Изобретение относится к области ядерной технологии, а именно технологии получения радиоактивных изотопов для медицинских целей. Изобретение касается получения актиния-225 при облучении тория (232Th) ускоренными протонами или другими частицами. Актиний -225 и его дочерний продукт распада висмут-213 особенно перспективны для терапии онкологических заболеваний. Путем облучения мишени металлического тория можно получать и другие радионуклиды, в частности радий-223, протактиний-230 с ураном-230 и др.
Изготовление надежной мишени является центральной проблемой, определяющей производительность процесса наработки, безопасность и надежность осуществления этого процесса. Для достижения высокой производительности нужны достаточно массивные мишени, облучаемые высокоинтенсивными пучками заряженных частиц. При этом мишени подвергаются большим термическим, химическим и радиационным нагрузкам, а разрушение высоко - радиоактивной мишени в процессе ее облучения недопустимо.
Металлический торий является лучшим мишенным материалом по сравнению с соединениями тория (например, диоксидом тория), так как соединения содержат меньше рабочего материала, из которого образуется целевой радионуклид, и обладают худшей теплопроводностью, чем металлический торий. Во время облучения на ускорителе или в ядерном реакторе мишень обычно охлаждается потоком воды. Металлический торий является химически активным материалом. Материал оболочки должен быть не только устойчив к торию при высокой температуре, которая создается в мишени при высокоинтенсивном облучении, но также не должен реагировать с охлаждающей водой, в которой при облучении образуются активные ионы, радикалы и перекись водорода. Такая активная вода разъедает многие материалы, устойчивые в воде при иных условиях - например, алюминий, молибден, вольфрам и графит. Металлический ниобий является одним из лучших материалов для оболочки, так как температура образования эвтектики с торием высока и составляет около 1435°С, и ниобий не взаимодействует с активной водой в процессе облучения.
Известен способ изготовления мишени из металлического тория для получения радиоактивных изотопов [S. Mirzadeh et al., Method for the simultaneous preparation of Radon-211, Xenon-123, Astatine-211, Iodine-125 and Iodine-123. Patent US 4664869, 1987], где образец из тория-232 обворачивают в алюминиевую фольгу. Недостатком такой мишени является то, что она не предназначена для облучения высоким током, в ней используется негерметичная оболочка, что может привести к разрушению мишени во время облучения и к попаданию образующихся радионуклидов в контур охлаждающей жидкости.
В другом известном способе [J. R. Griswold et al. Appl. Radiat. Isot, 2016, v. 118, 366-374] ториевые диски толщиной 0,6-0,7 мм герметично заваривают с помощью электронно-лучевой сварки в оболочку из нержавеющей стали (инконель). В таком подходе не достигается хороший контакт между оболочкой мишени и металлическим торием, поэтому используются только тонкие мишени, а для повышения производительности используются несколько последовательно расположенных мишеней с водяными щелями для охлаждения, что снижает производительность, так как часть энергии протонов теряется в этих водяных щелях.
Наиболее близким техническим решением изготовления мишени является способ изготовления мишени из металлического тория [Б.Л. Жуйков и др. Способ получения актиния-225 и изотопов радия и мишень для его осуществления (варианты). Патент РФ №2373589, 23.09.2008, БИ №32, 2009], где массивный монолит металлического тория в виде диска толщиной 7 мм приваривают методом диффузионной сварки в вакууме к входным окнам из фольги из горячекатанного молибдена толщиной 100 мкм, а затем покрывают извне электролитическим никелем (толщина никеля 60 мкм). При этом температура проведения диффузионной сварки составляет около 900°С, а удельное давление - 280 кГ/см2. Сваренную диффузионной сваркой деталь дополнительно герметизируют, сваривая ее по контуру мишени с ниобиевыми кольцами толщиной 0,5 мм методом электронно-лучевой сварки. Недостатком способа является то, что хотя молибден и обладает высокой теплопроводностью, он не является лучшим материалом для изготовления оболочки мишени, так как он трудно подвергается механической обработке, хрупок и взаимодействует с охлаждающей водой при облучении, а покрытие никелем не всегда от этого надежно предохраняет при высокоинтенсивном облучении. Также описаны ториевые мишени в графитовой оболочке, покрытой никелем, мишень в оболочке из нержавеющей стали, а также мишень в ниобиевой оболочке, изготавливаемую с использованием диффузионной сварки, а также электроннолучевой или лазерной сварки по контуру мишени. Однако способ изготовления последней не конкретизирован, а условия изготовления оказываются критичными для характеристик и качества мишени.
Техническим результатом данного изобретения является изготовление ториевой мишени, которая герметична, обеспечивает теплоотвод и таким образом надежна при облучении на ускорителе заряженных частиц (протонов) с высокой интенсивностью пучка и, в то же время, является достаточно массивной и толстой для обеспечения высокого выхода актиния-225 и других радионуклидов, образующихся в этой мишени.
