Область техники
[0001] Настоящее изобретение относится к резьбовому соединению для труб или трубок и способу изготовления резьбового соединения для труб или трубок и, в частности, к резьбовому соединению для трубных изделий нефтепромыслового сортамента и способу изготовления резьбового соединения для трубных изделий нефтепромыслового сортамента.
Уровень техники
[0002] Для бурения нефтяных месторождений и месторождений природного газа используются трубы для нефтяных скважин. Трубы для нефтяных скважин получают путем соединения множества стальных труб в соответствии с глубиной скважины. Соединение стальных труб может быть выполнено с помощью свинчивающегося резьбового соединения для труб или трубок, образованного на концах двух стальных труб. Трубы для нефтяных скважин поднимают и разбирают для осмотра и т.п., а затем снова собирают после осмотра и повторно используют.
[0003] Резьбовое соединение для труб или трубок включает в себя ниппель и муфту. Ниппель включает в себя охватываемый резьбовой участок и нерезьбовой металлический контактный участок, образованный на внешней периферийной поверхности на конце трубы. Муфта включает в себя охватывающий резьбовой участок и нерезьбовой металлический контактный участок, образованный на внутренней периферийной поверхности на конце трубы. Резьбовые участки и нерезьбовые металлические контактные участки ниппеля и муфты многократно испытывают сильное трение во время свинчивания и развинчивания резьбового соединения. Если эти участки имеют недостаточное сопротивление трению, во время многократного свинчивания и развинчивания произойдет заедание (не подлежащее ремонту заклинивание). Таким образом, необходимо, чтобы резьбовое соединение для труб или трубок имело достаточное сопротивление трению, т.е. превосходное сопротивление заеданию.
[0004] До сих пор для улучшения сопротивления заеданию использовались комбинированные консистентные смазки, содержащие тяжелые металлы, называемые смазками. Нанесение комбинированной консистентной смазки на поверхность резьбового соединения для труб или трубок может повышать сопротивление заеданию резьбового соединения для труб или трубок. Однако тяжелые металлы, содержащиеся в комбинированных консистентных смазках, например, Pb, Zn и Cu, могут оказывать отрицательное влияние на окружающую среду. По этой причине на практике желательно использовать резьбовое соединение для труб или трубок без комбинированной консистентной смазки.
[0005] В Публикации заявки на патент Японии № 2002-221288 (Патентный документ 1) и Публикации заявки на патент Японии № 2008-215473 (Патентный документ 2) предложено резьбовое соединение для труб или трубок, которое не включает в себя комбинированную консистентную смазку, но имеет превосходное сопротивление заеданию.
[0006] На контактной поверхности ниппеля или муфты резьбового соединения для труб или трубок, описанного в Патентном документе 1, способом ударного нанесения образован пористый слой из Zn или сплава Zn на по меньшей мере одном из резьбового участка или нерезьбового металлического контактного участка резьбового соединения для труб или трубок, и на нем образован слой твердого смазочного покрытия или жидкое смазочное покрытие, которое не содержит порошка тяжелых металлов (например, покрытие, имеющее сверхосновную соль органического металла, например, сверхосновный сульфонат, в качестве основного компонента). В Патентном документе 1 описано, что за счет этого обеспечивается резьбовое соединение для труб или трубок, имеющее превосходные антикоррозионные свойства, которое без использования жидкой смазки, содержащей порошок тяжелого металла, например, комбинированной консистентной смазки, может предотвращать возникновение заедание, а также снижение газонепроницаемости, вызванное появлением ржавчины при многократном выполнении свинчивания и развинчивания.
[0007] Резьбовое соединение для труб или трубок, описанное в Патентном документе 2, отличается наличием первого слоя покрытия, состоящего из сплава Cu-Zn, на по меньшей мере одной из контактных поверхностей ниппеля и муфты. В Патентном документе 2 описано, что в результате резьбовое соединение имеет превосходное сопротивление утечке и сопротивление заеданию, и более того в случае, когда на слое покрытия образовано смазочное покрытие, предотвращается щелевая коррозия.
[0008] Эффективной мерой для предотвращения заедание резьбового соединения для труб или трубок является образование слоя покрытия, содержащего металл с высокой твердостью и высокой температурой плавления. В связи с этим традиционно использовалось медное (Cu) покрытие или покрытие из сплава Cu. Медь имеет высокую твердость и температуру плавления. В связи с этим за счет содержания Cu в слое покрытия повышается твердость и температура плавления всего слоя покрытия. Соответственно, повышается сопротивление заеданию резьбового соединения для труб или трубок.
Патентные документы
[0009] Патентный документ 1: Публикация заявки на патент Японии № 2002-221288; и
Патентный документ 2: Публикация заявки на патент Японии № 2008-215473.
Техническая проблема
[0010] В связи с этим оценка сопротивления заеданию обычно выполняется в состоянии, в котором центры стальных труб, которые должны быть свинчены, выровнены друг с другом. Однако при фактическом свинчивании резьбового соединения для труб или трубок центры стальных труб (или стальной трубы и соединителя), которые должны быть свинчены, могут быть не выровнены друг с другом. Такая ситуация называется «смещение». При возникновении смещения резьбовые участки и нерезьбовые металлические контактные участки ниппеля и муфты подвергаются сильному напряжению сдвига в дополнение к сильному трению. Напряжение сдвига в это время значительно больше по сравнению со случаем отсутствия смещения. Следовательно, при возникновении смещения заедание более вероятно. Соответственно, необходимо, чтобы резьбовое соединение для труб или трубок имело характеристики, которые препятствуют заеданию даже при возникновении смещения, другими словами, чтобы оно имело сопротивление смещению.
[0011] С другой стороны, вышеуказанные нерезьбовые металлические контактные участки включают в себя металлические уплотнительные участки и заплечиковые участки. Во время свинчивания резьбового соединения для труб или трубок заплечиковые участки ниппеля и муфты входят в контакт друг с другом. Крутящий момент, который возникает в это время, называется «крутящий момент при контакте заплечиковых участков». Во время свинчивания резьбового соединения для труб или трубок после возникновения крутящего момента при контакте заплечиковых участков свинчивание продолжается до тех пор, пока свинчивание не будет завершено. За счет этого повышается газонепроницаемость резьбового соединения для труб или трубок. Если свинчивание продолжается дальше, металл, образующий по меньшей мере одно из ниппеля и муфты, начинает испытывать пластическую деформацию. Крутящий момент, возникающий в это время, называется «крутящий момент на пределе текучести».
[0012] Крутящий момент при завершении свинчивания (далее называется «крутящий момент свинчивания») устанавливается так, чтобы достаточное уплотнительное межповерхностное давление достигалось независимо от величины натяга резьбы. Если существует достаточная разность между крутящим моментом при контакте заплечиковых участков и крутящим моментом на пределе текучести (далее эта разность называется «сопротивление ΔT' крутящему моменту на заплечиковых участках»), диапазон крутящего момента свинчивания расширяется. В результате крутящий момент свинчивания легко регулируется. В связи с этим необходимо, чтобы в дополнение к вышеуказанному сопротивлению смещению резьбовое соединение для труб или трубок также имело высокое сопротивление ΔT' крутящему моменту на заплечиковых участках.
[0013] С другой стороны, трубные изделия нефтепромыслового сортамента после изготовления перевозятся на судне или другим способом и хранятся в течение определенного периода времени перед использованием. В некоторых случаях транспортировка и хранение трубных изделий нефтепромыслового сортамента происходят в течение длительного времени. Кроме того, в некоторых случаях трубные изделия нефтепромыслового сортамента хранятся на открытом воздухе. Когда трубные изделия нефтепромыслового сортамента хранятся на открытом воздухе в течение длительного периода времени, резьбовые соединения для труб или трубок могут подвергаться коррозии, что может привести к снижению сопротивления заеданию и газонепроницаемости резьбовых соединений для труб или трубок. В связи с этим необходимо, чтобы резьбовые соединения для труб или трубок имели не только вышеуказанное сопротивление смещению и высокое сопротивление ΔT' крутящему моменту на заплечиковых участках, но также превосходные свойства сопротивления коррозии.
[0014] В резьбовом соединении для труб или трубок, раскрытом в Патентном документе 1, слой из Zn или сплава Zn является пористым. В связи с этим адгезионные свойства по отношению к слою твердого смазочного покрытия являются хорошими, и резьбовое соединение для труб или трубок имеет достаточное сопротивление заеданию. Однако, поскольку слой из Zn или сплава Zn является пористым, между слоем из Zn или сплава Zn и основным материалом возникает зазор. Следовательно, в некоторых случаях основной материал в участке воздушного зазора, который возникает, подвергается коррозии в течение длительного периода времени.
[0015] Что касается Патентного документа 2, хотя в нем исследуется сопротивление заеданию раскрытого резьбового соединения для труб или трубок, в нем не исследуется сопротивление смещению резьбового соединения для труб или трубок. В связи с этим, даже если сопротивление заеданию является достаточным в случае отсутствия смещения, сопротивление смещению может быть низким. В дополнение, в некоторых случаях сопротивление ΔT' крутящему моменту на заплечиковых участках уменьшается, и адгезионные свойства слоя твердого смазочного покрытия являются низкими, и свойства сопротивления коррозии также являются низкими.
[0016] Задача настоящего изобретения заключается в обеспечении резьбового соединения для труб или трубок, имеющего превосходное сопротивление смещению и высокое сопротивление ΔT' крутящему моменту на заплечиковых участках, а также имеющего превосходные свойства сопротивления коррозии, а также способа изготовления резьбового соединения для труб или трубок.
Решение проблемы
[0017] Резьбовое соединение для труб или трубок в соответствии с настоящим вариантом выполнения включает в себя ниппель и муфту. Ниппель и муфта включают в себя контактную поверхность, которая включает в себя резьбовой участок и нерезьбовой металлический контактный участок. По меньшей мере одна из контактных поверхностей ниппеля и муфты имеет шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм. Резьбовое соединение для труб или трубок включает в себя на контактной поверхности, имеющей вышеуказанную шероховатость поверхности, слой покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn, и слой твердого смазочного покрытия. Эти слои нанесены в следующем порядке: слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия со стороны контактной поверхности. Слой твердого смазочного покрытия содержит частицы фторсодержащей смолы и по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы.
[0018] В этом случае среднеарифметическую шероховатость Ra и максимальную шероховатость Rz по высоте измеряют на основе стандарта JIS B 0601 (2013).
[0019] Способ изготовления резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения представляет собой способ изготовления резьбового соединения для труб или трубок, которое включает в себя ниппель и муфту. Ниппель и муфта включают в себя контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок. Способ изготовления в соответствии с настоящим вариантом выполнения включает в себя этап образования шероховатости поверхности, этап образования слоя покрытия из сплава Zn-Ni, этап образования слоя покрытия из сплава Cu-Sn-Zn и этап образования слоя твердого смазочного покрытия. На этапе образования шероховатости поверхности на по меньшей мере одной из контактных поверхностей ниппеля и муфты путем струйной обработки образуют шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм. На этапе образования слоя покрытия из сплава Zn-Ni на контактной поверхности, на который была образована вышеуказанная шероховатость поверхности, путем гальванизации образуют слой покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni. На этапе образования слоя покрытия из сплава Cu-Sn-Zn после образования слоя покрытия из сплава Zn-Ni путем гальванизации образуют слой покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn. На этапе образования слоя твердого смазочного покрытия после образования слоя покрытия из сплава Cu-Sn-Zn образуют слой твердого смазочного покрытия.
Полезные эффекты изобретения
[0020] Резьбовое соединение для труб или трубок в соответствии с настоящим вариантом выполнения имеет превосходное сопротивление смещению, имеет высокое сопротивление ΔT' крутящему моменту на заплечиковых участках и имеет превосходные свойства сопротивления коррозии.
Краткое описание чертежей
[0021] Фиг. 1 - схематическое изображение, иллюстрирующее свинчивание резьбового соединения для труб или трубок в случае возникновения смещения;
Фиг. 2 - график, иллюстрирующий зависимость между количеством оборотов резьбового соединения для труб или трубок и крутящим моментом;
Фиг. 3 - схематическое изображение, иллюстрирующее конфигурацию резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения;
Фиг. 4 - вид в разрезе резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения;
Фиг. 5 - вид в разрезе контактной поверхности резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения; и
Фиг. 6 - график для описания сопротивления ΔT' крутящему моменту на заплечиковых участках в примере.
Описание вариантов выполнения изобретения
[0022] Настоящий вариант выполнения будет подробно описан ниже со ссылкой на чертежи. Одинаковые ссылочные позиции будут использоваться на всех чертежах для обозначения одинаковых или подобных частей, и их описание не будет повторяться.
[0023] Автор настоящего изобретения провел различные исследования, касающиеся зависимости между резьбовым соединением для труб или трубок, сопротивлением смещению, сопротивлением ΔT' крутящему моменту на заплечиковых участках и свойствами сопротивления коррозии. В результате автор настоящего изобретения получил следующие результаты.
[0024] Сопротивление смещению
В традиционном резьбовом соединении для труб или трубок, даже если сопротивление заеданию является достаточным в случае отсутствия смещения, в некоторых случаях сопротивление смещению является недостаточным. Выражение «смещение» относится к ситуации, проиллюстрированной на Фиг. 1. Обратимся к Фиг. 1, соединитель 2 прикреплен к концу стальной трубы 1. Ниппель 3 образован на другом конце стальной трубы 1. Соединитель 5 прикреплен к концу другой стальной трубы 4. На внутреннее периферийной поверхности соединителя 5 образована муфта. Ниппель 3 стальной трубы 1 вставляется в соединитель 5 и завинчивается. За счет этого стальная труба 1 соединяется со стальной трубой 4. При выполнении свинчивания в некоторых случаях центральная ось в продольном направлении стальной трубы 1 и центральная ось в продольном направлении стальной трубы 4 смещаются и пересекаются друг с другом. Такая ситуация называется «смещение». На Фиг. 1 проиллюстрировано смещение с углом схождения θ°. Если свинчивание выполняется в состоянии, в котором произошло смещение, то заедание более вероятно по сравнению с ситуацией отсутствия смещения.
