Изобретение относится к области строительства и ремонта трубопроводов с внешним бетонным покрытием, укладываемых на дно водоема или на заболоченной местности, и направлено на защиту сварных стыков и околошовных зон от коррозионного поражения, а также от механических повреждений [F16L 57/00, F16L 58/00].
Из уровня техники известна СИСТЕМА ЗАЩИТЫ СВАРОЧНЫХ РАБОТ [WO9516160A1, опубл. 15.06.1995], в которой трубопровод включает несколько труб, каждая из которых имеет антикоррозионное покрытие и утяжеляющее покрытие, нанесенное поверх антикоррозионного покрытия, а способ включает наложение в качестве кольцевой обертки: первого ленточного элемента, содержащего гибкую термостойкую гидроизоляционную подложку, такую как высокотемпературная ПВХ-пленка, и слой чувствительного к давлению клея, имеющего ширину, охватывающую и приклеенную к первой длине соединения открытой трубы с обеих сторон сварного соединения и, по крайней мере, частично перекрывающего и приклеенного ко второй длине соединения, смежной с первой длиной соединения с обеих сторон соединения, покрытого антикоррозионным покрытием, но не утяжеляющим покрытием; и второй элемент ленты, содержащий износостойкую пленку с высокой температурой плавления, такую как полиэфирная пленка, имеющая ширину меньше ширины первого элемента ленты и ламинированная в центре внешней поверхности первой ленты, так что при нанесении она перекрывает первую длину стыка открытой трубы и не перекрывает вторую длину стыка, и заполняет объем стыка; первый и второй элементы ленты удобно представлены в виде предварительно ламинированной ленты с чувствительным к давлению клеевым слоем, защищенным разделительной пленкой или бумагой.
Недостатком аналога является использование в качестве защитного покрытия только лишь кольцевой обертки, не усиленной более никакими средствами, например стяжными муфтами, что может снизить уровень защиты сварных стыков и околошовных зон от коррозионного поражения и механических повреждений.
Также известен СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗОЛИРУЕМЫЕ ПОВЕРХНОСТИ СВАРНЫХ СТЫКОВ СТАЛЬНЫХ ТРУБОПРОВОДОВ С ЗАВОДСКИМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ В ПОЛЕВЫХ УСЛОВИЯХ [RU2130149, опубл. 10.05.1999], который включает предварительный разогрев изолируемой поверхности, нанесение и формирование на ней термопластичного адгезионного слоя с последующим нанесением и формированием по крайней мере одного слоя полимерного защитного покрытия. Одновременно с предварительным разогревом изолируемой поверхности осуществляют разогрев прилегающего к ней заводского полимерного покрытия. Предварительный разогрев изолируемой поверхности осуществляют газовыми инфракрасными горелками, равномерно распределенными по всей поверхности, а прилегающего к указанной поверхности заводского полимерного покрытия - отходящими газами указанных горелок. Перед нанесением полимерного защитного покрытия на термопластичный адгезионный слой наносят и формируют промежуточный слой из материала, обладающего высокими адгезионными свойствами к материалу термопластичного адгезионного слоя и к материалу полимерного защитного покрытия. Формирование каждого из указанных слоев осуществляют путем выдержки его материала при стабильной температуре формирования в течение всего времени до полной его структуризации. В качестве порошкообразного клеящего материала используют сэвилен, а в качестве полимерного материала - термо- и светостабилизированный полимер. Нанесение слоев осуществляют газопламенным напылением.
Недостатком аналога является формирование каждого из защитных слоев путем выдержки его материала при стабильной температуре формирования в течение всего времени до полной его структуризации, что при деформациях, обусловленных спуском сваренного в нитку данного отрезка трубопровода со специального судна на дно, может вызвать образование новых повреждений и, таким образом, может снизить уровень защиты сварных стыков и околошовных зон.
Наиболее близким по технической сущности является СПОСОБ БЕЗОГНЕВОГО РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ [RU2788782, опубл. 24.01.2023], при реализации которого осуществляют подготовку поверхности ремонтируемого участка трубопровода, обеспыливание, удаление влаги, обезжиривание ацетоном, обработку преобразователем ржавчины, выполняющим роль грунтовки, заполнение полости дефекта быстротвердеющей композитной пастой, нанесении на подготовленный участок тонкого равномерного слоя полимерного клеевого состава, при этом сначала приклеивают внутреннюю композитную втулку, затем поверх внутренней композитной втулки, перекрывая горизонтальный стык внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают наружную композитную втулку, поверх которой монтируют стяжные композитные муфты, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирами, а с другой стороны стяжными винтами. Предложенный способ позволяет без применения сварки и других огневых процессов, а также без снижения рабочего давления в трубопроводе ремонтировать несквозные механические и коррозионные дефекты любой протяженности вдоль оси ремонтируемого участка трубопровода, останавливать дефектообразование, укреплять стенки трубопровода и восстанавливать несущую способность до бездефектного уровня.