Технический результат изобретения достигается тем, что в способе изготовления используется диффузионная сварка металлического тория к плоскости фольги ниобиевой оболочки мишени (входного и выходного окон пучка мишени), что обеспечивает хороший контакт оболочки с металлическим торием в зоне пучка и эффективное охлаждение мишени во время облучения. Диск металлического тория помещают плотно внутрь массивного ниобиевого кольца. Диффузионная сварка ниобиевой фольги к плоскости ториевого диска и ниобиевого кольца проводится в диапазоне температур 1250 до 1430°С, а наилучшие результаты достигаются в диапазоне от 1350 до 1400°С. Причем давление на площадь поверхности мишени составляет 30-150 кГ/см2, а наилучшие результаты достигаются при давлении от 50 до 100 кГ/см2. Время проведения диффузионной сварки при указанной температуре составляет от 20 до 120 мин, а оптимально 30-60 мин. При более низкой температуре, чем 1250°С, диффузия недостаточна, чтобы обеспечить прочное соединение тория и ниобия. Наилучшие результаты наблюдаются при температуре выше 1350°С, а при 1435°С и выше может происходить эвтектическая реакция между ниобием и торием с образованием жидкой фазы, как следует из диаграммы состояния системы Th-Nb [Диаграммы состояния двойных металлических систем: Справочник в 3 т. Т2 / Под общ. Ред. Н.П. Лякишева., М.: «Машиностроение», 1997. - 1024 с.], что может привести к разрушению оболочки. А ввиду флуктуаций и неравномерностей распределения температуры, лучше всего поддерживать ее ниже 1400°С.
Эксперимент с использованием металлографического анализа шлифов с помощью оптического и электронного микроскопов показал, что при указанных температурах полное соединение происходит при давлении 30-150 кГ/см2, а при более высоком давлении при данной температуре проявляются симптомы расплющивания детали. Наиболее надежные и воспроизводимые результаты наблюдаются при давлении от 50 до 100 кГ/см2.
Эксперимент также показал, что при времени менее 20 мин в данной детали не образуется достаточно прочного соединения, а экспозиция 30-60 мин достаточна для соединения в оптимальном диапазоне температур при оптимальном давлении, а при экспозиции более 120 мин практически никаких новых изменений не происходит.
Торий при данных температурах имеет больший коэффициент температурного линейного расширения, чем ниобий (при 1400°С - примерно 14⋅10-6 град-1 и 10⋅10-6 град-1 соответственно). После проведения первых экспериментов по диффузионной сварке мишени в некоторых случаях на фольге образуется дефект - вспухлость, а при проведении металлографического анализа иногда обнаруживаются различные дефекты. Это свидетельствовало о том, что при плотной упаковке мишенного материала в капсулу и при большем коэффициенте температурного расширения тория происходит «распухание» мишени в процессе нагрева. Поэтому в дальнейшем вытачивали V-образную канавку изнутри массивного ниобиевого кольца тела мишени. V-образную канавку удобно делать с технологической точки зрения, но другая форма канавки также возможна. Расчетная разница в объемном расширении тория и ниобия при нагревании до рабочих температур составляет около 2% от объема тория, но с учетом с одной стороны - неравномерности расширения, а с другой -упругости материалов, изготавливали канавку до 6% от объема тория в мишени, но не менее 1%. В результате вспухлость и дефекты в этом случае не наблюдались.
Как было установлено ранее, оптимальная толщина ниобиевой фольги - входного и выходного «окон» пучка протонов мишени составляет обычно от 70 до 150 мкм. При меньшей толщине в реально имеющихся фольгах после облучения интенсивным пучком протонов могут появляться дефекты, нарушающие герметичность мишени. Слишком толстые фольги уменьшают теплопередачу и приводят к потере энергии протонов, что снижает выход получаемых радионуклидов. Однако эксперимент показал, что после проведения диффузионной сварки на ниобиевых окнах-фольгах снаружи мишени появляются волны высотой до 50 мкм. По-видимому, это происходит потому, что во время диффузионной сварки при высокой температуре и под прессом высокого давления кольцо фиксировано, а фольга ниобия вместе с торием расширяется больше, и после охлаждения образуются волны. Поэтому мы использовали ниобиевые фольги с исходной толщиной 200 мкм и выше, а после проведения диффузионной сварки сошлифовывали снаружи плоскости мишени не менее 70 мкм, чтобы удалить образовавшиеся волны и достигнуть заданной толщины окна. Кроме того, шлифование позволяет удалить следы прокладки, которая использовалась при диффузионной сварке (обычно вольфрам или оксид алюминия). Во время облучения мишени температура гораздо ниже, чем при изготовлении мишени, и волны на поверхности оболочки мишени не образуются.
Чтобы уменьшить вероятность проникновения тория через дефекты в фольге и попадания радионуклидов в охлаждающую воду, используют дополнительное покрытие оболочки мишени извне другим материалом. Было использовано никелевое покрытие, нанесенное путем диффузионной сварки или электрохимически или путем разложения карбонила никеля (Ni(CO)4) в динамическом вакууме при температуре не менее 400°С.Никель здесь не контактирует с торием, с которым он может взаимодействовать, так же как и ниобий, никель не взаимодействует с активной водой при облучении. Также могут быть использованы благородные и некоторые другие металлы, не взаимодействующие с химически активной охлаждающей водой, а также с ниобием - при температурах, достигаемых на оболочке мишени при ее облучении заряженными частицами.
Важно отметить, что диффузионная сварка тория к ниобию в принципе может осложнить дальнейшее вскрытие мишени и ее химическую переработку после облучения для извлечения актиния-225 и других радионуклидов. Эта проблема успешно решается путем селективного растворения ниобия и тория [С.В. Ермолаев и др. Способ получения актиния-225. Патент РФ №2725414, 12.12.2019], а также других металлов (если используется дополнительное металлическое покрытие).
Сущность заявленного способа изготовления ториевой мишени в ниобиевой оболочке поясняется прилагаемыми чертежами.