[0025] Слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия в общем называются просто «покрытие». Для повышения сопротивления смещению резьбового соединения для труб или трубок улучшают адгезионные свойства покрытия. Шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм (далее также называется «удельная шероховатость поверхности») образуют на резьбовом участке и нерезьбовом металлическом контактном участке (далее называется «контактная поверхность») по меньшей мере одного из ниппеля и муфты. Если покрытие образуют на контактной поверхности, которая имеет удельную шероховатость поверхности, адгезионные свойства улучшаются за счет так называемого «якорного эффекта». При улучшении адгезионных свойств покрытия предотвращается отслоение покрытия даже в случае, когда резьбовое соединение для труб или трубок многократно подвергается воздействию высокой температуры и низкой температуры. За счет предотвращения отслоения покрытия во время свинчивания и развинчивания сохраняется высокая смазывающая способность. В связи с этим повышается сопротивление смещению резьбового соединения для труб или трубок.
[0026] Для повышения сопротивления смещению резьбового соединения для труб или трубок на контактной поверхности дополнительно образуют слой покрытия, имеющий высокую твердость и высокую температуру плавления. В случае высокой твердости слоя покрытия слой покрытия менее подвержен повреждению при свинчивании и развинчивании резьбового соединения для труб или трубок. В дополнение, в случае высокой температуры плавления слоя покрытия при свинчивании и развинчивании резьбового соединения для труб или трубок слой покрытия менее подвержен плавлению даже в случае, когда высокая температура локально повышается в слое покрытия. Сплав Cu-Sn-Zn имеет высокую твердость и высокую температуру плавления. В связи с этим настоящий вариант выполнения включает в себя слой покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn. Следовательно, сопротивление смещению резьбового соединения для труб или трубок дополнительно повышается.
[0027] Сопротивление ΔT' крутящему моменту на заплечиковых участках
Во время свинчивания стальных труб друг с другом заранее определяют оптимальный крутящий момент для завершения свинчивания. Фиг. 2 представляет собой график, иллюстрирующий зависимость между количеством оборотов стальных труб и крутящим моментом во время свинчивания резьбовых соединений для труб или трубок, которые имеют заплечиковый участок. Обратимся к Фиг. 2, свинчивание резьбовых соединений для труб или трубок первоначально увеличивает крутящий момент пропорционально количеству оборотов. Темп увеличения крутящего момента в это время является низким. По мере продолжения свинчивания заплечиковые участки входят в контакт друг с другом. Крутящий момент в это время называется «крутящий момент при контакте заплечиковых участков». После возникновения крутящего момента при контакте заплечиковых участков при продолжении свинчивания крутящий момент снова увеличивается пропорционально количеству оборотов. Темп увеличения крутящего момента в это время является высоким. Свинчивание завершают в момент времени, когда крутящий момент достигает заданного числового значения (крутящий момент свинчивания). Если крутящий момент во время свинчивания достигает крутящего момента свинчивания, металлические уплотнительные участки взаимодействуют друг с другом с соответствующим межповерхностным давлением. В этом случае повышается газонепроницаемость резьбовых соединений для труб или трубок.
[0028] Если свинчивание продолжается дальше после достижения крутящего момента свинчивания, крутящий момент становится слишком высоким. Если крутящий момент становится слишком высоким, часть ниппеля и муфты подвергается пластической деформации. Крутящий момент, возникающий в это время, называется «крутящий момент на пределе текучести». Когда сопротивление ΔT' крутящему моменту на заплечиковых участках, которое представляет собой разность между крутящим моментом при контакте заплечиковых участков и крутящим моментом на пределе текучести, является высоким, диапазон крутящего момента свинчивания может расширяться. В результате можно легко регулировать крутящий момент свинчивания. В связи с этим предпочтительно более высокое значение сопротивления ΔT' крутящему моменту на заплечиковых участках.
[0029] Эффективной мерой для повышения сопротивления ΔT' крутящему моменту на заплечиковых участках является уменьшение крутящего момента при контакте заплечиковых участков или увеличение крутящего момента на пределе текучести. В настоящем варианте выполнения для уменьшения крутящего момента при контакте заплечиковых участков уменьшают сопротивление трения.
[0030] В настоящем варианте выполнения для уменьшения сопротивления трения повышают смазывающую способность слоя твердого смазочного покрытия. Если слой твердого смазочного покрытия содержит частицы фторсодержащей смолы и по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы, смазывающая способность повышается. В этом случае крутящий момент при контакте заплечиковых участков может поддерживаться низким.
[0031] Свойства сопротивления коррозии
При использовании сплава Zn-Ni могут быть улучшены свойства сопротивления коррозии резьбового соединения для труб или трубок. Цинк (Zn) является основным металлом по сравнению с железом (Fe), никелем (Ni) и хромом (Cr). В связи с этим за счет образования слоя покрытия, содержащего цинк (Zn), на контактной поверхности слой покрытия подвергается коррозии в первую очередь относительно стального материала (жертвенная защита). За счет этого резьбовое соединение для труб или трубок имеет улучшенные свойства сопротивления коррозии.
[0032] Порядок нанесения каждого слоя
В настоящем варианте выполнения важен следующий порядок нанесения: слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия. В частности, важен порядок нанесения слоя покрытия из сплава Zn-Ni и слоя покрытия из сплава Cu-Sn-Zn. Таблицу 1, приведенную ниже, получили путем извлечения части данных, полученных в примерах, которые описаны ниже.
[0033] Таблица 1
[0034] В Таблице 1 показаны композиция покрытия резьбового соединения для труб или трубок в Испытании № 1 и Испытании № 8 примеров, которые описаны ниже, а также результаты оценки. В Таблице 1 выражение «поверхность ниппеля» относится к контактной поверхности ниппеля. Выражение «поверхность муфты» относится к контактной поверхности муфты.
[0035] В Испытании № 1 и Испытании № 8 все условия были одинаковыми за исключением порядка нанесения слоев покрытия на поверхность муфты. В Испытании № 1 и Испытании № 8 шероховатость поверхности до нанесения покрытия была одинаковой. В частности, среднеарифметическая шероховатость Ra поверхность ниппеля составляла 0,3 мкм, а максимальная шероховатость Rz по высоте поверхности ниппеля составляла 5,8 мкм. Среднеарифметическая шероховатость Ra поверхности муфты составляла 2,0 мкм, а максимальная шероховатость Rz по высоте поверхности муфты составляла 24,0 мкм. В Испытании № 1 и Испытании № 8 на слое покрытия из сплава Zn-Ni на поверхности ниппеля было образовано хроматное покрытие. В Испытании № 1 и Испытании № 8 на самом внешнем слое поверхности муфты был образован слой твердого смазочного покрытия, содержащий 10% частиц политетрафторэтилена и эпоксидную смолу.
[0036] Обратимся к Таблице 1, резьбовое соединение для труб или трубок в Испытании № 8 включало в себя слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия. Резьбовое соединение для труб или трубок в Испытании № 8 включало в себя слой покрытия из сплава Zn-Ni на слое покрытия из сплава Cu-Sn-Zn. Сопротивление заеданию резьбового соединения для труб или трубок в Испытании № 8 составило 5 раз при оценке сопротивления заеданию с ручной затяжкой и составило 5 раз при оценке в испытании для оценки сопротивления смещению. В дополнение, на муфте резьбового соединения для труб или трубок в Испытании № 8 спустя 750 часов испытания в солевом тумане появилась ржавчина. С другой стороны, сопротивление заеданию резьбового соединения для труб или трубок в Испытании № 1, в котором слой покрытия из сплава Cu-Sn-Zn был образован на слое покрытия из сплава Zn-Ni, составило более 20 раз при оценке сопротивления заеданию с ручной затяжкой, и составило более 20 раз при оценке в испытании для оценки сопротивления смещению. В дополнение, на муфте резьбового соединения для труб или трубок в Испытании № 1 спустя 4000 часов испытания в солевом тумане не появилась ржавчина.
[0037] При сравнении Испытания № 1 и Испытании № 8 было установлено, что, даже когда слой покрытия из сплава Zn-Ni нанесен на слой покрытия из сплава Cu-Sn-Zn, сопротивление смещению, сопротивление ΔT' крутящему моменту на заплечиковых участках и свойства сопротивления коррозии резьбового соединения для труб или трубок не могут быть улучшены. Только когда слой покрытия из сплава Cu-Sn-Zn нанесен на слой покрытия из сплава Zn-Ni, сопротивление смещению, сопротивление ΔT' крутящему моменту на заплечиковых участках и свойства сопротивления коррозии резьбового соединения для труб или трубок могут быть улучшены.
[0038] Считается, что причина, по которой порядок нанесения слоев покрытия из сплавов существенно влияет на характеристики резьбового соединения для труб или трубок, заключается в следующем. Слой покрытия из сплава Zn-Ni улучшает свойства сопротивления коррозии резьбового соединения для труб или трубок за счет жертвенной защиты. Если слой покрытия из сплава Zn-Ni отдален от основного материала резьбового соединения для труб или трубок, эффект жертвенной защиты снижается. В связи с этим свойства сопротивления коррозии резьбового соединения для труб или трубок ухудшаются. Слой покрытия из сплава Cu-Sn-Zn имеет высокую твердость и высокую температуру плавления. В связи с этим даже в случае смещения слой покрытия из сплава Cu-Sn-Zn защищает слой покрытия из сплава Zn-Ni, который находится под слоем покрытия из сплава Cu-Sn-Zn, от повреждения. Этот эффект не достигается, когда слой покрытия из сплава Cu-Sn-Zn находится под слоем покрытия из сплава Zn-Ni. В связи с этим важно наносить слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn на контактную поверхность в указанном порядке со стороны контактной поверхности.
[0039] На основе вышеизложенного установлено, что только тогда, когда слои покрытия из сплавов, имеющие конкретные композиции, нанесены в конкретном порядке, сопротивление смещению, сопротивление ΔT' крутящему моменту на заплечиковых участках и свойства сопротивления коррозии резьбового соединения для труб или трубок могут быть улучшены.
[0040] Резьбовое соединение для труб или трубок в соответствии с настоящим вариантом выполнения, которое было выполнено на основе вышеуказанных результатов, включает в себя ниппель и муфту. Ниппель и муфта включают в себя контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок. По меньшей мере одна из контактных поверхностей ниппеля и муфты имеет шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм. Резьбовое соединение для труб или трубок включает в себя на контактной поверхности, имеющей вышеуказанную шероховатость поверхности, слой покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn, и слой твердого смазочного покрытия. Эти слои нанесены в следующем порядке: слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия со стороны контактной поверхности. Слой твердого смазочного покрытия содержит частицы фторсодержащей смолы и по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы.
[0041] Резьбовое соединение для труб или трубок в соответствии с настоящим вариантом выполнения имеет превосходное сопротивление смещению, имеет высокое сопротивление ΔT' крутящему моменту на заплечиковых участках и имеет превосходные свойства сопротивления коррозии.
[0042] Предпочтительно, твердость слоя покрытия из сплава Zn-Ni представляет собой микротвердость по Виккерсу, составляющую 300 или более, а толщина слоя покрытия из сплава Zn-Ni находится в диапазоне от 5 до 20 мкм.
[0043] В этом случае свойства сопротивления коррозии дополнительно улучшаются.
[0044] Предпочтительно, твердость слоя покрытия из сплава Cu-Sn-Zn представляет собой микротвердость по Виккерсу, составляющую 500 или более, а толщина слоя покрытия из сплава Cu-Sn-Zn находится в диапазоне от 5 до 20 мкм.
[0045] В этом случае сопротивление смещению дополнительно улучшается.
[0046] Предпочтительно, твердость слоя твердого смазочного покрытия представляет собой микротвердость по Виккерсу в диапазоне от 15 до 25, а толщина слоя твердого смазочного покрытия находится в диапазоне от 10 до 40 мкм.
[0047] В этом случае сопротивление ΔT' крутящему моменту на заплечиковых участках улучшается более стабильно.
[0048] Предпочтительно, частицы фторсодержащей смолы представляют собой частицы одного или более типов, выбранных из группы, состоящей из политетрафторэтилена, сополимера тетрафторэтилена и перфторалкилвинилового эфира, сополимера тетрафторэтилена и гексафторпропилена (4,6 фторид), сополимера тетрафторэтилена и этилена, поливинилидендифторида (2 фторид) и полихлортрифторэтилена (3 фторид).
[0049] Способ изготовления резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения представляет собой способ изготовления резьбового соединения для труб или трубок, которое включает в себя ниппель и муфту. Ниппель и муфта включают в себя контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок. Способ изготовления в соответствии с настоящим вариантом выполнения включает в себя этап образования шероховатости поверхности, этап образования слоя покрытия из сплава Zn-Ni, этап образования слоя покрытия из сплава Cu-Sn-Zn и этап образования слоя твердого смазочного покрытия. На этапе образования шероховатости поверхности на по меньшей мере одной из контактных поверхностей ниппеля и муфты путем струйной обработки образуют шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм. На этапе образования слоя покрытия из сплава Zn-Ni на контактной поверхности, на который была образована вышеуказанная шероховатость поверхности, путем гальванизации образуют слой покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni. На этапе образования слоя покрытия из сплава Cu-Sn-Zn после образования слоя покрытия из сплава Zn-Ni путем гальванизации образуют слой покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn. На этапе образования слоя твердого смазочного покрытия после образования слоя покрытия из сплава Cu-Sn-Zn образуют слой твердого смазочного покрытия.