Основной технической проблемой прототипа является тот факт, что предложенный способ ремонта в случае применения на сварных стыках обетонированных секций трубопровода позволяет защитить их от внешних механических повреждений, но не способен гарантированно защитить поверхность трубы от коррозионного поражения, так как при монтаже невозможно обеспечить абсолютно герметичное примыкание кромки упругодеформированной композитной втулки к кромке заранее нанесенного на трубу бетонного покрытия, что не исключает возможности попадания электролита, например соленой морской воды, под втулку с дальнейшим развитием коррозионного процесса и, таким образом, потенциально способно снизить уровень защиты сварных стыков и околошовных зон от коррозионного поражения и механических повреждений.
Задачей изобретения является устранение недостатков прототипа, а именно обеспечение усиления участка со сварным стыком в зоне между обетонированными частями состыкованных секций подводного трубопровода, а также надежная и долговечная, то есть рассчитанная на весь срок службы трубопровода защита таких участков как от механического повреждения, например, якорями судов, так и от коррозии.
Техническим результатом изобретения является усиление защиты сварных стыков и околошовных зон от коррозионного поражения и механических повреждений.
Указанный технический результат достигается за счет применения предлагаемого способа защиты сварных стыков обетонированных труб, при котором поверх зачищенного до металла сварного стыка и околошовных зон двух секций труб устанавливают предварительно пропитанную компаундом втулку так, чтобы кромки торцевых частей втулки образовали плавные конусообразные переходы от втулки к торцу бетонной оболочки труб, а распушенные пропитанные кромки смыкаемых частей втулки интегрируют друг в друга с образованием вокруг трубы бесшовного полого цилиндра, при этом количество отвердителя в пропитывающем втулку компаунде задают согласно предварительному расчету так, чтобы материал втулки полимеризовался уже после размещения трубы на дне, далее посредством по крайней мере трех стяжных муфт, каждая из которых состоит из предварительно отвержденной на цилиндрической форме обечайки из композитного ламината, и стяжного узла, включающего винт предпочтительно с внутренним шестигранником, шайбу, две стальные наружные прижимные щеки, две стальные внутренние прижимные щеки и гайку, прижимают втулку к трубе, обеспечивая герметичность за счет ее надежного приклеивания с абсолютной обтюрацией, что предотвращает попадание электролита под втулку и защищает от коррозии металл сварного шва и околошовной зоны, обжимают участок трубопровода со сварным швом, делая его при этом толще и прочнее, что в свою очередь повышает защищенность трубопровода от внешних механических воздействий.
В частности, втулку изготавливают из нетканого армирующего мата, выполненного из полимерных волокон.
В частности, втулку изготавливают из нетканого армирующего мата, выполненного из минеральных волокон.
В частности, втулку изготавливают из нетканого армирующего мата, выполненного из смеси полимерных и минеральных волокон.
В частности, ширина втулки на 20-30 мм превышает расстояние между кромками бетонных оболочек двух соседних секций трубопровода.
В частности, втулку пропитывают компаундом на основе эпоксидной смолы.
В частности, втулку пропитывают компаундом на основе полиэфирной смолы.
В частности, втулку пропитывают компаундом на основе полиамидной смолы.
В частности, втулку пропитывают компаундом на основе полиуретановой смолы.
В частности, втулку пропитывают компаундом на основе силиконовой смолы.
В частности, обечайку стяжной муфты выполняют из нержавеющего металла.
В частности, стяжную муфту выполняют со стяжным узлом из деталей, изготовленных из композитных материалов.
Краткое описание чертежей.