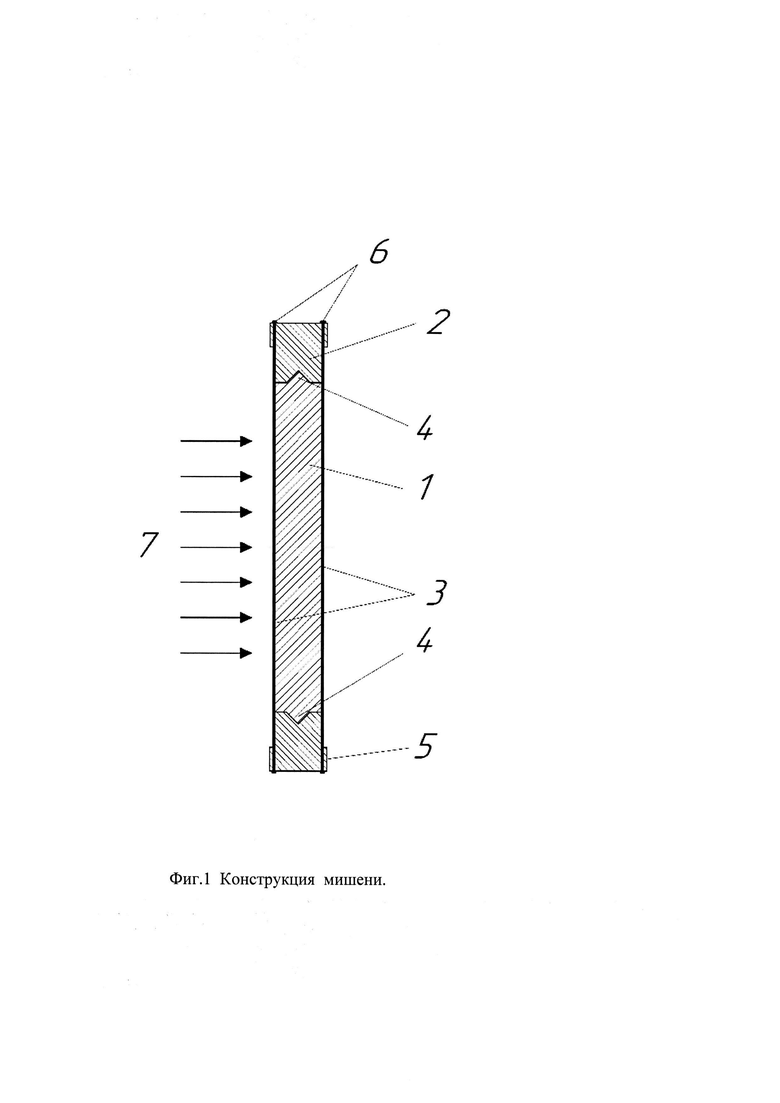
На Фиг. 1 показан пример конструкции мишени, где:
1 - монолитный диск металлического тория;
2 - кольцеобразный ниобиевый корпус оболочки мишени;
3 - ниобиевая фольга, приваренная к ториевому диску и к ниобиевому кольцу корпуса оболочки мишени;
4 - канавка для расширения тория при нагревании;
5 - упрочняющее ниобиевое кольцо толщиной 300 мкм, приваренное к ниобиевому корпусу с помощью электронно-лучевой или лазерной сварки;
6 - шов электронно-лучевой сварки;
7 - направление пучка протонов при облучении мишени.
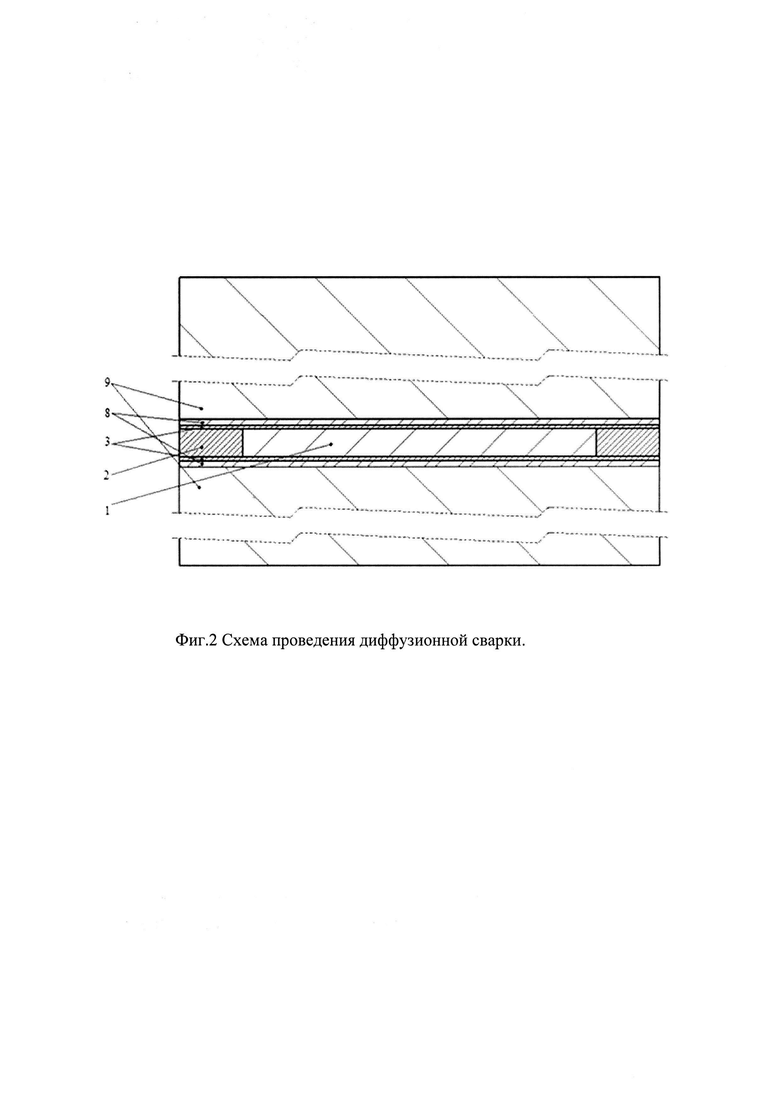
На Фиг. 2 показан пример схемы проведения диффузионной сварки, где:
1 - монолитный диск металлического тория;
2 - кольцеобразный ниобиевый корпус оболочки мишени;
3 - ниобиевая фольга, приваренная к ториевому диску и к ниобиевому кольцу корпуса оболочки мишени;
8 - проставка из вольфрама или оксида алюминия;
9 - пуансоны из металлического молибдена.