[0050] Резьбовое соединение для труб или трубок, имеющее удельную шероховатость поверхности, слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия на по меньшей мере одной из контактных поверхностей ниппеля и муфты, может быть изготовлено с использованием способа изготовления в соответствии с настоящим вариантом выполнения. Резьбовое соединение для труб или трубок имеет превосходное сопротивление смещению и свойства сопротивления коррозии. В дополнение, так как резьбовое соединение для труб или трубок также имеет высокое сопротивление ΔT' крутящему моменту на заплечиковых участках, крутящий момент свинчивания легко регулируется.
[0051] Далее будут подробно описаны резьбовое соединение для труб или трубок и способ изготовления резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения.
[0052] Резьбовое соединение для труб или трубок
Резьбовое соединение для труб или трубок включает в себя ниппель и муфту. Фиг. 3 представляет собой схематическое изображение, иллюстрирующее конфигурацию резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения. Обратимся к Фиг. 3, резьбовое соединение для труб или трубок включает в себя стальную трубу 11 и соединитель 12. На каждом конце стальной трубы 11 образован ниппель 13, и ниппель 13 включает в себя охватываемый резьбовой участок на внешней поверхности. На каждом конце соединителя 12 образована муфта 14, и муфта 14 включает в себя охватывающий резьбовой участок на внутренней поверхности. Соединитель 12 крепится к концу стальной трубы 11 за счет свинчивания ниппеля 13 и муфты 14 друг с другом. С другой стороны, также доступны резьбовые соединения для труб или трубок, выполненные за одно целое, в которых не используется соединитель 12, и один из концов стальной трубы 11 используется в качестве ниппеля 13, а другой конец стальной трубы 11 используется в качестве муфты 14. Резьбовое соединение для труб или трубок в соответствии с настоящим вариантом выполнения может использоваться как в качестве резьбового соединения для труб или трубок с использованием соединителя, так и в качестве резьбового соединения для труб или трубок, выполненного за одно целое.
[0053] Ниппель 13 и муфта 14 имеют контактную поверхность, включающую в себя резьбовой участок и нерезьбовой металлический контактный участок. Фиг. 4 представляет собой вид в разрезе резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения. Обратимся к Фиг. 4, ниппель 13 включает в себя охватываемый резьбовой участок 15 и нерезьбовой металлический контактный участок. Муфта 14 включает в себя охватывающий резьбовой участок 20 и нерезьбовой металлический контактный участок. Нерезьбовой металлический контактный участок образован на конце ниппеля 13 и муфты 14 и включает в себя металлические уплотнительные участки 16 и 19 и заплечиковые участки 17 и 18. Участки, на которых ниппель 13 и муфта 14 входят в контакт друг с другом при свинчивании, называются контактными поверхностями 130 и 140. В частности, при свинчивании ниппеля 13 и муфты 14 друг с другом два заплечиковых участка (заплечиковые участки 17 и 18) входят в контакт друг с другом, как и два металлических уплотнительных участка (металлические уплотнительные участки 16 и 19) и два резьбовых участка (охватываемый резьбовой участок 15 и охватывающий резьбовой участок 20). То есть контактная поверхность 130 со стороны ниппеля включает в себя заплечиковый участок 17, металлический уплотнительный участок 16 и охватываемый резьбовой участок 15. Контактная поверхность 140 со стороны муфты включает в себя заплечиковый участок 18, металлический уплотнительный участок 19 и охватывающий резьбовой участок 20.
[0054] Фиг. 5 представляет собой вид в разрезе контактных поверхностей 130 и 140 резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения. Обратимся к Фиг. 5, резьбовое соединение для труб или трубок имеет непроиллюстрированную удельную шероховатость поверхности на по меньшей мере одной из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14. Резьбовое соединение для труб или трубок включает в себя слой 21 покрытия из сплава Zn-Ni, слой 22 покрытия из сплава Cu-Sn-Zn и слой 23 твердого смазочного покрытия на контактной поверхности 130 или 140, имеющей удельную шероховатость поверхности. Эти слои нанесены в следующем порядке: слой 21 покрытия из сплава Zn-Ni, слой 22 покрытия из сплава Cu-Sn-Zn и слой 23 твердого смазочного покрытия со стороны соответствующей контактной поверхности 130 или 140.
[0055] Удельная шероховатость контактной поверхности
Шероховатость поверхности (удельная шероховатость поверхности), имеющая среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм, образована на по меньшей мере одной из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14. Удельная шероховатость поверхности образована путем струйной обработки. В этом случае соответствующая контактная поверхность 130 или 140 имеет неровности. В связи с этим адгезионные свойства слоя 21 покрытия из сплава Zn-Ni, который описан ниже, улучшаются за счет якорного эффекта. При улучшении адгезионных свойств слоя 21 покрытия из сплава Zn-Ni резьбовое соединение для труб или трубок имеет улучшенное сопротивление смещению.
[0056] В случае, когда среднеарифметическая шероховатость Ra меньше 1 мкм, а максимальная шероховатость Rz по высоте меньше 10 мкм, не достигается достаточный якорный эффект. С другой стороны, в случае, когда среднеарифметическая шероховатость Ra больше 8 мкм, и в случае, когда максимальная шероховатость Rz по высоте больше 40 мкм, может ухудшаться сопротивление заеданию или газонепроницаемость.
[0057] Нижний предел среднеарифметической шероховатости Ra предпочтительно составляет 1,5 мкм и более предпочтительно 2 мкм. Верхний предел среднеарифметической шероховатости Ra предпочтительно составляет 7 мкм и более предпочтительно 5 мкм. Нижний предел максимальной шероховатости Rz по высоте предпочтительно составляет 12 мкм и более предпочтительно 15 мкм. Верхний предел максимальной шероховатости Rz по высоте предпочтительно составляет 35 мкм и более предпочтительно 30 мкм.
[0058] Среднеарифметическую шероховатость Ra и максимальную шероховатость Rz по высоте, упоминаемые в настоящем описании, измеряют на основе стандарта JIS B 0601 (2013). Максимальную шероховатость Rz по высоте и среднеарифметическую шероховатость Ra измеряют с использованием сканирующего зондового микроскопа (SPI 3800N, производится компанией SII NanoTechnology Inc.). Условиями измерения является количество полученных точек данных 1024 × 1024 на участках образца 2 мкм × 2 мкм в качестве единицы полученных данных. Базовая длина составляет 2,5 мм. Чем больше среднеарифметическая шероховатость Ra и максимальная шероховатость Rz по высоте, тем больше увеличивается площадь контакта со слоем 21 покрытия из сплава Zn-Ni. В связи с этим адгезионные свойства по отношению к слою 21 покрытия из сплава Zn-Ni улучшаются за счет якорного эффекта. При улучшении адгезионных свойств слоя 21 покрытия из сплава Zn-Ni резьбовое соединение для труб или трубок имеет улучшенное сопротивление смещению.
[0059] Струйная обработка может выполняться с использованием хорошо известного способа в соответствии со стандартом JIS Z 0310 (2016). Например, такие способы включают в себя пескоструйную обработку, дробеструйную обработку и обработку металлической крошкой. Требуемая шероховатость поверхности может быть получена путем регулировки типа и размера абразивных зерен, давления струйной обработки, угла выброса, расстояния от форсунки и временного интервала в зависимости от целевого объекта. Если размер абразивных зерен составляет около 100 меш, удельная шероховатость поверхности в соответствии с настоящим изобретением может быть получена сравнительно просто.
[0060] Слой 21 покрытия из сплава Zn-Ni
Слой 21 покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni, образован на контактной поверхности 130 или 140, имеющей удельную шероховатость поверхности. Слой 21 покрытия из сплава Zn-Ni образован, например, путем гальванизации.
[0061] Zn, содержащийся в слое 21 покрытия из сплава Zn-Ni, является основным металлом. В связи с этим за счет образования слоя покрытия, содержащего Zn, на контактной поверхности 130 или 140 слой покрытия подвергается коррозии в первую очередь относительно стального материала (жертвенная защита). В результате резьбовое соединение для труб или трубок имеет улучшенные свойства сопротивления коррозии. Если порядок нанесения слоя 21 покрытия из сплава Zn-Ni и слоя 22 покрытия из сплава Cu-Sn-Zn, который описан ниже, изменен на противоположный, эффект жертвенной защиты за счет Zn не будет достигнут. Соответственно, слой 21 покрытия из сплава Zn-Ni образован на контактной поверхности, которая имеет удельную шероховатость поверхности.
[0062] Сплав Zn-Ni содержит Zn и Ni, а остаток состоит из примесей. Предпочтительное содержание Zn в слое 21 покрытия из сплава Zn-Ni составляет от 85 до 90 мас. %, а предпочтительное содержание Ni составляет от 10 до 15 мас. %. Слой 21 покрытия из сплава Zn-Ni имеет большое содержание Zn. В связи с этим достигается хороший эффект жертвенной защиты.
[0063] Нижний предел содержания Ni в сплаве Zn-Ni более предпочтительно составляет 12 мас. %. Верхний предел содержания Ni в сплаве Zn-Ni более предпочтительно составляет 14 мас. %. Нижний предел содержания Zn в сплаве Zn-Ni более предпочтительно составляет 86 мас. %. Верхний предел содержания Zn в сплаве Zn-Ni более предпочтительно составляет 88 мас. %.
[0064] Химическую композицию слоя 21 покрытия из сплава Zn-Ni измеряют следующим способом. Химическую композицию измеряют с использованием портативного флуоресцентного рентгеновского анализатора (DP2000 (торговое название: DELTA Premium), производится компанией JEOL Ltd.). При измерении анализируют химическую композицию в четырех местах на поверхности (четыре места под углом 0°, 90°, 180° и 270° в окружном направлении резьбового соединения для труб или трубок) слоя 21 покрытия из сплава Zn-Ni. Измеренное содержание Zn и Ni определяют с использованием режима Alloy Plus. Величину, полученную путем деления величины измеренного содержания Ni на общее содержание Zn и Ni, которое было измерено, принимают в качестве содержания Ni (мас. %). Величину, полученную путем деления величины измеренного содержания Zn на общее содержание Zn и Ni, которое было измерено, принимают в качестве содержания Zn (мас. %). Содержание Ni (мас. %) и содержание Zn (мас. %) представляют собой соответствующие средние арифметические значения результатов измерения для четырех мест, в которых анализировалась химическая композиция.
[0065] Твердость слоя 21 покрытия из сплава Zn-Ni предпочтительно представляет собой микротвердость по Виккерсу, составляющую не менее 300. Если твердость слоя 21 покрытия из сплава Zn-Ni, составляет не менее 300, резьбовое соединение для труб или трубок имеет стабильно высокое сопротивление коррозии.
[0066] Нижний предел твердости слоя 21 покрытия из сплава Zn-Ni более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 350, и еще более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 400. Верхний предел твердости слоя 21 покрытия из сплава Zn-Ni особо не ограничен. Однако верхний предел твердости слоя 21 покрытия из сплава Zn-Ni, например, представляет собой микротвердость по Виккерсу, составляющую 700.
[0067] Твердость слоя 21 покрытия из сплава Zn-Ni измеряют следующим образом. Выбирают пять произвольных участков слоя 21 покрытия из сплава Zn-Ni полученного резьбового соединения для труб или трубок. Измеряют твердость по Виккерсу (HV) на каждом из выбранных участков в соответствии со стандартом JIS Z 2244 (2009). Условиями испытания являются комнатная температура при испытании (25°C) и усилие при испытании 2,94 Н (300 гс). Среднее полученных значений (во всех 5 местах) определяют как твердость слоя 21 покрытия из сплава Zn-Ni.
[0068] Толщина слоя 21 покрытия из сплава Zn-Ni предпочтительно составляет от 5 до 20 мкм. Когда толщина слоя 21 покрытия из сплава Zn-Ni составляет 5 мкм или более, свойства сопротивления коррозии резьбового соединения для труб или трубок могут быть стабильно улучшены. Когда толщина слоя 21 покрытия из сплава Zn-Ni составляет не более 20 мкм, обеспечиваются стабильные адгезионные свойства покрытия. Соответственно, толщина слоя 21 покрытия из сплава Zn-Ni предпочтительно составляет от 5 до 20 мкм.
[0069] Нижний предел толщины слоя 21 покрытия из сплава Zn-Ni более предпочтительно составляет 6 мкм и еще более предпочтительно 8 мкм. Верхний предел толщины слоя 21 покрытия из сплава Zn-Ni более предпочтительно составляет 18 мкм и еще более предпочтительно 15 мкм.
[0070] Толщину слоя 21 покрытия из сплава Zn-Ni измеряют следующим образом. Зонд вихретокового фазового измерителя толщины пленки, соответствующего ISO (Международная организация по стандартизации) 21968 (2005), приводят в контакт со слоем 21 покрытия из сплава Zn-Ni. Измеряют разность фаз между высокочастотным магнитным полем на входной стороне зонда и вихревым током на слое 21 покрытия из сплава Zn-Ni, который был возбужден высокочастотным магнитным полем. Преобразуют разность фаз в толщину слоя 21 покрытия из сплава Zn-Ni.
[0071] Слой 22 покрытия из сплава Cu-Sn-Zn
Слой 22 покрытия из сплава Cu-Sn-Zn образован на слое 21 покрытия из сплава Zn-Ni. Слой 22 покрытия из сплава Cu-Sn-Zn образован, например, путем гальванизации.
[0072] Слой 22 покрытия из сплава Cu-Sn-Zn состоит из сплава Cu-Sn-Zn. Слой 22 покрытия из сплава Cu-Sn-Zn имеет высокую твердость и температуру плавления. В связи с этим даже при многократном свинчивании и развинчивании резьбовое соединение для труб или трубок имеет высокое сопротивление смещению.
[0073] Сплав Cu-Sn-Zn содержит Cu, Sn и Zn, а остаток состоит из примесей. В слое 22 покрытия из сплава Cu-Sn-Zn предпочтительное содержание Cu составляет от 40 до 70 мас. %, предпочтительное содержание Sn составляет от 20 до 50 мас. %, а предпочтительное содержание Zn составляет от 2 до 20 мас. %.
