Изобретение относится к области обработки металлов давлением.
Известна цилиндрическая сборная заготовка для прессования многослойных изделий, выполненная из нескольких концентрично расположенных элементов из материалов с различной прочностью и жестко связанных с ними торцовых шайб.
Однако известная заготовка позволяет получать многослойные полуфабрикаты только из тех металлов, прочность которых при температурах прессования отличается не более, чем на 25-50%.
Целью изобретения является обеспечение прочного сцепления и необходимой равиомерности слоев в многослойных прессованных полуфабрикатах из металлов, различающихся в 2-30 раз по прочности.
Поставленная цель достигается тем, что торцовая шайба с заходной стороны заготовки выполнена из материала, соответствующего материалу наиболее прочного из ее элементов, с толщиной, составляющей 20-25% от наружного диаметра сборной заготовки, а вторая шайба выполнена из материала, соответствующего материалу любого из элементов заготовки, с толщиной, составляющей 5-20% от упомянутого диаметра.
На фиг. 1 показана сборная заготовка, состоящая из концентрично расположенных елоев (втулок) 1 и 2 из разнородных металлов, шайбы 3 с выходного конца, толщиной не менее 20% от наружного диаметра сборной заготовки, выполненной из наиболее прочного материала заготовки, и шайбы 4 с утяжиииого конца толщиной, равной 5-20% от наружного диаметра заготовки, выполненной из любого материала заготовки.
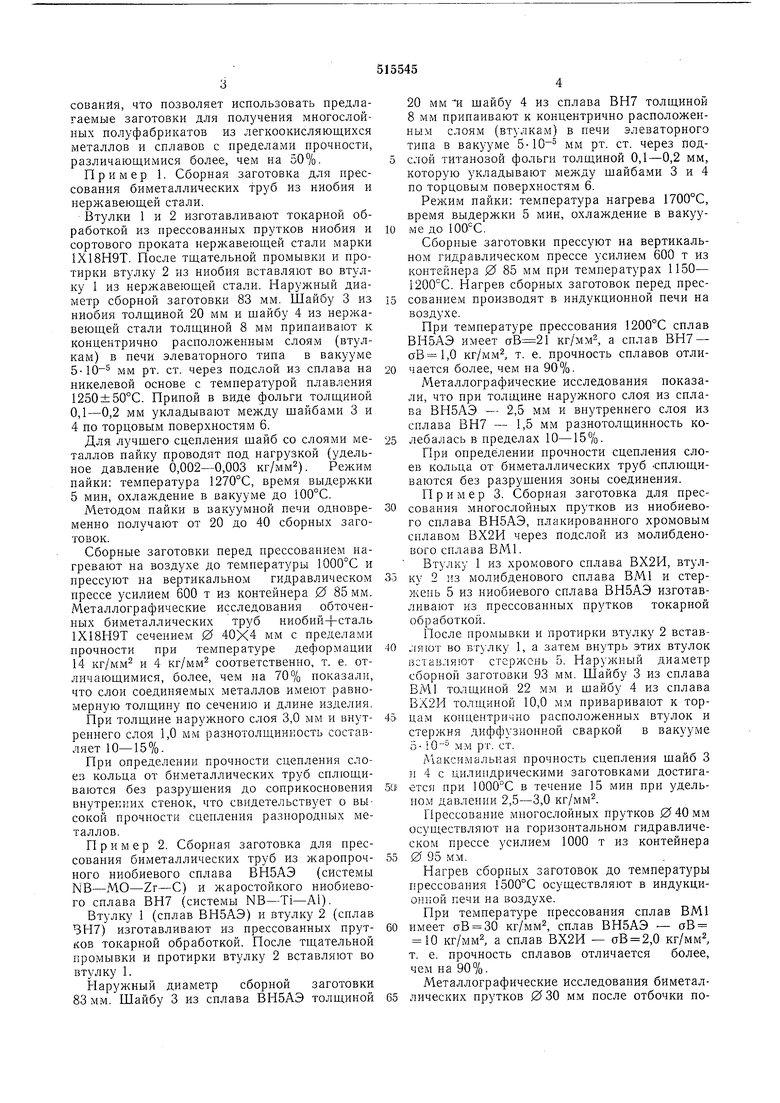
На фиг. 2 показана сборная заготовка, состоящая из концентрично расположенных слоев (втулок) 1 и 2 и стержня 5 из разнородных металлов, шайбы 3 с выходного конца и шайбы 4 с утяжинного ко1ща.
