Изобретение относится к области строительства и ремонта магистральных, промысловых, технологических и прочих трубопроводов любого способа прокладки, а также других цилиндрических конструкций, например, сосудов давления [F16L37/00, F16L 55/17, F16L 55/18].
При строительстве и эксплуатации указанных выше объектов в результате коррозионных, механических, электрохимических и прочих процессов появляются разнообразные дефекты (язвы, раковины, каверны, питтинги, трещины, свищи, вмятины, гофры, заплаты, чопики и т.д.), в том числе недопустимые для безопасной эксплуатации трубопровода. Поражения трубопроводов могут носить, как локальный, так и групповой характер, порой затрагивая участки протяженностью, исчисляемой десятками и даже сотнями метров. Владельцы трубопроводов в настоящее время предъявляют к их ремонту повышенные требования. Ремонт должен быть быстрым, надежным, полностью восстанавливать несущую способность повреждённых дефектами труб на весь оставшийся ресурсный срок эксплуатации трубопровода, то есть относиться к постоянным методам ремонта, а также производиться без изменения режимов перекачки.
Сохранить без изменения режимы перекачки, используя широко применяемый способ ремонта трубопроводов по композитно-муфтовой технологии - КМТ (GB 2210134 A, 01.06.1989, RU 2191317 С2, 20.10.2002, RU 113811 U1, 27.02.2012, RU 129593 U1, 27.06.2013), а также способ с применением спиральных композитных муфт типа «Clock Spring» (RU 2108514 C1, 10.04.1993), не представляется возможным, так как оба эти способа имеют один общий недостаток: их технологии предусматривают установку ремонтных конструкций на дефектные участки трубопроводов, при пониженном относительно рабочего давлении, то есть, когда ремонтируемый трубопровод имеет наружный диаметр меньший, чем, при рабочем давлении.
Указанного недостатка лишены такие конструкции для ремонта трубопроводов, как «Композиционная муфта трубопровода» (RU 73331 U1, 20.05.2008), «Универсальная конусная муфта» (RU 148064 U1, 27.11.2014) и «Композитная конусная муфта» (RU 174392 U1, 11.10.2017). Но они, как и муфты по КМТ и «Clock Spring» обладают другим недостатком, который мешает их ещё более широкому применению - это то, что, при ремонте протяженных дефектов, то есть дефектов длиной по оси трубы, превышающей максимальную длину ремонтной конструкции, требуется их последовательная установка встык, или на максимально близком расстоянии друг от друга, что в большинстве случаев трудно выполнимо, как по техническим, так и по финансовым соображениям.
В качестве прототипа выбран способ ремонта дефектов обетонирования участка подводного трубопровода и устройство для его осуществления (RU 2619954, 22.05.2015).
Способ, выбранный за прототип, применяется для ремонта повреждений обетонирования подводных трубопроводов без изменения режимов перекачки, но он не предусматривает ремонта дефектов стенки трубы. В отличие от прототипа, задачей предлагаемого изобретения является обеспечение возможности безогневого ремонта несквозных дефектов стенки металлических трубопроводов независимо от способа их прокладки без снижения давления и расхода перекачиваемого продукта, то есть без изменения режимов перекачки. Ремонтируемые согласно предлагаемому способу дефекты могут быть одиночными, локально сгруппированными, непротяженными и протяженными, как по периметру трубы, так и вдоль оси трубопровода. Кроме того, применяя данный способ, возможно проведение ремонта дефектов, выступающих над поверхностью трубопровода (заплаты, шляпки вваренных болтов, чопики и т.п.), а также дефектов на сварных стыках секций трубопровода и в их околошовных зонах. Также возможно применение предлагаемого способа для ремонта несквозных дефектов на внутренней поверхности ремонтируемого трубопровода.
Задачей заявленной группы изобретений является устранение недостатков аналогов известного уровня техники.
Технический результат, достигаемый от реализации предложенного технического решения заключается в:
- обеспечении возможности безогневого ремонта несквозных дефектов стенки металлических трубопроводов независимо от способа их прокладки и независимо от их места расположения без снижения давления и расхода перекачиваемого продукта, то есть без изменения режимов перекачки;
- повышении эксплуатационной надежности отремонтированного трубопровода, за счет восстановления несущей способности отремонтированных участков до состояния бездефектной трубы и обеспечении их безопасной эксплуатации в течение всего ресурсного срока отремонтированного трубопровода;
- в значительном сокращении сроков проведения ремонтных работ и оптимизации их стоимости, в том числе благодаря удешевлению организационно-технических мероприятий по их проведению, в виду отсутствия необходимости применения в процессе ремонта сварочного оборудования, подъемных механизмов, нагнетательных насосов и прочих технических устройств. Оптимальное количество членов бригады по ремонту дефектов трубопроводов диаметров от 89 мм до 1420 мм с применением данного способа - три человека.
Заявленный технический результат достигается посредством предлагаемого способа безогневого ремонта без изменения режимов перекачки несквозных наружных и внутренних механических и коррозионных дефектов линейных участков трубопроводов с конструктивно ровной наружной поверхностью, заключающийся в подготовке поверхности ремонтируемого участка, обеспыливании, удалении влаги, обезжиривании ацетоном, обработке преобразователем ржавчины, выполняющим роль грунтовки, заполнении полости дефекта быстротвердеющей композитной пастой, нанесении на подготовленный участок тонкого равномерного слоя полимерного клеевого состава и монтажа на него полноохватывающей композитной ремонтной конструкции, при этом, сначала приклеивают внутреннюю композитную втулку, затем поверх внутренней композитной втулки, перекрывая горизонтальный стык внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают имеющую ровную внутреннюю и внешнюю поверхность наружную композитную втулку, поверх которой монтируют стяжные композитные муфты, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирно, а с другой стороны по одному на муфту стяжными винтами.
Согласно одному из вариантов, внутренняя композитная втулка обладает толщиной соразмеримой с номинальной толщиной стенки трубы длиной по оси LРК, которая определяется по формуле LРК = LД + 2LВ, где LВ – длина перекрытия дефекта вдоль оси трубы, удовлетворяющее условию LВ ≥ 0,5√Dt ≥ 0,05 м, где D – наружный диаметр, а t – толщина стенки ремонтируемого трубопровода, и округления вверх до значений LРК = 0,333 м, LРК = 0,667 м, или LРК = 1 м, затем поверх внутренней композитной втулки, перекрывая горизонтальный стык внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают имеющую ровную внутреннюю и наружную поверхность наружную композитную втулку толщиной соразмеримой с номинальной толщиной стенки ремонтируемого трубопровода, поверх которой монтируют толщиной соразмеримой с толщиной стенки ремонтируемого трубопровода и длиной LМ, вычисляемой из выражения LМ = 0,167LБ, где LБ – длина базовой ремонтной конструкции, на расстоянии от внешних границ ремонтной конструкции, равном 0,5LМ, с интервалом, равным LМ, в количестве k штук, вычисляемом из выражения k = 3n, где n = LРК / LБ, стяжные композитные муфты, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирами, а с другой стороны по одному на муфту стяжными винтами, закручиваемыми с тарированным усилием.
Согласно одному из вариантов, для ремонта несквозных наружных дефектов на сварных стыках секций трубопроводов и в их околошовных зонах, используются внутренние композитные втулки толщиной соразмеримой с номинальной толщиной стенки ремонтируемого трубопровода с выборкой под усиление сварного стыка на их внутренней поверхности размером в разрезе a*b, где a – ширина +5 мм и b – высота +2 мм усиления сварного стыка согласно нормативной документации на ремонтируемый трубопровод.