[0074] Нижний предел содержания Cu в сплаве Cu-Sn-Zn более предпочтительно составляет 45 мас. % и еще более предпочтительно 50 мас. %. Верхний предел содержания Cu в сплаве Cu-Sn-Zn более предпочтительно составляет 65 мас. % и еще более предпочтительно 60 мас. %. Нижний предел содержания Sn в сплаве Cu-Sn-Zn более предпочтительно составляет 25 мас. % и еще более предпочтительно 30 мас. %. Верхний предел содержания Sn в сплаве Cu-Sn-Zn более предпочтительно составляет 45 мас. % и еще более предпочтительно 40 мас. %. Нижний предел содержания Zn в сплаве Cu-Sn-Zn более предпочтительно составляет 5 мас. % и еще более предпочтительно 10 мас. %. Верхний предел содержания Zn в сплаве Cu-Sn-Zn более предпочтительно составляет 18 мас. % и еще более предпочтительно 15 мас. %. Химическую композицию слоя 22 покрытия из сплава Cu-Sn-Zn измеряют тем же способом, что и способ, используемый для измерения химической композиции слоя 21 покрытия из сплава Zn-Ni, который описан выше.
[0075] Твердость слоя 22 покрытия из сплава Cu-Sn-Zn предпочтительно представляет собой микротвердость по Виккерсу, составляющую не менее 500. Если твердость слоя 22 покрытия из сплава Cu-Sn-Zn составляет не менее 500, резьбовое соединение для труб или трубок имеет стабильно высокое сопротивление смещению. Твердость слоя 22 покрытия из сплава Cu-Sn-Zn измеряют тем же способом, что и способ, используемый для измерения твердости слоя 21 покрытия из сплава Zn-Ni, который описан выше.
[0076] Нижний предел твердости слоя 22 покрытия из сплава Cu-Sn-Zn более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 550, и еще более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 600. Верхний предел твердости слоя 22 покрытия из сплава Cu-Sn-Zn особо не ограничен. Однако верхний предел твердости слоя 22 покрытия из сплава Cu-Sn-Zn, например, представляет собой микротвердость по Виккерсу, составляющую 800.
[0077] Толщина слоя 22 покрытия из сплава Cu-Sn-Zn предпочтительно составляет от 5 до 20 мкм. Когда толщина слоя 22 покрытия из сплава Cu-Sn-Zn составляет 5 мкм или более, сопротивление смещению резьбового соединения для труб или трубок может быть стабильно увеличено. Когда толщина слоя 22 покрытия из сплава Cu-Sn-Zn составляет не более 20 мкм, обеспечиваются стабильные адгезионные свойства покрытия. Соответственно, толщина слоя 22 покрытия из сплава Cu-Sn-Zn предпочтительно составляет от 5 до 20 мкм. Толщину слоя 22 покрытия из сплава Cu-Sn-Zn измеряют тем же способом, что и способ, используемый для измерения толщины слоя 21 покрытия из сплава Zn-Ni, который описан выше.
[0078] Нижний предел толщины слоя 22 покрытия из сплава Cu-Sn-Zn более предпочтительно составляет 6 мкм и еще более предпочтительно 8 мкм. Верхний предел толщины слоя 22 покрытия из сплава Cu-Sn-Zn более предпочтительно составляет 18 мкм и еще более предпочтительно 15 мкм.
[0079] Слой 23 твердого смазочного покрытия
Слой 23 твердого смазочного покрытия образован на слое 22 покрытия из сплава Cu-Sn-Zn. За счет слоя 23 твердого смазочного покрытия улучшается смазываемость резьбового соединения для труб или трубок. Слой 23 твердого смазочного покрытия содержит связующее вещество и смазочную добавку. В настоящем варианте выполнения связующее вещество, которое содержит слой 23 твердого смазочного покрытия, представляет собой по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы. В настоящем варианте выполнения слой 23 твердого смазочного покрытия содержит частицы фторсодержащей смолы. При необходимости слой 23 твердого смазочного покрытия может содержать растворитель и другие компоненты.
[0080] Соответствующие компоненты слоя 23 твердого смазочного покрытия подробно описаны ниже.
[0081] Связующее вещество
Связующее вещество способствует связыванию смазочной добавки и слоя 23 твердого смазочного покрытия. В настоящем варианте выполнения связующее вещество представляет собой по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы. В настоящем варианте выполнения слой 23 твердого смазочного покрытия может дополнительно содержать другое связующее вещество.
[0082] В качестве связующего вещества может использоваться один или более типов, выбранных из группы, состоящей из органической смолы, неорганической смолы и их смеси. В случае использования органической смолы может использоваться термореактивная смола или термопластичная смола. Термореактивная смола, например, представляет собой один или более типов, выбранных из группы, состоящей из эпоксидной смолы, полиимидной смолы, поликарбодиимидной смолы, полиэфирсульфоновой смолы, полиэфирэфиркетоновой смолы, фенольной смолы, фурановой смолы, мочевинной смолы и акриловой смолы. Термопластичная смола, например, представляет собой один или более типов, выбранных из группы, состоящей из полиамидимидной смолы, полиэтиленовой смолы, полипропиленовой смолы, полистирольной смолы и этиленвинилацетатной смолы.
[0083] В случае использования неорганической смолы может использоваться полиметаллоксан. Выражение «полиметаллоксан» относится к макромолекулярному соединению, в котором скелетом основной цепи являются повторяющиеся металл-кислородные связи. Предпочтительно неорганическая смола представляет собой один или более типов, выбранных из группы, состоящей из полититаноксана (Ti-O) и полисилоксана (Si-O). Эти неорганические смолы получают путем гидролиза и конденсации алкоксида металла. Алкоксигруппа алкоксида металла, например, представляет собой низшую алкоксигруппу, например, метоксигруппу, этоксигруппу, пропоксигруппу, изопропоксигруппу, изобутоксигруппу, бутоксигруппу или трет-бутоскигруппу.
[0084] Если температура плавления связующего вещества является слишком высокой, нанесение композиции путем нанесения горячего расплава затрудняется. С другой стороны, если температура плавления связующего вещества является слишком низкой, слой 23 твердого смазочного покрытия в условиях высокой температуры может размягчаться, и, следовательно, адгезионные свойства могут ухудшаться. Таким образом, связующее вещество предпочтительно содержит по меньшей мере один тип смолы, выбранный из группы, состоящей из этиленвинилацетатной смолы, имеющей температуру плавления (или температуру размягчения) в диапазоне от 80 до 320°C, и полиолефиновой смолы, имеющей температуру плавления (или температуру размягчения) в диапазоне от 80 до 320°C. Более предпочтительно связующее вещество содержит по меньшей мере один тип смолы, выбранный из группы, состоящей из этиленвинилацетатной смолы, имеющей температуру плавления (или температуру размягчения) в диапазоне от 90 до 200°C, и полиолефиновой смолы, имеющей температуру плавления (или температуру размягчения) в диапазоне от 90 до 200°C.
[0085] Этиленвинилацетатная смола предпочтительно представляет собой смесь двух или более этиленвинилацетатных смол, имеющих разные температуры плавления для предотвращения быстрого размягчения из-за повышения температуры. Подобным образом полиолефиновая смола предпочтительно представляет собой смесь двух или более полиолефиновых смол, имеющих разные температуры плавления.
[0086] Содержание связующего вещества в слое 23 твердого смазочного покрытия предпочтительно находится в диапазоне от 60 до 80 мас. %. Когда содержание связующего вещества составляет не менее 60 мас. %, слой 23 твердого смазочного покрытия имеет дополнительно улучшенные адгезионные свойства. Когда содержание связующего вещества составляет не более 80 мас. %, слой 23 твердого смазочного покрытия лучше сохраняет смазывающую способность.
[0087] Нижний предел содержания связующего вещества в слое 23 твердого смазочного покрытия более предпочтительно составляет 65 мас. % и еще более предпочтительно 68 мас. %. Верхний предел содержания связующего вещества в слое 23 твердого смазочного покрытия более предпочтительно составляет 78 мас. % и еще более предпочтительно 75 мас. %.
[0088] Частицы фторсодержащей смолы
Слой 23 твердого смазочного покрытия содержит частицы фторсодержащей смолы.
[0089] Частицы фторсодержащей смолы представляют собой один или более типов, выбранных из группы, состоящей из PTFE (политетрафторэтилен), PFA (сополимер тетрафторэтилена и перфторалкилвинилового эфира), FEP (сополимер тетрафторэтилена и гексафторпропилена (4,6 фторид)), ETFE (сополимер тетрафторэтилена и этилена), PVDF (поливинилидендифторид (2 фторид)) и PCTFE (полихлортрифторэтилен (3 фторид)). В настоящем варианте выполнения, в частности, предпочтителен PTFE.
[0090] Частицы фторсодержащей смолы представляют собой частицы полимера с высоким молекулярным весом, имеющего связь C-F в молекулярной структуре. Связь C-F частиц фторсодержащей смолы является прочной. За счет наличия такой молекулярной структуры частицы фторсодержащей смолы имеют превосходные свойства химической стойкости, теплостойкости и электрические характеристики. Хотя частицы фторсодержащей смолы имеют очень низкий коэффициент трения при низком межповерхностном давлении при температуре 100°C или ниже, коэффициент трения увеличивается в случае высокого межповерхностного давления и температуры более 100°C. В таком случае может быть получено высокое сопротивление ΔT' крутящему моменту на заплечиковых участках. В частности, частицы фторсодержащей смолы способствуют уменьшению трения во время контакта на заплечиковых участках, при котором между металлическими уплотнительными участками 16 и 19 и заплечиковыми участками 17 и 18 существует низкое межповерхностное давление, и величина выделения теплоты трения все еще является небольшой, что снижает крутящий момент при контакте заплечиковых участков. С другой стороны, в случае высокого межповерхностного давления и температуры более 100°C из-за выделения теплоты трения величина создаваемого трения быстро возрастает. Частицы фторсодержащей смолы также затрудняют пластическую деформацию металлических уплотнительных участков 16 и 19 и заплечиковых участков 17 и 18 даже в случае высокого крутящего момента. Предпочтительное содержание частиц фторсодержащей смолы находится в диапазоне от 2 мас. % до 20 мас. %. Нижний предел содержания частиц фторсодержащей смолы более предпочтительно составляет 5 мас. % и еще более предпочтительно 8 мас. %. Верхний предел содержания частиц фторсодержащей смолы более предпочтительно составляет 15 мас. % и еще более предпочтительно 12 мас. %.
[0091] В настоящем варианте выполнения слой 23 твердого смазочного покрытия может дополнительно содержать смазочную добавку.
[0092] Выражение «смазочная добавка» в общем относится к добавкам, имеющим смазывающую способность. Смазочная добавка снижает коэффициент трения на поверхности слоя 23 твердого смазочного покрытия. Смазочные добавки можно разделить на следующие пять типов. Смазочная добавка включает в себя по меньшей мере один тип, выбранный из группы, состоящей из следующих компонентов (1)-(5):
(1) Смазочные добавки, имеющие особую кристаллическую структуру, например, чешуйчатую гексагональную кристаллическую структуру, в которой легко происходит скольжение, и которая тем самым обеспечивает смазывающую способность (например, графит, оксид цинка и нитрид бора);
(2) Смазочные добавки, включающие в себя реактивный элемент в дополнение к особой кристаллической структуре и в связи с этим имеющие смазывающую способность (например, дисульфид молибдена, дисульфид вольфрама, фторид графита, сульфид олова и сульфид висмута);
(3) Смазочные добавки, обладающие смазывающей способностью за счет химической реактивности (например, тиосульфатные соединения);
(4) Смазочные добавки, обладающие смазывающей способностью за счет пластичности или вязкопластичности при трении (например, полиамид); и
(5) Смазочные добавки, которые находятся в жидкой форме или в форме консистентной смазки и обладают смазывающей способностью за счет присутствия на границе между контактными поверхностями и предотвращения прямого межповерхностного контакта (например, перфторполиэфир (PFPE)).
[0093] Может использоваться любая из вышеуказанных смазочных добавок (1)-(5). Две или более из вышеуказанных смазочных добавок (1)-(5) могут использоваться в сочетании в дополнение к частицам фторсодержащей смолы. То есть в дополнение к PTFE слой 23 твердого смазочного покрытия может дополнительно содержать один или более типов смазочной добавки, выбранных из группы, состоящей из графита, оксида цинка нитрида бора, дисульфида молибдена, дисульфида вольфрама, фторида графита, сульфида олова, сульфида висмута, тиосульфатных соединений, полиамида и перфторполиэфира (PFPE).
[0094] Содержание смазочной добавки в слое 23 твердого смазочного покрытия предпочтительно находится в диапазоне от 10 до 25 мас. %. Когда содержание смазочной добавки составляет 10 мас. % или более, сопротивление ΔT' крутящему моменту на заплечиковых участках дополнительно увеличивается. С другой стороны, когда содержание смазочной добавки составляет не более 25 мас. %, прочность слоя 23 твердого смазочного покрытия дополнительно увеличивается. В связи с этим износ слоя 23 твердого смазочного покрытия может быть предотвращен.
[0095] Нижний предел содержания смазочной добавки в слое 23 твердого смазочного покрытия более предпочтительно составляет 12 мас. % и еще более предпочтительно 15 мас. %. Верхний предел содержания смазочной добавки в слое 23 твердого смазочного покрытия более предпочтительно составляет 23 мас. % и еще более предпочтительно 20 мас. %.
[0096] В случае необходимости растворения или диспергирования смазочной добавки и связующего вещества используется растворитель. Растворитель особо не ограничен при условии, что растворитель может диспергировать или растворять компоненты, содержащиеся в слое 23 твердого смазочного покрытия. В качестве растворителя может использоваться органический растворитель или вода. Примеры органического растворителя включают в себя толуол и изопропиловый спирт. Хотя большая часть растворителя улетучивается при образовании слоя 23 твердого смазочного покрытия, например, 1 мас. % или менее может оставаться в слое 23 твердого смазочного покрытия.
