Область техники, к которой относится изобретение
Настоящее изобретение относится к технологии, касающейся смазывания и коррозионной стойкости. Настоящее изобретение также относится к нефтегазопромысловым трубам и резьбовому соединению нефтегазопромысловых труб, в которых на поверхности (включая металлическую уплотнительную поверхность) резьбовой части вместо жидкой смазочной композиции сформирована пленка твердосмазочного покрытия. В настоящем описании затяжная поверхность, которая представляет собой поверхность резьбовой части, включает в себя металлическую уплотнительную поверхность.
Пленка твердосмазочного покрытия означает пленку покрытия, образованную из связующей смолы в качестве компонента матрицы, твердой смазочного материала, диспергированного и распределенного в связующей смоле, и добавки, добавляемой при необходимости. Настоящее изобретение предназначено для обеспечения коррозионной стойкости при одновременном улучшении смазывания за счет пленки твердосмазочного покрытия, которая обеспечивает смазывание соединения нефтегазопромысловых труб.
Кроме того, в настоящем описании явления, описываемые терминами «смазывающая способность» и «высокая смазывающая способность», означают явления низкого трения и скольжения в широком смысле. Кроме того, высокая смазывающая способность означает, что свинчивание/развинчивание может быть выполнено определенное количество раз или более (также называемое количеством раз соединения/разъединения) в узком смысле. Например, стойкость к заеданию резьбового соединения нефтегазопромысловых труб описана в стандарте API 5C5. В стандарте API 5C5 требуется, чтобы свинчивание могло выполняться до трех раз в случае размера обсадных труб. Кроме того, требуется, чтобы свинчивание можно было производить до десяти раз в случае размера насосно-компрессорных труб.
В настоящем описании трубу, имеющую внутреннюю резьбу, иногда называют муфтой соединительного замка. То есть трубопроводное соединение также описывается как разновидность муфты.
Уровень техники
В резьбовом соединении для нефтегазопромысловых труб, как правило, для смазывания резьбового участка поверхностную обработку выполняют на затяжной поверхности (уплотнительной поверхности) резьбового участка по меньшей мере одного из компонента с наружной резьбой и компонента с внутренней резьбой (далее также называемой просто «затяжная поверхность») пленкой, полученной химической конверсионной обработкой фосфатом Mn, или электроосажденным покрытием Cu или тому подобным для формирования пленки покрытия. После этого на пленку покрытия наносят смазочный состав, содержащий Pb, Zn или тому подобное, для обеспечения смазывания.
В настоящем описании, когда пленка покрытия сформирована на затяжной поверхности (уплотнительной поверхности) резьбового участка, затяжная поверхность, включающая пленку покрытия, называется затяжной поверхностью.
С другой стороны, в последние годы привлекла внимание технология «бессмазочного» покрытия. «Бессмазочная» означает, что сама пленка не находится в вязкой жидкой форме, как состав API-mod, и что пленка не содержит вредных тяжелых металлов. В качестве такого «бессмазочного» смазывания используется технология формирования на затяжной поверхности пленки твердосмазочного покрытия для обеспечения смазывания. Настоящее изобретение представляет собой технологию, относящуюся к этому «бессмазочному» смазыванию.
Здесь прошлые патентные публикации включают изобретения, относящиеся к различным пленкам твердосмазочных покрытий. Пленка твердосмазочного покрытия образована из смазочного компонента, обеспечивающего смазывание, и твердой пленки в качестве компонента матрицы, который удерживает смазочный компонент в пленке. Твердая пленка означает невязкую пленку, которая не является жидкой пленкой, а также означает, что пленка самостоятельно обеспечивает смазывание во время свинчивания и развинчивания соединения. Обычные пленки фосфата Mn и электроосажденные пленки Cu сами по себе являются твердыми пленками. Однако при создании этих пленок предполагается, что смазывание достигается путем нанесения на них жирообразного состава, и поэтому они не включены в пленку твердосмазочного покрытия. В настоящем изобретении твердая пленка обеспечивает смазывание, а в качестве твердой пленки предполагается пленка органической смолы. Поэтому в последующем описании твердая пленка также называется связующей смолой.
В настоящем изобретении основным компонентом твердого смазочного материала является графит, а основным компонентом связующей смолы является смола ПЭЭК (полиэфирэфиркетон).
В области смазывания соединений нефтегазопромысловых труб и других областях смазочных материалов есть несколько твердых смазочных материалов, основным компонентом которых является графит. Кроме того, существует множество продуктов, включающих смолу ПЭЭК в качестве компонента связующей смолы. Однако считается, что не существует предшествующей патентной литературы, в которой описывается, что содержание смолы ПЭЭК контролируется в соответствующем диапазоне с учетом особых условий смазывания (жесткие условия смазывания, при которых прилагается высокая нагрузка и несбалансированная нагрузка), как в случае с резьбовым соединением нефтегазопромысловых труб.
В качестве аналогичных технологий, например, существуют ПТЛ 1-6.
Каждый из ПТЛ 1-3 относятся к изобретению, касающемуся пленки твердосмазочного покрытия соединения нефтегазопромысловых труб. Каждый из ПТЛ 1-3 приводит графит как пример вещества, рассматриваемого в качестве твердого смазочного материала. ПТЛ 3 также описывает, что графит является лучшим кандидатом на роль твердого смазочного материала.
ПТЛ 4 не является изобретением, относящимся к соединению нефтегазопромысловых труб. ПТЛ 4 описывает графит как один из составляющих элементов при смазывании подшипника. ПТЛ 5 относится к водному средству и приводит графит в качестве твердого смазочного материала.
Что касается графита, то широко распространено убеждение в том, что графит характеризуется тем, что состояние смазывания не меняется даже при высоких температурах и что смазывание не меняется даже при высоких нагрузках. Кроме того, графит имеет такое свойство, что он не взрывается, а просто горит, даже когда находится в виде мелкого порошка. Следовательно, графит широко используется для смазывания оправки и заготовки на стадии прошивки при производстве бесшовных стальных труб, и широко распространено признание графита в качестве стабильной смазки.
Смола ПЭЭК (также называемая просто ПЭЭК) представляет собой термопластическую смолу, которая стабильна даже при высоких температурах и известна в качестве твердого пластика. ПЭЭК является аббревиатурой, состоящей из сокращений Поли Эфир Кетон. ПЭЭК представляет собой очень твердый материал. Кроме того, коммерчески доступны ПЭЭК с добавлением стекловолокна для повышения прочности и жесткости, а также ПЭЭК, в который добавлены ПТФЭ, графит, углеродное волокно и т.п. для улучшения смазывания. Смола ПЭЭК как отдельный продукт продается в форме гранул.
Хотя число технологий, использующих смолу ПЭЭК, очень ограничено среди известных технологий, связанных со смазыванием соединений нефтегазопромысловых труб, например, ПТЛ 6 описывает такую технологию. ПТЛ 6 представляет смолу ПЭЭК, содержащую диспергированный в ней ПТФЭ.
Список цитированных источников
Патентная литература
ПТЛ 1: WO 2014/024755
ПТЛ 2: JP 2008-527249 А.
ПТЛ 3: JP 2013-545940 А.
ПТЛ 4: JP 6776485 B2
ПТЛ 5: WO 2019/021794
ПТЛ 6: JP 2015-506445 А.
Раскрытие изобретения
Техническая проблема
Однако ПТЛ 1-3 представляют графит, но не уточняют содержание графита. То есть предполагается, что в ПТЛ 1-3 содержание графита варьирует от всего количества твердого смазочного материала до нуля и не особенно обосновано.
Смола ПЭЭК, описанная в ПТЛ 6, имеет твердость по Кнупу НК 80. ПТЛ 6 предлагает очень мягкую специальную смолу ПЭЭК. Стандартная твердость смолы ПЭЭК представляет твердость по Роквеллу R 120 и твердость по Кнупу HK 963, а твердость смолы ПЭЭК в ПТЛ 6 намного ниже стандартной твердости. Следовательно, ПТЛ 6 является примером использования отличающейся смолы ПЭЭК и не является подходящей смолой ПЭЭК, рассматриваемой в настоящем изобретении.
Смазывание соединения нефтегазопромысловых труб, предусмотренное настоящим изобретением, находится в особом скользящем состоянии.
В частности, на месте (в реальной скважине) ниппель, имеющий реальную длину около 8 м или более и менее 15 м, свинчивается и развинчивается с соединительной муфтой, расположенной ниже. В это время, пока ниппель свинчивается и развинчивается с помощью приводного ключа в состоянии подъема краном, к соединительной муфте может быть приложена полная нагрузка ниппеля. В настоящем описании это называется смазыванием в состоянии большой приложенной нагрузки.
В это время ниппель не всегда свинчивается и развинчивается в идеальном состоянии. То есть в момент свинчивания соединение ниппеля вставляется в соединение муфты или приводится в слегка затянутое состояние вручную. Однако ниппель не установлен вертикально и неподвижно относительно соединения муфты. Также ниппель не устанавливается в прямом положении (без отклонения) и имеет наклон в наклонном направлении. То есть, в то время как нижняя часть ниппеля ограничена соединением муфты, верхняя концевая сторона, т.е. сторона конца, противоположного стороне затяжки, слегка отклоняется в соответствии с модулем упругости (модулем Юнга) самого материала и реальной длиной ниппеля. В частности, в случае ниппеля длиной 8 м или более, если смотреть снизу, кажется, что ниппель отклоняется, когда он установлен прямо на муфте. Ниппель свинчивается и развинчивается в этом состоянии и таким образом не существует случая, когда соединение муфты и соединение ниппеля свинчиваются и развинчиваются в состоянии равномерной и симметричной нагрузки. По этой причине свинчивание/развинчивание производят в состоянии, когда часть поверхности резьбы локально контактирует под большой нагрузкой (смазывание в состоянии несбалансированной нагрузки). Кроме того, в зависимости от свинчивания/развинчивания меняется место, где поверхность резьбы подвергается локальному контакту под большой нагрузкой.
В традиционных технологиях смазывания с использованием жироподобного состава, этот состав перемещается соответствующим образом во время свинчивания/развинчивания. Таким образом, смазка (смазочный состав) обеспечивает сближение свинчивания/развинчивания в благоприятном направлении, например, даже когда условия смазывания незначительно меняются. Таким образом, при оценочном испытании (также называемом лабораторным испытанием) свинчивания/развинчивания резьбового соединения в технологиях смазывания с использованием жироподобного состава можно понять ситуацию со смазыванием ниппеля реального размера путем оценки с использованием короткого ниппеля, не полагаясь на оценку с использованием ниппеля реального размера.
С другой стороны, согласно исследованию авторов изобретения, в технологии смазывания соединения нефтегазопромысловых труб с использованием пленки твердосмазочного покрытия пленка твердосмазочного покрытия неизбежно в некоторой степени соскабливается. Необходимо проявить изобретательность, чтобы не допустить засорения зазора резьбы стружкой. В настоящее время вторично сформированные продукты, полученные из соскобленной пленки твердосмазочного покрытия, не всегда перемещаются во время свинчивания/развинчивания.
Это явление происходит в реальной скважине, что существенно отличается от того, что происходит в случае смазывания с использованием жидкого смазочного состава.
Установлено, что технология смазывания соединения нефтегазопромысловых труб с использованием пленки твердосмазочного покрытия не может оцениваться аналогично традиционным технологиям смазывания с использованием жироподобного состава в резьбовом соединении нефтегазопромысловых труб, и оценивается слишком снисходительно (с завышением). То есть в традиционной патентной литературе свинчивание/развинчивание резьбового соединения нефтегазопромысловых труб часто оценивается в состоянии, когда смазывание выполняется с использованием жидкого смазочного состава (испытание на свинчивание/развинчивание с использованием короткого ниппеля) даже при оценке пленки твердосмазочного покрытия. Таким образом, авторы настоящего изобретения обнаружили, что условия смазывания пленкой твердосмазочного покрытия (например, подходящие диапазоны компонентов), описанные в известной патентной литературе, не могут быть приняты и использованы в неизменном виде.
То есть в случае, когда пленка твердосмазочного покрытия оценивается посредством лабораторных испытаний, влияние большой нагрузки/несбалансированной нагрузки не всегда может быть смоделировано при оценке с использованием короткого ниппеля, как при смазывании с использованием смазочного состава, по вышеуказанной причине. Было обнаружено, что при оценке с использованием короткого ниппеля, более короткого, чем используемый в реальной скважине, пленка твердосмазочного покрытия с меньшей вероятностью будет соскабливаться, и что невозможно создать ситуацию, в которой возникновение заедания в реальной скважине можно смоделировать.
При такой традиционной оценке с использованием короткого ниппеля невозможно смоделировать ситуацию, например, в которой вторичные продукты, сформированные из стружки пленки твердосмазочного покрытия, забиваются, вызывая заедание, или вторичные продукты снова прижимаются к затяжной поверхности, чтобы сохранить эффект пленки смазочного покрытия. То есть, проще говоря, при традиционной оценке с использованием короткого ниппеля пленка твердосмазочного покрытия неизбежно оценивается более высоко. Кроме того, существует проблема, заключающаяся в том, что при определении параметров физических свойств пленки твердосмазочного покрытия область, которая главным образом неприемлема, ошибочно оценивается как подходящий диапазон.
По этой причине авторы изобретения обнаружили, что на самом деле подходящий диапазон часто описывается в традиционной литературе известного уровня техники на основе слишком мягкой оценки, как описано выше.
Авторы изобретения также обнаружили, что в жестких условиях, таких как условия свинчивания/развинчивания резьбового соединения нефтегазопромысловых труб, при которых прилагается большая нагрузка, а также прилагается несбалансированная нагрузка, даже если просто использовать графит в качестве смазочного материала, как описано в ПТЛ 1-5, это не работает должным образом.
Пример случая будет описан ниже.
Приведенный здесь пример представляет собой случай, когда испытание проводилось с соединением нефтегазопромысловой трубы JFEBEAR (торговая марка) диаметром 3,5 дюйма. В качестве связующей смолы использовалась только эпоксидная смола, в качестве твердого смазочного материала использовалось средство, содержащее только графит, и производился обжиг для формирования пленки твердосмазочного покрытия со стороны соединения муфты. Кроме того, со стороны соединения ниппеля была сформирована пленка твердосмазочного покрытия с использованием фторсодержащей смолы в качестве связующей смолы и средства, содержащего PMSQ (полиметилсилсесквиоксан) в качестве твердого смазочного материала. Затем, когда было проведено испытание на свинчивание/развинчивание с помощью горизонтального приводного ключа, после одного свинчивания/развинчивания возникло небольшое заедание, и пленка твердосмазочного покрытия была определена как неприемлемая. В это время нитки резьбы выделяли тепло трения в такой степени, что их можно было или нельзя было коснуться в рабочих перчатках. Из этого, по степени тепловыделения, было видно, что смазывание происходит не благоприятным образом.
В это время, когда резьба осматривалась после развинчивания, участок уплотнения был полностью исправен, но образовывались лентообрзаные вторичные продукты из графита. Можно предположить, что образовавшиеся вторичные продукты (стружка) спрессовались и вызвали заедание резьбы. Лентообразные объекты (стружка) образовывались в момент свинчивания, например, в пустотах между впадинами резьбы муфты и резьбы ниппеля в положениях, противоположных впадинам. Объекты (стружка) также образовывались в пустотах между гранями закручиваемой резьбы и пустотами между гранями опорной стороны резьбы. «Текучесть» лентообразных объектов низкая, то есть лентообразные объекты не могли двигаться со скоростью затягивания и накапливались в некоторых пустотах. Предполагается, что они непосредственно вызвали заедание или повредили пленку твердосмазочного покрытия и, таким образом, создали причину заедания при последующем свинчивании/развинчивании. Наблюдалось состояние, в котором некоторые из этих лентообразных объектов были повернуты в обратном направлении в результате развинчивания, таким образом частично сломаны и превратились в порошкообразные объекты.
Хотя это пример, предполагается, что, когда твердый смазочный материал представляет собой только графит, смешанный со связующей смолой и затем сформированный в пленку, почти во всех случаях устанавливается состояние, описанное выше, независимо от того, какая связующая смола выбрана.
Как описано выше, авторы изобретения обнаружили, что даже в тех случаях, когда графит, четко описанный как эффективный в литературе известного уровня, действительно применяется и моделируется, почти во всех случаях происходит заедание. Необходимо сказать, что это совершенно неожиданно. В случае, когда в качестве твердого смазочного материала использовался только графит, за одно свинчивание/развинчивание в большем или меньшем количестве образовывались лентообразные вторичные продукты, полученные из графита, и происходила закупорка. Кроме того, продукты закупорки дополнительно измельчаются, закрывая резьбовой зазор, и происходит заедание резьбы.
Альтернативно, заедание может произойти при втором и последующих свинчивании/развинчивании из-за повреждения. Затем авторы изобретения обнаружили, что, когда твердый смазочный материал полностью образован из графита, обильно образуются лентообразные вторичные продукты из графита, которые забиваются в резьбовой зазор и становятся основной причиной заедания.
Как описано выше, авторы настоящего изобретения обнаружили, что графит традиционно считается твердым смазочным материалом, согласно общеизвестным представлениям, но не может непосредственно применяться в области соединений нефтегазопромысловых труб. То есть существует проблема, заключающаяся в том, что заедание невозможно подавить до тех пор, пока графит не будет использоваться только после определения соответствующего диапазона содержания графита.
Затем необходимо уточнить оптимальную область, в которой можно ожидать эффекта улучшения смазывания графитом. Кроме того, необходимо соответствующим образом подобрать комбинацию связующих смол. Однако ни одна из предшествующих публикаций четко не указывает на подходящую комбинацию связующих смол.
Кроме того, существует проблема, заключающаяся в том, что, поскольку смазывание соединения нефтегазопромысловых труб отличается от других режимов смазывания, невозможно применить определение, полученное путем оценки на основе других условий смазывания.
В общем, в качестве поведения смазывания между двумя объектами, которые трутся друг о друга, предполагается ситуация, в которой один объект зафиксирован, а другой объект движется. Кроме того, для движущегося объекта предполагается, что смазывание начинается с состояния, в котором движущийся объект плотно прилегает к неподвижному объекту. Даже в случае, когда оба объекта движутся, смазывание обычно начинается с состояния, в котором они находятся в зацеплении.
С другой стороны, смазывание соединения нефтегазопромысловых труб начинается с состояния, при котором соединение ниппеля (наружная резьба) вращается с биением относительно соединения муфты (внутренняя резьба) за счет допуска в соединении на начальной стадии завинчивания. Следовательно, нити резьбы не всегда находятся в стабильном контакте друг с другом, пока нити не зацепятся друг за друга до некоторой степени. То есть при смазывании соединения нефтегазопромысловых труб случай, когда резьбы плотно контактируют, и случай, когда резьбы почти не контактируют, распределяются неравномерно. Кроме того, существует серьезная опасность того, что пленка смазочного покрытия будет повреждена при плотном контакте резьбы. Также при смазывании после зацепления резьбы друг с другом они скользят под влиянием состояния смазывания на месте.
В частности, в ситуации, когда существует «люфт» до тех пор, пока резьбы не зацепятся друг с другом, в случае пленки твердосмазочного покрытия возникает проблема, заключающаяся в том, что на пленку твердосмазочного покрытия напрямую влияет несбалансированная нагрузка, возникающая из-за люфта, и пленка твердосмазочного покрытия легко повреждается.