Согласно одному из вариантов, для ремонта участка трубопровода с выступающей над поверхностью трубы инсталляцией толщиной не больше толщины внутренней композитной втулки, используются внутренняя композитная втулка с выборкой под выступающую над поверхностью трубы инсталляцию с последующим заполнением зазоров между инсталляцией и границами выборки под неё во внутренней композитной втулке и выравниванием толщины инсталляции с толщиной внутренней втулки быстротвердеющей композитной пастой заподлицо +0,5 мм к уровню наружной поверхности внутренней втулки без выборки.
Согласно одному из вариантов, для ремонта несквозных наружных дефектов длиной вдоль оси трубопровода LД > 0,9 м, из базовых ремонтных конструкций длиной LБ составляется ремонтная конструкция длиной LРК, вычисляемой по формуле LРК = nLБ, где n – количество базовых ремонтных конструкций, с внутренними композитными втулками для ремонта дефектов на участках с конструктивно ровной поверхностью, для ремонта дефектов на сварных стыках секций трубопровода, а также в их околошовных зонах, и/или для ремонта участков с выступающими над поверхностью трубопровода инсталляциями, которые устанавливаются так, чтобы наружные композитные втулки перекрывали, как горизонтальные, так и вертикальные стыки внутренних композитных втулок длиной LМ, определяемой из выражения LМ = 0,167LБ, а стяжные композитные муфты в количестве k, вычисляемом по формуле k = 3n – 1, где n – количество базовых ремонтных конструкций в составленной из них ремонтной конструкции, получаемое после округления вверх до целого числа значения, вычисляемого по формуле n = (2LВ + LД)/LБ, где LВ – длина перекрытия дефекта вдоль оси трубы, удовлетворяющее условию LВ ≥ 0,5√Dt ≥ 0,05 м, где D – наружный диаметр, а t – толщина стенки ремонтируемого трубопровода, устанавливались, перекрывая вертикальные стыки внешних композитных втулок, с интервалом LП в метрах, равном LП = 1,25LМ, на расстоянии от внешних кромок составленной ремонтной конструкции, равном 0,5LП.
Согласно одному из вариантов, при ремонте несквозных дефектов на внутренней поверхности ровных участков ремонтируемого трубопровода LД ≤ 0,9 м, а также внутренних дефектов на сварных стыках и в их околошовных зонах, положение дефектов переносится на наружную поверхность ремонтируемого трубопровода, операция заполнения дефектов быстротвердеющей композитной пастой исключается и применяются служащие для закрепления на дистанции трубопровода местонахождения отремонтированного внутреннего дефекта для мониторинга, при помощи средств внутритрубной диагностики, его развития за пределы ремонтной конструкции, магнитные маркеры, которые устанавливаются перед ремонтной конструкцией по ходу продукта с ориентацией на 12 часов на расстоянии не больше 0,5 метра от неё.
Согласно одному из вариантов, при ремонте несквозных дефектов на внутренней поверхности конструктивно ровных участков ремонтируемого трубопровода LД > 0,9 м, а также внутренних дефектов на сварных стыках и в их околошовных зонах, положение дефектов переносится на наружную поверхность ремонтируемого трубопровода, операция заполнения дефектов быстротвердеющей композитной пастой исключается и применяются служащие для закрепления на дистанции трубопровода местонахождения отремонтированного внутреннего дефекта для мониторинга, при помощи средств внутритрубной диагностики, его развития за пределы ремонтной конструкции, магнитные маркеры, которые устанавливаются перед ремонтной конструкцией по ходу продукта с ориентацией на 12 часов на расстоянии не больше 0,5 метра от неё.
Согласно одному из вариантов, композитные втулки выполняются упругодеформированными под диаметр ремонтируемого трубопровода и они устанавливаются, когда заполняющая композитная паста находится в еще неотверждённом, деформируемом состоянии, для обеспечения плотного и сплошного контакта между дефектным участком трубопровода и композитными втулками, чтобы передача нагрузки с него на упрочняющую ремонтную конструкцию происходила без потерь.
Согласно одному из вариантов, композитные втулки выполняются упругодеформированными под диаметр ремонтируемого трубопровода и они устанавливаются, когда заполняющая композитная паста находится в еще неотверждённом, деформируемом состоянии, для обеспечения плотного и сплошного контакта между дефектным участком трубопровода и композитными втулками, чтобы передача нагрузки с него на упрочняющую ремонтную конструкцию происходила без потерь.
Согласно одному из вариантов, в качестве заполняющей быстротвердеющей композитной пасты и полимерного клеевого состава используется одна и та же композитная паста.
Согласно одному из вариантов, в качестве заполняющей быстротвердеющей композитной пасты и полимерного клеевого состава используется одна и та же композитная паста.
Суть предлагаемого способа заключается в следующем.
Магистральные, промысловые, технологические и прочие трубопроводы подземной, наземной, надземной и подводной прокладки для перекачки углеводородов, воды и прочих жидких и газообразных продуктов в процессе эксплуатации могут подвергаться механическому, электрохимическому и/или другому воздействию, следствием которых является образование таких дефектов трубопроводов, как коррозионные язвы, питтинги, вмятины, царапины и проч.
Наличие дефектов трубопроводов, а также его изгибы, провисы, или изменения его длины в следствие сезонных колебаний температур, а также выполнения монтажно-сварочных работ, способствует образованию участков, находящихся в напряженно-деформированном состоянии, что приводит к снижению несущей способности трубопровода, сокращению его ресурсного срока эксплуатации и созданию аварийных ситуаций. В связи с этим, на указанных участках трубопроводов необходимо проводить ремонтные работы по их усилению с целью восстановления несущей способности.