[0097] Другие компоненты
Слой 23 твердого смазочного покрытия в соответствии с настоящим вариантом выполнения может содержать в дополнение к вышеописанным компонентам небольшие количества добавок, например, антикоррозийную добавку, пластификатор, поверхностно-активное вещество, краситель, антиоксидант и неорганический порошок для регулировки свойств скольжения. Примеры неорганического порошка включают в себя порошок диоксида титана и порошок оксида висмута. Содержание других компонентов, например, составляет не более 5 мас. %. Композиция может дополнительно включать в себя добавки, например, противозадирный агент и жидкую смазку, в очень малых количествах, т.е. не более 2 мас. %. Содержание других компонентов в слое 23 твердого смазочного покрытия, например, составляет не более 10 мас. %.
[0098] Твердость слоя 23 твердого смазочного покрытия предпочтительно представляет собой микротвердость по Виккерсу в диапазоне от 15 до 25. Когда твердость слоя 23 твердого смазочного покрытия находится в диапазоне от 15 до 25, сопротивление ΔT' крутящему моменту на заплечиковых участках дополнительно увеличивается. Твердость слоя 23 твердого смазочного покрытия измеряют тем же способом, что и способ, используемый для измерения твердости слоя 21 покрытия из сплава Zn-Ni, который описан выше.
[0099] Нижний предел твердости слоя 23 твердого смазочного покрытия более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 16, и еще более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 18. Верхний предел твердости слоя 23 твердого смазочного покрытия более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 24, и еще более предпочтительно представляет собой микротвердость по Виккерсу, составляющую 22.
[0100] Толщина слоя 23 твердого смазочного покрытия предпочтительно составляет от 10 до 40 мкм. Когда толщина слоя 23 твердого смазочного покрытия составляет 10 мкм или более, может стабильно обеспечиваться высокая смазывающая способность. С другой стороны, когда толщина слоя 23 твердого смазочного покрытия составляет не более 40 мкм, обеспечиваются стабильные адгезионные свойства слоя 23 твердого смазочного покрытия. Кроме того, когда толщина слоя 23 твердого смазочного покрытия составляет не более 40 мкм, поскольку допуск резьбы (зазор) поверхностей скольжения расширяется, межповерхностное давление во время скольжения уменьшается. В связи с этим может быть предотвращено чрезмерное увеличение крутящего момента свинчивания. Соответственно, толщина слоя 23 твердого смазочного покрытия предпочтительно составляет от 10 до 40 мкм.
[0101] Нижний предел толщины слоя 23 твердого смазочного покрытия более предпочтительно составляет 15 мкм и еще более предпочтительно 20 мкм. Верхний предел толщины слоя 23 твердого смазочного покрытия более предпочтительно составляет 35 мкм и еще более предпочтительно 30 мкм.
[0102] Толщину слоя 23 твердого смазочного покрытия измеряют следующим способом. Подготавливают ниппель 13 или муфту 14, которая включает в себя слой 23 твердого смазочного покрытия. Разрезают ниппель 13 или муфту 14 перпендикулярно осевому направлению трубы. Рассматривают разрез, включающий в себя слой 23 твердого смазочного покрытия, под микроскопом. Увеличение при рассмотрении разреза под микроскопом составляет ×500. За счет этого определяют толщину слоя 23 твердого смазочного покрытия. Среднее арифметическое измеренных значений в трех произвольных положениях принимают в качестве толщины слоя 23 твердого смазочного покрытия.
[0103] Твердое антикоррозийное покрытие
Вышеуказанное резьбовое соединение для труб или трубок имеет удельную шероховатость поверхности на по меньшей мере одной из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14. Резьбовое соединение для труб или трубок дополнительно включает в себя слой 21 покрытия из сплава Zn-Ni, слой 22 покрытия из сплава Cu-Sn-Zn и слой 23 твердого смазочного покрытия на контактной поверхности 130 или 140, которая имеет удельную шероховатость поверхности. Резьбовое соединение для труб или трубок может дополнительно включать в себя твердое антикоррозийное покрытие на другой из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14. Как описано выше, резьбовое соединение для труб или трубок в некоторых случаях хранится в течение длительного периода времени перед фактическим использованием. В таком случае твердое антикоррозийное покрытие, если оно образовано, улучшает антикоррозионные свойства ниппеля 13 или муфты 14.
[0104] Твердое антикоррозийное покрытие, например, представляет собой хроматное покрытие, состоящее из хромата. Хроматное покрытие получают путем хорошо известной обработки трехвалентным хроматирование.
[0105] Твердое антикоррозийное покрытие не ограничивается хроматным покрытием. Другое твердое антикоррозийное покрытие содержит, например, УФ-отверждаемую смолу. В этом случае твердое антикоррозийное покрытие имеет прочность, достаточную для предотвращения разрыва, который может быть вызван усилием, прикладываемым во время крепления защитного элемента. Кроме того, твердое антикоррозийное покрытие не растворяется даже при воздействии конденсационной воды, связанной с точкой росы, во время транспортировки или хранения. Кроме того, даже при высоких температурах более 40°C твердое антикоррозийное покрытие не размягчается. УФ-отверждаемая смола представляет собой смоляную композицию, хорошо известную в уровне техники. УФ-отверждаемая смола особо не ограничена при условии, что она включает в себя мономеры, олигомеры и инициаторы фотополимеризации и может быть фотополимеризована путем облучения ультрафиолетовым светом для образования отвержденного покрытия.
[0106] Удельная шероховатость поверхности, слой 21 покрытия из сплава Zn-Ni, слой 22 покрытия из сплава Cu-Sn-Zn и слой 23 твердого смазочного покрытия могут быть образованы на другой контактной поверхности 130 или 140 резьбового соединения для труб или трубок, а вышеуказанное твердое антикоррозийное покрытие может быть образовано на слое 23 твердого смазочного покрытия, или твердое антикоррозийное покрытие может быть образовано непосредственно на другой контактной поверхности 130 или 140.
[0107] Основной металл резьбового соединения для труб или трубок
Композиция основного металла резьбового соединения для труб или трубок особо не ограничена. Примеры основного металла включают в себя углеродистые стали, нержавеющие стали и легированные стали. Среди легированных сталей высоколегированные стали, например, дуплексные нержавеющие стали, которые содержат легирующие элементы, например, Cr, Ni и Mo и сплав Ni, имеют высокое сопротивление коррозии. Следовательно, при использовании высоколегированных сталей в качестве основного металла обеспечивается превосходное сопротивление коррозии в агрессивной среде, которая содержит сероводород или диоксид углерода или т.п.
[0108] Способ изготовления
Способ изготовления резьбового соединения для труб или трубок в соответствии с настоящим вариантом выполнения включает в себя этап образования шероховатости поверхности, этап образования слоя покрытия из сплава Zn-Ni, этап образования слоя покрытия из сплава Cu-Sn-Zn и этап образования слоя твердого смазочного покрытия. Эти этапы выполняют в следующем порядке: этап образования шероховатости поверхности, этап образования слоя покрытия из сплава Zn-Ni, этап образования слоя покрытия из сплава Cu-Sn-Zn и этап образования слоя твердого смазочного покрытия.
[0109] Этап образования шероховатости поверхности
На этапе образования шероховатости поверхности на по меньшей мере одной из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14 образуют удельную шероховатость поверхности. На этапе образования шероховатости поверхности удельную шероховатость поверхности образуют путем струйной обработки с использованием устройства для струйной обработки.
[0110] Струйная обработка может быть выполнена известным способом в соответствии со стандартом JIS Z 0310 (2016). Например, такие способы включают в себя пескоструйную обработку, дробеструйную обработку и обработку металлической крошкой. Например, при пескоструйной обработке материал (абразив) для струйной обработки смешивают со сжатым воздухом, и эту смесь подают на контактную поверхность 130 или 140. Шероховатость контактной поверхности 130 и 140 может быть увеличена путем струйной обработки. Пескоструйная обработка может выполняться способом, известным в уровне техники. Например, воздух сжимают компрессором, и материал для струйной обработки смешивают со сжатым воздухом. Материал для струйной обработки может быть выполнен, например, из нержавеющей стали, алюминия, керамики или оксида алюминия.
[0111] Требуемая удельная шероховатость поверхности может быть получена путем регулировки типа и размера абразивных зерен, давления струйной обработки, угла выброса, расстояния от форсунки и временного интервала в зависимости от целевого объекта. Если размер абразивных зерен составляет около 100 меш, удельная шероховатость поверхности в соответствии с настоящим изобретением может быть получена сравнительно просто. За счет этого на поверхности резьбового соединения для труб или трубок образуют удельную шероховатость поверхности. Удельная шероховатость поверхности представляет собой среднеарифметическую шероховатость Ra в диапазоне от 1 до 8 мкм и максимальную шероховатость Rz по высоте в диапазоне от 10 до 40 мкм.
[0112] Этап образования слоя 21 покрытия из сплава Zn-Ni
На этапе образования слоя 21 покрытия из сплава Zn-Ni на контактной поверхности 130 или 140, на которой образована удельная шероховатость поверхности, образуют слой 21 покрытия из сплава Zn-Ni, состоящий из сплава Zn-Ni. Слой 21 покрытия из сплава Zn-Ni образуют путем гальванизации. Гальванизацию выполняют путем погружения по меньшей мере одной из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14, на которой была образована шероховатость поверхности, в гальваническую ванну, содержащую ионы цинка и ионы никеля, и пропускания тока через контактную поверхность 130 или 140. Может использоваться гальваническая ванна, представленная на рынке. Гальваническая ванна предпочтительно содержит ионы цинка в количестве от 1 до 100 г/л и ионы никеля в количестве от 1 до 50 г/л. Условия гальванизации могут установлены соответствующим образом. Условиями гальванизации являются, например, pH гальванической ванны от 1 до 10, температура гальванической ванны от 10 до 60°C, плотность тока от 1 до 100 А/дм2 и время обработки от 0,1 до 30 минут.
[0113] Этап образования слоя 22 покрытия из сплава Cu-Sn-Zn
На этапе образования слоя 22 покрытия из сплава Cu-Sn-Zn на слое 21 покрытия из сплава Zn-Ni образуют слой 22 покрытия из сплава Cu-Sn-Zn, состоящий из сплава Cu-Sn-Zn. Слой 22 покрытия из сплава Cu-Sn-Zn образуют путем гальванизации. Гальванизацию выполняют путем погружения контактной поверхности 130 или 140, на который образован слой 21 покрытия из сплава Zn-Ni, ниппеля 13 или муфты 14 в гальваническую ванну, содержащую ионы меди, ионы олова и ионы цинка, и пропускания тока через контактную поверхность 130 или 140. Гальваническая ванна предпочтительно содержит ионы меди в количестве от 1 до 50 г/л, ионы олова в количестве от 1 до 50 г/л и ионы цинка в количестве от 1 до 50 г/л. Условия гальванизации могут установлены соответствующим образом. Условиями гальванизации являются, например, pH гальванической ванны от 1 до 14, температура гальванической ванны от 10 до 60°C, плотность тока от 1 до 100 А/дм2 и время обработки от 0,1 до 40 минут.
[0114] Этап образования слоя 23 твердого смазочного покрытия
Этап образования слоя 23 твердого смазочного покрытия выполняют после этапа образования слоя 22 покрытия из сплава Cu-Sn-Zn. Этап образования слоя 23 твердого смазочного покрытия включает в себя этап нанесения и этап отверждения. На этапе нанесения вышеуказанную композицию наносят на слой 22 покрытия из сплава Cu-Sn-Zn. На этапе отверждения отверждают композицию, которая была нанесена на контактную поверхность 130 или 140, для образования слоя 23 твердого смазочного покрытия.
[0115] Сначала готовят композицию. Композиция без растворителя может быть приготовлена, например, путем нагрева связующего вещества до расплавленного состояния, добавления смазочной добавки, антикоррозийной добавки и пластификатора и смешивания их. Композиция может быть изготовлена из порошковой смеси, приготовленной путем смешивания всех компонентов в форме порошка. Композиция с растворителем может быть приготовлена, например, путем растворения или диспергирования связующего вещества, смазочной добавки, антикоррозийной добавки и пластификатора в растворителе и смешивания их.
[0116] Этап нанесения
На этапе нанесения композицию наносят на контактную поверхность 130 или 140 способом, известным в уровне техники. В случае композиции без растворителя для нанесения композиции может быть применено нанесение горячего расплава. При нанесении горячего расплава композицию нагревают для расплавления связующего вещества до жидкого состояния с низкой вязкостью. Композиция в жидком состоянии может быть распылена из распылительного пистолета с функцией поддержания температуры. Композицию нагревают и расплавляют в резервуаре, включающем в себя подходящий механизм перемешивания, подают с помощью дозирующего насоса в распылительную головку (поддерживаемую при заданной температуре) распылительного пистолета с помощью компрессора и распыляют. Поддерживаемые температуры для внутренней части резервуара и распылительной головки регулируют в соответствии с температурой плавления связующего вещества в композиции. Вместо нанесения покрытия распылением может быть применен другой способ нанесения, например, нанесение кистью или нанесение методом окунания. Температура, до которой нагревают композицию, предпочтительно выше, чем температура плавления связующего вещества на 10-50°C. Перед нанесением композиции по меньшей мере одну контактную поверхность 130 или 140, на которую должна быть нанесена композиция, ниппеля 13 или муфты 14 предпочтительно нагревают до температуры выше, чем температура плавления основы. Это позволяет получить хорошие свойства покрытия. В случае композиции с растворителем композицию в форме раствора наносят на контактную поверхность 130 или 140 распылением или другим способом. В этом случае вязкость композиции необходимо отрегулировать, чтобы она могла быть нанесена путем распыления в среде с нормальной температурой и давлением.