В зависимости от назначения многослойного прессованного изделия слои соединяемых металлов могут быть скомбинированы по-разному.
Шайба 3, выполненная из более прочного металла толщиной не менее 20% от наружного диаметра заготовки, иреиятствует вытеканию менее прочного металла нри неустановившемся процессе прессования и обеспечивает равномерное течение разнородцых металлов при установившемся процессе прессования как единого целого.
Кроме того жестко соединенные с концентрично расположенными слоями шайбы 3 и 4, создавая надежную герметичность, обеспечивают безокислительный нагрев соединяемых поверхностей на воздухе до температур ирессования, что позволяет использовать предлагаемые заготовки для получения многослойных полуфабрикатов из легкоокисляющихся металлов и сплавов с пределами прочности, различающимися более, чем на 50%. Пример 1. Сборная заготовка для прессования биметаллических труб из ниобия и нержавеющей стали. Втулки 1 и 2 изготавливают токарной обработкой из прессованных прутков ниобия и сортового проката нержавеющей стали марки IX18H9T. После тщательной промывки и протирки втулку 2 из ниобия вставляют во втулку 1 из нержавеющей стали. Наружный диаметр сборной заготовки 83 мм. Шайбу 3 из ниобия толщиной 20 мм и шайбу 4 из нержавеющей стали толщиной 8 мм припаивают к концентрично расположенным слоям (втулкам) в печи элеваторного типа в вакууме 5-10-5 .jiyj p-f f,f через подслой из сплава на никелевой основе с температурой плавления 1250±50°С. Припой в виде фольги толщиной 0,1-0,2 мм укладывают между шайбами 3 и 4по торцовым поверхностям 6. Для лучшего сдеплеиия шайб со слоями металлов пайку проводят под нагрузкой (удельное давление 0,002-0,003 кг/мм). Режим пайки: температура 1270°С, время выдержки 5мин, охлаждение в вакууме до ШО°С. Методом пайки в вакуумной печи одновремеино получают от 20 до 40 сборных заготовок. Сборные заготовки перед прессованием нагревают на воздухе до температуры 1000°С и прессуют иа вертикальном гидравлическом прессе усилием 600 т из контейнера 0 85 мм. Металлографические исследования обточенных биметаллических труб ниобий+сталь 1Х18П9Т сечением 0 40X4 мм с пределами прочности при температуре деформации 14 кг/мм и 4 кг/мм соответственно, т. е. отличающимися, более, чем на 70% показали, что слои соединяемых металлов имеют равномерную толщину по сечению и длине изделия. При толщине наружного слоя 3,0 мм и внутреннего слоя 1,0 мм разнотолщинность составляет 10-15%. При определении прочности сцепления слоез кольца от биметаллических труб сплющиваются без разрушения до соприкосновения внутренних стенок, что свидетельствует о высокой прочности сцепления разнородных металлов. Пример 2. Сборная заготовка для прессования биметаллических труб из жаропрочного ииобиевого сплава ВН5АЭ (системы NB-МО-Zr-С) и жаростойкого ниобиевого сплава ВН7 (системы NB-Ti-А1). Втулку 1 (сплав ВН5АЭ) и втулку 2 (сплав ВН7) изготавливают из прессованных прутков токарной обработкой. После тщательной промывки и протирки втулку 2 вставляют во втулку 1. Наружный диаметр сборной заготовки 83 мм. Шайбу 3 из сплава ВН5АЭ толщиной 20 мм и шайбу 4 из сплава ВН7 толщиной 8 мм припаивают к концентрично расположенным слоям (втулкам) в нечи элеваторного типа в вакууме 5-10- мм рт. ст. через подслой титановой фольги