Кроме того, в реальной скважине существует влияние приложения нагрузки всей массы ниппеля на муфту во время свинчивания/развинчивания. Кроме того, из-за наличия описанного выше люфта нагрузка прикладывается неравномерно, и ниппель имеет тенденцию эксцентрично вращаться до тех пор, пока резьбы не зацепятся друг с другом. По этой причине пленка твердосмазочного покрытия должна представлять собой пленку, в которой смазывание выдерживает большую нагрузку, прилагаемую в виде несбалансированной нагрузки. Пленка, которую можно полностью снять или почти полностью разрушить и удалить, не выдержит такой большой нагрузки. В реальной скважине нефтегазопромысловые трубы в основном используется с длиной в Диапазоне-3 или Диапазоне-2 по стандарту API-5CT. В прежнем стандарте часто эксплуатируются нефтегазопромысловые трубы 12-16 метров. Например, нефтегазопромысловая труба длиной около 12 м (около 40 футов) будет иметь собственную массу около 1 т при внешнем диаметре 9-5/8''. В морских буровых установках часто свинчивают и используют три ниппеля, заранее соединенных друг с другом. Поэтому, когда используется нефтегазопромысловые трубы, имеющие внешний диаметр 9-5/8'', возникает серьезная ситуация, при которой к муфте прикладывается нагрузка около 3 тонн.
При смазывании соединения нефтегазопромысловых труб необходимо применять смазку, выдерживающую столь большую нагрузку и неравномерную нагрузку. В результате различных исследований авторы изобретения обнаружили, что важно разработать твердый смазочный материал и связующую смолу с учетом того, как подавить повреждение пленки твердосмазочного покрытия в ситуации, когда возникает «люфт» до тех пор, пока резьбы не будут зацеплены друг с другом, под большой нагрузкой.
С другой стороны, трудно сказать, что пленка твердосмазочного покрытия разработана на основе такой точки зрения, описанной в литературе известного уровня техники.
Приведенный выше пример является результатом испытания с горизонтальным ключом, в котором не прилагается большая нагрузка, поскольку используется короткий ниппель. Поэтому возникает проблема даже не в том, проводится ли оценка с материалами, близкими к тем, которые применяются в условиях реальной скважины. Таким образом, это указывает, что нельзя ожидать, что использование только графита в качестве твердого смазочного материала вообще обеспечит эффект улучшения, как описано в литературе известного уровня техники.
Как описано выше, твердый смазочный материал, полностью образованный из графита, не может быть применен, и необходимо изменить твердый смазочный материал, а также оптимизировать состав компонентов твердого смазочного материала. Кроме того, необходимо исследовать связующую смолу.
Кроме того, необходимо учитывать антикоррозионные свойства одновременно с применением смазывания соединения нефтегазопромысловой трубы. Материал для нефтегазопромысловых труб можно размещать и хранить во дворе в течение длительного периода времени, например, примерно от одного до двух лет, и, таким образом, он должен представлять собой пленку, устойчивую к коррозии даже в дождливую погоду.
Настоящее изобретение было создано с учетом вышеизложенных моментов, и цель настоящего изобретения состоит в том, чтобы предложить пленку твердосмазочного покрытия, способную придавать соответствующую смазывающую способность и коррозионную стойкость соединениям для нефтегазопромысловых труб, даже когда графит используется в качестве твердого смазочного материала.
Решение проблемы
Настоящее изобретение предлагает пленку твердосмазочного покрытия и средство, содержащее графит в качестве основного компонента твердого смазочного материала и смолу ПЭЭК в качестве основного компонента связующей смолы. Кроме того, поясняется соответствующий диапазон, в котором стабильное смазывание и коррозионная стойкость могут быть достигнуты одновременно в жестких условиях, когда прилагается большая нагрузка, а также прилагается несбалансированная нагрузка, например, свинчивание/развинчивание резьбового соединения нефтегазопромысловых труб. В результате настоящее изобретение обеспечивает достаточную смазывающую способность, чтобы выдерживать свинчивание/развинчивание в реальной скважине, и в то же время обеспечивает устойчивость к коррозии.
Как описано выше, когда пленка твердосмазочного покрытия сформирована просто с использованием графита в качестве твердого смазочного материала, во многих случаях пленка твердосмазочного покрытия повреждается во время свинчивания/развинчивания. Кроме того, при простом использовании графита отслоившийся графит прижимается к поверхности резьбы во время свинчивания/развинчивания. Обычно это приводит к тому, что образуются вторичные продукты, имеющие форму черной ленты. Затем авторы изобретения установили, что заедание часто происходит из-за засорения этими продуктами зазора между нитями резьбы.
Затем авторы изобретения обнаружили, что, когда твердый смазочный материал полностью образован из графита, в значительной степени образуются лентообразные вторичные продукты из графита, которые забиваются в резьбовой зазор и становятся основной причиной заедания. Кроме того, авторы настоящего изобретения обнаружили, что в том случае, когда графит, имеющий специфическую форму (чешуйчатый), используется в качестве основного компонента, и добавляются и другие твердые смазочные материалы, то таким образом можно подавить постоянное получение вторичных продуктов лентообразной формы из графита.
В свете этого факта авторы настоящего изобретения рассмотрели ряд условий для улучшения и модификации и нашли оптимальный диапазон содержания графита, оптимальный диапазон содержания связующей смолы и оптимальное соотношение, включая соотношение в смеси между графитом и связующей смолой. Например, заедание часто происходит только при «простом использовании графита», как описано в литературе известного уровня техники. Стабильное смазывание не достигается простым введением графита. Авторы изобретения обнаружили, что для улучшения смазывания важно оптимизировать графит и контролировать твердость, используя ПЭЭК в качестве основного компонента связующей смолы.
Кроме того, как описано выше, при обильном формовании вторичных черных продуктов лентообразной формы на основе графита происходит засорение этими продуктами резьбового зазора, что непосредственно приводит к заеданию. Таким образом, авторы настоящего изобретения обнаружили, что необходимо выбирать графит, выбирая тип, соотношение в смеси и размер частиц графита и исключая диапазон содержания графита, который вызывает заедание.
Выбор связующей смолы также важен. Как описано выше, смазывание соединения нефтегазопромысловых труб подвергается жестким условиям, при которых прилагается значительная нагрузка и несбалансированная нагрузка до тех пор, пока резьбы не войдут в достаточное зацепление друг с другом. В это время нельзя сказать, что пленка твердосмазочного покрытия не имеет повреждений и она легко отделяется от твердой и контактной поверхности. Вторичные черные лентообразные продукты отделяются во время свинчивания/развинчивания и попадают в резьбовой зазор. Авторы настоящего изобретения обнаружили, что причиной этого являются графит и связующая смола и, таким образом, необходимо регулировать вышеописанные характеристики графита, а также связующей смолы, чтобы уменьшить количество вторичных черных лентообразных продуктов, и также чтобы даже при отслаивании графита и связующей смолы формировались не черные лентообразные продукты, а порошкообразные или более мелкие комочки, чтобы они двигались вместе в ходе свинчивания/развинчивания, чтобы не допустить закрытия ими определенной части и заедания.
В результате анализа, проведенного авторами изобретения, было установлено, что следующие диапазоны содержания графита и связующей смолы являются весьма подходящими. Важно избегать использования 100% графита в качестве твердого смазочного материала и примешивать другой тип твердого смазочного материала, хотя определенное количество графита в качестве твердого смазочного материала сохраняется. В частности, важно довести содержание графита до 50-90%. Кроме того, в качестве самого графита важно выбирать чешуйчатый графит и графит, имеющий небольшой средний диаметр частиц 0,1-10,0 мкм. В то же время важно выбрать смолу ПЭЭК в качестве основного компонента связующей смолы, довести содержание смолы ПЭЭК до 70% или более и выбрать смолу ПЭЭК, имеющую средний размер частиц 20 мкм или менее. Кроме того, было обнаружено, что важно ограничить массовое содержание графита соответствующим диапазоном от 20% или более до 50% или менее относительно всех компонентов пленки покрытия (= общая масса твердого смазочного материала + общая масса связующей смолы).
В силу этих требований «черные лентообразные вторичные продукты», образующиеся на основе графита и связующей смолы, которые неизбежно соскабливаются (отслаиваются) в условиях нагрузки, включающих значительную нагрузку и неравномерную нагрузку на стадии свинчивания/развинчивания, которые являются основной причиной заедания. Кроме того, целью этих требований является изменение формы вторичных продуктов на порошкообразную и меньшего размера, а не форму черных лент, чтобы они могли перемещаться во время свинчивания/развинчивания и предотвратить их накопление в определенном месте, вызывающее заедание. В то же время эти требования созданы для того, чтобы обеспечить также коррозионную стойкость.
Другие условия для оптимальных диапазонов включают условия, полученные путем рассмотрения требований к добавлению растворителей, требований к твердым смазочным материалам, отличным от графита, к твердости по карандашной шкале и толщине пленки твердосмазочного покрытия, базового слоя пленки твердосмазочного покрытия и тому подобному. Затем, изобретение построено следующим образом, включая средство для формирования пленки твердосмазочного покрытия, саму пленку покрытия и резьбовое соединение для нефтегазопромысловых труб, сформированное с пленкой твердосмазочного покрытия, а также металлический материал, сформированный с пленкой твердосмазочного покрытия и способ формирования пленки в качестве расширения объема притязаний по заявке.
Аспектом настоящего изобретения является средство для формирования пленки твердосмазочного покрытия в резьбовой части нефтегазопромысловых труб, в котором два или более типов твердых смазочных материалов диспергированы в связующей смоле, графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов, графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее, твердый смазочный материал, изготовленный из одного или более материалов, выбранных из BN (нитрид бора), слюды, талька, MCA (цианурата меламина), MoS2 (дисульфида молибдена), ПТФЭ (политетрафторэтилена), ПФА (перфторалкоксиалкана; смолы сополимера тетрафторэтилена-перфторалкоксиэтилена) и ПФЭ (сополимера перфторэтилена-пропена; сополимера тетрафторэтилена-гексафторпропилена) дополнительно содержится в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов, а связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, ПЭЭК смола содержится в количестве 70% или более относительно общей массы связующей смолы.
Другим аспектом настоящего изобретения являются нефтегазопромысловые трубы, содержащие пленку смазочного покрытия, включающую пленку твердосмазочного покрытия, при этом пленка смазочного покрытия сформирована на резьбовой части, причем пленка твердосмазочного покрытия сформирована путем диспергирования твердого смазочного материала в связующей смоле, графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее, твердый смазочный материал, изготовленный из одного или более материалов, выбранных из BN (нитрид бора), слюды, талька, MCA (цианурата меламина), MoS2 (дисульфида молибдена), ПТФЭ (политетрафторэтилена), ПФА (перфторалкоксиалкана); смола сополимера тетрафторэтилена-перфторалкоксиэтилена), и ПФЭ (сополимер перфторэтилена-пропилена; сополимер тетрафторэтилена-гексафторпропилена) дополнительно содержится в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов, и связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, причем смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы.
Положительные эффекты изобретения
Аспекты настоящего изобретения могут предложить пленку твердосмазочного покрытия, способную придавать благоприятную смазывающую способность и коррозионную стойкость резьбовой части нефтегазопромысловых труб, даже когда графит используется в качестве твердого смазочного материала.
Например, согласно аспектам настоящего изобретения получают резьбовое соединение для нефтегазопромысловых труб, обладающее смазывающими характеристиками и коррозионной стойкостью во время свинчивания, которое учитывает условия, эквивалентные реальной скважине, которые могут возникнуть в среде реальной скважины. Следует отметить, что условиями, эквивалентными среде реальной скважины, являются, например, ситуации, в которых на муфту сверху действует нагрузка в виде массы ниппеля, нагрузка прикладывается наклонно из-за несоосности или во многих случаях нагрузка прилагается локально, а не равномерно.
Краткое описание чертежей
Фиг. 1 представляет вид, иллюстрирующий нефтегазопромысловую трубу и резьбовое соединение нефтегазопромысловой трубы;
фиг. 2А представляет диаграмму свинчивания в реальной скважине, а фиг. 2B представляет диаграмму, иллюстрирующую исходное заданное положение в этот момент;
фиг. 3А представляет диаграмму свинчивания при обычном лабораторном испытании, а фиг. 3B представляет диаграмму, иллюстрирующую исходное заданное положение в этот момент;
фиг. 4А представляет схематическую диаграмму завинчивания в случае реальной скважины, а фиг. 4В представляет схематическую диаграмму свинчивания в случае обычного лабораторного испытания;
фиг. 5 представляет диаграмму, поясняющую новое лабораторное испытание (испытание с помощью ключа под нагрузкой);
фиг. 6 представляет диаграмму, иллюстрирующую пример установки для создания нагрузки в новом лабораторном испытании (испытание с помощью ключа под нагрузкой); и
фиг. 7А и 7В представляют диаграммы, иллюстрирующие структуру пленки покрытия.
Осуществление изобретения
Далее осуществления настоящего изобретения будут описаны со ссылкой на чертежи.
Здесь в результате неоднократных исследований авторов изобретения было обнаружено, что необходимо разделить свинчивание/развинчивание с пленкой твердосмазочного покрытия на две фазы и рассмотреть ситуации, возникающие на каждой фазе.
Фиг. 2А и 2В
Фиг. 2А представляет пример момента свинчивания в реальной скважине.
Фиг. 2А представляет диаграмму заворачивания с усилием (диаграмма свинчивания), когда испытание на свинчивание выполняется при условии, что ниппель реальной длины 40 футов (≈12 м) используется в качестве имитации реальной скважины. На реальном нефтяном/газовом месторождении свинчивание часто начинается с ситуации, когда резьбы недостаточно зацеплены друг с другом. Ввиду этой ситуации фиг. 2А иллюстрирует пример, в котором свинчивание начинается из состояния, в котором соединение ниппеля выступает из соединения муфты примерно наполовину во время начала первоначального свинчивания, как показано на фиг. 2В. В качестве ниппеля использовалось соединение 9-5/8'' 53,5#Q125 JFELION (торговая марка), а с точки зрения моделирования реальной скважины использовался ниппель длиной около 40 футов или более.
Фиг. 2А представляет диаграмму, когда ниппель свинчивается вертикальным ключом и подвешен с помощью крана того типа, в котором вся длина ниппеля подвешена сверху над буровой установкой.
Фиг. 2А можно рассматривать как иллюстрирующую ситуацию, которая часто возникает в реальной скважине.
Следует отметить, что на фиг. 2А, что перед точкой, в которой крутящий момент непрерывно увеличивается, то есть в фазе 1, в которой скорость вращения на фиг. 2А составляет 6,3 оборота или менее, крутящий момент не должен создаваться в принципе. Однако на самом деле в фазе 1 пикообразный крутящий момент имеет тенденцию генерироваться часто и нерегулярно.
Это говорит о том, что соединение ниппеля при вращении неравномерно и локально контактирует с соединением муфты. Такая ситуация возникает во время свинчивания в реальной скважине.
Это означает, что в фазе 1 пленка твердосмазочного покрытия неизбежно разрывается и в некоторой степени отслаивается в зависимости от состава и оптимизации пленки твердосмазочного покрытия. Здесь следует подчеркнуть, что состояние фиг. 2А не является наихудшим состоянием, созданным намеренно, а представляет просто диаграмму крутящего момента для образца с пленкой твердосмазочного покрытия.
Фиг. 3А и 3В
С другой стороны, фиг. 3А представляет диаграмму заворачивания с усилием в случае, когда используется та же пленка твердосмазочного покрытия, что и на фиг. 2А и 2В, а свинчивание выполняется с помощью вертикального приводного ключа.
Ниппель, используемый на фиг. 3A и 3B, имеет тот же внешний диаметр, толщину и тип соединения, что и ниппель на фиг. 2А и 2В, но представляет собой короткий ниппель длиной около 1 м.
Фиг. 3А представляет диаграмму свинчивания (диаграмму заворачивания с усилием), когда свинчивание начинается из состояния, когда резьбы достаточно зацеплены друг с другом. То есть, как показано на фиг. 3В, фиг. 3А представляет диаграмму свинчивания (диаграмму заворачивания с усилием) для случая, когда количество открытых витков резьбы ниппеля составляет примерно от 1 до 3 в начале первоначального свинчивания.
Условия фиг. 3А также представляют условия, часто используемые во время свинчивания в обычных лабораторных испытаниях, а случай, показанный на фиг. 3А представляет случай, когда соединение устанавливается до тех пор, пока резьба не придет в зацепления путем затягивания вручную.
На фиг. 3А, необходимо обратить внимание на то, что единицы по горизонтальной оси отличается от единиц на фиг. 2А.
На фиг. 3А, свинчивание с помощью ключа начинается с состояния, в котором затягивание выполнено вручную до состояния, в котором резьбы вошли в зацепление друг с другом и, таким образом, не наблюдается пикообразного крутящего момента, как показано на фиг. 2А.
Как можно видеть из фиг. 3А и 3В, при обычном лабораторном испытании в фазе 1 пленка твердосмазочного покрытия не разрушается и свинчивание происходит от области, где обе поверхности резьбы начинают контактировать.
Фиг. 4А и 4В
Фиг. 4А и 4В иллюстрируют фиг. 2А и 3А в легко сравнимом состоянии.
Фиг. 4А иллюстрирует пример фиг. 2А и 2В, а фиг. 4B иллюстрирует пример фиг. 3А и 3В.
Согласно анализу авторов изобретения, учитывая использование в реальной скважине, предпочтительно, чтобы идеальная пленка твердосмазочного покрытия не разрушалась в области (х) на фиг. 4А, и что опасения по поводу разрыва и отслаивания сведены к минимуму. В качестве альтернативы предпочтительно предусмотреть вторичные продукты, полученные из разорванной или отслоившейся пленки твердосмазочного покрытия, так, чтобы они не забивались в резьбовом зазоре в процессе свинчивания/развинчивания, а, наоборот, успешно прикреплялись к соединению и способствовали смазыванию, хотя иногда может возникать пиковое состояние (ситуация, при которой повреждается пленка твердосмазочного покрытия).
При этом считается, что многие предыдущие публикации посвящены смазыванию (фиг. 4B и фиг. 3A) после зацепления соединения, что определяется по результатам испытаний на свинчивание/развинчивание. Считается, что многие предыдущие публикации посвящены смазыванию после того, как резьбы вошли в зацепление друг с другом, то есть превосходству/несовершенству смазочных характеристик самой пленки твердосмазочного покрытия. По этой причине предполагается, что используется короткий ниппель, что горизонтальный ключ и вертикальный ключ используются для установки на участке, где соединение затягивается вручную, а затем выполняется развинчивание. Следует отметить, что в некоторых патентных документах, четко указывающих количество раз свинчивания/развинчивания (M/B), описано, что свинчивание может быть выполнено 10 раз в случае небольшого диаметра в реальной скважине. Однако такое количество раз представляется возможным как при оценке с помощью короткого ниппеля, так и при оценке в реальной скважине. С другой стороны, в случае большого диаметра 9-5/8'' или 13-3/8'' есть некоторые признаки того, что свинчивание/развинчивание на основе пленки твердосмазочного покрытия может быть выполнено до 15-20 раз. Однако такое количество раз свинчивания/развинчивания практически невозможно в случае большого диаметра с пленкой твердосмазочного покрытия в реальной скважине.
Кроме того, соединение нефтегазопромысловых труб большого диаметра обычно имеет более высокое значение момента затяжки и имеет больший припуск (люфт) между соединением муфты и соединением ниппеля. Соответственно, пленка твердосмазочного покрытия неизбежно разрывается и в некоторой степени отслаивается до того, как резьбы в достаточной степени зацепятся друг с другом. Кроме того, в начале испытания, на стадии, когда соединение ниппеля устанавливается в соединении муфты, обращение с ними затруднено из-за большой массы и соединение ниппеля неосторожно приводится в контакт с соединением муфты с определенной частотой. Это также приводит к разрыву и отслаиванию пленки твердосмазочного покрытия.