[0117] Этап отверждения
На этапе отверждения отверждают композицию, нанесенную на контактную поверхность 130 или 140, для образования слоя 23 твердого смазочного покрытия. В случае композиции без растворителя слой 23 твердого смазочного покрытия образуют путем охлаждения композиции, нанесенной на контактную поверхность 130 или 140, позволяя композиции в расплавленном состоянии затвердеть. Охлаждения может выполняться способом, известным в уровне техники. Примеры охлаждения включают в себя естественное охлаждения и охлаждение воздухом. В случае композиции с растворителем слой 23 твердого смазочного покрытия образуют путем сушки композиции, нанесенной на контактную поверхность 130 или 140, для отверждения композиции. Сушка может выполняться способом, известным в уровне техники. Примеры сушки включают в себя естественную сушку, сушку воздухом низкой температуры и вакуумную сушку. Этап отверждения может выполняться путем быстрого охлаждения с использованием, например, системы охлаждения газообразным азотом или системы охлаждения диоксидом углерода. В случае выполнения быстрого охлаждения охлаждение выполняют непрямым образом на противоположной поверхности относительно контактной поверхности 130 или 140 (в случае муфты 14 на внешней поверхности стальной трубы 11 или соединителя 12, а в случае ниппеля 13 на внутренней поверхности стальной трубы 11). Это предотвращает разрушение слоя 23 твердого смазочного покрытия, которое может быть вызвано быстрым охлаждением.
[0118] Ниппель 13 или муфта 14, на которую была нанесена композиция, может быть высушена путем нагрева. Для выполнения сушки путем нагрева может использоваться представленное на рынке оборудование для прямой сушки. За счет этого композиция затвердевает, и на слое 22 покрытия из сплава Cu-Sn-Zn образуется слой 23 твердого смазочного покрытия. Условия сушки путем нагрева могут быть установлены соответствующим образом с учетом температуры кипения и температуры плавления или т.п. каждого компонента, содержащегося в композиции.
[0119] Образование твердого антикоррозийного покрытия (обработка трехвалентным хроматированием)
Как описано выше, по меньшей мере одну из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14 подвергают этапу образования шероховатости поверхности, этапу образования слоя 21 покрытия из сплава Zn-Ni, этапу образования слоя 22 покрытия из сплава Cu-Sn-Zn и этапу образования слоя 23 твердого смазочного покрытия для образования удельной шероховатости поверхности, слоя 21 покрытия из сплава Zn-Ni, слоя 22 покрытия из сплава Cu-Sn-Zn и слоя 23 твердого смазочного покрытия.
[0120] С другой стороны, удельная шероховатость поверхности, слой 21 покрытия из сплава Zn-Ni, слой 22 покрытия из сплава Cu-Sn-Zn и слой 23 твердого смазочного покрытия также могут быть образованы на другой контактной поверхности 130 или 140 ниппеля 13 или муфты 14, или слой покрытия и/или твердое антикоррозийное покрытие может быть образовано на другой контактной поверхности 130 или 140 ниппеля 13 или муфты 14. Далее описан случай, когда на другой контактной поверхности 130 или 140 образованы слой 21 покрытия из сплава Zn-Ni и твердое антикоррозийное покрытие, состоящее из хроматного покрытия.
[0121] В этом случае для образования слоя 21 покрытия из сплава Zn-Ni выполняют вышеописанный этап гальванизации. После этапа гальванизации для образования твердого антикоррозийного покрытия выполняют обработку трехвалентным хроматированием. Обработка трехвалентным хроматированием представляет собой обработку для образования хроматного покрытия трехвалентным хромом (хроматное покрытие). Хроматное покрытие, образованное путем обработки трехвалентным хроматированием, предотвращает белую ржавчину, которая может появляться на поверхности слоя 21 покрытия из сплава Zn-Ni. Это улучшает внешний вид изделия. Обработка трехвалентным хроматированием может выполняться способом, известным в уровне техники. Например, по меньшей мере одну из контактных поверхностей 130 и 140 ниппеля 13 и муфты 14 погружают в раствор для хроматирования, или раствор для хроматирования распыляют на контактную поверхность 130 или 140. После этого контактную поверхность промывают водой. Контактная поверхность 130 или 140 может быть погружена в раствор для хроматирования и после пропускания тока промыта водой. Раствор для хроматирования может быть нанесен на контактную поверхность 130 или 140 и высушен путем нагрева. Условия обработки для трехвалентного хроматирования могут быть установлены соответствующим образом.
[0122] Подготовка поверхности
При необходимости способ изготовления может включать в себя этап подготовки поверхности перед этапом образования шероховатости поверхности, этапом образования слоя 21 покрытия из сплава Zn-Ni и этапом образования слоя 22 покрытия из сплава Cu-Sn-Zn. Этап подготовки поверхности включает в себя, например, травление и щелочное обезжиривание. На этапе подготовки поверхности убирается масло или т.п., налипшее на контактную поверхность 130 и 140.
Пример
[0123] Ниже будет описан пример. В примере контактная поверхность ниппеля называется поверхностью ниппеля, а контактная поверхность муфты называется поверхностью муфты. Процент в примере означает массовый процент.
[0124] В настоящем примере был использован VAM21 (зарегистрированный товарный знак), производимый компанией NIPPON STEEL & SUMITOMO METAL CORPORATION. VAM21 (зарегистрированный товарный знак) представляет собой резьбовое соединение для труб или трубок, имеющее наружный диаметр 24,448 см (9-5/8 дюймов) и толщину стенки 1,199 см (0,472 дюйма). Марка стали - сталь 13Cr. Сталь 13Cr имеет следующую композицию: C: 0,19%, Si: 0,25%, Mn: 0,8%, P: 0,02%, S: 0,01%, Cu: 0,04%, Ni: 0,10%, Cr: 13,0%, Mo: 0,04%, и остаток: Fe и примеси.
[0125] На поверхности ниппеля и поверхности муфты в каждом испытании была выполнена финишная машинная шлифовка. После этого для каждого испытания, которое указано в Таблице 2 и Таблице 3, была выполнена струйная обработка. В качестве струйной обработки была выполнена пескоструйная обработка (абразивные зерна 100 меш) для придания шероховатости поверхности. Среднеарифметическая шероховатость Ra и максимальная шероховатость Rz по высоте для каждого испытания были такими, как указано в Таблице 2 и Таблице 3. Среднеарифметическая шероховатость Ra и максимальная шероховатость Rz по высоте были измерены на основе стандарта JIS B 0601 (2013). Измерение среднеарифметической шероховатости Ra и максимальной шероховатости Rz по высоте было выполнено с использованием сканирующего зондового микроскопа (SPI 3800N, производится компанией SII NanoTechnology Inc.). Условия измерения представляли собой количество полученных точек данных 1024 × 1024 на участках образца 2 мкм × 2 мкм в качестве единицы полученных данных.
[0126] Таблица 2
[0127] Таблица 3
[0128] После этого были образованы слои покрытия из сплава Zn-Ni, слои покрытия из сплава Cu-Sn-Zn, слои твердого смазочного покрытия и/или твердое антикоррозийное покрытие, указанные в Таблице 2 и Таблице 3, и были подготовлены ниппель и муфта для каждого испытания.
[0129] Способы образования слоя покрытия из сплава Zn-Ni, слоя покрытия из сплава Cu-Sn-Zn, слоя твердого смазочного покрытия и твердого антикоррозийного покрытия были таким, как описано выше. Твердость и толщина каждого из слоя покрытия из сплава Zn-Ni, слоя покрытия из сплава Cu-Sn-Zn, слоя твердого смазочного покрытия и твердого антикоррозийного покрытия были такими, как указано в Таблице 2 и Таблице 3. Следует отметить, что слой твердого смазочного покрытия, образованный на поверхности муфты в Испытании № 12, был очень мягким, и микротвердость по Виккерсу не была измерена.
[0130] Испытание № 1
В Испытании № 1 на поверхность ниппеля путем гальванизации было нанесено покрытие из сплава Zn-Ni для образования на ней слоя покрытия из сплава Zn-Ni. В качестве гальванической ванны для нанесения покрытия из сплава Zn-Ni была использована DAIN Zinalloy N-PL (торговое название), производимая компанией Daiwa Fine Chemicals Co., Ltd. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 6,5, температура гальванической ванны 25°C, плотность тока 2А/дм2 и время обработки 18 минут. Слой покрытия из сплава Zn-Ni имел следующую композицию: Zn: 85% и Ni: 15%. Кроме того, на полученном слое покрытия из сплава Zn-Ni была выполнена обработка трехвалентным хроматированием для образования твердого антикоррозийного покрытия. В качестве раствора для обработки трехвалентным хроматированием был использован DAIN Chromate TR-02 (торговое название), производимый компанией Daiwa Fine Chemicals Co., Ltd. Обработка трехвалентным хроматированием выполнялась при следующих условиях: pH ванны 4,0, температура ванны 25°C и время обработки 50 секунд.
[0131] На поверхности муфты путем струйной обработки была образована шероховатость поверхности, имеющая среднеарифметическую шероховатость Ra и максимальную шероховатость Rz по высоте, которые указаны в Таблице 2. В качестве струйной обработки была выполнена пескоструйная обработка (абразивные зерна 100 меш). Слой покрытия из сплава Zn-Ni был образован на поверхности муфты, имеющей шероховатость поверхности, таким же образом, как в случае ниппеля. На слой покрытия из сплава Zn-Ni было нанесено покрытие из сплава Cu-Sn-Zn путем гальванизации для образования слоя покрытия из сплава Cu-Sn-Zn. В качестве гальванической ванны для нанесения покрытия из сплава Cu-Sn-Zn была использована гальваническая ванна, производимая компанией NIHON KAGAKU SANGYO CO., LTD. Слой покрытия из сплава Cu-Sn-Zn был образован путем гальванизации. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 14, температура гальванической ванны 45°C, плотность тока 2А/дм2 и время обработки 40 минут. Слой покрытия из сплава Cu-Sn-Zn имел следующую композицию: Cu: 60%, Sn: 30% и Zn: 10%. Кроме того, на полученный слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала эпоксидную смолу (22%), частицы PTFE (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут для образования слоя твердого смазочного покрытия.
[0132] Испытание № 2
В Испытании № 2 поверхность ниппеля была подвергнута гальванизации для образования на ней слоя покрытия из сплава Zn-Ni. В качестве гальванической ванны для нанесения покрытия из сплава Zn-Ni была использована DAIN Zinalloy N-PL (торговое название), производимая компанией Daiwa Fine Chemicals Co., Ltd. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 6,5, температура гальванической ванны 25°C, плотность тока 2А/дм2 и время обработки 18 минут. Слой покрытия из сплава Zn-Ni имел следующую композицию: Zn: 85% и Ni: 15%. На слое покрытия из сплава Zn-Ni была выполнена обработка трехвалентным хроматированием таким же образом, как в случае ниппеля в Испытании № 1.
[0133] На поверхности муфты были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn таким же образом, как в случае муфты в Испытании № 1. На слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала полиамидимидную смолу (22%), частицы PTFE (5%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (15%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут для образования слоя твердого смазочного покрытия.
[0134] Испытание № 3
В Испытании № 3 на каждом из ниппеля и муфты были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn таким же образом, как в случае муфты в Испытании № 1. В случае муфты в качестве гальванической ванны для нанесения покрытия из сплава Cu-Sn-Zn была использована гальваническая ванна, производимая компанией NIHON KAGAKU SANGYO CO., LTD, а гальванизация выполнялась при следующих условиях: pH гальванической ванны 14, температура гальванической ванны 45°C, плотность тока 2А/дм2 и время обработки 40 минут. На слой покрытия из сплава Cu-Sn-Zn ниппеля и муфты была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала эпоксидную смолу (22%), частицы PTFE (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут. После сушки путем нагрева было дополнительно выполнено отверждение в течение 20 минут при температуре 210°C для образования слоя твердого смазочного покрытия.
[0135] Испытание № 4
В Испытании № 4 на ниппеле путем струйной обработки была образована шероховатость поверхности таким же образом, как в случае муфты в Испытании № 1. На ниппель, на котором была образована шероховатость поверхности, путем гальванизации было нанесено покрытие из сплава Zn-Ni для образования на нем слоя покрытия из сплава Zn-Ni. В качестве гальванической ванны для нанесения покрытия из сплава Zn-Ni была использована DAIN Zinalloy N-PL (торговое название), производимая компанией Daiwa Fine Chemicals Co., Ltd. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 6,5, температура гальванической ванны 25°C, плотность тока 2А/дм2 и время обработки 18 минут. Слой покрытия из сплава Zn-Ni имел следующую композицию: Zn: 85% и Ni: 15%. На слой покрытия из сплава Zn-Ni было нанесено покрытие из сплава Cu-Sn-Zn путем гальванизации для образования слоя покрытия из сплава Cu-Sn-Zn. В качестве гальванической ванны для нанесения покрытия из сплава Cu-Sn-Zn была использована гальваническая ванна, производимая компанией NIHON KAGAKU SANGYO CO., LTD. Слой покрытия из сплава Cu-Sn-Zn был образован путем гальванизации. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 14, температура гальванической ванны 45°C, плотность тока 2А/дм2 и время обработки 40 минут. Слой покрытия из сплава Cu-Sn-Zn имел следующую композицию: Cu: 60%, Sn: 30% и Zn: 10%. Кроме того, на полученный слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала эпоксидную смолу (22%), частицы PTFE (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут для образования слоя твердого смазочного покрытия. Таким же образом, как в случае ниппеля в Испытании № 1, на муфте был образован слой покрытия из сплава Zn-Ni и на нем была выполнена обработка трехвалентным хроматированием.
[0136] Испытание № 5
В Испытании № 5 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn таким же образом, как в случае муфты в Испытании № 1. На полученный слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала эпоксидную смолу (22%), частицы PTFE (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут. После сушки путем нагрева было дополнительно выполнено отверждение в течение 20 минут при температуре 190°C для образования слоя твердого смазочного покрытия.