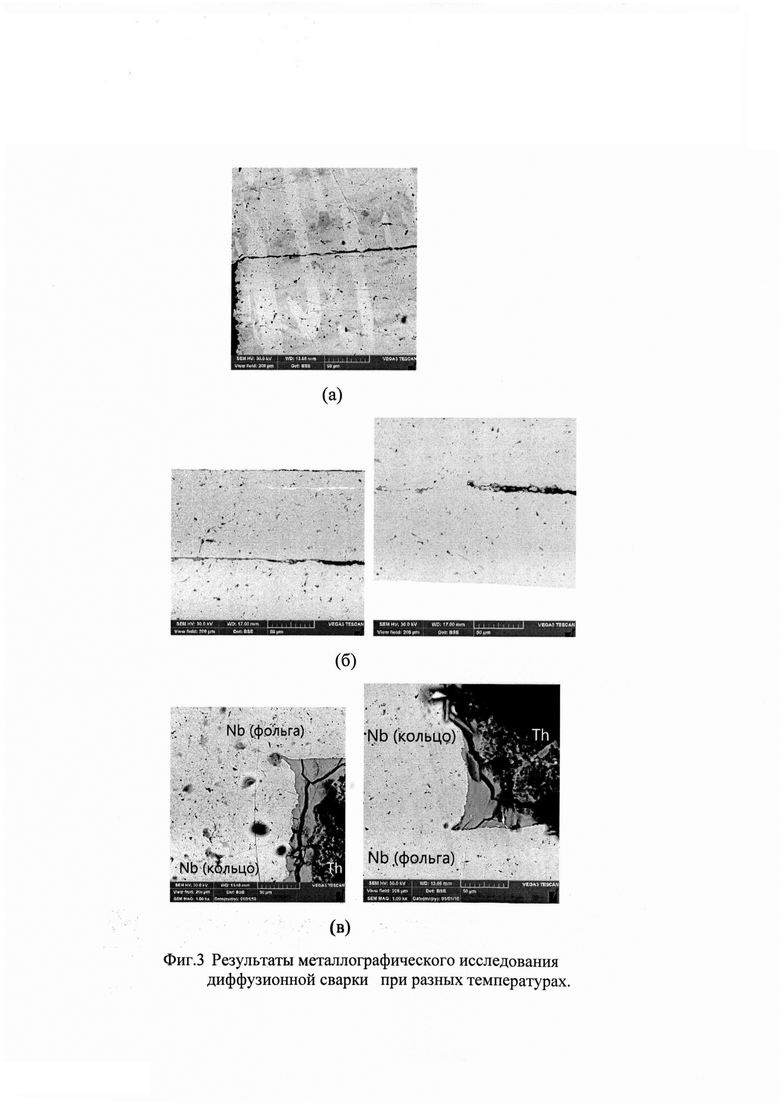
На Фиг. 3 показаны результаты металлографического исследования (с помощью электронного микроскопа) диффузионной сварки, проведенной при разных температурах в камере сварки (см. Пример 1): (а) - 1200°С, (б) - 1250°С, (в) - 1350°С.