В настоящем осуществлении рассматривается реальная ситуация свинчивания/развинчивания в реальной скважине. Кроме того, ввиду того факта, что на практике при использовании графита, который во многих документах описывается как подходящий для смазывания, на практике часто возникают заедания, в настоящем изобретении был сделан анализ с целью достижения максимального применения смазывания с использованием графита в реальных условиях скважины.
Конфигурация
Настоящее осуществление относится к структуре пленки покрытия, сформированной на затяжной поверхности в соединении для нефтегазопромысловых труб, используемых в реальной добыче нефти/газа, и к резьбовому соединению, имеющему такую структуру пленки покрытия в качестве пленки смазочного покрытия. Настоящее осуществление характеризуется пленкой смазочного покрытия, включающей пленку твердосмазочного покрытия, сформированную на затяжной поверхности резьбового соединения, а сама конструкция резьбового соединения особо не ограничивается. В качестве конструкции резьбового соединения можно использовать известную или новую конструкцию соединения.
Нефтегазопромысловная труба и резьбовое соединение для нефтегазопромысловой трубы
Нефтегазопромысловая труба включает, например, муфту 2, такую как муфтовое соединение, и ниппель 1, как показано на фиг. 1.
Как проиллюстрировано на фиг. 1, резьбовое соединение для нефтегазопромысловых труб включает муфту 2, например муфту, имеющую внутреннюю резьбу 2а, и ниппель 1, имеющий наружную резьбу 1а. Пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована на контактной поверхности (затяжной поверхности 10) резьбовой части по меньшей мере одного компонента из муфты 2 и ниппеля 1.
Средство для формирования пленки твердосмазочного покрытия
Далее будет описано средство для формирования пленки твердосмазочного покрытия в настоящем осуществлении.
Средство настоящего осуществления сформировано путем диспергирования двух или более типов твердых смазочных материалов в связующей смоле в качестве компонента матрицы.
В настоящем осуществлении графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов. Графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее. Здесь, в настоящем осуществлении, чешуйчатая форма означает, что предпочтительными являются лучшая кристалличность и самая высокая чистота графита.
Кроме того, в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов содержится твердый смазочный материал, сформированный из одного или более материалов, выбранных из следующей первой группы твердых смазочных материалов и следующей второй группы твердых смазочных материалов.
Первая группа твердых смазочных материалов
BN (нитрид бора)
Слюда (слюда)
Тальк
MCA (цианурат меламина)
MoS2 (дисульфид молибдена)
Вторая группа твердых смазочных материалов
ПТФЭ (политетрафторэтилен)
ПФА (перфторалкоксиалкан; сополимер тетрафторэтилена-перфторалкоксиэтилена),
ПФЭ (сополимер перфторэтилена и пропилена; сополимер тетрафторэтилена и гексафторпропилена)
Первая группа твердых смазочных материалов и вторая группа твердых смазочных материалов различаются по механизму смазывания.
Первая группа твердых смазочных материалов представляет смазочные материалы, в которых двумерные слоистые соединения связаны в направлении Z за счет межмолекулярных сил, а когда сила прикладывается в направлении смазывания, двумерные прочные молекулярные структуры скользят, обеспечивая смазывание. Ко второй группе твердых смазочных материалов относятся смазочные материалы, в которых молекулы с прочными связями, имеющие одномерную линейную структуру, связаны друг с другом межмолекулярными силами, и при приложении силы в направлении смазывания молекулы скользят друг по другу по каждой линейной структурной единице в одномерном направлении с реализацией смазывания.
Причина примешивания материалов, выбранных из первой группы твердых смазочных материалов и второй группы твердых смазочных материалов, заключается в следующем. При создании смазки с использованием исключительно графита образуются «вторичные черные лентообразные продукты», которые совместно формируются из соскобленных графита и смолы ПЭЭК в случае смазывания в соединении для нефтегазопромысловых труб. Кроме того, они могут формироваться в значительном количестве. По этой причине существует вероятность того, что «черные лентообразные вторичные продукты» забиваются в зазор между нитями резьбы и вызывают заедание. Ввиду этого в настоящем осуществлении за счет примешивания твердых смазочных материалов, отличных от графита, количество образующихся вторичных продуктов уменьшается и риск заедания снижается при сохранении высокого уровня смазывания.
Здесь предпочтительно включать в качестве других твердых смазочных материалов по меньшей мере ПТФЭ. Это связано с тем, что ПТФЭ сам по себе является твердым смазочным материалом, от которого можно ожидать, что он обеспечит высокое смазывающее действие, а также твердым смазочным материалом, механизм действия которого отличается от механизма действия графита.
Средний диаметр частиц других твердых смазочных материалов предпочтительно находится в диапазоне от 0,1 мкм или более до 5 мкм или менее.
В настоящем осуществлении связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, и смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы.
Общая масса твердых смазочных материалов предпочтительно составляет 0,1 или более и 2 или менее от общей массы связующей смолы.
Содержание графита в качестве твердого смазочного материала предпочтительно составляет 20% или более и 50% или менее относительно суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
Средство содержит растворитель для регулирования свойств высыхания и вязкости жидкости, чтобы растворитель не оставался в пленке покрытия. Массовое содержание растворителя предпочтительно составляет 30% или более и 80% или менее относительно массы суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
Структура пленки покрытия в соединении для нефтегазопромысловых труб
Далее будет описана структура пленки покрытия в соединении для нефтегазопромысловых труб в настоящем осуществлении. Пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части в по меньшей мере одном компоненте из муфты и ниппеля. Пленка твердосмазочного покрытия сформирована путем диспергирования твердых смазочных материалов в связующей смоле в качестве компонента матрицы.
В настоящем осуществлении графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов. Графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее. Здесь, в настоящем осуществлении, чешуйчатая форма означает, что предпочтительными являются лучшая кристалличность и самая высокая чистота графита.
Кроме того, в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов содержится твердый смазочный материал, сформированный из одного или более материалов, выбранных из указанной выше первой группы твердых смазочных материалов и указанной выше второй группы твердых смазочных материалов.
Здесь предпочтительно включать в качестве других твердых смазочных материалов по меньшей мере ПТФЭ.
Средний диаметр частиц других твердых смазочных материалов предпочтительно находится в диапазоне от 0,1 мкм или более до 5 мкм или менее.
В настоящем осуществлении связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, и смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы. Общая масса твердых смазочных материалов предпочтительно составляет 0,1 или более и 2 или менее от общей массы связующей смолы.
Содержание графита в качестве твердого смазочного материала предпочтительно составляет 20% или более и 50% или менее от суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
Пленка твердосмазочного покрытия включает, например, резьбу резьбовой части и сформирована до области, примыкающей к резьбе.
Пленка твердосмазочного покрытия предпочтительно имеет твердость 3Н или более по шкале карандашной твердости.
Пленка твердосмазочного покрытия предпочтительно имеет толщину от 10 мкм или более до 150 мкм или менее.
Когда материалы муфты и ниппеля представляют собой углеродистую сталь или низколегированную сталь, пленка смазочного покрытия может иметь базовый слой 10В между затяжной поверхностью резьбовой части и пленкой твердосмазочного покрытия 10А (см. фиг. 7А и 7В). Базовый слой 10В сформирован, например, из электроосажденной пленки или пленки, полученной химической конверсионной обработкой.
Когда материалы муфты и ниппеля представляют собой нержавеющую сталь, сплав на основе Ni или сплав Ti, пленка смазочного покрытия может иметь базовый слой 10B между затяжной поверхностью резьбовой части и пленкой твердосмазочного покрытия. Базовый слой 10В сформирован, например, из электроосажденной пленки.
Резьбовое соединение для нефтегазопромысловых труб может иметь структуру, в которой пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части в одном компоненте из муфты и ниппеля, и пленка, более мягкая, чем пленка твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля. Более мягкая пленка также предпочтительно является пленкой твердосмазочного покрытия.
Черный лентообразный вторичный продукт
Как описано выше, при выборе графита в качестве твердого смазочного материала часто наблюдается формирование «черного лентообразного вторичного продукта».
В области смазывания соединений для нефтегазопромысловых труб, когда в качестве основного компонента твердого смазочного материала используется графит, основной причиной заедания являются «черные лентообразные вторичные продукты». «Черные лентообразные вторичные продукты» вторично формируются на основе компонентов пленки твердосмазочного покрытия (твердый смазочный материал + компонент связующей смолы), которые неизбежно соскабливаются на стадии свинчивания/развинчивания. Установлено, что эти продукты забиваются в небольшой зазор между нитями резьбы, что приводит к заеданию. В случае смазывания структуры соединения металлы полностью плотно прилегают друг к другу за счет структуры соединения. Точнее, от ситуации, когда имеется очень тонкий зазор, до ситуации, когда имеет место небольшой зазор, но в любом случае имеется пустота между обращенными друг к другу контактными поверхностями резьбы. При свинчивании и развинчивании соединения смазка движется плавно и безостановочно вместе с движением резьбы, что является основой поддержания низкого трения, то есть соответствующего смазывания.
Тот же механизм применим и к случаю пленки смазочного покрытия, которая не является пленкой твердосмазочного покрытия. Например, в случае жирообразного состава общего назначения ключевым моментом является то, что состав равномерно наносится перед свинчиванием, чтобы не кончалось масло, и в то же время смазка двигалась, следуя свинчиванию/развинчиванию резьбы. Даже в случае с этим составом, когда состав скапливается в одном месте зазора резьбы, происходит заедание. Однако состав представляет собой вязкую жидкость и стремится двигаться по этому зазору. С другой стороны, когда графит используется в качестве основного компонента твердого смазочного материала, графит представляет собой листовой слоистый материал, и слои слабо связаны друг с другом межмолекулярными силами. По этой причине графит расслаивается при воздействии значительного усилия в определенном направлении и обеспечивает низкое трение (= высокое смазывание) на месте. Как описано выше, поскольку графит имеет прочную листовую структуру из-за своей физической структуры, слои графита неизбежно связаны друг с другом и имеют тенденцию принимать форму ленты. Кроме того, существует сильная тенденция к тому, что органическая смола, составляющая связующую смолу, действует как своего рода паста, и образуются твердые и толстые черные ленты, заполняющие впадины профиля резьбы. Поэтому пленка твердосмазочного покрытия неизбежно в некоторой степени сдирается во время свинчивания/развинчивания резьбы. Содранная пленка твердосмазочного покрытия (стружка) образует черный лентообразный вторичный продукт, как описано выше. Кроме того, слои слабо связываются друг с другом на уровне межмолекулярных сил и движутся в направлении скольжения из-за нагрузки, приложенной во время свинчивания/развинчивания. Однако сама двумерная плоская листовая конструкция является чрезвычайно прочной и не так сильно разрушается при уровне нагрузки, приложенной во время свинчивания/развинчивания. Таким образом, черные лентообразные вторичные продукты продолжают постепенно увеличиваться в толщине и не могут двигаться с перемещением во время свинчивания/развинчивания. Кроме того, на практике свинчивание/развинчивание резьбы не может быть выполнено однородно или двусторонне-симметрично. На начальной стадии свинчивания и на конечной стадии развинчивания свинчивание/развинчивание в большинстве случаев выполняется в некоторой степени эксцентрично. Поэтому при твердой смазке с использованием графита важно принять меры, чтобы не создавать из графита черные лентообразные объекты, или, если такие объекты формируются, уменьшить количество таких объектов или облегчить формование не прочных лентообразных объектов, а легко ломающихся или порошкообразных объектов, для легкого перемещения во время свинчивания/развинчивания.
В настоящем осуществлении, чтобы реализовать это, был выполнен анализ для определения ограничений по каждому материалу.
Далее будут дополнительно описаны ограничения по каждому материалу.
Основной компонент твердого смазочного материала
Как описано выше, в настоящем осуществлении используются два или более типов твердых смазочных материалов, при этом графит используется в качестве основного компонента.
Графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов. Графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее.
Кроме того, в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов содержится твердый смазочный материал, сформированный из одного или более материалов, выбранных из указанной выше первой группы твердых смазочных материалов и указанной выше второй группы твердых смазочных материалов.
Настоящее осуществление направлено на улучшение смазывания соединений для нефтегазопромысловых труб за счет использования графита, который считается соответствующим смазочным материалом, и области его применения. Есть много случаев применения в других областях. Однако в области смазывания соединений для нефтегазопромысловых труб и аналогичных областях, когда в качестве твердого смазочного материала выбран только графит, часто происходит заедание, как описано в литературе известного уровня техники.
С другой стороны, в настоящем осуществлении верхний и нижний пределы содержания каждого твердого смазочного материала установлены с точки зрения предотвращения формирования «черных лентообразных вторичных продуктов», полученных из графита, описанных выше, то есть с точки зрения ограничения получения черных лентообразных вторичных продуктов или, если такие продукты формируются, уменьшать их количество. При этом верхний и нижний пределы содержания каждого твердого смазочного материала установлены с точки зрения формирования не прочных лентообразных продуктов, а разделенных/разрезанных продуктов.
Причина, по которой нижний предел количества графита в качестве материала, образующего твердый смазочный материал, установлен равным 50%, заключается в том, что нижний предел установлен как минимальное количество, необходимое для получения эффекта улучшения смазывания с помощью графита. Если оно менее 50%, улучшение смазывания не наблюдается или оно незначительное.
Причина, по которой верхний предел установлен на уровне 90%, заключается в том, что, если верхний предел превышает 90%, существует серьезная опасность того, что лентообразные вторичные продукты, полученные из графита, застревают в зазорах резьбы и вызовут заедание.
Здесь в настоящем изобретении важно сделать лентообразные вторичные продукты, полученные из графита, хрупкими, при этом используя графит в качестве основного компонента твердого смазочного материала. Кроме того, важно не допускать формирования толстых и прочных лентообразных продуктов. Получение лентообразных вторичных продуктов, разделенных на как можно более мелкие частицы или в порошкообразном состоянии, является важным моментом улучшения смазывания при использовании графита в качестве основного компонента твердого смазочного материала.
Поэтому одной из характеристик настоящего изобретения является добавление другого типа твердого смазочного материала к графиту для формирования пленки твердосмазочного покрытия. В случае твердого смазочного материала, отличного от графита, даже если MoS2, BN или тому подобное из слоистых твердых смазочных материалов добавляется в качестве вспомогательного компонента, свойство прочных (длинных) вторичных лентообразных продуктов может быть изменено, чтобы сократить длину лентообразных вторичных продуктов или для придания лентообразным вторичным продуктам порошкообразной формы. В результате можно избежать засорения продуктами, полученными из графита, в зазоре соединения ниппеля и муфты и возникновения заедания. В частности, добавление типа твердого смазочного материала, который не является слоистым твердым смазочным материалом, например, ПТФЭ, в качестве другого типа твердого смазочного материала, вторичные продукты могут быть сформированы в порошкообразной форме или в форме ленты, которая легко разрушается.
В настоящем осуществлении в качестве типа графита был выбран чешуйчатый графит. Графит на основе природного графита, такой как землистый графит и расширенный графит, а также искусственный графит не используют. Причина, по которой была выбрана чешуйчатая форма, заключается в том, что графитизация наиболее развита, то есть сетка углерода, имеющая двумерную слоистую структуру и форму, в которой слои связаны межмолекулярными силами, благоприятна для смазывания.
В качестве размера частиц графита был выбран графит с размером частиц 0,1-10,0 мкм. Это связано с тем, что для эффективного использования смазочных свойств графита, если размер превышает 10 мкм, сам графит слишком велик и сам графит вызывает заедание. Конкретного нижнего предела не существует, но размер графита включает минимальный размер для графита. Например, нижним пределом считается 0,1 мкм.
Вторичный компонент твердого смазочного материала
Основным компонентом твердого смазочного материала пленки твердосмазочного покрытия является графит, на долю которого приходится 50% или более и 90% или менее твердого смазочного материала, а основным компонентом связующей смолы является смола ПЭЭК.
В настоящем осуществлении твердый смазочный материал в широком смысле также включает добавку, отличную от компонента связующей смолы.
Компонент твердого смазочного материала, подлежащий добавлению в качестве вторичного материала, представляет твердый смазочный материал, включающий один или более типов материалов, выбранных из первой группы твердых смазочных материалов и второй группы твердых смазочных материалов.
Здесь графит имеет прочную двухмерную структуру и находится в состоянии со слоями слабо связанными межмолекулярными силами, и при приложении силы графит скользит, как если бы скользила колода сложенных игральных карт, и, таким образом, поддерживает смазывание, сохраняя при этом двумерную прочную молекулярную структуру. При бессистемном использовании графита часто образуются «черные лентообразные вторичные продукты», которые забиваются в резьбовой зазор и вызывают заедание. Этого явления следует избегать путем оптимизации содержания графита и смолы ПЭЭК. С такой точки зрения предпочтительно выбирать вторичные компоненты в соответствии с основной структурой настоящего изобретения.
То есть, добавляемый вторичный твердый смазочный компонент предпочтительно представляет смазочную добавку, имеющую механизм, при котором длинноцепочечные молекулы скользят в направлении, в котором к ним приложена сила, а не смазку, в которой используется скольжение по двумерной поверхности, который основан на том же механизме, что и сам графит.
С этой точки зрения предпочтительно использовать, например, ПТФЭ в качестве твердого смазочного компонента, подлежащего дополнительному добавлению. Условия определяются как подходящие на данный момент, и средний размер частиц 0,1-5 мкм определяется как благоприятный. Если средний размер частиц превышает 5 мкм, сам ПТФЭ скатывается, и эффект улучшения смазывания невелик. Если средний размер частиц составляет менее 0,1 мкм, когда ПТФЭ содержится в качестве вторичного компонента в основном компоненте, содержащем графит, эффект смазывания ПТФЭ отсутствует и не наблюдается особенно превосходного смазывания.
Например, для других дополнительно добавляемых вторичных твердых смазочных компонентов средний диаметр частиц предпочтительно составляет 0,1-5 мкм.
Кроме того, ПФА и ПФЭ являются примерами, имеющими тот же самый механизм. Это структуры, в которых боковые цепи прикреплены к молекулярной структуре ПТФЭ, а смазывающая способность достигается за счет скольжения молекулярных цепей. Однако в качестве материала подходящего диапазона был выбран ПТФЭ, поскольку ПТФЭ имеет боковую цепь и, следовательно, обладает одним подходящим свойством.
Кроме того, твердый смазочный компонент, подлежащий вторичному добавлению, также может быть выбран с точки зрения улучшения смазывания за счет повышения твердости пленки. Настоящее изобретение также включает добавление порошка стекловолокна и порошка углеродного волокна.
Основной компонент связующей смолы и вторичный компонент связующей смолы
Связующая смола состоит из компонентов смолы одного типа или двух или более типов. Связующая смола по настоящему осуществлению содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента. Смола ПЭЭК содержится в количестве 70% или более и 100% или менее относительно общей массы связующей смолы.
В области смазывания соединений для нефтегазопромысловых труб, когда графит используется в качестве основного компонента твердого смазочного материала, основной причиной заедания является «черный лентообразный вторичный продукт», образующийся вторично на основе компонентов пленки твердосмазочного покрытия (твердый смазочный материал + компонент связующей смолы), которые неизбежно сдираются на стадии свинчивания/развинчивания.
Количество смолы ПЭЭК определяется как 70% или более от общей массы связующей смолы для повышения твердости самой пленки твердосмазочного покрытия для смазывания соединения для нефтегазопромысловых труб. То есть это делается для уменьшения количества компонента, сдираемого с пленки покрытия, чтобы уменьшить количества графита и компонента связующей смолы, из которых образуются «черные лентообразные вторичные продукты».