толщиной 0,1-0,2 мм, которую укладывают между шайбами 3 и 4 по торцовым поверхностям 6. Режим пайки: температура нагрева 1700°С, время выдержки 5 мин, охлаждение в вакууме до . Сборные заготовки прессуют на вертикальном гидравлическом прессе усилием 600 т из контейнера 0 85 мм при температурах 1150- 1200°С. Нагрев сборных заготовок перед прессованием производят в индукционной печи на воздухе. При температуре прессования 1200°С сплав ВН5АЭ имеет кг/мм, а сплав ВН7 - ,0 кг/мм, т. е. прочность сплавов отличается более, чем на 90%. Металлографические исследования показали, что при толщине наружного слоя из сплава ВН5АЭ - 2,5 мм и внутреннего слоя из сплава ВН7 - 1,5 мм разиотолщинность колебалась в пределах 10-15%. При определении прочности сцепления слоев кольца от биметаллических труб Сплющиваются без разрушения зоны соединения. Пример 3. Сборная заготовка для прессования многослойных прутков из ниобиевого сплава ВН5АЭ, плакированного хромовым сплавом ВХ2И через подслой из молибденового сплава ВМ1. Втулку 1 из хромового сплава ВХ2И, втулку 2 из молибденового сплава ВМ1 и стержень 5 из ниобиевого сплава ВН5АЭ изготавливают из прессованных прутков токарной обработкой. После промывки и протирки втулку 2 вставля ют во втулку 1, а затем внутрь этих втулок вставляют стержень 5. Наружный диаметр сборной заготовки 93 мм. Шайбу 3 из сплава ВМ1 толщиной 22 мм и шайбу 4 из сплава ВХ2И толщиной 10,0 мм приваривают к торцам копцентрично расположенных втулок и стержня диффузионной сваркой в вакууме о- 0 мм рт. ст. Максимальная прочность сцепления шайб 3 II 4 с цилиндрическими заготовками достигается при 1000°С в течение 15 мин при удельном давлении 2,5-3,0 кг/мм. Прессование многослойных прутков 040мм осун1,ествляют па горизонтальном гидравлическом прессе усилием 1000 т из контейнера 0 95 мм. Нагрев сборных заготовок до температуры прессования 1500°С осуществляют в индукционной печи на воздухе. При температуре прессования сплав ВМ1 имеет 0В 30 кг/мм, сплав ВН5АЭ - аВ 10 кг/мм2, а сплав ВХ2И - аВ 2,0 кг/мм, . е. прочность сплавов отличается более, чем на 90%. Металлографические исследования биметаллических прутков 0 30 мм после отбочки показали, что при толщине наружного слоя из сплава ВХ2И - 6,0 мм, подслоя из сплава ВМ1 - 3,0 мм и диаметре стержия из сплава ВН5АЭ - 12 мм разнотолщинность колеблется в пределах 10--15%.
Прочность сцепления слоев на многослойных прутках не определялась, так как они предназначались для теплого волочения.
Испытания показали, что предлагаемая сборная заготовка дает возможность получить надежное соединение двух и более разнородных металлов, различающихся по прочности при температурах прессования более, чем на 50%, чего не обеспечивала известная заготовка; обеспечивает равномерное течение двух и более разнородных металлов, что дает возможность получить многослойные полуфабрикаты с высокой равномерностью слоев по сечению и длине изделия (разнотолщинность в пределах 10-15%, против 20-50% при прессовании из известных заготовок); обеспечивает надежную герметичность сопрягаемых поверхностей из легкоокисляющихся металлов при нагреве на воздухе и позволяет использовать известное оборудование; повышает производительность труда при получении сборных заготовок в 5-10 раз по сравнению с известной заготовкой.