Предлагаемый способ позволяет ремонтировать несквозные наружные и внутренние механические и коррозионные дефекты любой протяженности вдоль оси ремонтируемого участка трубопровода, снимать с него кольцевые и осевые нагрузки, тем самым выводить его из напряженно-деформированного состояния, останавливать дефектообразование, укреплять его стенки и восстанавливать несущую способность до бездефектного уровня, путем монтажа на дефектные участки ремонтных конструкций без применения сварки и других огневых процессов, а также без снижения рабочего давления в трубопроводе, то есть непосредственно в процессе его штатной эксплуатации. Монтаж ремонтных конструкций включает в себя последовательное выполнение таких операций, как очистка ремонтируемого участка трубопровода от остатков земли, изоляции и прочих загрязнений, подготовка поверхности ремонтируемого участка до первой степени очистки по ГОСТ 9.402-2004 (или St 3 по ISO 8501), обеспыливание, например, влажной ветошью, удаление влаги и обезжиривание ацетоном зачищенной поверхности, обработка преобразователем ржавчины, выполняющего в том числе роль грунтовки, заполнение полости дефекта быстротвердеющей пастой, нанесение тонким равномерным слоем клеевого состава на ремонтируемый участок в границах длины единичной ремонтной конструкции, монтаж на трубопровод внутренней композитной втулки для ремонта наружных дефектов на линейных участках с конструктивно ровной наружной поверхностью - по первому варианту предлагаемого способа, с заводской выборкой под вертикальный сварной стык - по второму варианту, и со специальной выборкой, при ремонте выступающих над поверхностью трубы инсталляций - по третьему варианту, так, чтобы по любому из вариантов, горизонтальный стык внутренней втулки располагался с противоположной стороны от дефекта, нанесение на поверхность смонтированной внутренней втулки тонкого равномерного слоя клеевого состава, монтаж поверх внутренней втулки внешней композитной втулки с ровными внешней и внутренней поверхностью так, чтобы её горизонтальный стык находился с противоположной стороны от горизонтального стыка внутренней втулки, установка поверх внешней втулки одной, или нескольких с интервалом между друг-другом не меньше их длины, одноболтовых стяжных композитных муфт, состоящих из двух полумуфт, соединяемых между собой в обхват трубы с одной стороны шарнирно, а с другой стороны, при помощи закручиваемых с тарированным усилием стяжных винтов (по одному на каждой муфте), благодаря чему каждая муфта плотно прижимается через две втулки к поверхности трубопровода, обжимая его снаружи и создавая на трубу равномерное по всей поверхности ремонтируемого участка внешнее контактное воздействие величиной, соразмеримой воздействию на стенку трубопровода изнутри, создаваемому находящимся под рабочим давлением продуктом, перекачиваемого по трубопроводу, которое сводит к нулевым значениям суммарное воздействие на стенку трубопровода в районе установки ремонтной конструкции, снимая с него тем самым, как кольцевые, так и продольные напряжения, что приводит к предотвращению дальнейшего развития уже имеющихся дефектов и образованию новых, что в купе с усилением стенки дефектного участка трубопровода путем её утолщения за счет приклеивания в два слоя композитных втулок, возвращает его в состояние бездефектной трубы и восстанавливает исходную конструкционную прочность трубопровода. Ремонт протяженных вдоль оси трубопровода участков с одиночными и групповыми дефектами по первому варианту одновременно с дефектами по второму и третьему варианту предлагаемого способа - это четвертый вариант предлагаемого способа, который заключается в последовательном повторении вышеописанных технологических операций так, чтобы композитные втулки приклеивались в разбежку, и чтобы первая и последняя стяжная муфта устанавливалась на расчетном расстоянии от кромки приклеенных к трубопроводу соответствующих композитных втулок, а стяжные муфты, между ними располагались на равных интервалах между собой с обязательным перекрытием вертикальных стыков наружных композитных втулок. При этом, толщина каждого элемента ремонтной конструкции выполняется соразмеримой толщине стенки ремонтируемого трубопровода.
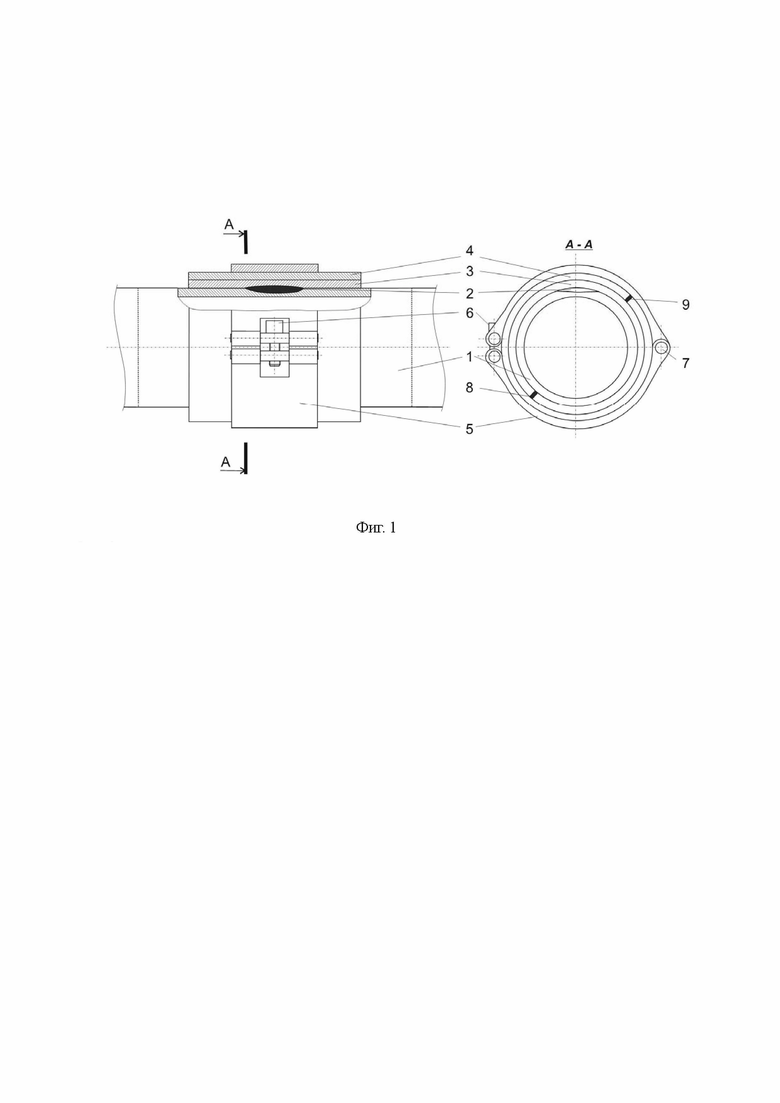
На Фиг. 1-4 изображены ремонтные конструкции по первому, второму, третьему и четвертому варианту предлагаемого способа.
Фиг. 1 иллюстрирует первый вариант - это способ безогневого ремонта наружных несквозных дефектов длиной вдоль оси трубы не более 0,9 м на линейных участках трубопроводов с конструкционно ровной поверхностью без изменения режимов перекачки, при помощи одной ремонтной конструкции.
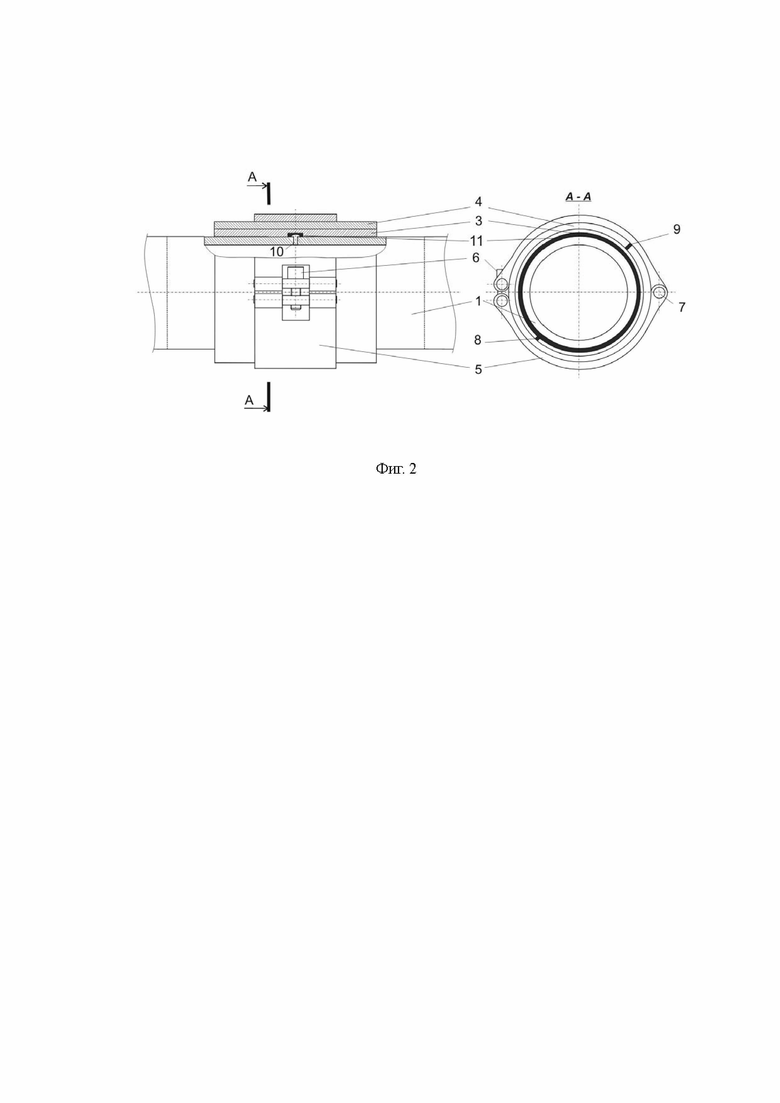
Фиг. 2 иллюстрирует второй вариант - это способ безогневого ремонта наружных несквозных дефектов на сварных стыках секций трубопровода и в их околошовных зонах без изменения режимов перекачки, при помощи одной ремонтной конструкции.