Когда пленка покрытия твердая, количество отслаиваемого/сдираемого компонента уменьшается, что является предпочтительным. Однако смола ПЭЭК (полиэфирэфиркетон) выбрана в качестве основного компонента связующей смолы с точки зрения не просто выбора твердой смолы, но и возможности без проблем смешивать смолу с графитом, а также с точки зрения твердости пленки. В результате следует избегать использования просто твердой смолы.
Здесь примеры твердой смолы включают полиэфиримид (ПЭИ), полифениленсульфид (ПФС), полиамидимид (ПАИ), полибензимидазол (ПБИ) и фенольную смолу (ФС). Однако эти смолы представляют собой всего лишь твердые смолы и не могут быть использованы.
Например, полиэфиримид (ПЭИ) представляет собой аморфную смолу и имеет плохую износостойкость. Поэтому пленка твердосмазочного покрытия имеет тенденцию сдираться на стадии свинчивания/развинчивания соединения. Полифениленсульфид (ПФС) имеет плохую ударную вязкость, неудобен в использовании в зависимости от температуры использования и способствует заеданию. В случае полиамидимида (ПАИ) ПТФЭ используется в качестве основного компонента, а графит используется в качестве вторичного компонента без особых проблем, но при использовании графита в качестве основного компонента неизбежно накапливаются «черные лентообразные вторичные продукты» в зазоре резьбы, вызывая заедание. Полибензимидазол (ПБИ) слишком твердый и поэтому сам по себе не пригоден для применения в смазывании. В области нефти и газа всегда отмечается обеспокоенность тем, что продукты, содержащие S, включая ингибиторы, бактерициды и MoS2, в конечном итоге вызывают формирование H2S в результате микробной коррозии. Поэтому полифениленсульфид (ПФС) применять нельзя. При смазывании соединений нефтегазопромысловых труб в некоторой степени неизбежно выделяется тепло. Фенольная смола (ФС) имеет температуру термостойкости около 150°C и, следовательно, имеет низкую термостойкость и не может быть использована.
Однако в настоящем изобретении, в котором смола ПЭЭК составляет 70% или более, являясь основным компонентом, эти материалы вторично добавляются и используются без каких-либо особых проблем.
Размер частиц смолы ПЭЭК должен составлять 20 мкм или менее. Это связано с тем, что, как и в случае с графитом, когда размер частиц смолы ПЭЭК слишком велик, смола ПЭЭК сама вызывает заедание. В момент свинчивания/развинчивания соединения для нефтегазопромысловых труб прикладывается большая нагрузка, и резьба скользит в среде, начиная от той, в которой зазоры между нитками резьбы узкие, до той, в которой пленки практически плотно прилегают друг к другу. И связующая смола, и твердый смазочный материал раздавливаются и не сохраняют свои первоначальные размеры. Однако, когда первоначальный размер смолы ПЭЭК составляет более 20 мкм, весьма вероятно, что смола станет причиной заедания. Поэтому максимальный размер среднего размера частиц смолы ПЭЭК был определен как 20 мкм или менее.
Соотношение в смеси твердого смазочного материала и связующей смолы, а также доля графита в смеси
В состоянии пленки покрытия масса твердого смазочного материала, содержащейся в пленке, составляет 0,1-кратное или более и 2-кратное или менее количество от массы связующей смолы. Массовая доля графита определяется равной 20% или более и 50% или менее. Это ограничение было также установлено для того, чтобы свести к минимуму формирования «черных лентообразных вторичных продуктов», описанных выше, и эффективно использовать эффект твердой смазки графита.
Причина, по которой общая масса твердого смазочного материала, содержащего графит в качестве основного компонента, смешивается в массе, составляющей от 0,1-кратного до 2,0-кратного количества относительно массы связующей смолы, заключается в следующем.
Нижний предел определяется как 0,1-кратный потому что, если он менее 0,1-кратного, «черные лентообразные вторичные продукты» с меньшей вероятностью будут формироваться в пределах указанного диапазона без каких-либо проблем, но количество самого твердого смазочного материала невелико и, таким образом, смазывающее действие не может быть сохранено. Причина, по которой верхний предел установлен равным 2,0-кратным, заключается в том, что, если верхний предел превышает 2,0-кратный, «черный лентообразный вторичный продукт» получается в большем количестве, чем необходимо, и часто вызывают заедание.
Причина, по которой были выбраны смола ПЭЭК и графит, также заключается в том, что и смола ПЭЭК, и графит обладают водоотталкивающими свойствами. В настоящем осуществлении коммерческие продукты часто требуют коррозионной стойкости в дополнение к смазывающим свойствам, исходя из того, что соединение нефтегазопромысловых труб подвергается воздействию открытого воздуха в течение примерно 1-2 лет в состоянии, в котором к соединению нефтегазопромысловых труб прикрепляют предохранительные резьбозащитные кольца и оставляют до использования. Поэтому также предполагается сохранять антикоррозионные свойства за счет водоотталкивающих свойств смолы ПЭЭК и графита при введении вторичного компонента. Кроме того, поскольку твердая пленка может быть измельчена мельчайшими трещинами, можно сохранить смазывающую способность и реализовать антикоррозионные свойства.
Состав средства
Средство содержит растворитель для регулирования характеристик высыхания и вязкости жидкости таким образом, чтобы растворитель не оставался в пленке покрытия. Массовое соотношение компонентов растворителя предпочтительно составляет 30-80% относительно суммы массы твердых смазочных компонентов и массы компонента связующей смолы.
Компоненты, образующие пленку твердосмазочного покрытия, готовят в растворенном состоянии в растворителе. Средство наносят и сушат путем испарения и обжига растворителя или облучения растворителя дальними инфракрасными лучами, ультрафиолетовыми лучами и т.п. для формирования пленки.
В настоящем изобретении массовая доля компонента растворителя составляет 30-80% относительно суммы массы твердого смазочного компонента и массы компонента связующей смолы. Материал растворителя особо не ограничивается. Растворитель может представлять собой полярный растворитель или неполярный растворитель.
Поскольку смолу ПЭЭК необходимо обжигать при температуре выше 350°C, эти растворители необходимо отгонять/испарить до указанного температурного диапазона. Причина, по которой компонент растворителя был добавлен всего до 80%, заключается в том, что графит легко плавает в растворителе, когда вязкость жидкости регулируется. Кроме того, это необходимо для предотвращения смещения графита к поверхности при формировании пленки твердосмазочного покрытия. Поэтому верхний предел был определен равным 80%.
Нижний предел был установлен равным 30% во избежание неудачного нанесения средства, поскольку вязкость жидкого средства высока, если нижний предел составляет менее 30%.
Примеры полярных растворителей включают ДМФ (N,N-диметилформамид), НМП (N-метил-2-пирролидон), ДМСО (диметилсульфоксид), метанол и этанол. Примеры неполярных растворителей включают н-гексан, толуол, ксилол, диоксан и ТГФ (тетрагидрофуран).
Примеры органического растворителя включают МЭК (метилэтилкетон) и МИБК (метилизобутилкетон) в качестве растворителей на основе кетонов, этилацетат и бутилацетат в качестве растворителей на основе сложных эфиров, а также метанол, этанол и ИПС (изопропиловый спирт) в качестве растворителя на основе спирта.
Затем растворитель испаряется и обжигается или облучается дальними инфракрасными лучами, ультрафиолетовыми лучами и т.п. для формирования пленки. Удалив растворитель и формируя пленку, можно добиться как смазывающих свойств, так и коррозионной стойкости.
Характеристики пленки твердосмазочного покрытия
Путем нанесения средства по настоящему осуществлению и удаления компонента растворителя для формирования пленки твердосмазочного покрытия, пленка твердосмазочного покрытия используется как пленка, обладающая как смазывающими, так и антикоррозионными свойствами.
Идея и структура настоящего изобретения сами по себе основаны на обеспечении смазывания соединения для нефтегазопромысловых труб пленкой твердосмазочного покрытия.
Как показано со ссылкой на фиг. 2А-4В, при свинчивании/развинчивании соединения нефтегазопромысловых труб, в частности, на начальной стадии свинчивания и конечной стадии развинчивания пленка твердосмазочного покрытия повреждается за счет вибрации до зацепления друг с другом ниток резьбы. Кроме того, при использовании графита в качестве основного компонента твердого смазочного материала часто появляются «черные лентовидные вторичные продукты». В качестве средства снижения влияния таких продуктов настоящее изобретение определяет оптимальный диапазон.
Однако эту идею можно использовать не только для смазывания соединения нефтегазопромысловых труб, но и для улучшения смазывания. Поэтому предполагается, что идея в значительной степени применима вплоть до формирования пленки твердосмазочного покрытия, формируемой на металлическом материале.
Подходящие диапазоны твердости пленки и толщины пленки
Каждая из сформированных пленок покрытия имеет карандашную твердость предпочтительно 3H или более и толщину пленки предпочтительно 10 мкм или более и 150 мкм или менее. Верхнего предела твердости пленки покрытия не существует, и чем выше твердость, тем лучше.
Если пленка твердая, можно уменьшить количество часто возникающих «черных лентообразных вторичных продуктов». Если пленка имеет карандашную твердость 3H или более, эффект будет высоким, что приведет к превышению целевого уровня числа операций свинчивания/разрыва.
В данном случае смола ПЭЭК отдельно имеет твердость по карандашной шкале около 3-5H, и поэтому твердый смазочный компонент добавляется так, чтобы не снизить твердость. Как описано выше, для активного увеличения твердости смолы ПЭЭК может быть добавлено стекловолокно или углеродное волокно.
Что касается толщины пленки, то необходимо формировать пленку толщиной по меньшей мере 10 мкм, чтобы сохранить смазывающую способность и коррозионную стойкость. Что касается верхнего предела толщины пленки, то зазор между соединением муфты и соединением ниппеля варьируется в зависимости от типа и конструкции соединения нефтегазопромысловых труб. Поэтому верхний предел было трудно определить единообразно, но он был установлен на уровне 150 мкм. Поскольку многие соединения нефтегазопромысловых труб проектируются с верхним пределом зазоров между нитками резьбы 100-150 мкм, верхний предел толщины пленки был определен в 150 мкм. Более предпочтительно, толщина пленки составляет 10-50 мкм.
Здесь могут быть зазоры между витками и впадинами наружной и внутренней резьбы размером 100-150 мкм, как описано выше. Однако зазоры между стыковочными рабочими сторонами наружной и внутренней резьбы, а также зазоры между нагрузочными сторонами варьируются в зависимости от осуществления свинчивания или развинчивания. Когда зазоры узкие, пленки практически плотно прилегают друг к другу. Поэтому толщина пленки предпочтительно находится в диапазоне 10-50 мкм. Существует реальное состояние, при котором связующая смола сдирается во время свинчивания/развинчивания. Кроме того, пленка, нанесенная при комнатной температуре, реально измельчается в тонкую пленку. Поэтому, даже если толщина пленки превышает предполагаемый размер зазоров, проблем не возникает.
Карандашная твердость пленки твердосмазочного покрытия измеряется методом, указанным в JIS K 5600-5-4 (1999). В стандарте JIS четко указано, что этот стандарт представляет перевод стандарта «ISO/DIS 15184, Краски и лаки. Определение твердости пленки методом карандашного теста». Однако сам метод определения карандашной твердости оценивался на основе определения стандарта JIS. Кроме того, причина, по которой твердость пленки оценивают по шкале карандашной твердости, заключается в том, что оценка производится путем «царапания» пленки карандашом. Это связано с тем, что метод оценки твердости пленки осуществляется путем «царапания», что аналогично поведению, при котором отслаиваются пленки твердосмазочного покрытия наружной резьбы и внутренней резьбы соединения нефтегазопромысловых труб. В методах измерения твердости пленки надавливанием, т.е. по Роквеллу, Виккерсу, Шору и Кнупу, которые иногда используются для пленки покрытия и т.п., пленка покрытия является тонкой и на нее влияет основа. Поэтому в настоящем изобретении использовалась карандашная твердость.
Базовый слой под пленкой твердосмазочного покрытия
Когда металлический материал или нефтегазопромысловая труба представляет углеродистую сталь или низколегированную сталь, предпочтительно, чтобы между металлическим материалом или нефтегазопромысловой трубой и пленкой твердосмазочного покрытия присутствовал базовый слой, сформированный из электроосажденной пленки или пленки, полученной химической конверсионной обработкой.
Здесь, когда металлический материал или нефтегазопромысловая труба изготовлены из нержавеющей стали, сплава на основе Ni или сплава Ti, в качестве базового слоя предпочтительно присутствует электроосажденная пленка. Это служит для улучшения адгезии пленки твердосмазочного покрытия.
Способ изготовления пленки твердосмазочного покрытия
Реально можно сформировать пленку, например, сразу нанеся средство с желаемой толщиной с последующим нагревом.
Однако способ предпочтительно включает формирование пленки, разделенное на множество раз. Кроме того, предпочтительно выполнять следующую процедуру вместо выполнения основного нагрева каждый раз, когда сформирована пленка.
То есть, толщина пленки твердосмазочного покрытия, которая должна быть сформирована за один раз, устанавливается равной 50 мкм или менее, и формирование пленки повторяется множество раз, в то время как стадия временной сушки вставляется каждый раз или примерно один раз между каждыми двумя стадиями формирования пленки, так что пленки толщиной 50 мкм или менее формируются в перекрывающемся порядке. Затем при окончательном формировании пленки временную сушку прекращают и пленку сушат на основной стадии сушки. В качестве основной стадии сушки используют обжиг или инфракрасное облучение, ультрафиолетовое облучение, горячий воздух или любые другие средства сушки, или выдержку на воздухе или естественную сушку.
Конечную общую толщину формируемых пленок твердосмазочного покрытия предпочтительно устанавливают в пределах 10-150 мкм.
В настоящем осуществлении пленку формируют с использованием средства, в котором твердый смазочный материал, образованный в основном из графита, и связующая смола, образованная в основном из смолы ПЭЭК, растворены в растворителе.
Средство настоящего осуществления содержит большое количество компонентов пленки относительно к растворителю и имеет высокую вязкость. Поэтому, когда пленка формируется для достижения заданной толщины пленки за один раз, жидкость имеет тенденцию растекаться с получением меньшей толщины в угловом участке резьбы из-за влияния поверхностного натяжения вдоль структуры соединения нефтегазопромысловых труб, и жидкость имеет тенденцию скапливаться в угловой части впадины резьбы. Поэтому предпочтительно разделить формирование пленки на множество раз и нагреть пленку. Однако, когда основной нагрев выполняется множество раз, плотная адгезия между пленками имеет тенденцию ослабевать и слои легко расслаиваются. Поэтому временный нагрев проводят в состоянии, когда часть компонента растворителя удалена. Затем операции нанесения средства и проведения временного нагрева повторяются еще раз. Как описано выше, формирование пленки предпочтительно осуществляют до тех пор, пока не будет достигнута требуемая толщина пленки, при этом между формированиями пленки перед основным нагревом выполняется временный нагрев. Это связано с тем, что этот метод эффективно обеспечивает достижение однородного качества и одинаковой толщины пленки. Стадия временной сушки относится к сушке с целью простого удаления части растворителя (например, 30-70%).
Кроме того, с точки зрения коррозионной стойкости трудно сформировать точечные отверстия, которые бы проникали через всю пленку, в случае множественного формирования пленок, и, таким образом, эффект достигается и в этом отношении.
Поверхность, на которой сформирована пленка твердосмазочного покрытия
В пленке твердосмазочного покрытия настоящего осуществления пленка твердосмазочного покрытия сформирована на одной или обеих из стороны муфты (сторона внутренней резьбы) и стороны ниппеля (сторона наружной резьбы) соединения для нефтегазопромысловых труб.
Альтернативно, предпочтительно, чтобы пленка твердосмазочного покрытия согласно настоящему осуществлению была сформирована либо на стороне муфты (сторона внутренней резьбы), либо на стороне ниппеля (сторона наружной резьбы), и чтобы более мягкая пленка, отличная от пленки твердосмазочного покрытия, была сформирована использовалась на другой затяжной поверхности.
В последнем случае другой тип более мягкой пленки, сформированной на стороне, где не сформирована пленка твердосмазочного покрытия согласно настоящему осуществлению, более предпочтительно имеет карандашную твердость пленки 4В или менее. Последнее является способом дальнейшего улучшения смазочных характеристик.
Можно ожидать, что смазочные характеристики будут дополнительно улучшены за счет того, что одну из пленок делают более мягкой, чем пленка по настоящему изобретению, и расположив пленки обращенными друг к другу, а не располагая пленки, имеющие преимущественные смазочные характеристики, обращенными друг к другу для реализации смазывания.
В последнем случае можно ожидать, что более мягкая пленка покрытия деформируется, уменьшая поверхностное давление в ситуации, когда во время свинчивания/развинчивания создается пикообразный крутящий момент, в ситуации, когда до момента зацепления соединения друг с другом возникает вибрация (фаза 1: область (х) на фиг. 4А). Кроме того, можно ожидать, что пленка твердого покрытия по настоящему изобретению, образованная в основном из графита и ПЭЭК, обеспечит соответствующее смазывание по всей площади свинчивания/развинчивания соединения.
В качестве более мягкой пленки, имеющей карандашную твердость пленки 4В или менее, например, можно использовать следующую пленку.
Мягкая пленка
В настоящем изобретении более мягкая пленка представляет собой пленку твердосмазочного покрытия. Более мягкая пленка не является жидкой, полутвердой или вязкоупругой пленкой, такой как жирообразный состав или любая другая подобная пленка. То есть в настоящем изобретении исключена мягкая пленка, которая отрывается при прикосновении рукой.
Кроме того, мягкая пленка, имеющая карандашную твердость 4В или менее (это означает, что пленка имеет карандашную твердость 4В, 5В, 6В, …), образована, например, из связующей смолы, включающей органические и неорганические смолы. Альтернативно, более мягкая пленка может быть сформирована из высушенного слоя щелочного мыла (самый верхний слой связующей смазочной пленки) или тому подобного.
Когда более мягкая пленка сформирована из пленки на основе смолы, например, пленки, изготовленной из любого типа смолы, такой как эпоксидная смола, акрилатная смола, полисложноэфирная смола, полиэфирная смола, поликарбонатная смола, фторсодержащая смола или можно использовать водную акриловую смолу. Однако, чтобы получить мягкую пленку, предпочтительно расширить интервал между точками сшивки, чтобы предотвратить повышение твердости этих смол, и спроектировать пленку так, чтобы она не имела трехмерных сложных точек сшивки. Кроме того, простая сшитая структура может сделать пленку более мягкой, чем пленка, имеющая трехмерные сложные точки сшивки. Когда объяснение делается с использованием других параметров, предпочтительно выбирать мономер, в котором количество функциональных групп и количество эпоксидных групп невелики, поскольку каждый мономер образует более мягкую пленку. То есть предпочтительно выбирают те, которые имеют большой эквивалент функциональной группы и эпоксидный эквивалент. Эпоксидный эквивалент представляет числовое значение, полученное путем деления молекулярной массы каждого мономера на количество функциональных групп, участвующих в реакции сшивки мономера. То есть это является синонимом уменьшения количества точек сшивки. Кроме того, предпочтительно не включать добавку, повышающую твердость пленки, например, углеродное волокно или стекловолокно. Альтернативно существует способ смягчения пленки путем введения большего количества твердого смазочного материала.
Нижний предел твердости более мягкой пленки конкретно не определен. Однако твердость до 6B по стандарту карандашной твердости определяется как нижний предел измеряемой твердости, и поэтому «≤ 6B (что означает неизмеримая)» включается в целевой диапазон твердости. Однако нижний предел твердости пленки может составлять 8В по шкале карандашной твердости, если пленка считается пленкой твердосмазочного покрытия, за исключением жидких, полутвердых и вязкоупругих пленок. То есть, когда твердость пленки измеряется с использованием карандашной твердости 7В-10В, твердость пленки выходит за рамки стандарта карандашной твердости, но около 8В можно определить в качестве нижнего предела.