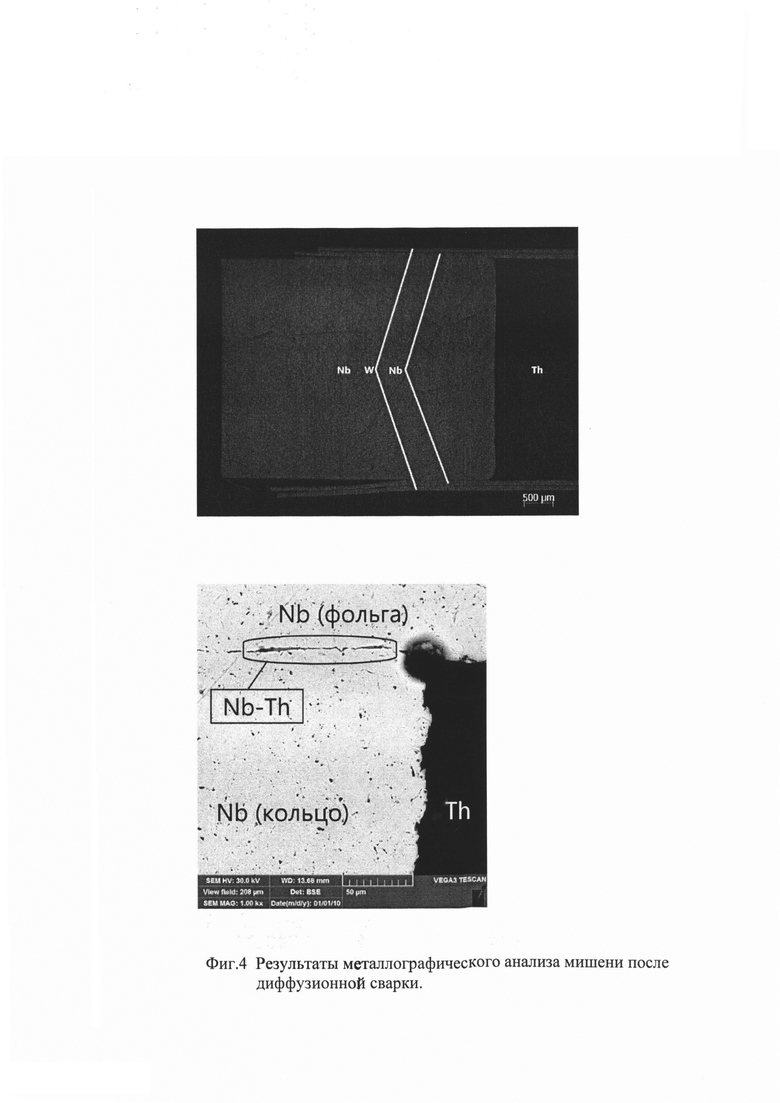
На Фиг. 4 показаны результаты металлографического анализа мишени после диффузионной сварки при давлении на мишень 30 кГ/см2. Сварка приводит к неполному соединению ниобиевой фольги с ниобиевым кольцом корпуса (оптический микроскоп), и происходит частичное проникновение основного мишенного материала (тория) в щель между фольгой и ниобиевым кольцом (электронный микроскоп).
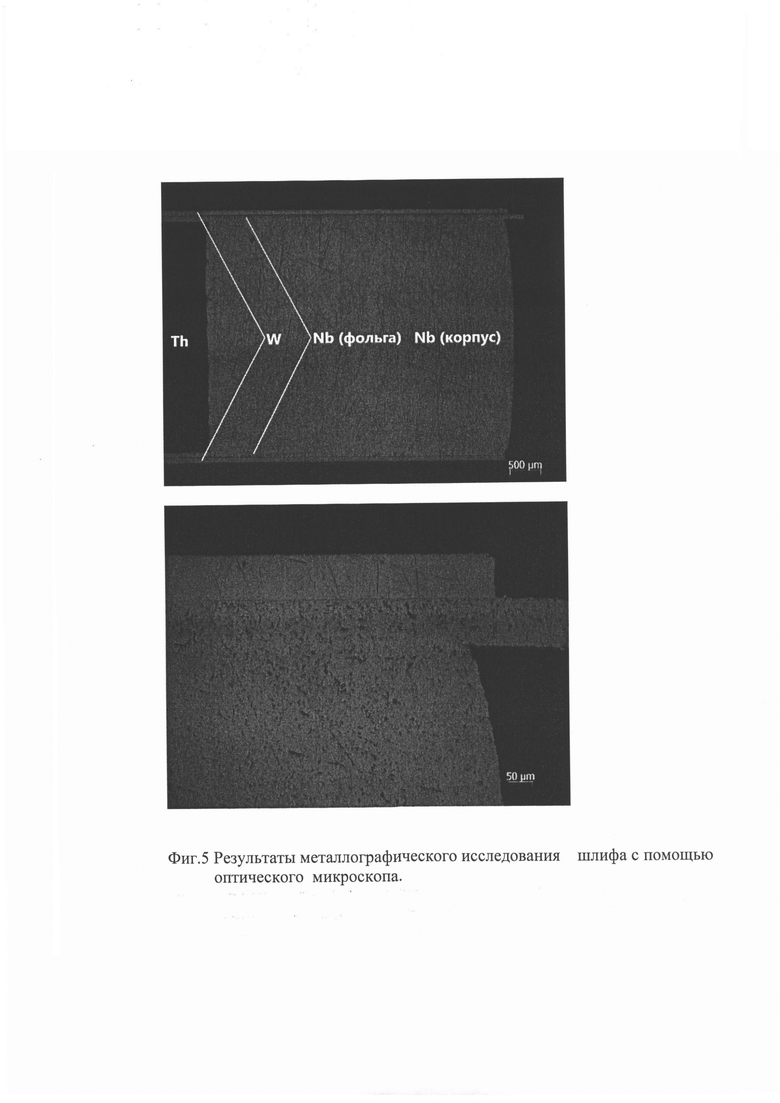
На Фиг. 5 показаны результаты металлографического исследования шлифа с помощью оптического микроскопа при предельном давлении 150 кГ/см2, близким к избыточному: достигается полное соединение частей мишени, но при этом наблюдается некоторая деформация ниобиевого кольца (образование выпуклости справа).