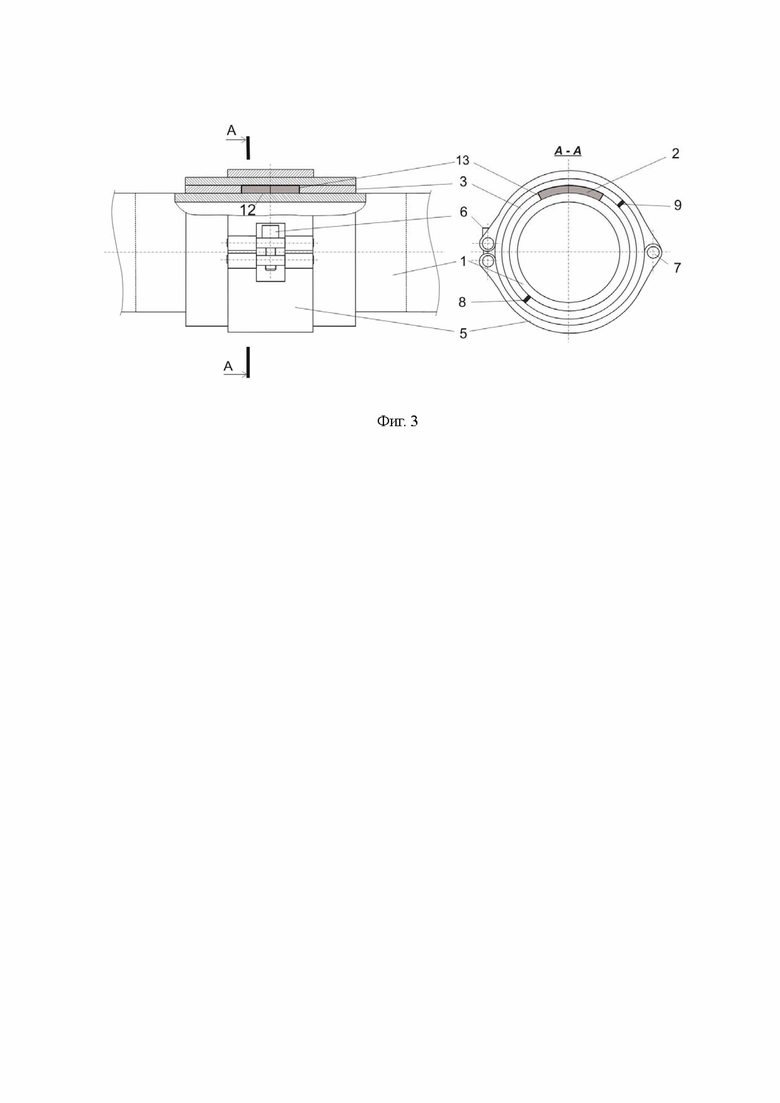
Фиг. 3 иллюстрирует третий вариант - это способ безогневого ремонта участков трубопроводов с выступающими над поверхностью трубы инсталляциями толщиной не больше номинальной толщины стенки и длиной вдоль оси не более 0,9 м, без изменения режимов перекачки, при помощи одной ремонтной конструкции.
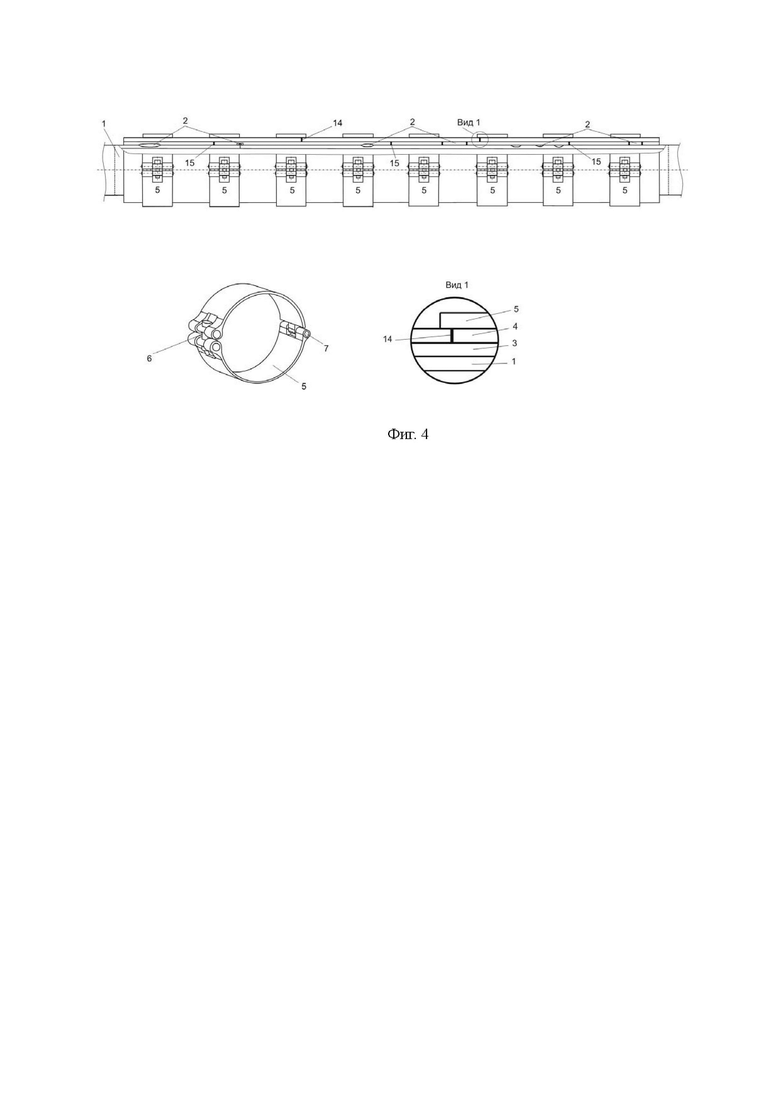
Фиг. 4 иллюстрирует четвертый вариант - это способ безогневого ремонта наружных несквозных дефектов протяженностью вдоль оси трубопровода более 0,9 м без изменения режимов перекачки, при помощи нескольких ремонтных конструкций.