Способ оценки характеристик смазывания
Настоящее осуществление определяет каждый материал с точки зрения реализации характеристик смазывания, которые могут противостоять среде, которая может присутствовать в реальной скважине. Кроме того, когда определены верхний и нижний пределы, верхний и нижний пределы определяются путем выполнения подтверждения (испытания) в условиях, соответствующих условиям свинчивания/развинчивания в реальной скважине.
В горизонтальных и вертикальных методах с использованием приводного ключа с использованием короткого ниппеля, как это выполняется в ходе обычных лабораторных испытаний, условия свинчивания/развинчивания не соответствуют условиям в реальной скважине, а в случае пленки твердосмазочного покрытия такие условия оценки являются снисходительными (нестрогими). Поэтому бессмысленно объяснять определение верхнего и нижнего пределов для каждого материала путем оценки в ходе обычного лабораторного испытания. Если условия не являются очень строгими, количество раз свинчивания/развинчивания будет определено как приемлемое. В настоящем изобретении был разработан новый лабораторный тест, способный моделировать ситуацию в реальной скважине, и оценка была проведена в условиях, аналогичных условиям в реальной скважине в новом лабораторном тесте. Новый лабораторный тест также называют тестом с ключом под нагрузкой.
Метод испытаний для моделирования условий реальной скважины (новое лабораторное испытание (испытание с помощью ключа под нагрузкой)
В настоящем осуществлении, как описано со ссылкой на фиг. 2A-4B, явление, происходящее при смазывании соединения нефтегазопромысловой трубы, рассматривается в два этапа, т.е. до зацепления резьбы (фаза 1: область (x) на фиг. 4A) и после зацепления резьбы (фаза 2: области (y) и (z) на фиг. 4A и 4B). Затем, учитывая свинчивание/развинчивание (смазывание) на первом этапе (этап 1), был рассмотрен метод комплексной оценки смазывания резьбы, включающий смазывание на втором этапе (этап 2).
Если эта оценка не проводится, в реальной скважине часто возникают проблемы, хотя в лабораторных испытаниях смазывание резьбы оценивается как нормальное. В реальной скважине, поскольку большая нагрузка и несбалансированная нагрузка прикладываются до того, как резьбы войдут в зацепление друг с другом, пленка твердосмазочного покрытия может быть повреждена или отслоиться, а в тяжелых случаях может быть полностью содрана. На основании этого были выбраны верхний и нижний пределы подходящих диапазонов параметров настоящего осуществления.
Как описано выше, в случае пленки твердосмазочного покрытия невозможно избежать повреждения пленки покрытия из-за свинчивания и т.п. до тех пор, пока резьба не войдет в зацепление. Затем на основе отслоившегося продукта формируются вторичные продукты. Если вторичные продукты накапливаются в резьбовом зазоре, происходит заедание. Поэтому, если оценка смазывания не выполняется в условиях, соответствующих условиям реальной скважины, существует опасение, что даже пленка твердосмазочного покрытия, которая на самом деле неприемлема, будет ошибочно определена как приемлемая. Если определение основано на такой нестрогой оценке, будет бессмысленно ограничивать верхние и нижние пределы параметров, относящихся к пленке твердосмазочного покрытия, и выбирать подходящие диапазоны.
То есть, исходя из повреждения или отслаивания пленки твердосмазочного покрытия, если не учитывать, влияют ли на смазывание вторичные продукты, полученные на основе поврежденной или отслоившейся пленки твердосмазочного покрытия, то есть преобразованные «вторичные продукты», то невозможно получить соответствующую пленку твердосмазочного покрытия. В настоящем осуществлении оценку проводят посредством нового лабораторного теста, принимая во внимание такие данные.
Следует обратить внимание, что будет бессмысленно оценивать пленку твердосмазочного покрытия с помощью приводного ключа горизонтального типа с коротким ниппелем или традиционно (оценка посредством обычного лабораторного испытания) с помощью приводного ключа вертикального типа с коротким ниппелем. В известной патентной литературе часто указывается, что при испытании смазывания на основе пленки твердосмазочного покрытия свинчивание/развинчивание может выполняться до 15-20 раз даже в случае большого диаметра 9-5/8'' или 13-3/8''. Судя по этому указанию пленка твердосмазочного покрытия обеспечивает слегка более худшее смазывание по сравнению со смазыванием, получаемым с использованием жирообразного состава, но такое количество раз повторения свинчивания/развинчивания практически невозможно в случае пленки твердосмазочного покрытия. Эти результаты, по-видимому, получены в результате оценок с использованием горизонтального или вертикального приводного ключа с коротким ниппелем, которые часто встречаются в обычных лабораторных испытаниях. В случае большого диаметра с пленкой твердосмазочного покрытия для свинчивания/развинчивания в реальной скважине свинчивание/развинчивание редко можно выполнить на уровне 15-20 раз.
В настоящем осуществлении испытание проводилось с конфигурацией устройства, показанной на фиг. 5 на условиях нового лабораторного испытания.
Новые лабораторные испытания основаны на оценке в условиях, при которых возможна большая нагрузка во время свинчивания и несбалансированная нагрузка во время свинчивания/развинчивания. Например, в случае процесса, в котором резьба свинчивается при приложении большой нагрузки, эквивалентной той, что была бы в случае ниппеля реального размера, рассматривается вибрация до тех пор, пока резьбы не войдут в зацепление друг с другом. Кроме того, в случае процесса развинчивания соединения отражается особенность того, что нити выходят из зацепления друг с другом и это приводит к возникновению вибрации.
В новом лабораторном тесте используется вертикальный приводной ключ 4. Кроме того, короткий ниппель 1 используется для испытания. Однако можно приложить нагрузку к верхней части ниппеля 1 с помощью груза 3 и снять нагрузку.
Затем соединение короткого ниппеля 1 и соединение муфты 2 свинчивают по резьбовой части 1а ниппеля и резьбовой части 2а муфты.
При этом, чтобы смоделировать ситуацию, когда резьбы не зацеплены друг с другом, устанавливается начальное временное положение свинчивания таким образом, что в резьбе 1а соединения ниппеля половина общего количества витков резьбы выходит из муфты 2 (см. фиг. 2В)). Это одна из причин вибрации. Свинчивание начинается из этого состояния.
Во время свинчивания груз 3 крепится к концу ниппеля 1 на стороне, противоположной свинчивающейся с муфтой 2.
Масса груза 3 рассчитывается на основе ниппеля реального размера, имеющего внешний диаметр и толщину ниппеля, с нагрузкой, эквивалентной одному - трем реальным ниппелям. В случае 9-5/8'' 53,5# нагрузка составляет около 1 т на ниппель (2200 фунтов) и около 3 тонн (6600 фунтов), если она эквивалентна трем соединенным ниппелям.
Как проиллюстрировано на фиг. 6, груз 3, показанный на фиг. 5, включает основное тело 3А груза и вставной стержень 13. Вставной стержень 13 соединен с нижней поверхностью основного тела 3А груза посредством сварки и находится в осесимметричном положении относительно груза 3. Путем вставки вставного стержня 13 в ниппель 1 в свободно вставленном состоянии груз прикреплен к ниппелю. Ссылочная позиция 1c обозначает поверхность внутреннего диаметра ниппеля 1.
Когда груз 3 прикреплен к вставному стержню 13 и ниппелю 1 заранее, как описано выше, отверстия 1d и 13a, проходящие через ниппель 1 и вставной стержень 13, формируются заранее. Затем, как показано на фиг. 6, груз 3 и ниппель 1 соединяются путем вставки стержня 12 в отверстия 1d и 13a.
Крюк 11 типа (вертлюг) прикрепляется в положении центральной оси верхней части груза 3 посредством сварки и подвешивается к потолочному подвесному устройству 20 с помощью подвесной цепи 21. В результате величину нагрузки, создаваемой грузом, приложенной к ниппелю, можно регулировать путем регулирования уровня подъема груза с помощью подвесного устройства 20.
В момент свинчивания подвесная цепь 21 ослабляется, к соединению муфты прикладывается нагрузка груза, и свинчивание производится со скоростью 5-20 об/мин до возникновения крутящего момента (фаза 1). Это имитация вибрации. При возникновении крутящего момента скорость вращения снижается до 0,5-2 об/мин и свинчивание выполняется до положения свинчивания (фаза 2).
С другой стороны, во время ослабления (развинчивания) груз 3 поднимается подвесным устройством 20 и развинчивание выполняется в состоянии, когда нагрузка под действием груза 3 не прикладывается. В месте возникновения крутящего момента начинают развинчивание со скоростью вращения 0,5-2 об/мин. Когда крутящий момент достигает примерно 1/10 значения момента при свинчивании, развинчивание проводят на высокой скорости вращения 5-20 об/мин.
Здесь условие, при котором во время развинчивания не прикладывается нагрузка, ближе к условиям реальной скважины. Это вывод, основанный на данных, указывающих на то, что характеристики смазывания были лучше в случае приложения нагрузки под действием груза 3, чем в случае отсутствия приложения нагрузки, основанного на экспериментальном факте. То есть в результате реального эксперимента и наблюдения авторы изобретения обнаружили, что, когда развинчивание выполняется в состоянии под нагрузкой, груз служит балансиром, а ниппель высвобождается прямо из верхнего положения завершения развинчивания без вибрации. С другой стороны, в случае, когда груз уменьшен, то есть в случае, когда испытание проводится при поднятии груза, чтобы уменьшить весовую нагрузку до нуля, испытание можно проводить в условиях, когда ниппель сильнее вибрирует, поэтому пленка твердосмазочного покрытия с большей вероятностью будет повреждена в ситуации, когда нагрузка снижается и соединение ослаблено, включая случай, когда нагрузка не совсем равна нулю.
В новых лабораторных испытаниях в вышеуказанных условиях можно смоделировать ситуацию, в которой вторичные продукты не перемещаются в ходе свинчивания/развинчивания и накапливаются в определенном месте, вызывая заедание, или ситуацию, в которой сама пленка покрытия полностью отслаивается. Вторичные продукты представляют собой продукты компонента, происходящего из пленки твердосмазочного покрытия, которая попадает в резьбовой зазор из-за неизбежного отслаивания или тому подобного. В результате верхний и нижний пределы параметров, относящихся к пленке твердосмазочного покрытия, могут быть определены как соответствующие реальным условиям скважины. Оценка проводилась таким образом, что после завершения развинчивания соединение ниппеля и соединение муфты были отделены друг от друга, поверхность была подвергнута обдувке воздухом для удаления мусора и т.п., образовавшегося из пленки твердосмазочного покрытия, поверхность проверяли и снова продолжали свинчивание.
В настоящем осуществлении компоненты и т.п. определены для реализации характеристик смазывания, которые могут противостоять среде, которая может возникать в реальной скважине. Кроме того, когда определены верхний и нижний пределы, верхний и нижний пределы определяются путем выполнения подтверждения в условиях, соответствующих условиям свинчивания/развинчивания в реальной скважине.
Эффекты настоящего осуществления
В области смазывания соединения для нефтегазопромысловых труб с использованием пленки твердосмазочного покрытия настоящее осуществление обеспечивает высокую смазывающую способность, которая выдерживает свинчивание в реальной скважине.
В уровне техники существует большое количество изобретений, касающихся пленки твердосмазочного покрытия с использованием графита. Однако на самом деле в большинстве случаев причиной заедания являются «черные лентообразные вторичные продукты», образующиеся при переформировании графита и компонента связующей смолы, которые неизбежно отслаиваются во время свинчивания и развинчивания.
С другой стороны, в настоящем осуществлении количество графита и соотношение в смеси оптимизированы, и, в частности, твердый смазочный материал не образован только из графита. Кроме того, в качестве подходящей связующей смолы выбрана смола ПЭЭК, которая практически не применяется в сочетании с графитом. Кроме того, путем уточнения массовой доли графита в пленке твердосмазочного покрытия можно избежать заедания, которое часто происходит в случае твердой смазки, в основном с использованием графита.
Исходя из вышеизложенного, в настоящем осуществлении достигается высокая смазывающая способность. Кроме того, путем смешивания компонентов в пределах диапазона настоящего изобретения можно обеспечить высокую смазывающую способность, одновременно устраняя заедание или нестабильность смазывания, что традиционно неизбежно, когда в качестве твердого смазочного компонента выбран графит.
В то же время в настоящем осуществлении также может быть достигнута коррозионная стойкость.
Кроме того, применение настоящего осуществления может быть распространено не только на смазывание соединений нефтегазопромысловых труб, но также и на другие металлические материалы. Кроме того, настоящий вариант осуществления относится не только к пленке, но также к средству для формирования пленки.
Прочее
Настоящее изобретение также может иметь следующие конфигурации.
(1) Средство для формирования пленки твердосмазочного покрытия на резьбовой части нефтегазопромысловых труб, причем указанное средство содержит: связующую смолу; и два или более типов твердых смазочных материалов, диспергированных в связующей смоле, при этом графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее, твердый смазочный материал, изготовленный из одного или более материалов, выбранных из BN (нитрид бора), слюды, талька, MCA (цианурата меламина), MoS2 (дисульфид молибдена), ПТФЭ (политетрафторэтилен), ПФА (перфторалкоксиалкан; смола сополимера тетрафторэтилена-перфторалкоксиэтилена) и ПФЭ (сополимер перфторэтилен-пропилена; сополимер тетрафторэтилена-гексафторпропилена) дополнительно содержится в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов, и связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, причем смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы.
(2) Общая масса твердых смазочных материалов составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, а содержание графита в качестве твердого смазочного материала составляет 20% или более и 50% или менее от суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
(3) Средство для формирования пленки твердосмазочного покрытия дополнительно содержит растворитель, и массовое содержание растворителя составляет 30% или более и 80% или менее относительно суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
(4) По меньшей мере ПТФЭ содержится в качестве другого из твердых смазочных материалов, и ПТФЭ имеет средний диаметр частиц 0,1 мкм или более и 5 мкм или менее.
(5) Нефтегазопромысловые трубы, включающие пленку смазочного покрытия, включающую пленку твердосмазочного покрытия, при этом пленка смазочного покрытия сформирована на резьбовой части, при этом пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части в по меньшей мере одном компоненте из муфты и ниппеля, пленка твердосмазочного покрытия сформирована путем диспергирования твердого смазочного материала в связующей смоле, графит содержится в качестве одного из двух или более типов твердых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твердых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее, твердый смазочный материал, изготовленный из одного или более материалов, выбранных из BN (нитрид бора), слюда, тальк, MCA (цианурат меламина), MoS2 (дисульфид молибдена), ПТФЭ (политетрафторэтилен), ПФА (перфторалкоксиалкан; смола сополимера тетрафторэтилена и перфторалкоксиэтилена) и ПФЭ (сополимер перфторэтилен-пропилена; сополимер тетрафторэтилена-гексафторпропилена) дополнительно содержится в качестве других твердых смазочных материалов из двух или более типов твердых смазочных материалов, а связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц 20 мкм или менее, в качестве основного компонента, при этом смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы.
(6) Общая масса твердых смазочных материалов составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, а содержание графита в качестве твердого смазочного материала составляет 20% или более и 50% или менее от суммы общей массы твердых смазочных материалов и общей массы связующей смолы.
(7) По меньшей мере ПТФЭ содержится в качестве другого из твердых смазочных материалов и ПТФЭ имеет средний диаметр частиц 0,1 мкм или более и 5 мкм или менее.
(8) Пленка твердосмазочного покрытия включает резьбу резьбовой части и сформирована до области, примыкающей к резьбе.
(9) Пленка твердосмазочного покрытия имеет карандашную твердость 3H или более.
(10) Пленка твердосмазочного покрытия имеет толщину пленки от 10 мкм или более до 150 мкм или менее.
(11) Материалом для нефтегазопромысловой трубы является углеродистая сталь или низколегированная сталь, пленка смазочного покрытия имеет базовый слой между затяжной поверхностью резьбовой части и пленкой твердосмазочного покрытия, при этом базовый слой сформирован из электроосажденной пленки или пленки, полученной химической конверсионной обработкой.
(12) Материалом для нефтегазопромысловой трубы является материал из нержавеющей стали, сплав на основе Ni или сплав Ti, пленка смазочного покрытия имеет базовый слой между затяжной поверхностью резьбовой части и пленкой твердосмазочного покрытия, при этом базовый слой сформирован электроосажденной пленкой.
(13) Резьбовое соединение для нефтегазопромысловых труб, выполненное с возможностью соединения муфты, имеющей внутреннюю резьбу, и ниппеля, имеющего наружную резьбу, при этом по меньшей мере одна нефтегазопромысловая труба из муфты и ниппеля сформирована из нефтегазопромысловой трубы настоящего изобретения, на которой сформирована пленка смазочного покрытия.
(14) Пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части одного компонента из муфты и ниппеля, и пленка, более мягкая, чем указанная пленка твердосмазочного покрытия, сформирована на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля.
(15) Более мягкая пленка имеет карандашную твердость 4В или менее.
(16) Способ изготовления нефтегазопромысловых труб, описанных выше, включающий: использование средства по любому из пп. 1-4; выполнение стадии формирования пленки, заключающейся в нанесении средства для формирования пленки твердосмазочного покрытия, имеющей толщину пленки 50 мкм или менее, повторяющимся образом множество раз, со стадией временной сушки, промежуточной между стадиями формирования пленки, пока не будет достигнута целевая общая толщина пленки; выполнение основной стадии сушки после последней стадии формирования пленки, при этом основная стадия сушки выполняется путем обжига, инфракрасного облучения, ультрафиолетового облучения или с помощью средства сушки горячим воздухом, или с помощью сушки на воздухе или естественной сушки; и доведение общей толщины пленки твердосмазочного покрытия до 10 мкм или более и 150 мкм или менее.
Примеры
Далее будут описаны примеры, основанные на настоящем осуществлении.
Сначала будут описаны критерии для определения приемлемости поведения смазывания на основе количества раз свинчивания/развинчивания. Критерии определения следующие. Диаметр обсадной трубы был признан приемлемым, когда свинчивание/развинчивание можно было выполнить три или более раз, и более превосходным, когда свинчивание/развинчивание можно было выполнить пять раз. Диаметр насосно-компрессорных труб определен как приемлемый, когда свинчивание/развинчивание можно было выполнить пять или более раз, и более превосходный, когда свинчивание/развинчивание можно было выполнить десять или более раз. Диаметр обсадной колонны определяется в соответствии с ISO 13679. С другой стороны, диаметр насосно-компрессорных труб считался приемлемым в случае пяти и более раз, что меньше количества раз, определенного в ISO 13679. Из-за пленки твердосмазочного покрытия количество раз свинчивания/развинчивания, как правило, хуже, чем в случае традиционного смазывания с использованием жирообразного состава, что также признано в нефтегазовой промышленности. Как описано выше, определение, данное в ISO 13679, будет простой целью, если испытание на свинчивание и развинчивание выполняется просто с использованием короткого ниппеля, когда резьбы уже вошли в зацепление друг с другом. Однако в настоящем изобретении оценка производится посредством нового лабораторного испытания (испытания с помощью ключа под нагрузкой) для моделирования условий приложения большой нагрузки и несбалансированной нагрузки и возникновения люфта, при котором резьбы не вошли в зацепление друг с другом, которые близки к условиям, которые реально могут возникнуть в скважине. Поэтому был использован этот критерий. Классификация насосно-компрессорных и обсадных труб варьируется в зависимости от конструкции скважины на каждом участке, но в настоящем изобретении продукты размером до 7 дюймов позиционировались как насосно-компрессорные, а продукты, имеющие больший размер, позиционировались как обсадные трубы. То есть критерии соответствия являются различными при значении 7 дюймов.