[0137] Испытание № 6
В Испытании № 6 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и была нанесена композиция для образования слоя твердого смазочного покрытия при тех же условиях, что и условия, применяемые в случае муфты в Испытании 1. То есть Испытание № 6 было таким же, как Испытание № 1, за исключением того, что на муфте не был образован слой покрытия из сплава Cu-Sn-Zn.
[0138] Испытание № 7
В Испытании № 7 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы шероховатость поверхности, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия таким же образом, как в случае муфты в Испытании № 1. То есть Испытание № 7 было таким же, как Испытание № 1, за исключением того, что на муфте не был образован слой покрытия из сплава Zn-Ni.
[0139] Испытание № 8
В Испытании № 8 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. В отношении муфты были выполнены этап образования шероховатости поверхности, этап образования слоя покрытия из сплава Cu-Sn-Zn этап образования слоя покрытия из сплава Zn-Ni и этап образования слоя твердого смазочного покрытия в указанном порядке. Соответствующие этапы были выполнены при тех же условиях, что и условия, применяемые для соответствующих этапов, выполненных в отношении муфты в Испытании № 1. То есть соответствующие слои были образованы на муфте таким образом, чтобы положение слоя покрытия из сплава Zn-Ni и слоя покрытия из сплава Cu-Sn-Zn муфты в Испытании № 1 было изменено на противоположное. В Испытании № 8 слой покрытия из сплава Cu-Sn-Zn был образован в положении, где должен был быть образован слой покрытия из сплава Zn-Ni, а слой покрытия из сплава Zn-Ni был образован в положении, где должен был быть образован слой покрытия из сплава Cu-Sn-Zn. В связи с этим в Таблице 3 слой покрытия из сплава Cu-Sn-Zn описан в столбце слоя покрытия из сплава Zn-Ni, а слой покрытия из сплава Zn-Ni описан в столбце слоя покрытия из сплава Cu-Sn-Zn.
[0140] Испытание № 9
В Испытании № 9 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия при тех же условиях, что и условия, применяемые в случае муфты в Испытании № 1. То есть шероховатость поверхности в Испытании № 1 не была образована на муфте в Испытании № 9.
[0141] Испытание № 10
В Испытании № 10 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn таким же образом, как в случае муфты в Испытании № 1. На полученный слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала эпоксидную смолу (22%), частицы MoS2 (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут для образования слоя твердого смазочного покрытия.
[0142] Испытание № 11
В Испытании № 11 таким же образом, как в случае ниппеля в Испытании № 1, на ниппеле был образован слой покрытия из сплава Zn-Ni, и на нем была выполнена обработка трехвалентным хроматированием. На муфте были образованы шероховатость поверхности, слой покрытия из сплава Zn-Ni и слой покрытия из сплава Cu-Sn-Zn таким же образом, как в случае муфты в Испытании № 1. На полученный слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала полиамидимидную смолу (22%), частицы графита (10%), растворители (всего 18%), воду (40%) и другие добавки (включая пигмент) (10%). Композиция для образования слоя твердого смазочного покрытия была нанесена путем распыления и после этого высушена путем нагрева при температуре 90°C в течение пяти минут для образования слоя твердого смазочного покрытия.
[0143] Испытание № 12
В Испытании № 12 на поверхность ниппеля путем гальванизации было нанесено покрытие из сплава Zn-Ni для образования на ней слоя покрытия из сплава Zn-Ni. В качестве гальванической ванны для нанесения покрытия из сплава Zn-Ni была использована DAIN Zinalloy N-PL (торговое название), производимая компанией Daiwa Fine Chemicals Co., Ltd. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 6,5, температура гальванической ванны 25°C, плотность тока 2А/дм2 и время обработки 18 минут. Слой покрытия из сплава Zn-Ni имел следующую композицию: Zn: 85% и Ni: 15%. Кроме того, на полученном слое покрытия из сплава Zn-Ni была выполнена обработка трехвалентным хроматированием для образования твердого антикоррозийного покрытия. В качестве раствора для обработки трехвалентным хроматированием был использован DAIN Chromate TR-02 (торговое название), производимый компанией Daiwa Fine Chemicals Co., Ltd. Обработка трехвалентным хроматированием выполнялась при следующих условиях: pH ванны 4,0, температура ванны 25°C и время обработки 50 секунд.
[0144] На поверхности муфты путем струйной обработки была образована шероховатость поверхности, имеющая среднеарифметическую шероховатость Ra и максимальную шероховатость Rz по высоте, которые указаны в Таблице 3. В качестве струйной обработки была выполнена пескоструйная обработка (абразивные зерна 100 меш). Слой покрытия из сплава Zn-Ni был образован на поверхности муфты, имеющей шероховатость поверхности, таким же образом, как в случае ниппеля. На слой покрытия из сплава Zn-Ni путем гальванизации было нанесено покрытие из сплава Cu-Sn-Zn для образования на нем слоя покрытия из сплава Cu-Sn-Zn. В качестве гальванической ванны для нанесения покрытия из сплава Cu-Sn-Zn была использована гальваническая ванна, производимая компанией NIHON KAGAKU SANGYO CO., LTD. Слой покрытия из сплава Cu-Sn-Zn был образован путем гальванизации. Гальванизация выполнялась при следующих условиях: pH гальванической ванны 14, температура гальванической ванны 45°C, плотность тока 2А/дм2 и время обработки 40 минут. Слой покрытия из сплава Cu-Sn-Zn имел следующую композицию: Cu: 60%, Sn: 30% и Zn: 10%. Кроме того, на слой покрытия из сплава Cu-Sn-Zn была нанесена композиция для образования слоя твердого смазочного покрытия. Композиция для образования слоя твердого смазочного покрытия содержала: гомополимер полиэтилена (торговое название CowaxTM PE 520, производится компанией Clariant, 9%), карнаубский воск (15%), стеарат цинка (15%), жидкий поли(алкилметакрилат) (торговое название VISCOPLEXTM 6-950, производится компанией RohMax, 5%), ингибитор коррозии (торговое название AloxTM 606, производится компанией Lubrizol Corporation, 40%), фторид графита (3,5%), оксид цинка (1%), диоксид титана (5%), триоксид висмута (5%), силикон (диметилполисилоксан: 1%) и антиоксиданты (торговые названия: IrganoxTM L150: 0,3% и IrgafosTM 168: 0,2%; производятся компанией Ciba-Gerigy). Способ нанесения композиции для образования слоя твердого смазочного покрытия был следующим. Композицию для образования слоя твердого смазочного покрытия нагрели до 150°C в резервуаре, оборудованном механизмом перемешивания, для получения композиции в расплавленном состоянии, и поверхность муфты, которую подвергли вышеуказанной подготовке поверхности, также предварительно нагрели до 130°C путем индукционного нагрева. Композицию для образования слоя твердого смазочного покрытия в расплавленном состоянии нанесли с использованием распылительного пистолета, имеющего распылительную головку с функцией поддержания температуры, и после этого охладили для образования слоя твердого смазочного покрытия.
[0145] Характеристики свинчивания
Характеристики свинчивания были оценены в отношении сопротивления заеданию и сопротивления ΔT' крутящему моменту на заплечиковых участках.
[0146] Испытание для оценки сопротивления заеданию
Сопротивление заеданию было оценено посредством двух видов повторных испытаний свинчивания. Два вида испытаний представляли собой испытание для оценки путем ручной затяжки и испытание для оценки сопротивления смещению.
[0147] Испытание для оценки путем ручной затяжки
С использованием ниппелей и муфт из Испытаний № 1-12 свинчивание выполнялось до тех пор, пока резьбы не входили в зацепление на первоначальном этапе свинчивания путем ручной затяжки (состояние свинчивания усилием человека). После свинчивания резьб путем ручной затяжки свинчивание и развинчивание повторялось с использованием трубного ключа, и оценивалось сопротивление заеданию. После завершения каждого цикла свинчивания и развинчивания поверхность ниппеля и поверхность муфты визуально оценивались. Возникновение заедания изучалось путем визуального контроля. В случае, когда заедание было незначительным и ремонтопригодным, дефекты заедания устранялись, и испытание продолжалось. Было определено, сколько раз может быть выполнено свинчивание и развинчивание без возникновения неремонтопригодного заедания. Результаты приведены в столбце «Ручная затяжка» в Таблице 4. В Таблице 4 значение «20<» означает, что количество раз выполнения свинчивания и развинчивания составляло более 20 раз.
[0148] Испытание для оценки сопротивления смещению
С использованием ниппелей и муфт из Испытаний № 1-12 резьбы были свинчены с использованием трубного ключа с самого начала без выполнения ручной затяжки. Следовательно, свинчивание и развинчивание, которые сопровождались смещением, повторялись, и оценивалось сопротивление смещению. Угол θ схождения при смещении составлял 5°. Свинчивание и развинчивание выполнялись при условиях скорости затяжки 10 об/мин и крутящего момента затяжки 42,8 кН⋅м. После завершения каждого цикла свинчивания и развинчивания поверхность ниппеля и поверхность муфты визуально оценивались. Возникновение заедания изучалось путем визуального контроля. В случае, когда заедание было незначительным и ремонтопригодным, дефекты заедания устранялись, и испытание продолжалось. Было определено, сколько раз может быть выполнено свинчивание и развинчивание без возникновения неремонтопригодного заедания. Результаты приведены в Таблице 4. В Таблице 4 значение «20<» означает, что количество раз выполнения свинчивания и развинчивания составляло более 20 раз.
[0149] Таблица 4
[0150] Испытание для измерения сопротивления ΔT' крутящему моменту на заплечиковых участках
С использованием ниппелей и муфт из Испытаний № 1-12 было измерено сопротивление ΔT' крутящему моменту на заплечиковых участках. В частности, свинчивание выполнялось при условиях скорости затяжки 10 об/мин и крутящего момента затяжки 42,8 кН⋅м. Был измерен крутящий момент во время свинчивания, и был составлен график крутящего момента, как проиллюстрировано на Фиг. 6. Ссылочная позиция «Ts» на Фиг. 6 обозначает крутящий момент при контакте заплечиковых участков. Ссылочная позиция «MTV» на Фиг. 6, обозначает значение крутящего момента, при котором линейный отрезок L и график крутящего момента затяжки пересекаются. Линейный отрезок L представляет собой прямую линию, которая имеет такой же наклон, что и наклон линейного участка графика крутящего момента после контакта заплечиковых участков, и для которой количество оборотов на 0,2% больше по сравнению с вышеуказанным линейным участком. Обычно при измерении сопротивления ΔT' крутящему моменту на заплечиковых участках использует Ty (крутящий момент на пределе текучести). Однако в настоящем примере крутящий момент на пределе текучести (граница между линейным участком и нелинейным участком графика крутящего момента после контакта заплечиковых участков) был нечетким. В связи с этим MTV был определен с использованием линейного отрезка L. Разность между MTV и Ts была принята в качестве сопротивления ΔT' крутящему моменту на заплечиковых участках. Сопротивление ΔT' крутящему моменту на заплечиковых участках было определено как относительное значение с использованием числового значения, полученного при использовании смазки по стандартам API вместо слоя твердого смазочного покрытия в Испытании № 1, в качестве контрольного значения (100). Результаты приведены в Таблице 4.
[0151] Выражение «смазка по стандартам API» относится к комбинированной консистентной смазке для резьб трубных изделий нефтепромыслового сортамента, которая производится в соответствии со стандартом API BUL 5A2. Определено, что композиция смазки по стандартам API содержит в качестве основного материала консистентную смазку, а также содержит порошок графита: 18±1,0%, порошок свинца: 30,5±0,6%, и хлопья меди: 3,3±0,3%. Следует отметить, что в рамках этого диапазона компонентов консистентные смазки для резьбовых соединений для трубных изделий нефтепромыслового сортамента имеют эквивалентные характеристики.
[0152] Свойства сопротивления коррозии
Испытание в солевом тумане
Испытание в солевом тумане было проведено в отношении поверхности муфты из Испытаний № 1-12. Испытание в солевом тумане было проведено на основе способа, описанного в стандарте JIS Z 2371 (2015). Образец для испытания имел размер 70 мм × 150 мм и толщину 1 мм. Время до появления красной ржавчины на поверхности образца для испытания из соответствующего испытания было определено путем визуального контроля. Результаты приведены в Таблице 4. Следует отметить, что максимальное время испытания составляло 4000 часов. Если ржавчина не появлялась спустя не менее 1500 часов, делался вывод об отсутствии проблемы в отношении антикоррозионных свойств во время длительного хранения.
[0153] Результаты оценки
Обратимся к Таблицам 2-4, резьбовые соединения для труб или трубок в Испытаниях № 1-5 имели на по меньшей мере одной из контактных поверхностей ниппеля и муфты шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra от 1 до 8 мкм и максимальную шероховатость Rz по высоте от 10 до 40 мкм, слой покрытия из сплава Zn-Ni, слой покрытия из сплава Cu-Sn-Zn и слой твердого смазочного покрытия. Кроме того, порядок нанесения соответствующих слоев также был соответствующим. В связи с этим в случаях выполнения ручной затяжки, а также в случаях, сопровождаемых смещением, даже при повторении свинчивания и развинчивания 10 раз не происходило заедание, и обеспечивалось превосходное сопротивление заеданию. Кроме того, сопротивление ΔT' крутящему моменту на заплечиковых участках составляло более 100. В дополнение, результатом испытания в солевом тумане было «Отсутствие ржавчины спустя 4000 часов», и, следовательно, обеспечивались превосходные свойства сопротивления коррозии.
[0154] В Испытаниях № 1-3 твердость слоя твердого смазочного покрытия представляла собой микротвердость по Виккерсу, составляющую 15 или более. В связи с этим сопротивление заеданию было высоким по сравнению с Испытанием № 5.
[0155] С другой стороны, в Испытании № 6 на поверхности муфты не был образован слой покрытия из сплава Cu-Sn-Zn. В связи с этим сопротивление заеданию было низким.