На фигурах обозначено: 1 - ремонтируемый участок трубопровода, 2 - дефект трубопровода, полость которого заполнена быстротвердеющей полимерной пастой, 3 - внутренняя композитная втулка, 4 - наружная композитная втулка, 5 - стяжная композитная муфта, 6 - стяжной винт, 7 - шарнир, 8 - заполненный быстротвердеющей полимерной пастой горизонтальный стык внутренней композитной втулки, 9 - заполненный быстротвердеющей полимерной пастой горизонтальный стык наружной композитной втулки, 10 - сварной стык секций трубопровода, 11 - выборка под сварной стык, заполняемая быстротвердеющей полимерной пастой, 12 - выступающая над поверхностью трубы инсталляция, 13 - полости, щели и зазоры, заполненные быстротвердеющей полимерной пастой, 14 - вертикальный стык внешних композитных втулок, 15 - вертикальный стык внутренних композитных втулок.
Первый вариант предлагаемого способа - безогневой ремонт наружных несквозных дефектов длиной вдоль оси трубы не более 0,9 м на линейных участках трубопроводов с конструкционно ровной поверхностью без изменения режимов перекачки, при помощи одной ремонтной конструкции - осуществляется следующим образом.
На трубопроводе наружным диаметром D с толщиной стенки t (см. Фиг. 1) размечается ремонтируемый участок длиной Lру (м), исходя из условия (1).

• где LРК - общая длина ремонтной конструкции, удовлетворяющая условию (2)

• где LД - длина в метрах подлежащего ремонту дефекта вдоль оси трубы;
LВ - длина в метрах перекрытия дефекта ремонтной конструкцией вдоль оси трубы с каждой стороны от дефекта.
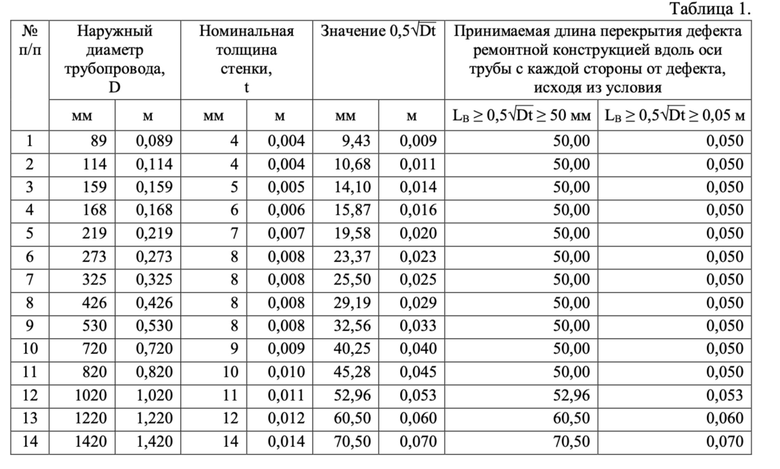
Величина LВ в метрах должна удовлетворять условию (3).

В Таблице 1 (см. Приложение 1) приведены значения LВ согласно настоящему способу для наиболее распространенных диаметров трубопроводов.
После разметки, ремонтируемый участок трубопровода 1, включая поверхность дефекта 2, очищается от земли, изоляции, коррозионных остатков и прочих загрязнений с запасом порядка 100 мм с каждой стороны от границ предполагаемой к установке ремонтной конструкции длиной LРК. Далее, производится подготовка поверхности ремонтируемого участка до первой степени очистки по ГОСТ 9.402-2004 (или St 3 по ISO 8501). Затем очищенная поверхность трубы обеспыливается, например, влажной ветошью, засушивается и обезжиривается ацетоном, после чего она обрабатывается преобразователем ржавчины, выполняющего, в том числе, роль грунтовки. После полного высыхания обработанной поверхности, производится заполнение полости дефекта 2 быстротвердеющей полимерной пастой до уровня +0,5 мм к уровню поверхности бездефектной трубы. После этого, не дожидаясь полного затвердевания заполняющей пасты, в границах длины ремонтной конструкции LРК на подготовленный участок трубопровода тонким равномерным слоем наносится полимерный клеевой состав и производится монтаж внутренней композитной втулки 3 так, чтобы её горизонтальный стык 8 располагался, с противоположной стороны от дефекта. Затем на поверхность смонтированной внутренней втулки 3 тонким равномерным слоем наносится полимерный клеевой состав, и производится монтаж внешней композитной втулки 4 так, чтобы её горизонтальный стык 9 располагался с противоположной стороны от горизонтального стыка внутренней композитной втулки 8. Сразу после монтажа внешней композитной втулки 4, поверх неё монтируется стяжная композитная муфта 5, состоящая из двух полумуфт, соединяемых между собой в обхват трубы с одной стороны с помощью шарнира 7, а с другой - стяжным винтом 6. В результате затягивания стяжного винта 6 с тарированным усилием затяжки, осуществляемого динамометрическим ключом, муфта 5 плотно прижимает композитные втулки 3 и 4 к поверхности ремонтируемого участка трубопровода 1, обжимая его снаружи, создавая на трубу равномерное внешнее контактное воздействие величиной, соразмеримой величине воздействия на стенку трубопровода изнутри, создаваемого перекачиваемым по трубопроводу продуктом, находящимся под рабочим давлением. В таком случае, результирующее кольцевое воздействие на стенку дефектного трубопровода в районе установки ремонтной конструкции будет сводиться к нулевому значению. Кроме того, смонтированная на дефектный участок трубопровода ремонтная конструкция длиной LРК снимает с него также и продольные напряжения. Таким образом, ремонтируемый участок выводится из напряжённо-деформированного состояния, что приводит к предотвращению дальнейшего развития имеющегося дефекта 2 и образованию новых дефектов. Усиление стенки ремонтируемого участка трубопровода путем утолщения его стенки за счет приклеивания на неё сначала внутренней композитной втулки 3, а затем поверх неё наружной композитной втулки 4 с обжатием их за счет монтажа композитных муфт 5 возвращает ремонтируемый участок трубопровода 1 в состояние бездефектной трубы и восстанавливает исходную конструкционную прочность трубопровода безогневым методом и без изменения режимов перекачки.
Второй вариант предлагаемого способа - ремонт наружных несквозных дефектов на сварных стыках секций трубопроводов и в их околошовных зонах - осуществляется следующим образом.
Размечаются границы ремонтируемого участка трубопровода (см. Фиг. 2), LРУ, исходя из условия (1) так, чтобы сварной стык был его осью симметрии.
Поверхность ремонтируемого участка трубопровода 1, включая поверхность дефекта, находящегося на усилении сварного стыка 10, или в его околошовной зоне, очищается от земли, изоляции, коррозионных остатков и прочих загрязнений с запасом порядка 100 мм с каждой стороны от границ подготовленной к установке ремонтной конструкции длиной LРК. Затем производится подготовка поверхности ремонтируемого участка до первой степени очистки по ГОСТ 9.402-2004 (или St 3 по ISO 8501). Далее, зачищенная поверхность трубы обеспыливается, например, влажной ветошью, засушивается и обезжиривается ацетоном, после чего она обрабатывается преобразователем ржавчины, выполняющего, в том числе, роль грунтовки. После полного высыхания обработанной поверхности, производится заполнение полости дефекта сварного стыка, а также выборки под сварной стык 11 на внутренней поверхности внутренней композитной втулки 3 размером в разрезе a*b, где a - ширина +5 мм и b - высота +2 мм усиления сварного стыка согласно нормативной документации на ремонтируемый трубопровод, быстротвердеющей полимерной пастой заподлицо +0,5 мм к уровню поверхности без выборки. После этого, не дожидаясь затвердевания заполняющей пасты, в границах длины ремонтной конструкции LРК на подготовленный участок трубопровода тонким равномерным слоем наносится полимерный клеевой состав, и производится монтаж внутренней композитной втулки 3 заполненной пастой выборкой под стык 2а на сварной стык 2. Затем на поверхность смонтированной внутренней втулки 3 монтируется внешняя композитная втулка 4 и стяжная композитная муфта 5 по технологии, указанной в первом способе.