Формула изобретения
Цилиндрическая сборная заготовка для прессования многослойных изделий, выполненная из нескольких концентрично расположенных элементов из материалов с различной прочностью и жестко связанных с ними торцовых шайб, отличающаяся тем, что, с целью повышения качества сцепления элементов, различающихся в 2-30 раз по прочности, торцовая шайба с заходной стороны заготовки выполнена из материала, соответствующего материалу наиболее прочного из ее элементов, с толщиной, составляющ,ей 20-
25% от наружного диаметра сборной заготовки, а вторая шайба выполнена из материала, соответствующего материалу любого из элементов заготовки, с толщиной, составляющей Г;-20% от упомянутого диаметра.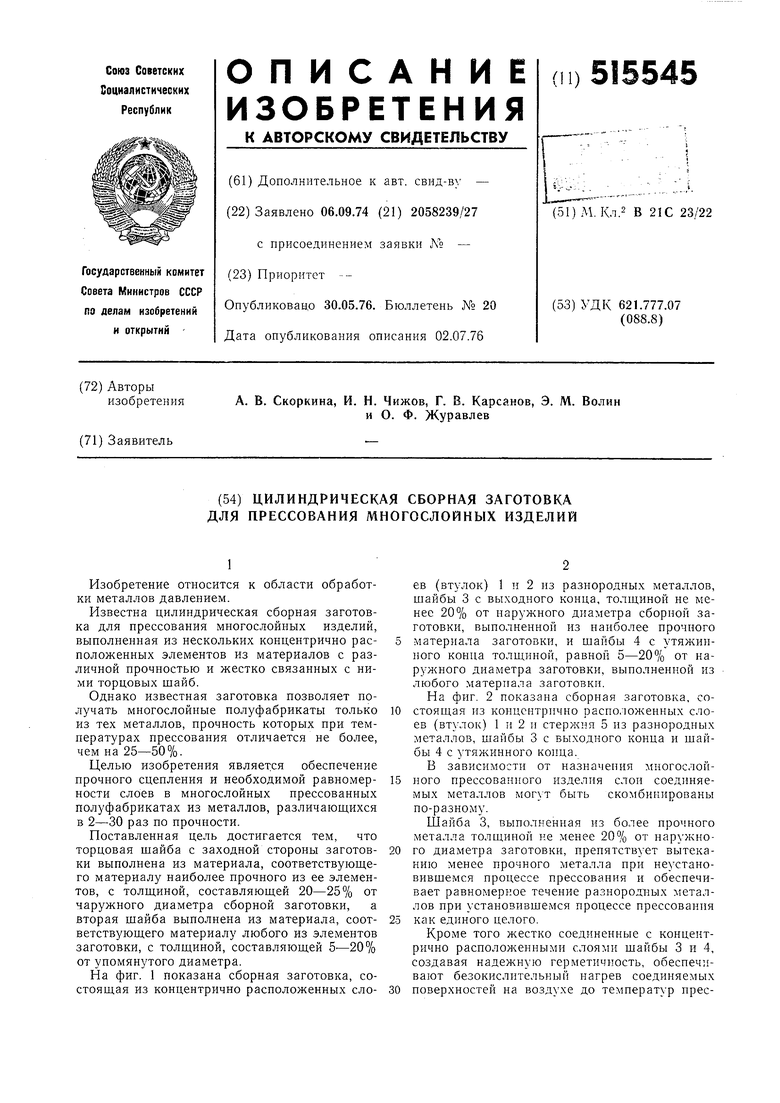
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полиметаллических полуфабрикатов | 1977 |
|
SU620298A1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ ДИАМЕТРОМ МЕНЕЕ 70 ММ ИЗ ПРЕЦИЗИОННОГО СПЛАВА МАРКИ Н70Х20Ф8Я7 МЕТОДОМ ГОРЯЧЕЙ ЭКСТРУЗИИ | 2023 |
|
RU2824780C1 |
| Способ изготовления многослойных изделий | 1978 |
|
SU733948A1 |
| Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе ВЖ175-ВИ методом горячей экструзии | 2020 |
|
RU2752819C1 |
| Способ изготовления многослойной заготовки из алюминиевых сплавов | 1981 |
|
SU971569A2 |
| Заготовка для изготовления сверхпроводящего кабельного изделия | 1979 |
|
SU803725A1 |
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| Высокопрочный провод и способ его изготовления | 2016 |
|
RU2666752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