Груз используют со значением массы в круглых числах, таких как 1 тонна, 1,5 тонны, 2 тонны и 3 тонны в единицах МКС (Метр-Килограмм-Секунда), исходя из условий использования множества соединенных нагрузок. Затем груз прикреплялся к верхней части соединения ниппеля (см. фиг. 5).
В качестве исходного положения свинчивания, свинчивание производилось только до положения, в котором половина общего числа ниток резьбы ниппеля выходит и видна из соединения муфты, т.е. до состояния, когда резьбы не зацеплялись друг с другом (положение, где половина нитей резьбы открыта).
То есть настоящее осуществление реализуется с помощью устройства, проиллюстрированного на фиг. 5 и 6.
Кроме того, во время свинчивания прикладывают нагрузку груза. С другой стороны, во время развинчивания испытание проводят так, что груз находится в положении, что нагрузка не прикладывается. В случае, когда испытание проводится под нагрузкой во время развинчивания, поведение ниппеля реального размера в реальной скважине отличается от поведения ниппеля, когда совмещены короткий ниппель и груз. В частности, короткий ниппель, интегрированный с грузом, поднимается прямо из положения свинчивания. Поскольку груз выполняет функцию балансира, вибрация не возникает. Существует высокая вероятность того, что ниппели, используемые в реальной скважине, длинные и, таким образом, слегка изогнуты, постепенно перемещаются и вибрируют, поскольку резьба не входит в зацепление друг с другом, и разрушают пленку твердосмазочного покрытия.
Поэтому при оценке смазывания с помощью ключа под нагрузкой во время развинчивания нагрузка не прикладывалась, а вибрации, возникающие при свинчивании, моделировались, когда ситуация становилась близкой к ситуации, при которой резьбы не зацеплены друг с другом. Отсутствие приложения какой-либо нагрузки не обязательно означает нулевую нагрузку. Груз поднимают с помощью крана или чего-либо подобного для проведения испытания без приложения какой-либо нагрузки. Кроме того, испытание на подтверждение количества раз свинчивания/развинчивания с использованием ключа под нагрузкой проводилось дважды или более, чтобы определить, соответствует ли количество раз свинчивания/развинчивания критерию соответствия, на основе сравнительной оценки достигаемого числа по количественным показателям результатов исследования и определяли, являются ли параметры приемлемыми.
Пример 1
В примере 1 будет описана оценка характеристик смазки с использованием ключа под нагрузкой.
Условия и результаты оценки примеров показаны в таблицах 1-6. Пленку твердосмазочного покрытия также называют пленкой покрытия.
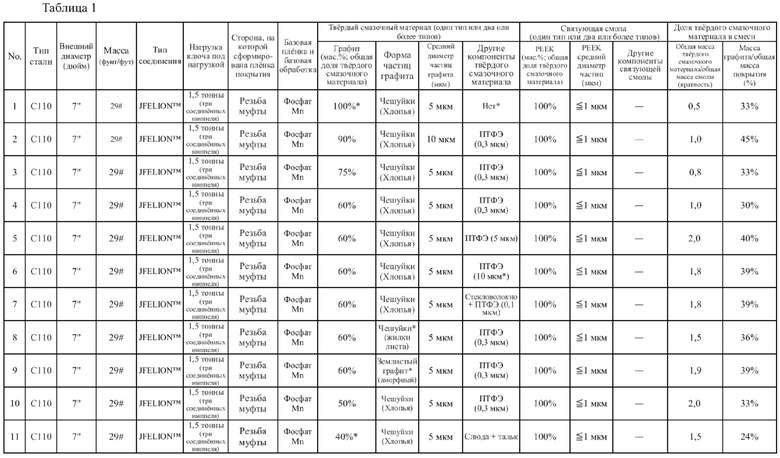
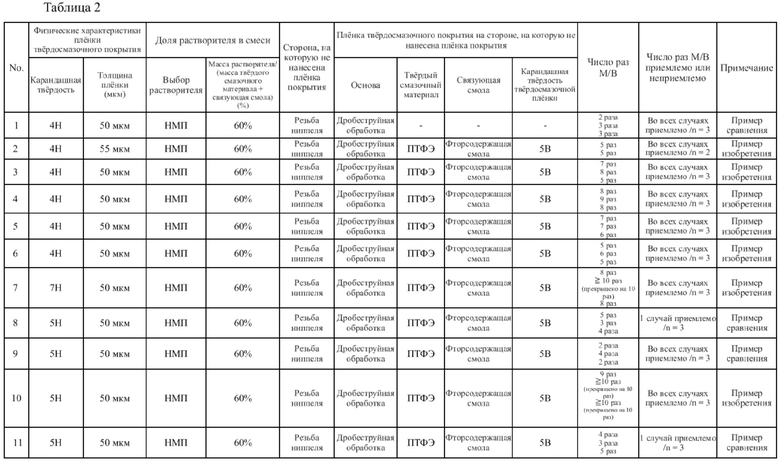
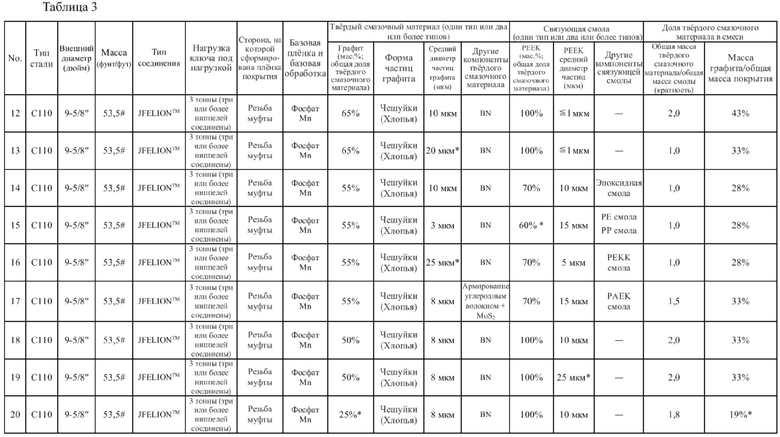
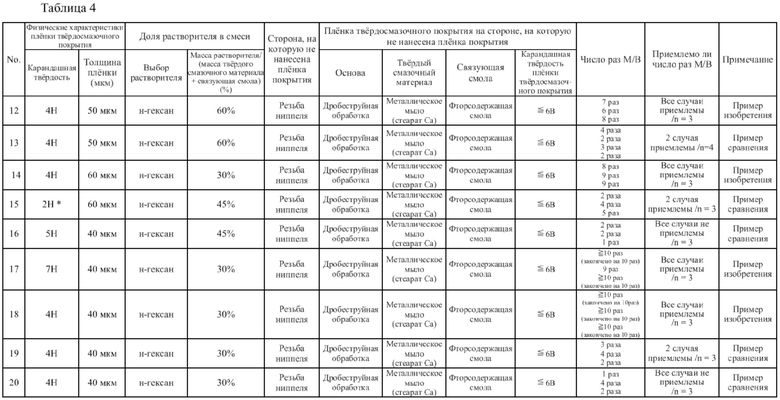
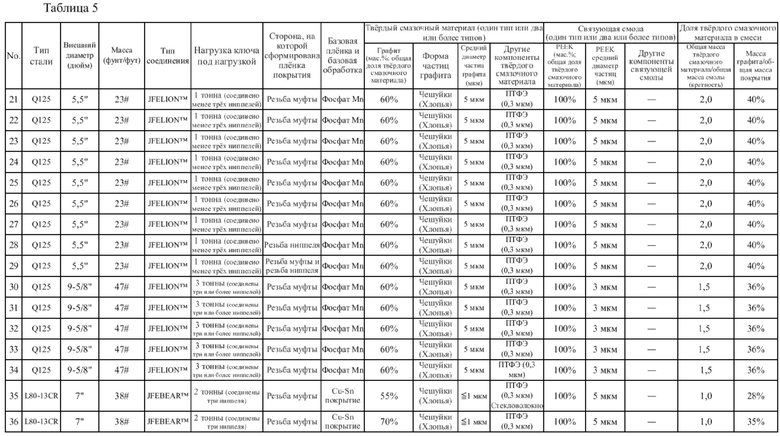
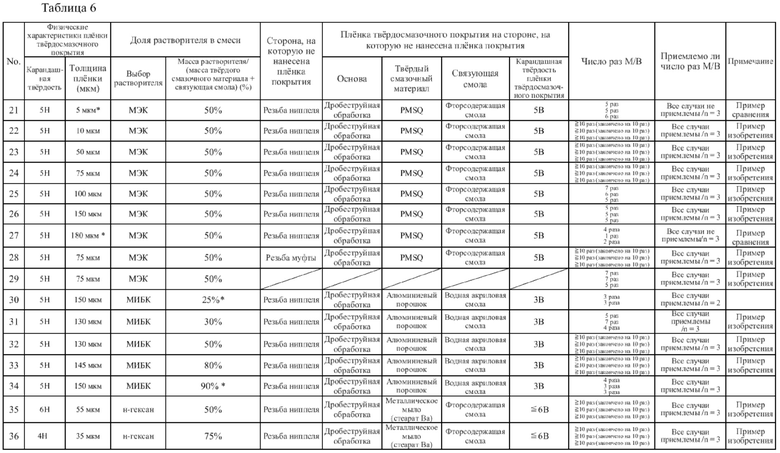
№№1-11
Номера 1-11 были реализованы с использованием марки стали: углеродистая сталь, кислостойкий материал C110, размер соединения: 7''29# и соединение: JFELION (торговая марка). Кроме того, №1-11 были оценены в ходе новых лабораторных испытаний с использованием груза 1,5 тонны в условиях, когда предполагалось наличие трех соединенных ниппелей реальной длины.
На стороне муфты базовый слой и пленка твердосмазочного покрытия были сформированы в таком порядке на затяжной поверхности в качестве пленки смазочного покрытия. Базовый слой представлял собой слой с химической конверсионной обработкой фосфатом Mn.
В пленке твердосмазочного покрытия на стороне муфты графит использовался в качестве основного компонента твердого смазочного материала, а в качестве графита использовался чешуйчатый (хлопьевидный) графит, имеющий средний размер частиц 5 мкм или 10 мкм. В качестве связующей смолы использовали смолу ПЭЭК, имеющую средний диаметр частиц ≤ 1 мкм. Затем была сформирована пленка твердосмазочного покрытия толщиной 50 мкм.
В №1 затяжная поверхность соединения со стороны ниппеля осталась поверхностью после дробеструйной обработки. В №№2-11 на затяжной поверхности соединения на стороне ниппеля была сформирована пленка твердосмазочного покрытия, образованная из ПТФЭ в качестве твердого смазочного материала и фторполимера в качестве связующей смолы.
В №№1-4, 10 и 11 сравнивались и анализировались массовое отношение графита к общему количеству твердого смазочного материала. №1 представляет случай, когда твердый смазочный материал образован только из графита и все количество раз свинчивания/развинчивания ниже допустимого уровня. №1 представляет случай, когда «черные лентообразные вторичные продукты», происходящие из графита, образуются в зазоре между соединением муфты и соединением ниппеля, накапливаются и вызывают заедание.
№№2-4 и 10 представляют случаи, в которых графит содержится в подходящем диапазоне. Во всех случаях количество раз свинчивания/развинчивания превышает приемлемый критерий, и целевое количество раз может быть достигнуто. №№2-4 и 10 представляют случаи, когда содержание графита не установлено на уровне 100%, графит используется в смеси с другим твердым смазочным материалом, и графит содержится в требуемом количестве 50% и более. В результате считается, что могут быть достигнуты высокие характеристики смазывания и состояние, при котором «черные лентообразные вторичные продукты» практически не накапливаются.
№11 представляет случай, когда содержание графита составляет 40% и меньше диапазона настоящего изобретения. №11 является примером, в котором смазывающее действие графита не могло быть использовано в полной мере, и из-за недостаточной смазывающей способности, возникло заедание.
Кроме того, №№4-6 представляют случаи, когда ПТФЭ использовался в качестве вторичного твердого смазочного материала, а размер частиц ПТФЭ был изменен для проверки. В №№4-6, как когда размер частиц ПТФЭ составляет 10 мкм, так и когда размер частиц ПТФЭ составляет 5 мкм, количество раз свинчивания/развинчивания находится в пределах приемлемого диапазона. Однако, когда размер частиц ПТФЭ составляет 10 мкм, смазывающая способность начинает слегка снижаться по сравнению с тем случаем, когда размер частиц ПТФЭ составляет 5 мкм. То есть понятно, что предпочтительным является размер частиц ПТФЭ до 5 мкм.
№№4, 8 и 9 представляют примеры сравнения формы и марки графита. Это случаи сравнения сорта графита чешуйчатого (хлопьевидный), сорта графита чешуйчатого (жилка листа) и сорта графита землистого (аморфного). №8 включает данные о допустимом количестве раз свинчивания/развинчивания, а также включает данные о неприемлемом количестве раз свинчивания/развинчивания. №9 не достигает приемлемого уровня. Смазывающее действие графита во многом обусловлено кристалличностью графита. Поэтому, когда графит землистый (аморфный), количество раз свинчивания/развинчивания меньше допустимого количества раз свинчивания/развинчивания. Кроме того, даже в случае, когда графит чешуйчатый (жилка листа), результат смазывания недостаточен.
№7 получен добавлением стекловолокна помимо ПТФЭ в качестве еще одной добавки твердого смазочного материала. №7 представляет случай, когда пленка стала твердой (карандашная твердость: 7H) из-за добавления стекловолокна, и, в частности, количество раз свинчивания/развинчивания было не проблематичным, а, скорее, было улучшено. В №7 делается вывод, что улучшению способствовало небольшое количество отслоившейся пленки, из которой образовались «черные лентообразные вторичные продукты», в силу твердости пленки.
№№12-20
№№12-20 были реализованы с использованием марки стали: углеродистая сталь, кислостойкий материал C110, размер соединения: 9-5/8'' 53,5# и соединение: JFELION (торговая марка).
Оценку проводили с использованием груза массой 3 тонны в качестве нагрузки для описанного выше испытания ключом под нагрузкой в условиях, когда предполагалось наличие трех соединенных ниппелей реальной длины.
На стороне муфты базовый слой и пленка твердосмазочного покрытия были сформированы в таком порядке на затяжной поверхности в качестве пленки смазочного покрытия. Базовый слой представлял собой слой, полученный химической конверсионной обработкой фосфатом Mn.
В пленке твердосмазочного покрытия на стороне муфты графит был выбран в качестве основного компонента твердого смазочного материала, чешуйчатый (хлопьевидный) графит был выбран в качестве графита, а BN был выбран в качестве вторичного твердого смазочного компонента. Кроме того, основным компонентом связующей смолы была смола ПЭЭК.
Что касается затяжной поверхности на стороне ниппеля, формировали пленку твердосмазочного покрытия путем диспергирования металлического мыла (стеарата Са) во фторсодержащей смоле в качестве связующей смолы на поверхности после дробеструйной обработки.
В №№12-20 наблюдаются средний размер частиц графита, размер частиц смолы ПЭЭК и возможность смешивания вторичного компонента смолы со смолой ПЭЭК.
№№13 и 16 представляют примеры, в которых средний размер частиц графита составляет 20 мкм и 25 мкм, соответственно, и представляют случаи, когда средний размер частиц превышает 10 мкм, что является верхним пределом настоящего изобретения. №№13 и 16 представляют случаи, в которых количество свинчиваний/развинчиваний соответствует допустимому количеству раз свинчивания/развинчивания. В №№13 и 16 легко появлялись «черные лентообразные вторичные продукты», вызывавшие заедание. Кроме того, повреждения, возникшие в результате заедания, накапливались, и заедание происходило раньше.
№№14-17 представляют обзоры условий, при которых компоненты вторичной смолы смешиваются со смолой ПЭЭК. Из №№14-17 можно видеть, что, когда смола ПЭЭК содержится в количестве 70% или более, можно реализовать приемлемое количество раз свинчивания/развинчивания при условии, что другие определенные параметры находятся в заданных целевых диапазонах, даже когда пленка покрытия из композитной смолы, содержащая, например, эпоксидную смолу, смолу ПЭКК, смолу ПАЭК или т.п., используется для формирования пленки твердосмазочного покрытия.
№15 представляет сравнительный пример, в котором были смешаны 60% смолы ПЭЭК и 40% смолы PP (полипропилен) и смолы PE (полиэтилен). В №15 содержание смолы ПЭЭК было меньше заданного значения, и была добавлена мягкая смола. По этой причине в №15 карандашная твердость пленки твердосмазочного покрытия также была ниже заданного значения и количество раз свинчивания/развинчивания было меньше приемлемого уровня.
Среди номеров 14-17, номер 17 также является случаем армирования углеродным волокном и представляет случай более высокого количества раз свинчивания/развинчивания. В №17 предполагается, что пленка была твердой, само отслаивание пленки твердосмазочного покрытия также уменьшилось, и, как следствие, количество «черных лентообразных вторичных продуктов» было небольшим, что способствовало такому более подходящему количеству раз свинчивания/развинчивания.
№19 представляет случай, когда средний диаметр частиц смолы ПЭЭК превысил 25 мкм за пределами диапазона настоящего изобретения, и соответствует сравнительному примеру. В №19 количество раз свинчивания/развинчивания не удовлетворяет приемлемому критерию. №19 указывает на то, что смазывание ухудшается, даже когда размер частиц смолы ПЭЭК слишком велик.
№20 представляет пример, в котором масса графита на 25% ниже нижнего предела в 50% настоящего изобретения, и графит не является основным компонентом твердого смазочного материала. №20 представляет пример, где массовая доля графита в общей массе пленки твердосмазочного покрытия (= масса всего твердого смазочного материала + масса всей связующей смолы) составляла 19%, что меньше нижнего значения 20% настоящего раскрытия. Считается, что количество «черных лентообразных второстепенных продуктов» в №20 было небольшим из-за небольшого количества графита. Более того, даже при отсутствии таких продуктов произошло заедание. Данный факт заедания предполагает наличие необходимого количества графита, достаточного для того, чтобы правильно воспользоваться смазывающим действием графита, а также наличие оптимального количества графита во избежание неблагоприятных воздействий из-за отслоения графита от пленки твердосмазочного покрытия во время свинчивания/развинчивания и получения «черных лентообразных вторичных продуктов».
№№21-29
Номера 21-29 были реализованы с использованием марки стали: углеродистая сталь, кислостойкий материал Q125, размер соединения: 5,5 дюйма 23# и соединение: JFELION (торговая марка). Оценка проводилась с использованием груза 1 тонна в условиях, когда в описанном выше испытании с помощью ключа под нагрузкой предполагалась ситуация, когда были соединены менее трех ниппелей реальной длины.
На стороне муфты базовый слой и пленка твердосмазочного покрытия были сформированы в таком порядке на затяжной поверхности в качестве пленки смазочного покрытия. Базовый слой представлял собой слой, полученный химической конверсионной обработкой фосфатом Mn.
В пленке твердосмазочного покрытия на стороне муфты чешуйчатый (хлопьевидный) графит был выбран в качестве основного твердого смазочного компонента, а ПТФЭ был выбран в качестве вторичного твердого смазочного компонента. Кроме того, основным компонентом связующей смолы была смола ПЭЭК.
В качестве затяжной поверхности на стороне ниппеля рассматривалась пленка твердосмазочного покрытия с использованием фторсодержащей смолы в качестве связующей смолы и PMSQ (полиметилсилсесквиоксана) в качестве твердого смазочного материала, которая была нанесена на поверхность, подвергнутую дробеструйной обработке.
В случаях №21-27 была проверена толщина пленки твердосмазочного покрытия.