Также, как и по первому способу, смонтированная на участок трубопровода с дефектом сварного стыка ремонтная конструкция длиной LРК снимает с него, как кольцевые, так и продольные напряжения, что приводит к предотвращению дальнейшего развития уже имеющегося дефекта сварного стыка и препятствует образованию новых, что в купе с усилением стенки дефектного участка трубопровода путем её утолщения за счет приклеивания в два слоя композитных втулок 3 и 4, восстанавливает конструкционную прочность отремонтированного участка трубопровода безогневым методом и без изменения режимов перекачки.
Третий вариант предлагаемого способа - это безогневой ремонт участков трубопроводов с выступающими над поверхностью трубы инсталляциями толщиной не больше номинальной толщины стенки и длиной вдоль оси не более 0,9 м, без изменения режимов перекачки, при помощи одной ремонтной конструкции - осуществляется следующим образом.
Размечаются границы ремонтируемого участка трубопровода (см. Фиг. 3), LРУ, исходя из условия (1) так, чтобы выступающая инсталляция 12 приходилась на середину внутренней композитной втулки 3. Затем на внешнюю поверхность композитной втулки 3 переносятся границы выступающей инсталляции 12 и производится выборка области втулки, повторяющей форму инсталляции, с запасом на ширину сварных швов, которыми она приварена к трубе.
Поверхность ремонтируемого участка трубопровода 1, включая поверхность выступающей над ним инсталляции 12 и сварных швов, которыми она приварена к трубе, очищается от земли, изоляции, коррозионных остатков и прочих загрязнений с запасом порядка 100 мм с каждой стороны от границ подготовленной к установке ремонтной конструкции длиной LРК и затем зачищается до первой степени очистки по ГОСТ 9.402-2004 (или St 3 по ISO 8501) любым доступным способом. Далее, зачищенная поверхность трубы обеспыливается, засушивается, обезжиривается ацетоном и обрабатывается преобразователем ржавчины, как по первому и второму способу. После полного высыхания обработанной поверхности, в границах длины ремонтной конструкции LРК на подготовленный участок трубопровода тонким равномерным слоем наносится полимерный клеевой состав, и производится монтаж внутренней композитной втулки 3 с заблаговременно подготовленной выборкой под выступающую над поверхностью трубопровода инсталляцию 12. После чего производится заполнение зазоров между инсталляцией 12 и границами выборки под неё во внутренней композитной втулке 3, а также выравнивается толщина инсталляции 12 с толщиной внутренней втулки 3, быстротвердеющей полимерной пастой заподлицо +0,5 мм к уровню поверхности втулки без выборки. Далее, не дожидаясь полного затвердевания выравнивающей пасты, на всю наружную поверхность внутренней композитной втулки 2 тонким равномерным слоем наносится полимерный клеевой состав, и производится монтаж внешней композитной втулки 4 и стяжной композитной муфты 5 по технологии, указанной в первом способе.
Также, как и по первому и второму способу, смонтированная на участок трубопровода с выступающей над его поверхностью инсталляцией ремонтная конструкция длиной LРК снимает с него, как кольцевые, так и продольные напряжения, что приводит к предотвращению дефектообразования на отремонтированном участке, что в купе с усилением стенки дефектного участка трубопровода путем её утолщения за счет приклеивания композитных втулок 3 и 4, восстанавливает конструкционную прочность отремонтированного участка трубопровода безогневым методом и без изменения режимов перекачки.
Четвертый вариант предлагаемого способа - ремонт наружных несквозных дефектов протяжённостью вдоль оси трубопровода более 0,9 м без изменения режимов перекачки, при помощи нескольких ремонтных конструкций - осуществляется следующим образом.
Согласно предлагаемому способу, для ремонта дефектов трубопроводов протяжённостью вдоль оси трубопровода более 0,9 м требуется несколько последовательно установленных базовых ремонтных конструкций, поэтому разметка границ ремонтируемого участка трубопровода (см. Фиг. 4) LРУ производится, исходя из условия (1) так, чтобы общая длина ремонтной конструкции была не меньше значения LРК, вычисляемое из выражения (4):

LБ - длина базовой ремонтной конструкции в метрах;
n - количество базовых ремонтных конструкций, необходимое для ремонта участка трубопровода с дефектами общей протяженностью в метрах LД, которое представляет собой определяемое из (5) расстояние вдоль оси трубы от внешних границ крайних дефектов на ремонтируемом участке (см. Фиг. 4), то есть:

где LВ - это измеряемая в метрах длина перекрытия дефекта ремонтной конструкцией вдоль оси трубы с каждой стороны от дефекта, которая должна удовлетворять условию (3).
Количество базовых ремонтных конструкций n, необходимое для ремонта дефектного участка трубопровода длиной LД, получается после округления вверх до целого числа значения, вычисленного по формуле (6)

Так, например, для трубопровода из трубы 325х8 мм (0,325х0,008 м) длина вылета с учетом условия (3) составляет LВ = 0,05 м (см. Табл. 1). Если принять, что длина базовой ремонтной конструкции LБ равна 1 м, то для ремонта дефекта длиной LД = 2,3 м, потребуется базовых ремонтных конструкций в количестве n штук, которое вычисляется согласно (6) n = (2*0,05 + 2,3) / 1 = 2,4. После округления вверх до целого числа n ≈ 3 (шт.).
Согласно предлагаемому способу, ремонтная конструкция длиной LРК, помимо внутренней и внешней композитной втулки, включает в себя стяжные композитные муфты длиной LМ = 0,167 м в количестве k штук, устанавливаемые поверх внешних композитных втулок с интервалом LП на расстоянии от кромок ремонтной конструкции, равном LП / 2 (см. Фиг. 4):
- при ремонте дефектов длиной LД ≤ 0,9 (м), LП = LМ = 0,167 (м), LП/2=LМ /2=0,167/2=0,084(м); k=3n (шт.); (7)
- при ремонте дефектов длиной LД > 0,9 (м), LП = 1,25LМ = 0,208 (м), LП / 2 = 0,208 / 2 = 0,104 (м); k = 3n - 1 (шт.). (8)
При интервале между муфтами и расстоянию до кромок ремонтной конструкции согласно положению (8), вертикальные стыки базовых ремонтных конструкций будут всегда попадать под композитные муфты, что является обязательным условием их конструкционного взаиморасположения (см. Фиг. 4).
По всем вариантам, кроме третьего, предлагаемый способ применим для ремонта внутренних несквозных дефектов трубопроводов, при условии, что их техническое состояние контролируется средствами внутритрубной диагностики. В случае, если внутренний дефект находится на теле трубы вне околошовной зоны сварного стыка секций трубопровода, его положение переносится на наружную поверхность трубопровода и применяется первый вариант предлагаемого способа. Операция заполнения дефекта композитной пастой в данном случае исключается. В случае, если внутренний дефект находится на вертикальном сварном стыке, или в его околошовной зоне, его положение также переносится на наружную поверхность трубопровода и применяется второй вариант предлагаемого способа. В случае, если на участке трубопровода, который предполагается ремонтировать с применением четвертого варианта предлагаемого способа, имеются внутренние дефекты, то их положение переносится на наружную поверхность трубопровода и производится ремонт в том же порядке, как для наружных дефектов, исключив операцию заполнения дефектов быстротвердеющей композитной пастой.