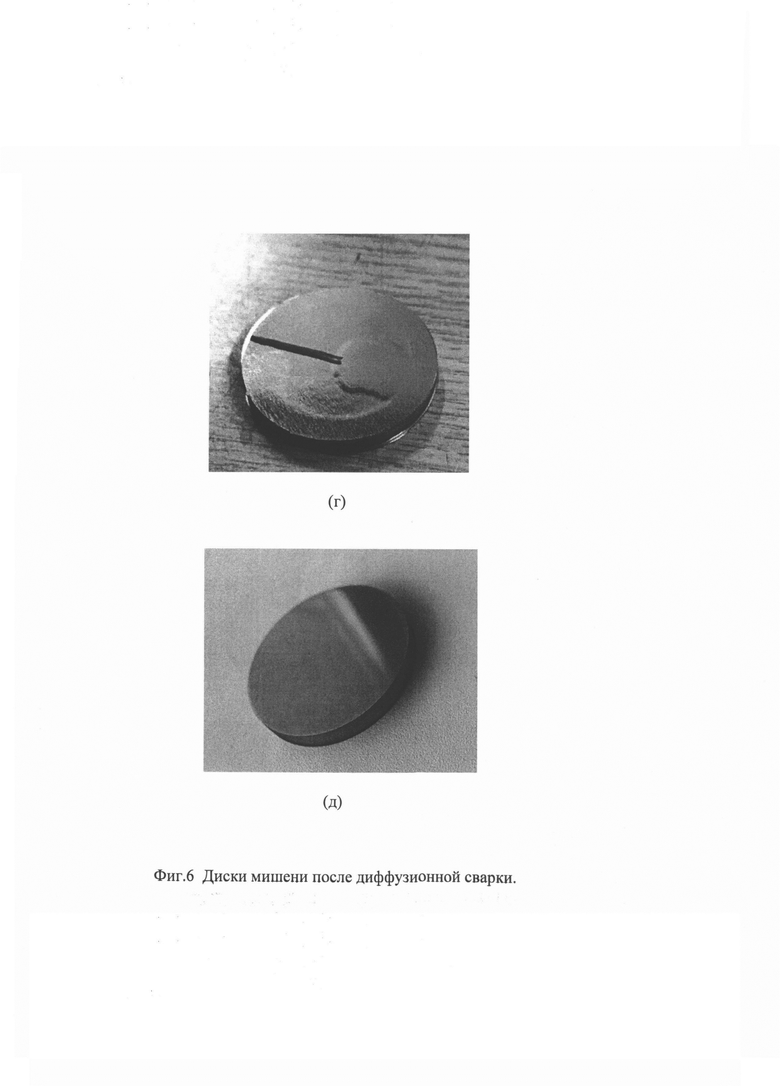
На Фиг. 6 показаны диски мишени после диффузионной сварки (температура 1350°С, давление на мишень 100 кГ/см2): (г) - без канавки, для расширения тория при нагревании, при этом образуется дефект - вспухлость, также поверхность мишени покрыта мелкими волнами; (д) - с V-образной канавкой для расширения тория при нагревании, сделанной на внутренней стороне ниобиевого кольца корпуса мишени, а после сварки поверхность диска со стороны фольг сошлифована.
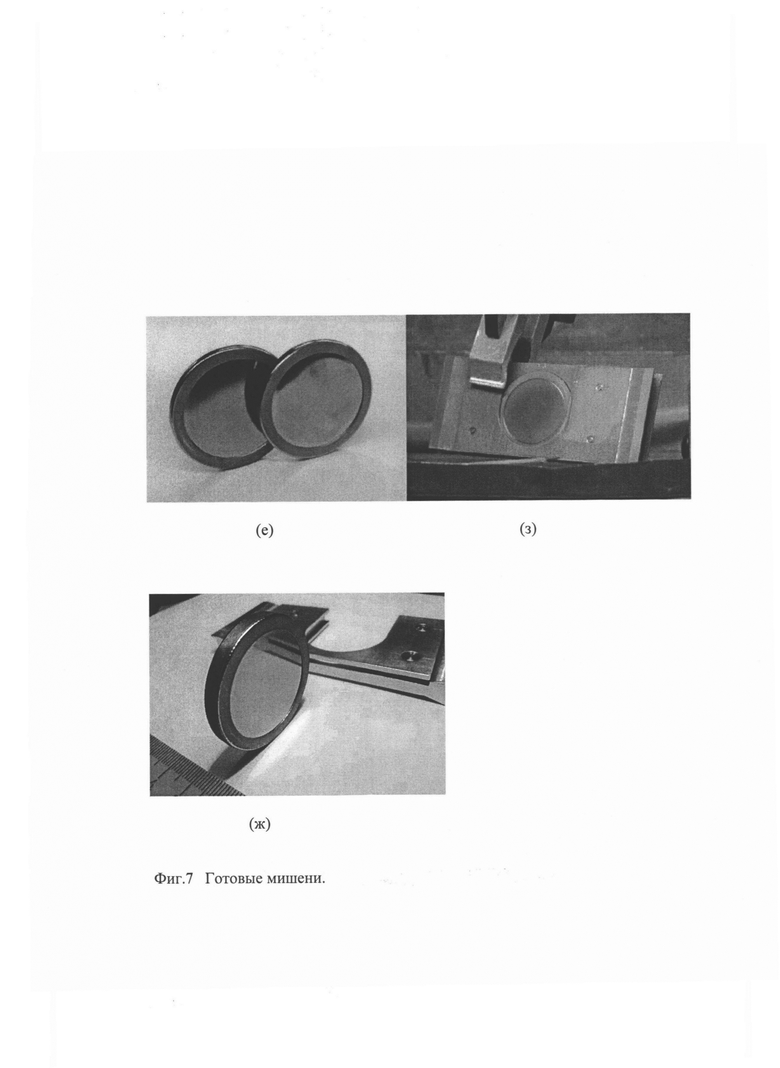
На Фиг. 7 показаны готовые мишени:
(е) - две мишени до облучения, (ж) - мишень и алюминиевый держатель перед облучением на ускорителе, (з) - мишень в алюминиевом держателе после облучения на пучке протонов ускорителя.