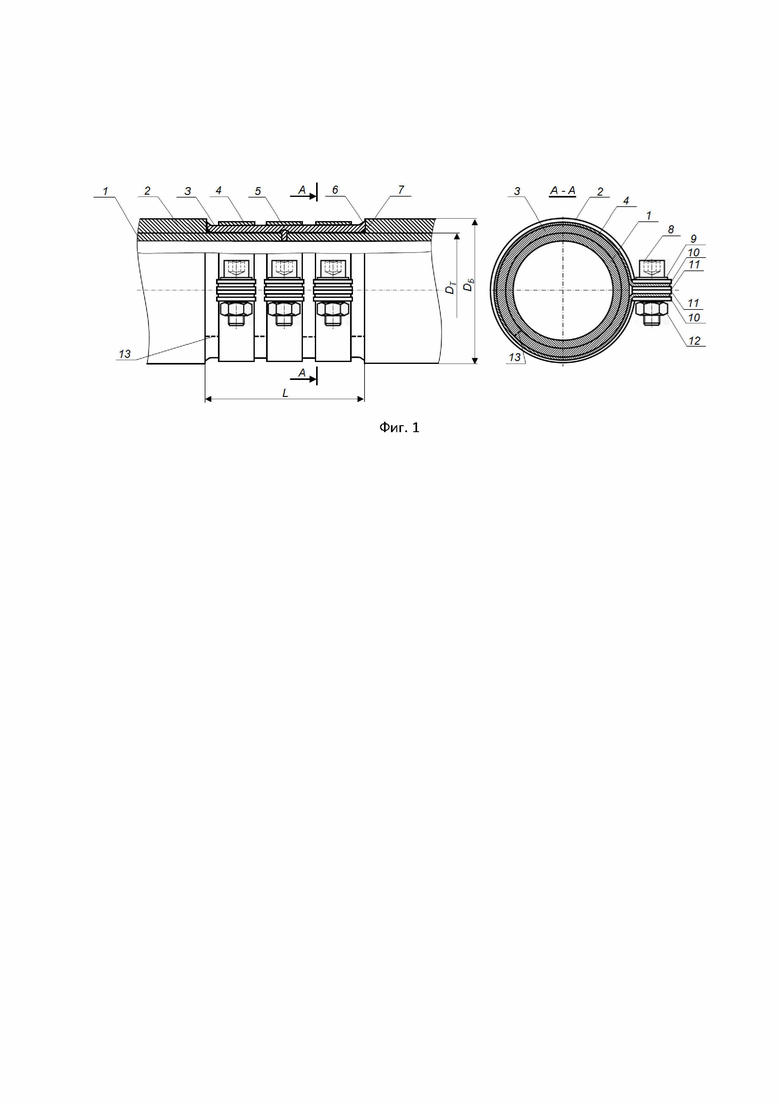
На Фиг. 1 представлен сварной стык двух обетонированных трубопроводных секций и защитная композитная конструкция.
На Фиг. 1 обозначено: 1 - трубопровод; 2 - оболочка; 3 - втулка; 4 - стяжная муфта; 5 - сварной стык; 6, 7 - конусообразные переходы; 8 - винт; 9 - шайба; 10 - наружная прижимная щека; 11 - внутренняя прижимная щека; 12 - гайка; 13 - соединительный шов.
Осуществление изобретения.
При строительстве или ремонте трубопровода 1, оснащенного наружной защитной бетонной оболочкой 2, на судне или на бровке поверх сварного стыка 5 двух секций устанавливают изготовленную из полимерного нетканого мата пропитанную компаундом втулку 3, ширина которой на 20-30 мм превышает расстояние L между кромками бетонных оболочек 2 двух соседних секций трубопровода 1, при этом кромки втулки 3 образуют плавные конусообразные переходы 6 и 7 от втулки 3 к торцу бетонной оболочки 2, обеспечивая тем самым плотное прилегание втулки 3 к торцам бетонной оболочки 2 и надежную герметизацию участка трубопровода 1 со сварным стыком 5.
Посредством стяжных муфт 4, стягиваемых с помощью стяжного узла, включающего винт 8 с внутренним шестигранником, шайбу 9, две стальных наружных прижимных щеки 10, две стальных внутренних прижимных щеки 11 и гайку 12, плотно прижимают втулку 3 к трубе, и таким образом исключают попадание влаги (электролита) под втулку 3, создавая полную герметичность, что исключает возникновение процесса коррозии металла как сварного шва 5, так и околошовной зоны. Кроме того, стяжные муфты 4, обжимая втулку 3, обжимают еще и участок трубопровода со сварным швом 5, что позволяет использовать защитную композитную конструкцию согласно настоящему описанию в качестве средства для постоянного ремонта трубопроводов.
Соединительный шов 13 втулки 3 на Фиг. 1 условно изображен пунктиром, при этом он фактически отсутствует, поскольку втулку 3 изготавливают из нетканого материала, и пропитанные кромки втулки 3 интегрируются друг в друга, приводя к слиянию шва 13 с поверхностью втулки 3, после чего втулка 3 образует полый цилиндр, плотно приклеенный к поверхности участка трубопровода 1 со сварным стыком, и надежно защищает его от внешних физических воздействий.
