь. Для разделения межэлектродного пространства использована мембрана МК-40. Электролиз ведут при плотности тока 8А/дм2 и температуре 40°С. По окончании процесса в катодном пространстве электролизера получен водный раствор щелочи с концентрацией 3,8 г-экв/л, который отводят в сборник. Выходящий из анодной камеры анолит возвращают на подкисление следующей порции щелочного стока. Выделенную органическую фазу, содержащую 412 г/л алифатических кислот и 9,1 г/л натрия, обрабатывают серной кислотой в количестве 120 г/л с выделением органической фазы. Образовавшуюся при этом водную фазу смешивают с анолитом для подкисления следующей порции стоков, поддерживая в дальнейшем в установившемся режиме кислотность водной фазы на первой стадии подкисления стока не ниже 10 г/л путём добавления при необходимости серной кислоты. Выделенная органическая фаза представляет собой обогащенный концентрат алифатических кислот с содержанием основного продукта 609 г/л и натрия 0,77 г/л, что подтверждает достижение необходимого технического результата.
Обработка органической фазы серной кислотой позволяет повысить содержание целевых продуктов в концентрате и одновременно снизить содержание натрия, что облегчает процесс последующей утилизации смол путем сжигания в промышленных печах после выделения целевых продуктов. Водная фаза, образовавшаяся при действии серной кислоты на концентрат, содержит те же компоненты, что и оборотный анолит и, как было установлено, может быть возвращена в технологический цикл в составе кислого сульфатного агента, что позволяет снизить количество производственных стоков, сократить расход серной кислоты и в совокупности упростить процесс создания производства целевых продуктов на отечественном сырье.
Результаты влияния на состав концентрата ступенчатой обработки серной кислотой органической фазы, полученной в результате подкисления щелочного стока кислым сульфатным агентом, представлены в таблице.
Таблица - Результаты ступенчатого подкисления органической фазы серной кислотой (98%).
Исходный состав органической фазы на выходе из фазоразделителя 2: карбоновые кислоты (в пересчете на адипиновую) - 438 г/л, натрий - 8,6 г/л, смолы - 36 г/л.
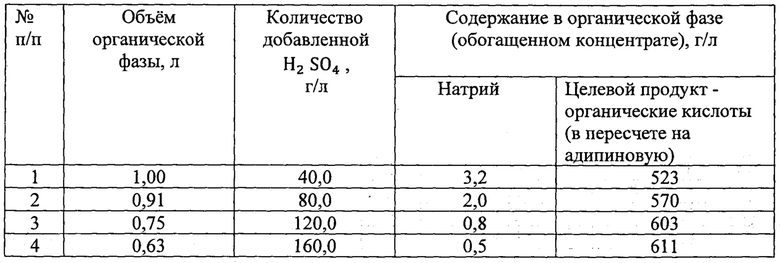
Как следует из таблицы, увеличение количества вводимой серной кислоты приводит к существенному повышению содержания органических кислот в обогащенном концентрате (органической фазе) и одновременно к снижению, примерно, в 5-10 раз содержание натрия, что упрощает дальнейший процесс утилизации смолистых отходов после выделения целевых продуктов. При этом наиболее существенное снижение содержания натрия в концентрате наблюдается при введении серной кислоты в количественном интервале 40-120 г/л. Дальнейшее увеличение количества вводимой серной кислоты дает небольшой положительный эффект, но при последующем использовании концентрата приводит к неоправданным затратам, связанным, в частности, с высокой коррозионной активностью среды из-за наличия свободной серной кислоты и необходимостью ее нейтрализации. Оптимальное количество вводимой серной кислоты зависит от конкретного состава стока (по ТУ 2433-637-00209023-97 содержание натриевых солей органических кислот в стоке колеблется в пределах 18-30% в пересчете на адипинат натрия), но, как было установлено, не выходит за указанные выше пределы.
Таким образом, совокупность существенных признаков изобретения: обработка органической фазы серной кислотой в количестве 40-120 г/л с последующим выделением обогащенного концентрата карбоновых кислот, объединение с анолитом образовавшийся при этом водного раствора и введение его в состав кислого сульфатного агента является необходимой и достаточной для достижения технического результата и решения поставленной задачи - повышения содержания целевых продуктов в концентрате свыше 600 г/л при одновременном улучшении экологии в районе производства.
Предложенные технологические приемы в совокупности улучшают как технические, так и экологические, а, следовательно, и экономические показатели процесса переработки щелочных стоков производства капролактама с целью получения обогащенного концентрата карбоновых кислот и натриевой щелочи на бросовом отечественном сырье.