При этом, в любом из вариантов ремонта внутренних дефектов применяются магнитные маркеры, которые устанавливаются перед ремонтной конструкцией по ходу продукта с ориентацией на 12 часов на расстоянии не больше 0,5 метра от неё. Магнитные маркеры служат для закрепления на дистанции трубопровода местонахождения отремонтированного внутреннего дефекта для мониторинга, при помощи средств внутритрубной диагностики, его развития за пределы ремонтной конструкции.
По всем вариантам предлагаемого способа, внутренние композитные втулки устанавливаются, когда заполняющая композитная паста находится в еще неотверждённом, деформируемом состоянии, для обеспечения плотного и сплошного контакта между заполненным дефектом и композитной втулкой, чтобы передача нагрузки с дефектного участка трубопровода на упрочняющую его ремонтную конструкцию происходила без потерь.
Также по всем вариантам предлагаемого способа, после окончания монтажных работ, все пазухи, зазоры и т.п. на ремонтной конструкции, а также места её перехода к телу трубы, с целью герметизации, тщательно замазываются заполняющей пастой, после чего восстанавливается наружная изоляция отремонтированного участка поверх установленной ремонтной конструкции с нахлестом с двух сторон от неё на имеющуюся изоляцию, соблюдая стандартную технологию её нанесения.
При ремонте трубопроводов предлагаемым способом не требуется спиливание и/или выравнивание с поверхностью трубы продольных сварных швов, как это требуется, применяя способы из технического уровня.
Предлагаемый способ применим для ремонта наружных и внутренних дефектов любой протяженности трубопроводов из спиралешовных и обечаечных труб, которые затруднительно, или невозможно, ремонтировать, применяя способы из технического уровня.
Для изготовления композитных втулок, стяжных муфт и стержнеобразных деталей используется такие армированные полимеры, как: стеклопластик; базальтопластик; углепластик; смесь базальто-, стекло-, углепластика на основе эпоксидных, полиэфирных, кремнийорганических смол, полиэтилена, полипропилена, полистирола, полихлорида, полиамида, поликарбоната, политетрафторэтилена, текстолита и проч. Указанные детали ремонтных конструкций выполняются методом прессования, вакуумирования, намотки жгута, пропитки под давлением. При этом, композитные втулки выполняются упругодеформированными: внутренние - под наружный диаметр ремонтируемого трубопровода; внешние - под наружный диаметр ремонтируемого трубопровода с учетом приклеенной на него внутренней композитной втулки. Упругая деформация композитных втулок под указанные диаметры позволяет им самозакрепляться, после снятия с них усилия растягивания, при монтаже в обхват трубы.
В качестве быстротвердеющего заполнителя и клеевого состава используется композитная полимеризующаяся паста.
Все варианты предлагаемого способа безогневого ремонта дефектных участков трубопроводов без изменения режимов перекачки, неоднократно испытаны, показали свою промышленную применимость и высокую эффективность за счет оптимизации стоимости ремонтных конструкций, расширения сезонных рамок проведения ремонта, сокращения его сроков и стоимости организационно-технических мероприятий по его проведению.
Приложение 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗОГНЕВОГО КОМПОЗИТНОГО РЕМОНТА ПОСТОЯННЫМ МЕТОДОМ СКВОЗНЫХ ДЕФЕКТОВ ТРУБОПРОВОДОВ БЕЗ ИЗМЕНЕНИЯ РЕЖИМОВ ПЕРЕКАЧКИ | 2023 |
|
RU2805717C1 |
| СПОСОБ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ОБЕТОНИРОВАННЫХ ТРУБ | 2024 |
|
RU2837099C1 |
| Универсальный ремонтный комплект для трубопроводов | 2020 |
|
RU2730268C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ ГЕРМЕТИЗИРУЮЩЕЙ КАМЕРЫ С ПОДГОННОЙ РАМОЙ | 2020 |
|
RU2750832C1 |
| СПОСОБ УСТАНОВКИ МУФТЫ НА ДЕФЕКТНЫЙ УЧАСТОК ТРУБОПРОВОДА | 2001 |
|
RU2222746C2 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2000 |
|
RU2170380C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
Изобретение относится к области строительства и ремонта трубопроводов любого способа прокладки, а также других цилиндрических конструкций, например сосудов давления. Предложен способ ремонта несквозных наружных дефектов линейных участков трубопроводов. Согласно способу осуществляют подготовку поверхности ремонтируемого участка трубопровода 1, обеспыливание, удаление влаги, обезжиривание ацетоном, обработку преобразователем ржавчины, выполняющим роль грунтовки, заполнение полости дефекта 2 быстротвердеющей композитной пастой, нанесении на подготовленный участок тонкого равномерного слоя полимерного клеевого состава. При этом сначала приклеивают внутреннюю композитную втулку 3, затем поверх внутренней композитной втулки 3, перекрывая горизонтальный стык 8 внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают наружную композитную втулку 4, поверх которой монтируют стяжные композитные муфты 5, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирами 7, а с другой стороны стяжными винтами 6. Предлагаемый способ позволяет без применения сварки и других огневых процессов, а также без снижения рабочего давления в трубопроводе ремонтировать несквозные механические и коррозионные дефекты любой протяженности вдоль оси ремонтируемого участка трубопровода, останавливать дефектообразование, укреплять стенки трубопровода и восстанавливать несущую способность до бездефектного уровня. 10 з.п. ф-лы, 4 ил, 1 табл.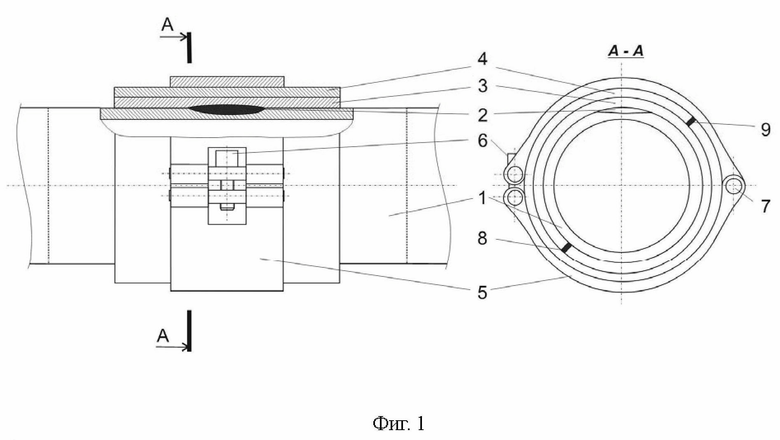
1. Способ безогневого ремонта без изменения режимов перекачки несквозных наружных механических и коррозионных дефектов линейных участков с конструктивно ровной наружной поверхностью трубопроводов, заключающийся в подготовке поверхности ремонтируемого участка, обеспыливании, удалении влаги, обезжиривании ацетоном, обработке преобразователем ржавчины, выполняющим роль грунтовки, заполнении полости дефекта быстротвердеющей композитной пастой, нанесении на подготовленный участок тонкого равномерного слоя полимерного клеевого состава и монтажа на него полноохватывающей композитной ремонтной конструкции, отличающийся тем, что сначала приклеивают имеющую ровную внутреннюю и наружную поверхность внутреннюю композитную втулку, затем поверх внутренней композитной втулки, перекрывая горизонтальный или вертикальный стык внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают имеющую ровную внутреннюю и наружную поверхность наружную композитную втулку, поверх которой монтируют стяжные композитные муфты, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирами, а с другой стороны по одному на муфту стяжными винтами.