Было обнаружено, что в №№21-27 подходящее количество раз свинчивания/развинчивания наблюдалось, когда толщина пленки находилась в диапазоне 10-150 мкм. В случаях №21 (5 мкм) и №27 (180 мкм), в которых толщина пленки выходит за пределы диапазона настоящего изобретения, количество раз свинчивания/развинчивания не удовлетворяет требованиям приемлемого критерия.
В №№21-27 была получена более подходящая смазывающая способность (количество раз свинчивания/развинчивания), особенно в случае, когда толщина пленки находилась в диапазоне 10-75 мкм.
В №№24, 28 и 29 сравниваются эффекты, полученные путем формирования пленки твердосмазочного покрытия на одной или обеих сторонах из стороны соединения муфты и стороны соединения ниппеля. Среди случаев 21-27 все случаи, кроме этих трех случаев, являются примерами, в которых пленка твердосмазочного покрытия, главным образом сформированная из комбинации графита и смолы ПЭЭК, была сформирована на стороне муфты, а на стороне ниппеля была сформирована мягкая пленка или не была сформирована пленка.
Было обнаружено, что в №№21-27, как правило, когда пленка твердосмазочного покрытия настоящего изобретения прикреплена к стороне муфты, структура пленки настоящего изобретения может сохранять достаточную смазывающую способность.
С другой стороны, №28 представляет пример, в котором пленка твердосмазочного покрытия на стороне ниппеля и пленка твердосмазочного покрытия на стороне муфты были заменены друг на друга. Из сравнения между №28 и №24 можно видеть, что даже когда пленки твердосмазочного покрытия заменяются друг другом, смазывающая способность почти не меняется и является благоприятной.
№29 представляет случай, в котором пленка твердосмазочного покрытия, образованная главным образом из комбинации графита и смолы ПЭЭК, была сформирована как на стороне ниппеля, так и на стороне муфты. №29 немного уступает по количеству раз свинчивания/развинчивания №24 и 28, но имеет значение, определенное как достаточно приемлемое.
№№30-34
В случаях 30-34 была использована марка стали: углеродистая сталь, кислостойкий материал Q125, размер соединения: 9-5/8'' 47# и соединение: JFELION (торговая марка). Кроме того, №30-34 были оценены в ходе новых лабораторных испытаний с использованием груза 3 тонны в условиях, когда предполагалось наличие трех соединенных ниппелей реальной длины.
На стороне муфты базовый слой и пленка твердосмазочного покрытия были сформированы в таком порядке на затяжной поверхности в качестве пленки смазочного покрытия. Базовый слой представлял собой слой, полученный химической конверсионной обработкой фосфатом Mn.
В пленке твердосмазочного покрытия на стороне муфты графит был выбран в качестве основного компонента твердого смазочного материала, чешуйчатый (хлопьевидный) графит был выбран в качестве формы графита, а ПТФЭ был выбран в качестве вторичного твердого смазочного компонента. Кроме того, основным компонентом связующей смолы была смола ПЭЭК.
Это тот случай, когда на затяжной поверхности на стороне ниппеля после дробеструйной обработки была сформирована пленка твердосмазочного покрытия, в которой связующая смола была сформирована из водной акриловой смолы, а твердый смазочный материал был сформирован из алюминиевого порошка.
В случаях №№30-33 анализировали массовый процент растворителя относительно массы компонента пленки (= масса твердого смазочного материала + связующей смолы).
В случае №30, в котором масса растворителя была ниже нижнего предела подходящего диапазона настоящего изобретения, и в случае №34, в котором масса растворителя превысила верхний предел подходящего диапазона настоящего изобретения, количество раз свинчивания/развинчивания было едва приемлемым (около трех раз).
В состоянии, когда растворитель был концентрированным, например, в №30, смешивание графита и ПТФЭ было недостаточным, а их концентрации были локально неравномерными. В результате графит не был распределен однородно по всей пленке твердосмазочного покрытия. По этой причине растет обеспокоенность тем, что «черные лентообразные вторичные продукты» могут возникать неравномерно, и вероятность заедания возрастает.
В №34 графит и ПТФЭ перемешаны в достаточной степени. Однако в №34 концентрация растворителя низкая, и поэтому графит из смеси графита и ПТФЭ всплывает и собирается на поверхности при формировании пленки и постепенном высыхании на воздухе. Поэтому существует повышенная озабоченность тем, что при формировании пленки путем нагрева графит может быть неравномерно распределен на поверхности пленки твердосмазочного покрытия. В результате можно предположить механизм повышения возможности заедания. Как описано выше, можно понять, что массу растворителя необходимо поддерживать в стабильном диапазоне.
№№35-34 и 35-36
В случаях 35-36 использовался материал нержавеющей стали: L80-13CR, размер соединения: 7'' 38# и соединение: JFEBEAR (торговая марка). Кроме того, №№35-36 оценивали в ходе новых лабораторных испытаний с использованием нагрузки 2 тонны в условиях, когда предполагалось наличие трех соединенных ниппелей реальной длины.
На стороне муфты базовый слой и пленка твердосмазочного покрытия были сформированы в таком порядке на затяжной поверхности в качестве пленки смазочного покрытия. Базовый слой представлял собой бинарный электроосажденний слой из Cu и Sn.
В пленке твердосмазочного покрытия на стороне муфты графит был выбран в качестве основного компонента твердого смазочного материала, чешуйчатый (хлопьевидный) графит был выбран в качестве графита, а ПТФЭ был выбран в качестве вторичного твердого смазочного компонента. Стекловолокно также содержалось в №35. Кроме того, основным компонентом связующей смолы была смола ПЭЭК.
На стороне ниппеля на поверхности после дробеструйной обработки формировалась пленка твердосмазочного покрытия, сформированная из фторсодержащей смолы в качестве связующей смолы и металлического мыла (стеарата Ba) в качестве твердого смазочного материала.
№№35-36 относятся к случаям применения материалов из нержавеющей стали. В частности, №35 также представляет случай, в котором для повышения твердости пленки также было добавлено стекловолокно. Было обнаружено, что оба номера 35 и 36 обладают подходящими смазывающими характеристиками.
Здесь описанный выше пример был проиллюстрирован с использованием соединения нефтегазопромысловых труб. Этот пример иллюстрирует случаи не только того, что действие смазывания начинается только при контакте между двумя объектами, которые должны соприкасаться при смазывании, но также, когда пленка смазочного покрытия подвергается жестким условиям смазывания, включая отслаивание и частичное разрушение из-за материала, подвергающегося трению, в ситуации, когда нитки резьбы не находятся в зацеплении друг с другом. Поэтому настоящее изобретение также может быть применено к смазыванию, начинающемуся при контакте между двумя объектами, подвергающимися трению, а также может быть применено к материалам, отличным от материала соединения для нефтегазопромысловых труб и областей применения, при условии, что используется структура пленки смазочного покрытия.
Пример 2
В примере 2 антикоррозионные свойства оценивали с помощью испытания в солевом тумане.
Среди случаев, показанных в таблицах 1-6, конфигурации №3, 10 и 22 оценивались путем распыления водного раствора соли. Эти случаи относятся к соединению на основе углеродистой стали для условий эксплуатации нефтегазопромысловых труб.
В примере 2 для этого испытания на распыление раствора водного соли новая пленка твердосмазочного покрытия сформирована на новом образце муфты.
Кроме того, в качестве сравнительного примера также использовался SPCC (обычный тонкий стальной лист из мягкой стали/холоднокатаный отожженный лист) толщиной 0,8 мм.
Затем для оценки оба конца соединения муфты были свинчены и один раз развинчены с помощью защитного элемента. Затем было проведено испытание на распыление водного раствора соли в случае, когда соединение оставалось как оно есть, и в случае, когда защитное устройство было установлено снова (что соответствует второму свинчиванию), а резьбы муфты были выровнены бок о бок на заранее определенное время (имеется в виду, что они не находились в вертикальном положении) и оценивались.
Внешняя часть материала муфты была защищена имидной лентой.
Подробные условия следующие.
Условия распыления водного раствора соли
Условия распыления: JIS K 5600-7-1.
Концентрация водного раствора соли: 5±0,5 мас.%.
Температура: 35°С
Влажность: 98-99%
Количество распыляемого водного раствора соли: 1-2 мл/час/80 см2.
pH: 6,5-7,2
Период времени: 24 часа
Здесь в сравнительном примере в качестве образца использовался лист SPCC размером 75×150 мм, на поверхности которого была сформирована такая же пленка, как в №3. То есть после обработки фосфатом Mn наносили средство и нагревали для формирования пленки твердосмазочного покрытия. Кроме того, были изготовлены два образца, и одна сторона была защищена имидной лентой. Кроме того, тыльные стороны (целевая сторона испытания) двух образцов были полностью закрыты защитной пленкой, а на расстоянии 1 мм от их конца была прикреплена имидная лента. Эти материалы использовались в качестве образцов. Один из двух образцов разрезали резаком (№ А), а другой образец использовали в исходном виде (№ B).
Что касается №№3, 10 и 22, то образцы (№3-2, 10-2 и 22-2), которые были свинчены и развинчены один раз с защитным устройством, а затем снова свинчены, защитное устройство установлено, и подвергнуты распылению водного раствора соли, и образцы (№3-3, 10-3 и 22-3), которые были свинчены/развинчены один раз с помощью защитного устройства, а затем непосредственно подвергнуты распылению водного раствора соли.
№3-4 представляют пример, в котором испытание на распыление водного раствора соли проведено на образце без свинчивания/развинчивания образца с защитным устройством.
Существо этого метода испытаний заключается в следующем. Во многих случаях соединения для нефтегазопромысловых труб отгружаются после того, как на их концы навинчены защитные устройства, и хранятся в таком виде во дворе возле скважины. Поэтому распылялся водный раствор соли, чтобы создать среду, приближенную к реальным условиям использования.
Условие, когда защитное устройство не установлено, означает более жесткое условие, когда защитное устройство снято. №3-4 представляют случай, когда свинчивание/развинчивание защитного устройства не производилось, а коррозионная стойкость самой пленки рассматривается в форме соединения.
Результаты показаны в таблице 7.
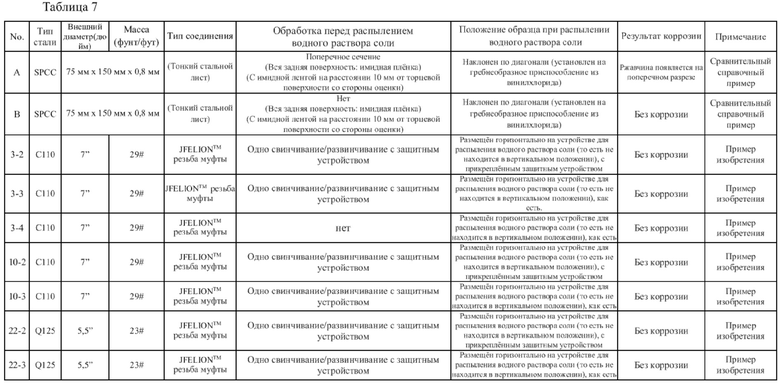
Сравнительный случай № А представляет случай, в котором пленка твердосмазочного покрытия №3 была сформирована на тонком стальном листе SPCC, тонкий стальной лист SPCC был разрезан поперечно, и пленка была поцарапана так, что царапина достигла основы. В сравнительном случае № А на поперечном разрезе наблюдалась ржавчина. С другой стороны, сама пленка без поперечного разреза, имела превосходную коррозионную стойкость и коррозии не наблюдалось.
Коррозия не была обнаружена ни в одном из номеров с 3-2 по 3-4, с 10-2 по 10-3 и с 22-2 по 22-3, хотя все они были изучены. Это показало, что пленка твердосмазочного покрытия по настоящему изобретению также обладает превосходной коррозионной стойкостью.
Сам графит и сама смола ПЭЭК обладают водоотталкивающими свойствами и высокой коррозионной стойкостью. Кроме того, пленка твердосмазочного покрытия является пленкой, которая является достаточно твердой, чтобы ее нельзя было сломать в условиях, когда свинчивание/развинчивание выполняется с защитным устройством. По этой причине считается, что такая коррозионная стойкость наблюдается потому, что не образовалось ни малейшей трещины. Короче говоря, условие № А, при котором пленка разрезается резаком, указывает на то, что пленка не разрывается даже при свинчивании/развинчивании с защитным устройством в условиях, которые слишком жесткие для пленки твердосмазочного покрытия. В то же время было обнаружено, что пленка твердосмазочного покрытия, имеющая этот состав, при формировании проявляет выгодную коррозионную стойкость.