Пример 1
Диск металлического плавленного тория толщиной 4 мм диаметром 28 мм вставляют в ниобиевое кольцо той же толщины с внутренним диаметром 28 мм, а внешним 38 мм. Затем кольцо с торием (корпус мишени) накрывают фольгой из металлического ниобия толщиной 100 мкм с двух сторон, накрывают проставками из металлического вольфрама толщиной 100 мкм и помещают в камеру для диффузионной сварки между двумя цилиндрами из металлического молибдена диаметром 38 мм (Фиг. 2). Вольфрамовые проставки нужны для предотвращения взаимодействия молибденовых цилиндров с ниобиевой фольгой. Камера откачивается до остаточного давления 5⋅10-3 Па. Прессом установки на свариваемую мишень создается давление 50 кГ/см2. Включают нагревание камеры с помощью печи сопротивления с графитовыми нагревателями. В течение 30 мин. температура поднимается до 1200°С и выдерживается такой в течение 30 мин. После этого камеру охлаждают в течение 2 часов, сваренную мишень разрезают и проводят металлографический анализ шлифа Фиг. 3(а). Как видно, сварка не привела к соединению фольги ниобия (верх) с кольцом ниобиевого корпуса.
Проводят сварку аналогичным образом, но температура в камере поддерживается 1250°С. Как видно, Фиг. 3(б) сварка достигается, но не полностью: часть тория попадает в щель между ниобиевым кольцом и фольгой.
Проводят сварку аналогичным образом, но температура в камере поддерживается 1350°С. Как видно, Фиг. 3(в) достигается полная сварка обеих ниобиевых фольг к ниобиевому кольцу корпуса мишени, а также полное соединение ниобия и тория.
Пример 2
Проводят сварку аналогичным образом, как в Примере 1, температура в камере поддерживается 1350°С, но при давлении 30 кГ/см2. Как видно (Фиг. 4), при недостаточном давлении в процессе диффузионной сварки ниобиевая фольга не полностью приваривается к ниобиевому кольцу (оптический микроскоп), и в зону диффузионной сварки попадает некоторое количество мишенного вещества - тория (электронный микроскоп), что обусловлено тем, что его коэффициент линейного температурного расширения выше, чем у материала корпуса мишени.
На Фиг. 5 видно, что хотя достигается полное соединение деталей ниобия и тория, но наблюдается изменение формы ниобиевого кольца (образование торцевой выпуклости справа), что говорит о приложении к образцу предельного и близкого к избыточному давлению 150 кГ/см2, приводящего к некоторой деформации конструкции.
Пример 3
Проводят сварку мишени аналогичным образом при температуре в камере поддерживается 1350°С и при давлении 100 кГ/см2, используя проставку (между молибденовым стержнем и ниобиевой фольгой) из оксида алюминия толщиной несколько мкм, которая более дешевая и удобная, чем вольфрамовая фольга. При этом суспензию оксида алюминия в спирте наносят на поверхность и высушивают, повторяя эту процедуру неоднократно - до достижения сплошного слоя оксида алюминия. При этом достигается хорошее соединение ниобиевой фольги с ниобиевым кольцом корпуса мишени, а также основной части тория с ниобием. Однако при этом на части фольги образуется дефект - вспухлость (Фиг. 6(г), который обусловлен тем, что его коэффициент линейного температурного расширения выше, чем у материала корпуса мишени. А поверхность фольги оказывается покрытой мелкими волнами.
Проводят сварку аналогичным образом, но предварительно внутри ниобиевого кольца вытачивается V-образная канавка, объем которой составляет 5% от объема тория (толщина ториевого диска 3 мм). Вспухлости не образуется, а шлифовка поверхности диска на глубину 70 мкм приводит к хорошему диску без видимых дефектов, волн и следов от проставки оксида алюминия (Фиг. 6(д). После этого к диску по периметру с обеих сторон приваривают дополнительное кольцо с помощью электронно-лучевой сварки (Фиг. 1) и в результате получают мишени хорошего качества (Фиг. 7(е) и 7(ж).