Материал втулки 3 изготавливают из полимерных и/или минеральных волокон, таких как стекло, базальт, смесь стекла и базальта, углеволокно, кевлар, или из смеси указанных материалов, при этом втулку 3 непосредственно перед намоткой вокруг зачищенного до металла участка трубопровода 1 со сварным стыком 5 пропитывают компаундом, в различных вариантах реализации, на основе эпоксидной, полиэфирной, полиамидной, полиуретановой, или силиконовой смолой.
Втулка 3, благодаря регулировке количества отвердителя в используемом компаунде, полимеризуется строго через заданное расчетом время после размещения трубы на дне, то есть в тот момент, когда отрезок трубопровода 1 со сварным стыком 5 больше не будет подвергаться деформации, обусловленной спуском сваренного в нитку трубопровода со специального судна на дно.
Предлагаемый способ защиты сварных стыков обетонированных труб применим как при строительстве, так и при проведении ремонтных работ на подводных трубопроводах, что в настоящее время имеет большую актуальность, в частности, при освоении месторождений углеводородов на морском, океаническом шельфе и болотах, в частности, Сибири.
Заявленный технический результат - усиление защиты сварных стыков и околошовных зон от коррозионного поражения и механических повреждений - достигается благодаря тому, что в предлагаемом способе, в отличие от прототипа, для ремонта методом усиления участков трубопроводов со сварным стыком и их околошовных зон не используются внутренние композитные упругодеформированные под диаметр трубы втулки, а применяется нетканый армирующий мат из таких полимерных и/или минеральных волокон, как стекло, базальт, смесь стекла и базальта, углеволокно, кевлар или смесь названных материалов, который непосредственно перед намоткой вокруг зачищенного до металла участка трубопровода со сварным стыком, соединяющим две обетонированных секции трубопровода, пропитывается компаундом на основе эпоксидной, полиэфирной, полиамидной, полиуретановой, или силиконовой смолы, формируя композитную втулку непосредственно на участке со сварным стыком, где он качественно отпечатается на внутренней поверхности втулки и будет без потерь передавать нагрузку через композитную втулку на усиливающие обечайки, при этом указанный процесс происходит только после того, как втулка полимеризуется строго через заданное расчетом время, что обеспечивается скоростью полимеризации, регулируемой количеством отвердителя в используемом компаунде, и, согласно заявляемому изобретению, задается с таким расчетом, чтобы полимеризация произошла уже после того, как труба займет свое проектное положение на дне, то есть когда отрезок трубы со сварным стыком больше не будет подвергаться деформации, обусловленной спуском сваренного в нитку трубопровода со специального судна на дно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗОГНЕВОГО РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ | 2022 |
|
RU2788782C1 |
| СПОСОБ БЕЗОГНЕВОГО КОМПОЗИТНОГО РЕМОНТА ПОСТОЯННЫМ МЕТОДОМ СКВОЗНЫХ ДЕФЕКТОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ | 2023 |
|
RU2805717C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБЕТОНИРОВАННОЙ ТРУБЫ С КАБЕЛЬ-КАНАЛОМ | 2016 |
|
RU2657381C2 |
| Конструкция гидрозащищенного стыка труб с наружным бетонным покрытием | 2020 |
|
RU2750403C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2218510C2 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2190149C1 |
| СПОСОБ МОНТАЖА ПРОТИВОПОЖАРНЫХ ВСТАВОК ДЛЯ ТРУБ В ТЕПЛОИЗОЛЯЦИИ | 2012 |
|
RU2530949C2 |