2. Способ по п. 1, отличающийся тем, что внутренняя композитная втулка обладает толщиной, соразмеримой с номинальной толщиной стенки трубы длиной по оси LРК, которая определяется по формуле LРК = LД + 2LВ, где LВ – длина перекрытия дефекта вдоль оси трубы, удовлетворяющее условию LВ ≥ 0,5√Dt ≥ 0,05 м, где D – наружный диаметр, а t – толщина стенки ремонтируемого трубопровода, и округления вверх до значений LРК = 0,333 м, LРК = 0,667 м, или LРК = 1 м, затем поверх внутренней композитной втулки, перекрывая горизонтальный стык внутренней втулки, на тонкий равномерный слой клеевого состава приклеивают имеющую ровную внутреннюю и наружную поверхность наружную композитную втулку толщиной, соразмеримой с номинальной толщиной стенки ремонтируемого трубопровода, поверх которой монтируют толщиной, соразмеримой с толщиной стенки ремонтируемого трубопровода и длиной LМ, вычисляемой из выражения LМ = 0,167LБ, где LБ – длина базовой ремонтной конструкции, на расстоянии от внешних границ ремонтной конструкции, равном 0,5LМ, с интервалом, равным LМ, в количестве k штук, вычисляемом из выражения k = 3n, где n = LРК/LБ, стяжные композитные муфты, состоящие из двух полумуфт, соединяемых между собой с одной стороны шарнирами, а с другой стороны по одному на муфту стяжными винтами, закручиваемыми с тарированным усилием.
3. Способ по п. 1, отличающийся тем, что, для ремонта несквозных наружных дефектов на сварных стыках секций трубопроводов и в их околошовных зонах, используются внутренние композитные втулки толщиной, соразмеримой с номинальной толщиной стенки ремонтируемого трубопровода с выборкой под усиление сварного стыка на их внутренней поверхности размером в разрезе a*b, где a – ширина +5 мм и b – высота +2 мм усиления сварного стыка согласно нормативной документации на ремонтируемый трубопровод.
4. Способ по п. 1, отличающийся тем, что, для ремонта участка трубопровода с выступающей над поверхностью трубы инсталляцией толщиной не больше толщины внутренней композитной втулки, используются внутренняя композитная втулка с выборкой под выступающую над поверхностью трубы инсталляцию с последующим заполнением зазоров между инсталляцией и границами выборки под неё во внутренней композитной втулке и выравниванием толщины инсталляции с толщиной внутренней втулки быстротвердеющей композитной пастой заподлицо +0,5 мм к уровню наружной поверхности внутренней втулки без выборки.
5. Способ по п. 1, отличающийся тем, что, для ремонта несквозных наружных дефектов длиной вдоль оси трубопровода LД > 0,9 м, из базовых ремонтных конструкций длиной LБ составляется ремонтная конструкция длиной LРК, вычисляемой по формуле LРК = nLБ, где n – количество базовых ремонтных конструкций, с внутренними композитными втулками для ремонта дефектов на участках с конструктивно ровной поверхностью, для ремонта дефектов на сварных стыках секций трубопровода, а также в их околошовных зонах, и/или для ремонта участков с выступающими над поверхностью трубопровода инсталляциями, которые устанавливаются так, чтобы наружные композитные втулки перекрывали как горизонтальные, так и вертикальные стыки внутренних композитных втулок длиной LМ, определяемой из выражения LМ = 0,167LБ, а стяжные композитные муфты в количестве k, вычисляемом по формуле k = 3n – 1, где n – количество базовых ремонтных конструкций в составленной из них ремонтной конструкции, получаемое после округления вверх до целого числа значения, вычисляемого по формуле n = (2LВ + LД)/LБ, где LВ – длина перекрытия дефекта вдоль оси трубы, удовлетворяющее условию LВ ≥ 0,58√Dt ≥ 0,05 м, где D – наружный диаметр, а t – толщина стенки ремонтируемого трубопровода, устанавливались, перекрывая вертикальные стыки внешних композитных втулок, с интервалом LП в метрах, равном LП = 1,25LМ, на расстоянии от внешних кромок составленной ремонтной конструкции, равном 0,5LП.
6. Способ по п. 1, отличающийся тем, что, при ремонте несквозных дефектов на внутренней поверхности ровных участков ремонтируемого трубопровода LД ≤ 0,9 м, а также внутренних дефектов на сварных стыках и в их околошовных зонах, положение дефектов переносится на наружную поверхность ремонтируемого трубопровода, операция заполнения дефектов быстротвердеющей композитной пастой исключается и применяются служащие для закрепления на дистанции трубопровода местонахождения отремонтированного внутреннего дефекта для мониторинга, при помощи средств внутритрубной диагностики, его развития за пределы ремонтной конструкции, магнитные маркеры, которые устанавливаются перед ремонтной конструкцией по ходу продукта с ориентацией на 12 часов на расстоянии не больше 0,5 метра от неё.
7. Способ по п. 5, отличающийся тем, что, при ремонте несквозных дефектов на внутренней поверхности конструктивно ровных участков ремонтируемого трубопровода LД > 0,9 м, а также внутренних дефектов на сварных стыках и в их околошовных зонах, положение дефектов переносится на наружную поверхность ремонтируемого трубопровода, операция заполнения дефектов быстротвердеющей композитной пастой исключается и применяются служащие для закрепления на дистанции трубопровода местонахождения отремонтированного внутреннего дефекта для мониторинга, при помощи средств внутритрубной диагностики, его развития за пределы ремонтной конструкции, магнитные маркеры, которые устанавливаются перед ремонтной конструкцией по ходу продукта с ориентацией на 12 часов на расстоянии не больше 0,5 метра от неё.
8. Способ по п. 1, отличающийся тем, что композитные втулки выполняются упругодеформированными под диаметр ремонтируемого трубопровода и они устанавливаются, когда заполняющая композитная паста находится в еще неотверждённом, деформируемом состоянии, для обеспечения плотного и сплошного контакта между дефектным участком трубопровода и композитными втулками, чтобы передача нагрузки с него на упрочняющую ремонтную конструкцию происходила без потерь.
9. Способ по п. 5, отличающийся тем, что композитные втулки выполняются упругодеформированными под диаметр ремонтируемого трубопровода и они устанавливаются, когда заполняющая композитная паста находится в еще неотверждённом, деформируемом состоянии, для обеспечения плотного и сплошного контакта между дефектным участком трубопровода и композитными втулками, чтобы передача нагрузки с него на упрочняющую ремонтную конструкцию происходила без потерь.
10. Способ по п. 1, отличающийся тем, что в качестве заполняющей быстротвердеющей композитной пасты и полимерного клеевого состава используется одна и та же композитная паста.
11. Способ по п. 5, отличающийся тем, что в качестве заполняющей быстротвердеющей композитной пасты и полимерного клеевого состава используется одна и та же композитная паста.
| Универсальный ремонтный комплект для трубопроводов | 2020 |
|
RU2730268C1 |
| 0 |
|
SU174392A1 | |
| ГЕНЕРАТОР ЭЛЕКТРИЧЕСКИХ ИМПУЛЬСОВ | 0 |
|
SU202360A1 |
| CN 108799690 A, 13.11.2018 | |||
| US 9206936 B2, 08.12.2015 | |||
| WO 2016154204 A1, 29.09.2016. | |||