Мишень, помещенную в металлический держатель, облучают на ускорителе пучком протонов током 60 мкА с энергией 134 МэВ на входной поверхности мишени. После облучения никаких неоднородностей и дефектов на мишени не появляется (Фиг. 7(з), что свидетельствует о хорошем качестве мишени и ее эффективном охлаждении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АКТИНИЯ-225 И ИЗОТОПОВ РАДИЯ И МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2373589C1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИНИЯ-225 | 2019 |
|
RU2725414C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ РАДИОНУКЛИДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2393564C2 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИОНУКЛИДА Pb-212 И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2784484C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЧИСТОГО Ac ПОЛУЧАЕМОГО ИЗ ОБЛУЧЕННЫХ Ra-МИШЕНЕЙ | 2007 |
|
RU2432632C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИОАКТИВНЫХ ИЗОТОПОВ КОБАЛЬТ-57 И КАДМИЙ-109 | 2003 |
|
RU2239900C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СЛИТКА Nb ИЛИ Ta ДЛЯ ФОРМИРОВАНИЯ ДИФФУЗИОННОГО БАРЬЕРА В СВЕРХПРОВОДНИКАХ (ВАРИАНТЫ) | 2004 |
|
RU2285739C2 |
| Цилиндрическая сборная заготовка для прессования многослойных изделий | 1974 |
|
SU515545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2441300C1 |
Изобретение относится к технологии получения радиоактивных изотопов для медицинских целей, в частности актиния-225, а также других радионуклидов, которые образуются при облучении тория на ускорителе заряженными частицами. В способе изготовления мишени из металлического тория тело мишени выполняют из монолита металлического тория, заключенного в герметичную оболочку. Оболочку изготавливают из кольца металлического ниобия и фольги из металлического ниобия, приваренной к торию с использованием диффузионной сварки и дополнительно герметизированной с помощью лазерной или электронно-лучевой сварки. Причем перед проведением сварки во внутренней части ниобиевого кольца тела мишени вытачивают V-образную полую канавку для расширения тория при нагревании во время сварки. Далее диффузионную сварку фольги из металлического ниобия с металлическим торием проводят при температуре от 1250 до 1430°С при давлении на площадь поверхности мишени 30-150 кГ/см2. Техническим результатом является герметичность, эффективный теплоотвод и, как следствие, надежность ториевой мишени при высокой производительности наработки радионуклидов. 8 з.п. ф-лы, 7 ил., 3 пр.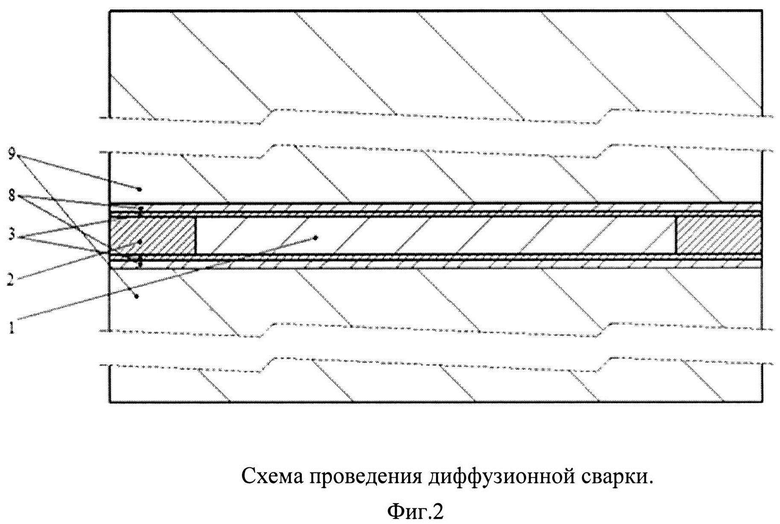
1. Способ изготовления мишени из металлического тория, включающий изготовление тела мишени из монолита металлического тория, заключение его в герметичную оболочку, состоящую из кольца металлического ниобия и фольги из металлического ниобия, приваренной к торию с использованием диффузионной сварки и дополнительно герметизированной с помощью лазерной или электронно-лучевой сварки для последующего облучения на ускорителе ионов с целью получения радионуклидов при охлаждении мишени водой, отличающийся тем, что перед проведением сварки во внутренней части ниобиевого кольца тела мишени вытачивают V-образную полую канавку для расширения тория при нагревании во время сварки, причем диффузионную сварку фольги из металлического ниобия с металлическим торием проводят при температуре от 1250 до 1430°С при давлении на площадь поверхности мишени 30-150 кГ/см2.
2. Способ по п. 1, отличающийся тем, что диффузионную сварку проводят предпочтительно при температуре образца от 1350 до 1400°С.
3. Способ по п. 1, отличающийся тем, что диффузионную сварку проводят предпочтительно при удельном давлении на площадь поверхности мишени от 50 до 100 кГ/см2.
4. Способ по п. 1, отличающийся тем, что время проведения диффузионной сварки составляет 20-120 мин.
5. Способ по п. 1, отличающийся тем, что время проведения диффузионной сварки составляет предпочтительно 30-60 мин.
6. Способ по п. 1, отличающийся тем, что объем канавки составляет 1-6% от объема тория.
7. Способ по п. 1, отличающийся тем, что толщина фольги из металлического ниобия перед диффузионной сваркой составляет не менее 200 мкм, а после проведения диффузионной сварки сошлифовывают не менее 70 мкм толщины приваренной ниобиевой фольги извне мишени.
8. Способ по п. 1, отличающийся тем, что на фольгу оболочки из металлического ниобия извне мишени наносят дополнительный защитный слой от 40 до 100 мкм из другого металла, устойчивого к воде при облучении.
9. Способ по п. 7, отличающийся тем, что металлом, наносимым на оболочку извне мишени, является никель, причем никель наносят путем диффузионной сварки или электрохимически или путем разложения карбонила никеля (Ni(CO)4) в динамическом вакууме при температуре не менее 400°С.
| СПОСОБ ПОЛУЧЕНИЯ АКТИНИЯ-225 И ИЗОТОПОВ РАДИЯ И МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2373589C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ РАДИОНУКЛИДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2393564C2 |
| Griswold JR и др., Large scale accelerator production of 225Ac: Effective cross sections for 78-192 MeV protons incident on 232Th targets | |||
| Applied Radiation and Isotopes, 2016, v | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЦИКЛОТРОННЫХ МИШЕНЕЙ И ИСТОЧНИКОВ РАДИОАКТИВНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2310249C1 |
| US 4664869 A1, 12.05.1987 | |||
| Сборка мишени и система производства нуклидов | 2018 |
|
RU2769259C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИНИЯ-225 | 2019 |
|
RU2725414C1 |