Использование изобретения обеспечивает возможность повысить эффективность производства и улучшить экологическую обстановку в районе предприятия путем реализации малоотходного отечественного способа получения натриевой щелочи и обогащенного концентрата карбоновых кислот, являющегося исходным сырьем для производства получаемых в настоящее время по импорту адипиновой и монокарбоновых кислот - ценных исходных компонентов для производства основ современных смазочных материалов и охлаждающих жидкостей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама | 2018 |
|
RU2681195C1 |
| Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама | 2017 |
|
RU2635106C1 |
| Способ подготовки катионообменныхэКСТРАгЕНТОВ K эКСТРАКции | 1975 |
|
SU801846A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ УТИЛИЗАЦИИ СТОЧНЫХ ВОД | 2022 |
|
RU2796509C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДНОГО ПОДКИСЛЕННОГО РАСТВОРА, СОДЕРЖАЩЕГО ХЛОРАТНЫЕ ИОНЫ, СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДНОГО РАСТВОРА СМЕСИ СОЛЕЙ ЩЕЛОЧНЫХ МЕТАЛЛОВ, СПОСОБ ПОЛУЧЕНИЯ ДВУОКИСИ ХЛОРА | 1991 |
|
RU2108413C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОКИСЛЕНИЯ БРОМИДА ДО БРОМА | 2003 |
|
RU2316616C2 |
| СПОСОБ СНИЖЕНИЯ СОДЕРЖАНИЯ ХЛОРИДА В СИСТЕМЕ РЕГЕНЕРАЦИИ ХИМИЧЕСКИХ РЕАГЕНТОВ ДЛЯ ВАРКИ ЦЕЛЛЮЛОЗЫ | 1993 |
|
RU2095504C1 |
| РЕГЕНЕРАЦИЯ КИСЛЫХ ХРОМАТНЫХ РАСТВОРОВ МЕТОДОМ МЕМБРАННОГО ЭЛЕКТРОЛИЗА | 2019 |
|
RU2723177C1 |
| Способ выделения монокарбоновых кислот из щелочного стока производства капролактама | 1978 |
|
SU789500A1 |
| Способ получения синтетических жирных кислот | 1978 |
|
SU789498A1 |
Изобретение относится к области рекуперации промышленных отходов методом разделения с применением электролиза с мембраной и может быть использовано на отечественных предприятиях по производству капролактама с целью импортозамещения компонентов смазочных материалов и специальных жидкостей. Предложен способ получения обогащенного концентрата карбоновых кислот и натриевой щелочи из стоков производства капролактама. Данный способ включает подкисление стоков кислым сульфатным агентом с образованием органической и водной фаз заданной кислотности, последующее разделение фаз, электролиз водной фазы в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной - кислого анолита, подачу анолита в качестве подкисляющего агента на стадию смешения со стоками и поддержание водного и солевого баланса частичным упариванием водной фазы. При этом после разделения фаз органическую фазу обрабатывают серной кислотой в количестве 40-120 г/л с последующим выделением обогащенного концентрата карбоновых кислот, а образовавшийся при этом водный раствор вводят в состав кислого сульфатного агента. Технический результат - повышение содержания целевых продуктов в концентрате при одновременном улучшении экологии в районе производства. 1 ил., 1 табл., 1 пр.
Способ получения обогащенного концентрата карбоновых кислот и натриевой щелочи из стоков производства капролактама, включающий подкисление стоков кислым сульфатным агентом с образованием органической и водной фаз заданной кислотности, последующее разделение фаз, электролиз водной фазы в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной - кислого анолита, подачу анолита в качестве подкисляющего агента на стадию смешения со стоками и поддержание водного и солевого баланса частичным упариванием водной фазы, отличающийся тем, что после разделения фаз органическую фазу обрабатывают серной кислотой в количестве 40-120 г/л с последующим выделением обогащенного концентрата карбоновых кислот, а образовавшийся при этом водный раствор вводят в состав кислого сульфатного агента.
| Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама | 2018 |
|
RU2681195C1 |
| Способ выделения монокарбоновых кислот из щелочного стока производства капролактама | 1978 |
|
SU789500A1 |
| Способ получения кислоты и щелочи | 1989 |
|
SU1741852A1 |
| Г.Э | |||
| Свадковская и др | |||
| ЭЛЕКТРОЛИТИЧЕСКАЯ КОНДЕНСАЦИЯ КАРБОНОВЫХ КИСЛОТ | |||
| Успехи химии, 1960, т | |||
| XXIX, Вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| CN 106630381 A, 10.05.2017. | |||