Изобретение относится к области строительства и ремонта трубопроводов с внешним бетонным покрытием, укладываемых на дно водоема или на заболоченной местности. В способе защиты сварных стыков обетонированных труб поверх зачищенного до металла сварного стыка и околошовных зон двух секций труб устанавливают предварительно пропитанную компаундом втулку так, чтобы кромки торцевых частей втулки образовали плавные конусообразные переходы от втулки к торцу бетонной оболочки труб, а распушенные пропитанные кромки смыкаемых частей втулки интегрируют друг в друга с образованием вокруг трубы бесшовного полого цилиндра. Количество отвердителя в пропитывающем втулку компаунде задают согласно предварительному расчету так, чтобы материал втулки полимеризовался уже после размещения трубы на дне. Посредством стяжных муфт и стяжного узла прижимают втулку к трубе, обеспечивая герметичность за счет ее надежного приклеивания с абсолютной обтюрацией, что предотвращает попадание электролита под втулку и защищает от коррозии металл сварного шва и околошовной зоны. Участок трубопровода со сварным швом обжимают, делая его при этом толще и прочнее, что в свою очередь повышает защищенность трубопровода от внешних механических воздействий. 11 з.п. ф-лы, 1 ил.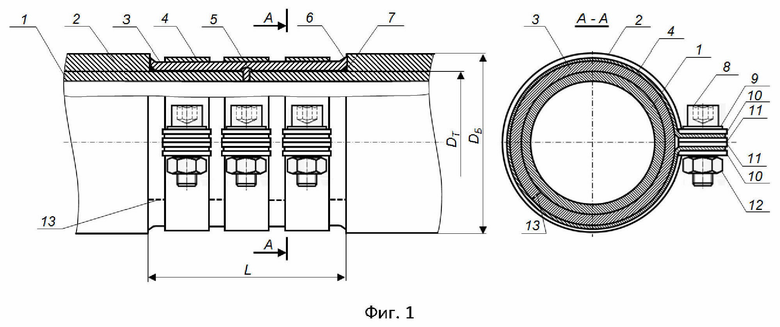
1. Способ защиты сварных стыков обетонированных труб, при котором поверх зачищенного до металла сварного стыка и околошовных зон двух секций труб устанавливают предварительно пропитанную компаундом втулку так, чтобы кромки торцевых частей втулки образовали плавные конусообразные переходы от втулки к торцу бетонной оболочки труб, а распушенные пропитанные компаундом кромки смыкаемых частей втулки интегрируют друг в друга с образованием вокруг трубы бесшовного полого цилиндра, при этом количество отвердителя в пропитывающем втулку компаунде задают согласно предварительному расчету так, чтобы материал втулки полимеризовался уже после размещения трубы на дне, далее посредством по крайней мере трех стяжных муфт, каждая из которых состоит из предварительно отвержденной на цилиндрической форме обечайки из композитного ламината, и стяжного узла, включающего винт предпочтительно с внутренним шестигранником, шайбу, две стальные наружные прижимные щеки, две стальные внутренние прижимные щеки и гайку, прижимают втулку к трубе, обеспечивая герметичность за счет ее надежного приклеивания с абсолютной обтюрацией, что предотвращает попадание электролита под втулку и защищает от коррозии металл сварного шва и околошовной зоны, обжимают участок трубопровода со сварным швом, делая его при этом толще и прочнее, что в свою очередь повышает защищенность трубопровода от внешних механических воздействий.
2. Способ по п.1, отличающийся тем, что втулку изготавливают из нетканого армирующего мата, выполненного из полимерных волокон.
3. Способ по п.1, отличающийся тем, что втулку изготавливают из нетканого армирующего мата, выполненного из минеральных волокон.
4. Способ по п.1, отличающийся тем, что втулку изготавливают из нетканого армирующего мата, выполненного из смеси полимерных и минеральных волокон.
5. Способ по п.1, отличающийся тем, что ширина втулки на 20-30 мм превышает расстояние между кромками бетонных оболочек двух соседних секций трубопровода.
6. Способ по п.1, отличающийся тем, что втулку пропитывают компаундом на основе эпоксидной смолы.
7. Способ по п.1, отличающийся тем, что втулку пропитывают компаундом на основе полиэфирной смолы.
8. Способ по п.1, отличающийся тем, что втулку пропитывают компаундом на основе полиамидной смолы.
9. Способ по п.1, отличающийся тем, что втулку пропитывают компаундом на основе полиуретановой смолы.
10. Способ по п.1, отличающийся тем, что втулку пропитывают компаундом на основе силиконовой смолы.
11. Способ по п.1, отличающийся тем, что обечайку стяжной муфты выполняют из нержавеющего металла.
12. Способ по п.1, отличающийся тем, что стяжную муфту выполняют со стяжным узлом из деталей, изготовленных из композитных материалов.
| СПОСОБ БЕЗОГНЕВОГО РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ | 2022 |
|
RU2788782C1 |
| Конструкция гидрозащищенного стыка труб с наружным бетонным покрытием | 2020 |
|
RU2750403C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТЫКА ОБЕТОНИРОВАННЫХ ТРУБОПРОВОДОВ | 2017 |
|
RU2670643C9 |
| УСТРОЙСТВО ЗАЩИТЫ СТЫКА ТРУБОПРОВОДА | 2019 |
|
RU2734727C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТЫКА ОБЕТОНИРОВАННЫХ ТРУБОПРОВОДОВ | 2017 |
|
RU2670643C9 |
| Способ установки защитного покрытия стыкового соединения труб со сплошным бетонным покрытием и покрывающий кожух | 2022 |
|
RU2806125C1 |
| WO 9516160 A1, 15.06.1995 | |||
| CN 214579433 U, 02.11.2021. | |||