Как описано выше, можно доказать, что пленка твердосмазочного покрытия, сформированная с использованием средства, определена в объеме, ограниченном в настоящем изобретении, и, таким образом, может обеспечивать смазывающую способность и устойчивость к коррозии. Важно выполнять смазывание во время свинчивания/развинчивания соединения с использованием пленки твердосмазочного покрытия, которая последовательно описывается в настоящем изобретении, посредством использования следов компонентов мыла, чтобы пленка твердосмазочного покрытия не повреждалась при наличии «припуска (люфта)» до момента зацепления резьбы. Кроме того, после зацепления резьбы смазывание осуществляется в условиях тесного зацепления. Оба процесса смазывания соответственно контролируются, что позволяет обеспечить смазывание.
Здесь все содержание заявки на патент Японии №2021-91462 (поданной 31 мая 2021 г.), приоритет которой испрашивается настоящей заявкой, образует часть настоящего раскрытия посредством ссылки. Хотя описание было сделано со ссылкой на ограниченное количество осуществлений, объем прав не ограничивается ими, и модификации каждого осуществления, основанные на приведенном выше раскрытии, понятны для специалистов в данной области техники.
Список ссылочных позиций
1 Ниппель
1а Наружная резьба
2 Муфта (соединение)
2а Внутренняя резьба
3 Груз
3A Основное тело груза
4 Приводной ключ
10А Пленка твердосмазочного покрытия
10В Базовый слой
12 Стержень
13 Вставной стержень
20 Подъемное устройство (кран)
21 Цепь (подвесная цепь)
| название | год | авторы | номер документа |
|---|---|---|---|
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2831424C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2834697C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2831123C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2007 |
|
RU2406003C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ (ВАРИАНТЫ) | 2002 |
|
RU2258859C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЛИ ТРУБОК И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ ИЛИ ТРУБОК | 2018 |
|
RU2729482C1 |
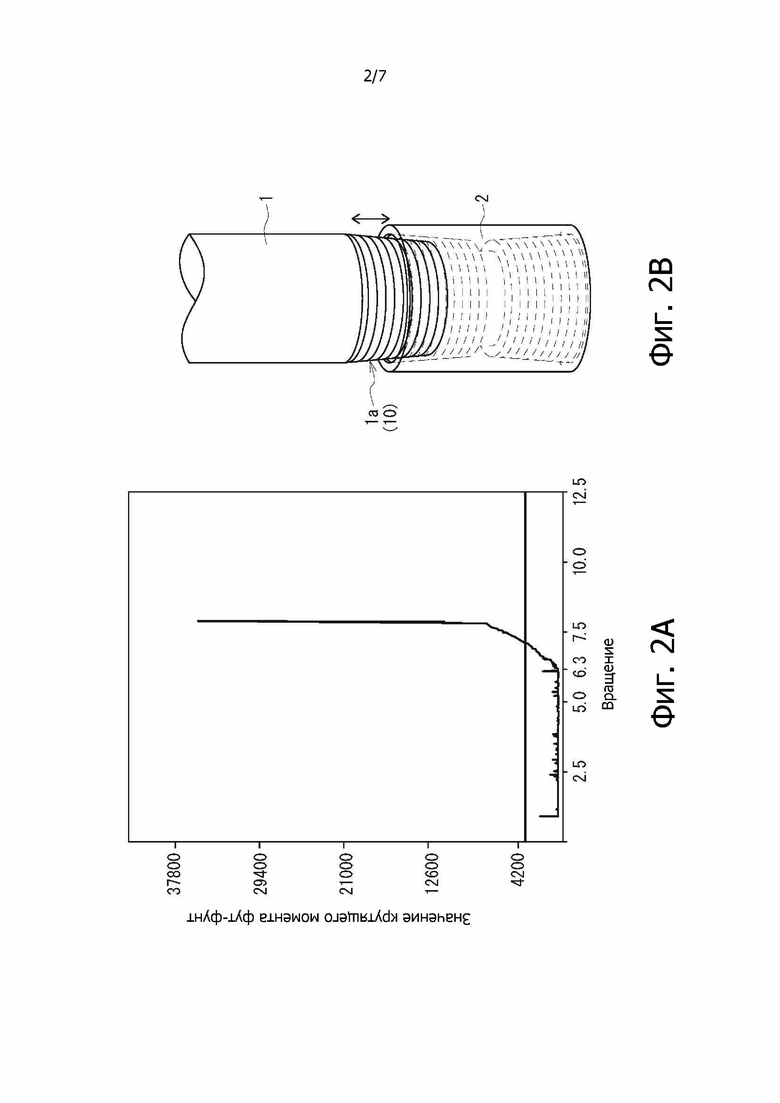
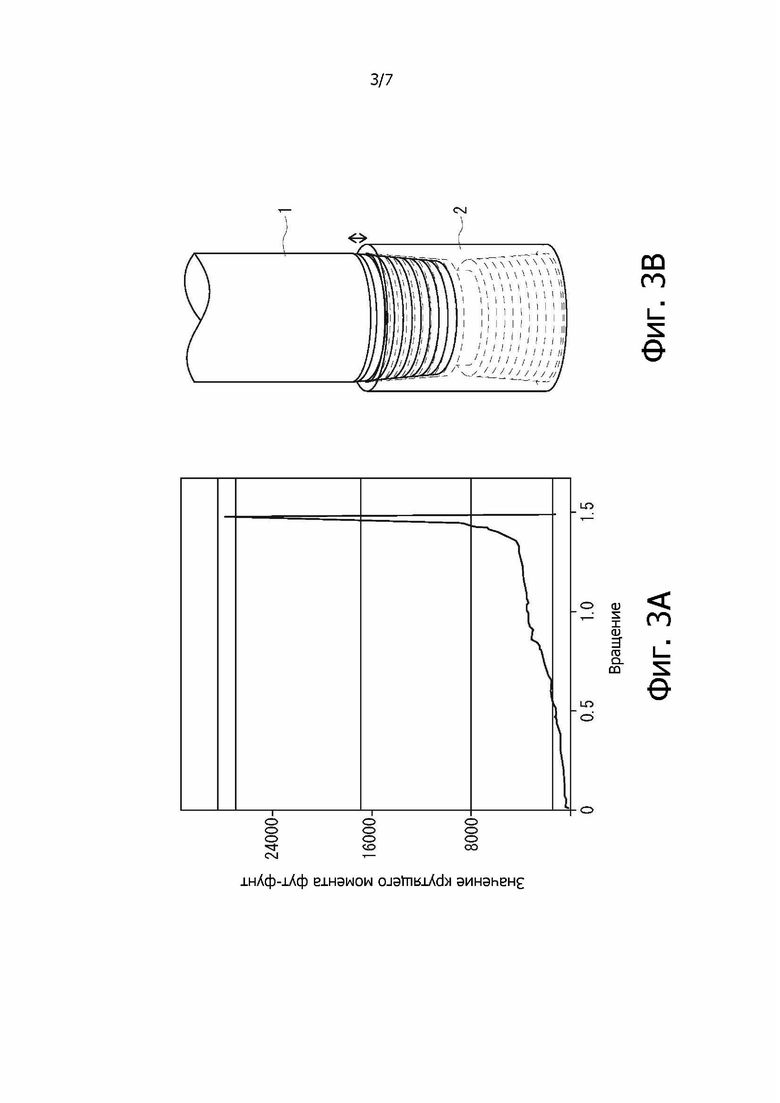
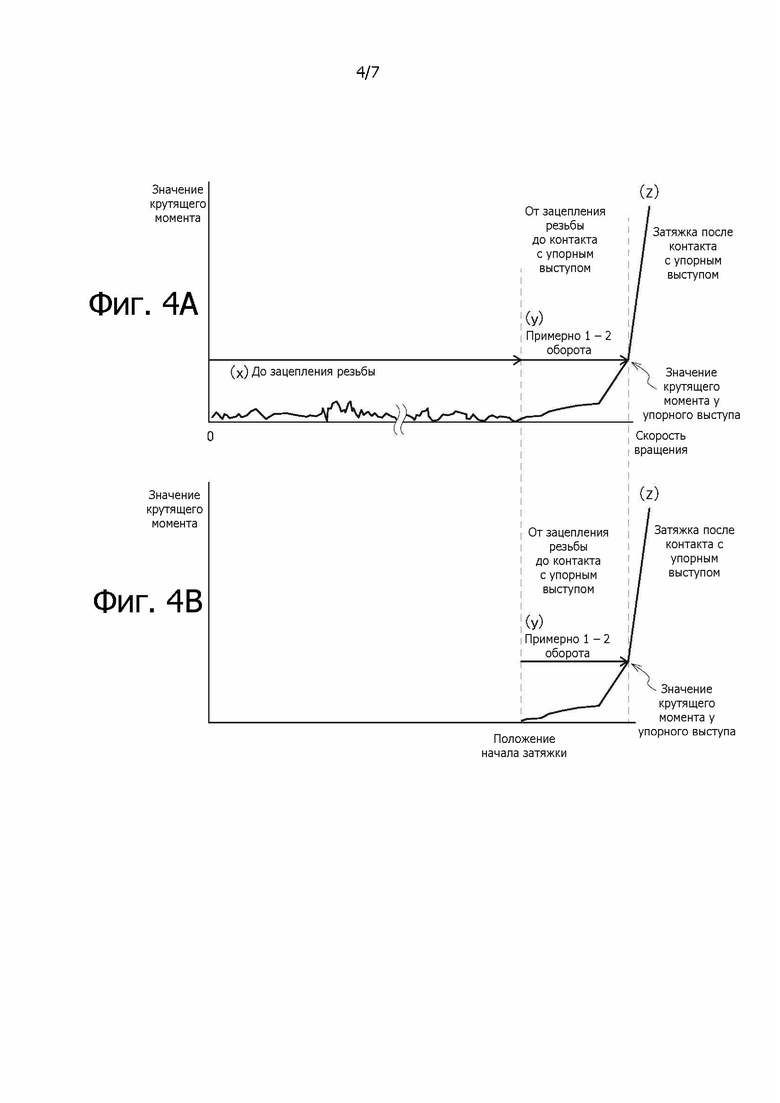
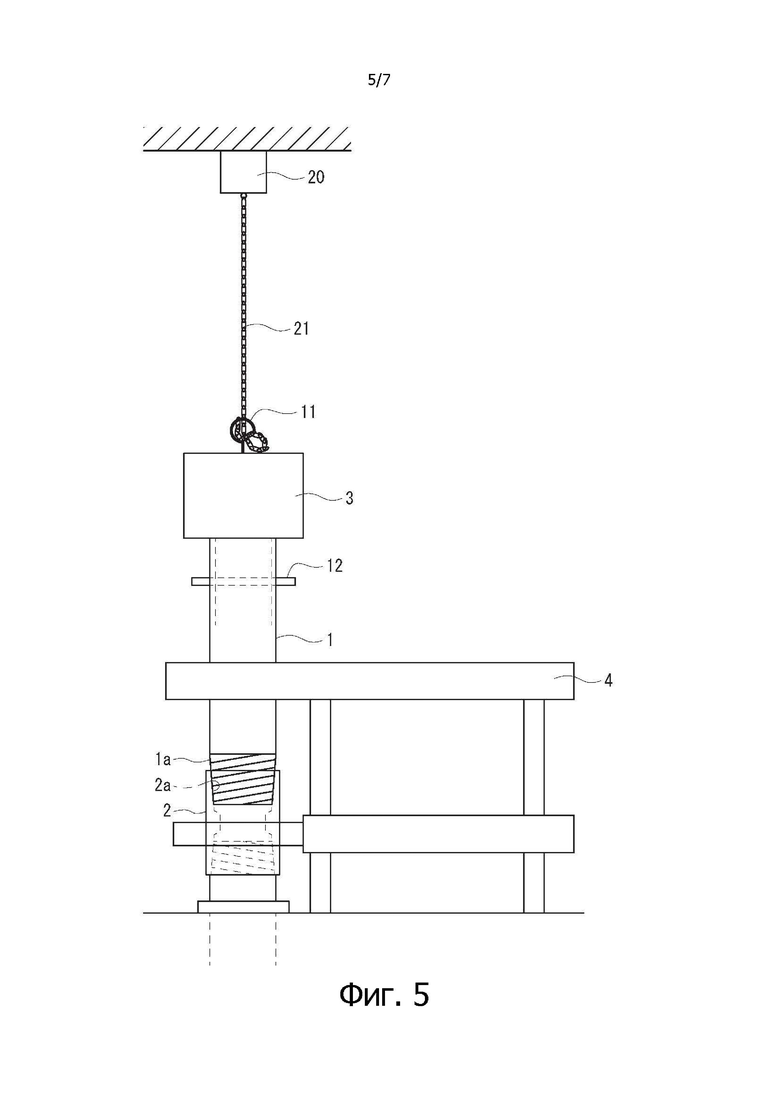
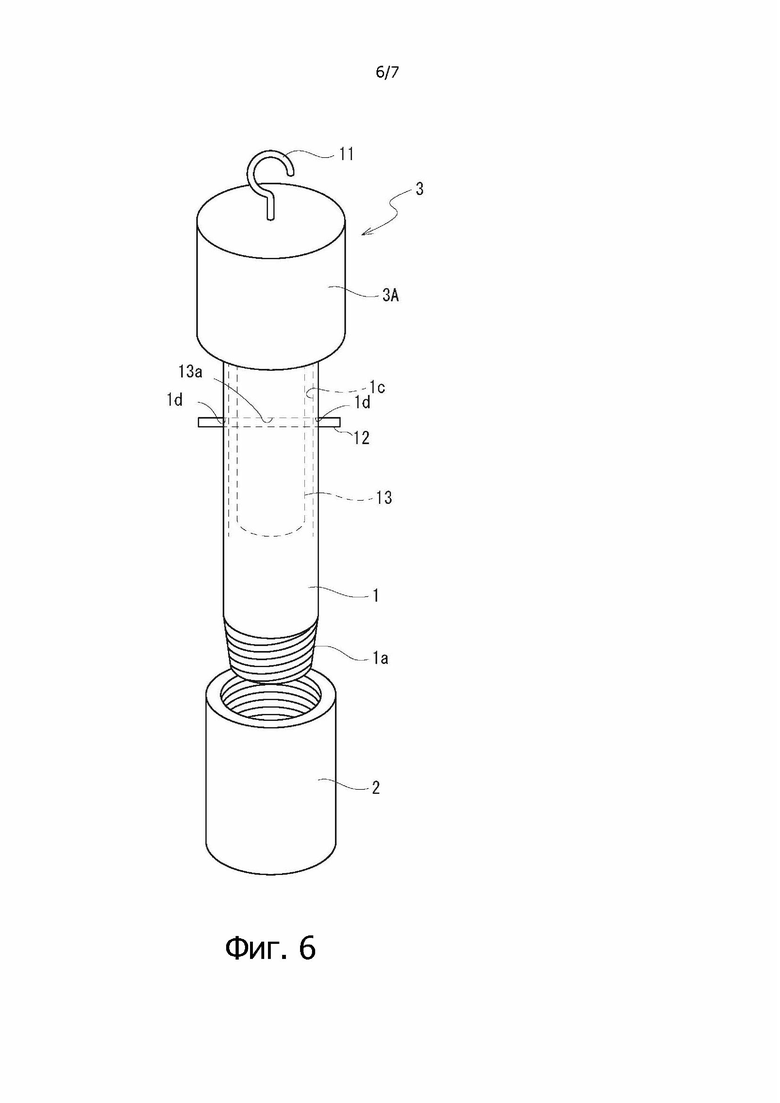
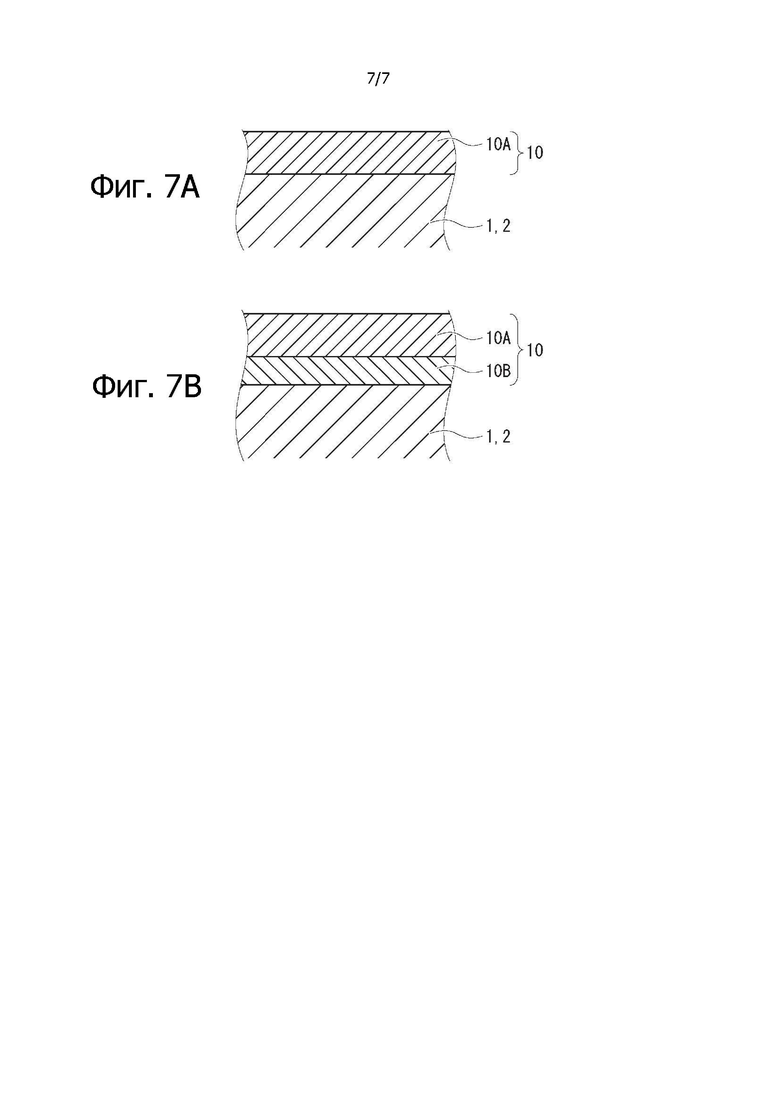
Изобретение относится к средству для формирования плёнки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб. Средство для формирования плёнки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб содержит два или более типа твёрдых смазочных материалов диспергированых в связующую смолу, графит содержится в качестве одного из указанных двух или более типов твёрдых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твёрдых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее. Твёрдый смазочный материал, изготовленный из материалов, выбранных из BN (нитрид бора), комбинации слюды и талька, MoS2 (дисульфида молибдена) или ПТФЭ (политетрафторэтилена), дополнительно содержится в качестве других твёрдых смазочных материалов из указанных двух или более типов твёрдых смазочных материалов. При этом связующая смола содержит смолу ПЭЭК (полиэфирэфиркетон), имеющую средний диаметр частиц от менее или равного 1 до 15 мкм, в качестве основного компонента, причём смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы, причем общая масса твёрдых смазочных материалов составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, и содержание графита в качестве твёрдого смазочного материала составляет 20% или более и 50% или менее от суммы общей массы твёрдых смазочных материалов и общей массы связующей смолы. Также изобретение относится к нефтегазопромысловой трубе, содержащей плёнку смазочного покрытия, к резьбовому соединению для нефтегазопромысловых труб, выполненному с возможностью соединения трубы, содержащей соединение муфты, имеющее внутреннюю резьбу, и трубы, содержащей соединение ниппеля, имеющее наружную резьбу, и к способу изготовления нефтегазопромысловых труб. Технический результат изобретения заключается в обеспечении коррозионной стойкости и достаточной смазывающей способности нефтегазопромысловых труб, чтобы выдерживать свинчивание/развинчивание в реальной скважине, за счёт плёнки твёрдосмазочного покрытия. 4 н. и 9 з.п. ф-лы, 11 ил., 7 табл., 36 пр.
1. Средство для формирования плёнки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб, при этом
два или более типа твёрдых смазочных материалов диспергированы в связующей смоле,
графит содержится в качестве одного из указанных двух или более типов твёрдых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твёрдых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее,
твёрдый смазочный материал, изготовленный из материалов, выбранных из BN (нитрид бора), комбинации слюды и талька, MoS2 (дисульфида молибдена) или ПТФЭ (политетрафторэтилена), дополнительно содержится в качестве других твёрдых смазочных материалов из указанных двух или более типов твёрдых смазочных материалов, и
связующая смола содержит смолу ПЭЭК (полиэфирэфиркетон), имеющую средний диаметр частиц от менее или равного 1 до 15 мкм, в качестве основного компонента, причём смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы,
причем
общая масса твёрдых смазочных материалов составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, и
содержание графита в качестве твёрдого смазочного материала составляет 20% или более и 50% или менее от суммы общей массы твёрдых смазочных материалов и общей массы связующей смолы.
2. Средство для формирования плёнки твёрдосмазочного покрытия по п. 1, содержащее
растворитель, при этом
массовая доля растворителя составляет 30% или более и 80% или менее относительно суммы общей массы твёрдых смазочных материалов и общей массы связующей смолы.
3. Средство для формирования плёнки твёрдосмазочного покрытия по п. 1 или 2, в котором,
ПТФЭ содержится в качестве другого твёрдого смазочного материала, и
ПТФЭ имеет средний диаметр частиц 0,1 мкм или более и 5 мкм или менее.
4. Нефтегазопромысловая труба, содержащая плёнку смазочного покрытия, включающую плёнку твёрдосмазочного покрытия, причем указанная плёнка смазочного покрытия сформирована на резьбовой части, причём
плёнка твёрдосмазочного покрытия сформирована путём диспергирования двух или более типов твёрдых смазочных материалов в связующей смоле,
графит содержится в качестве одного из двух или более типов твёрдых смазочных материалов в количестве 50% или более и 90% или менее относительно общей массы твёрдых смазочных материалов, при этом графит имеет чешуйчатую форму и средний диаметр частиц 10,0 мкм или менее,
твёрдый смазочный материал, изготовленный из материалов, выбранных из BN (нитрид бора), комбинации слюды и талька, MoS2 (дисульфида молибдена) или ПТФЭ (политетрафторэтилена), дополнительно содержится в качестве других твёрдых смазочных материалов из указанных двух или более типов твёрдых смазочных материалов,
связующая смола содержит смолу ПЭЭК, имеющую средний диаметр частиц от менее или равного 1 до 15 мкм, в качестве основного компонента, причём смола ПЭЭК содержится в количестве 70% или более относительно общей массы связующей смолы, и
плёнка твёрдосмазочного покрытия имеет толщину плёнки от 10 мкм или более до 150 мкм или менее,
причем
общая масса твёрдых смазочных материалов составляет 0,1-кратное или более и 2-кратное или менее количество от общей массы связующей смолы, и
содержание графита в качестве твёрдого смазочного материала составляет 20% или более и 50% или менее суммы общей массы твёрдых смазочных материалов и общей массы связующей смолы.
5. Нефтегазопромысловая труба по п. 4, в которой
ПТФЭ содержится в качестве другого твёрдого смазочного материала, и
ПТФЭ имеет средний диаметр частиц 0,1 мкм или более и 5 мкм или менее.
6. Нефтегазопромысловая труба по п. 4 или 5, в которой
плёнка твёрдосмазочного покрытия включает резьбу резьбовой части и сформирована до области, примыкающей к резьбе.
7. Нефтегазопромысловая труба по любому из пп. 4-6, в которой
плёнка твёрдосмазочного покрытия имеет карандашную твёрдость 3H или более.
8. Нефтегазопромысловая труба по любому из пп. 4-7, в которой
материалом для нефтегазопромысловой трубы является углеродистая или низколегированная сталь, и
плёнка смазочного покрытия имеет базовый слой между затяжной поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, при этом базовый слой сформирован из электроосаждённой плёнки или плёнки, полученной химической конверсионной обработкой.
9. Нефтегазопромысловая труба по любому из пп. 4-8, в которой
материалом для нефтегазопромысловой трубы является материал из нержавеющей стали, сплав на основе Ni или сплав Ti, и
плёнка смазочного покрытия имеет базовый слой между поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, причём базовый слой сформирован из электроосаждённой плёнки.
10. Резьбовое соединение для нефтегазопромысловых труб, выполненное с возможностью соединения трубы, содержащей соединение муфты, имеющее внутреннюю резьбу, и трубы, содержащей соединение ниппеля, имеющее наружную резьбу, при этом
по меньшей мере одна нефтегазопромысловая труба, выбранная из указанных трубы, содержащей соединение муфты, имеющее внутреннюю резьбу, и трубы, содержащей соединение ниппеля, имеющее наружную резьбу, образована из нефтегазопромысловой трубы по любому из пп. 4-9, которая сформирована с плёнкой смазочного покрытия.
11. Резьбовое соединение для нефтегазопромысловых труб по п. 10, в котором
плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована на затяжной поверхности резьбовой части одной из указанных трубы, содержащей соединение муфты, имеющее внутреннюю резьбу, и трубы, содержащей соединение ниппеля, имеющее наружную резьбу, и
плёнка, более мягкая, чем указанная плёнка твёрдосмазочного покрытия, сформирована на затяжной поверхности резьбовой части другой из указанных трубы, содержащей соединение муфты, имеющее внутреннюю резьбу, и трубы, содержащей соединение ниппеля, имеющее наружную резьбу.
12. Резьбовое соединение для нефтегазопромысловых труб по п. 11, в котором более мягкая плёнка имеет твёрдость плёнки по шкале карандашной твёрдости 4В или менее.
13. Способ изготовления нефтегазопромысловых труб по любому из пп. 4-9, включающий:
использование средства по любому из пп. 1-3;
выполнение стадии формирования плёнки, заключающейся в нанесении средства для формирования плёнки твёрдосмазочного покрытия, имеющей толщину плёнки 50 мкм или менее, множество раз, со стадией временной сушки, промежуточной между стадиями формирования плёнки, пока не будет достигнута целевая общая толщина плёнки;
выполнение основной стадии сушки после последней стадии формирования плёнки,
основную стадию сушки выполняют путём обжига, инфракрасного облучения, ультрафиолетового облучения или с помощью средства сушки горячим воздухом, или путём выдерживания на воздухе или естественной сушки; и
доведение общей толщины плёнки твёрдосмазочного покрытия до 10 мкм или более и 150 мкм или менее.
| JP 2001065751 A, 16.03.2001 | |||
| JP 2002310345 A, 23.10.2002 | |||
| JP 2002348587 A, 04.12.2002 | |||
| JP 2002370067 A, 24.12.2002 | |||
| WO 2017110686 A1, 29.06.2017 | |||
| CN 1938542 A, 28.03.2007 | |||
| US 20160053590 A1, 25.02.2016 | |||
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЛИ ТРУБОК И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ ИЛИ ТРУБОК | 2018 |
|
RU2729482C1 |