[0156] В Испытании № 7 на поверхности муфты не был образован слой покрытия из сплава Zn-Ni. В связи с этим сопротивление заеданию было низким. В дополнение, в испытании в солевом тумане ржавчина (точечная) появилась спустя 500 часов, и свойства сопротивления коррозии были низкими.
[0157] Порядок нанесения слоя покрытия из сплава Zn-Ni и слоя покрытия из сплава Cu-Sn-Zn в Испытании № 8 был изменен на противоположный для поверхности муфты. В связи с этим сопротивление заеданию было низким. В дополнение, в испытании в солевом тумане ржавчина (точечная) появилась спустя 750 часов, и свойства сопротивления коррозии были низкими.
[0158] В Испытании № 9 на поверхности муфты не была выполнена струйная обработка. Следовательно, среднеарифметическая шероховатость Ra и максимальная шероховатость Rz по высоте были меньше, чем диапазон настоящего изобретения, и сопротивление заеданию было низким.
[0159] Слой твердого смазочного покрытия на поверхности муфты в Испытании № 10 не включал в себя частицы фторсодержащей смолы. В связи с этим сопротивление ΔT' крутящему моменту на заплечиковых участках было менее 100.
[0160] Слой твердого смазочного покрытия на поверхности муфты в Испытании № 11 не включал в себя частицы фторсодержащей смолы. В связи с этим сопротивление ΔT' крутящему моменту на заплечиковых участках было менее 100.
[0161] Композиция слоя твердого смазочного покрытия, нанесенная на поверхность муфты в Испытании № 12, не содержала ни эпоксидной смолы, ни полиамидимидной смолы. В связи с этим сопротивление ΔT' крутящему моменту на заплечиковых участках было менее 100. Считается, что это связано с тем, что коэффициент трения слоя твердого смазочного покрытия был низким.
[0162] Выше описан вариант выполнения настоящего изобретения. Однако вышеописанный вариант выполнения является лишь примером реализации настоящего изобретения. Соответственно, настоящее изобретение не ограничивается вышеописанным вариантом выполнения, и вышеописанный вариант выполнения может быть модифицирован соответствующим образом в пределах диапазона, который не отклоняется от сущности настоящего изобретения.
Перечень ссылочных позиций
[0163]
3, 13 - ниппель
14 - муфта
15 - охватываемый резьбовой участок
16, 19 - металлический уплотнительный участок
17, 18 - заплечиковый участок
20 - охватывающий резьбовой участок
21 - слой покрытия из сплава Zn-Ni
22 - слой покрытия из сплава Cu-Sn-Zn
23 - слой твердого смазочного покрытия
130, 140 - контактная поверхность.
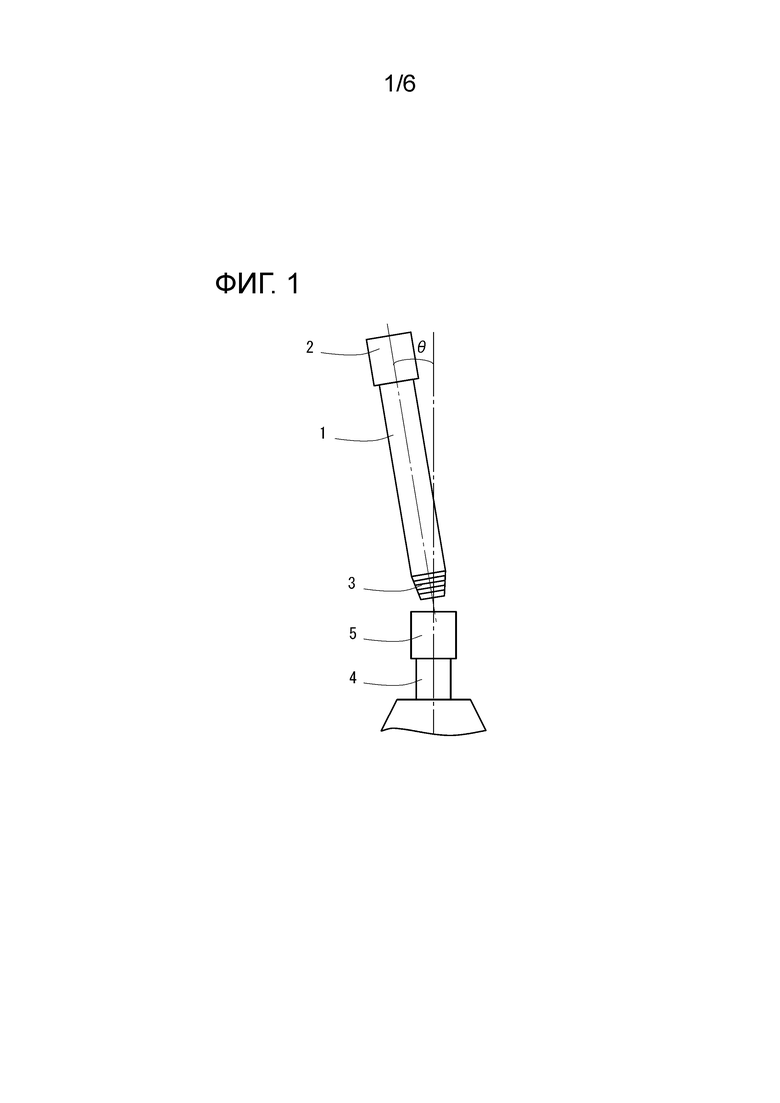
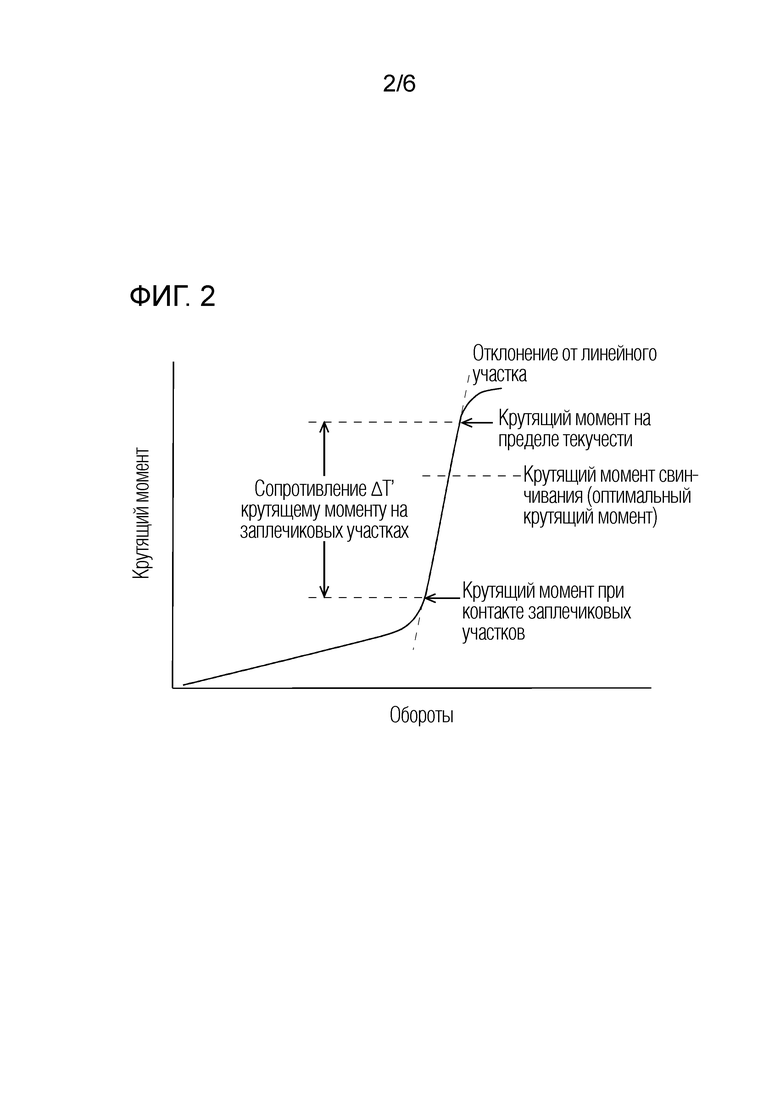
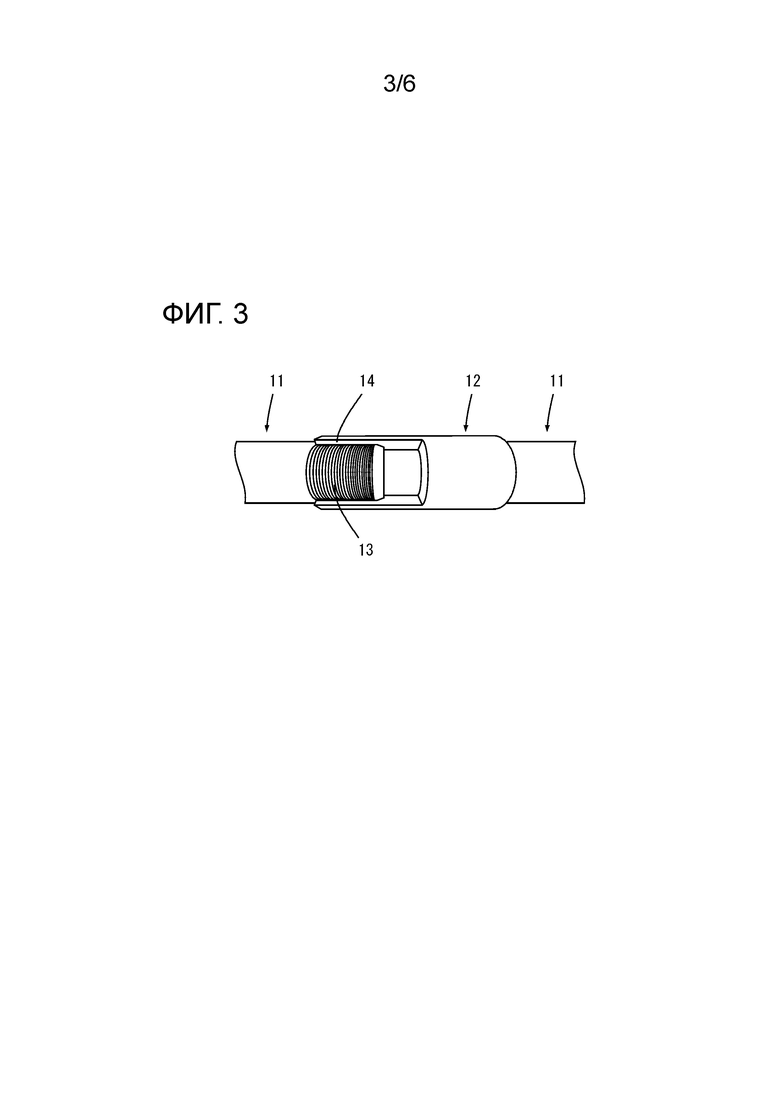
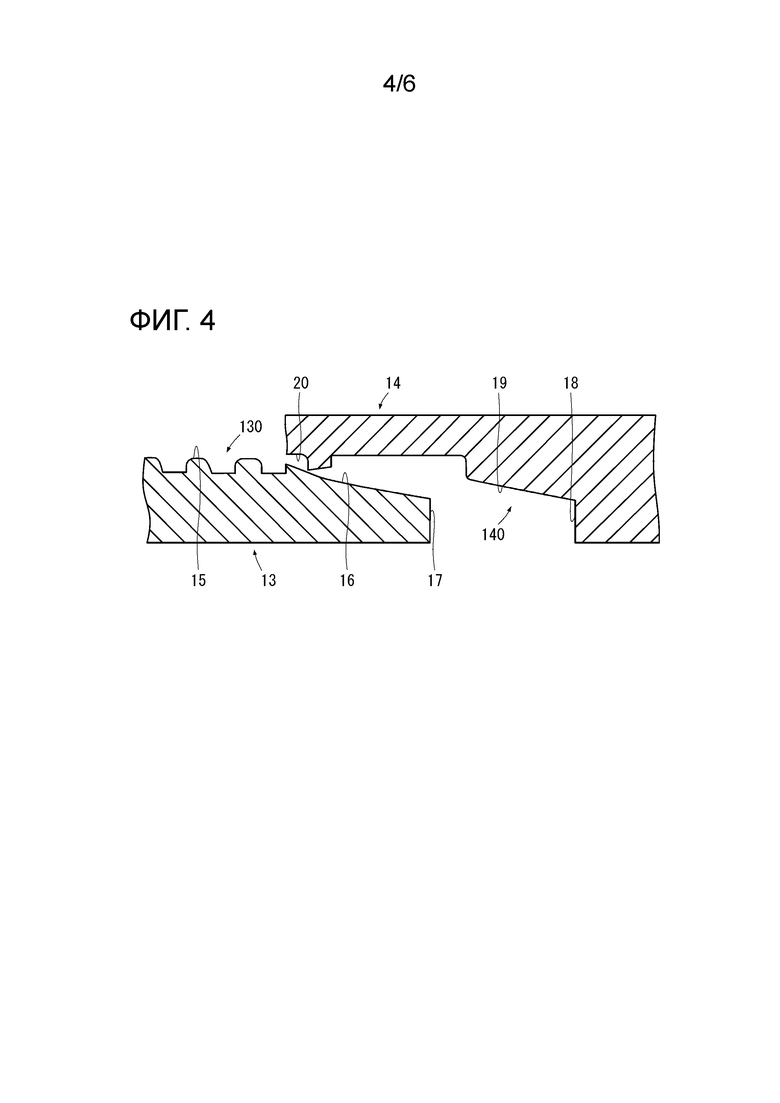


Заявленная группа изобретений относится к трубному резьбовому соединению и способу его изготовления. Трубное резьбовое соединение содержит ниппель и муфту, каждый из которых содержит контактную поверхность с резьбовым участком и нерезьбовым металлическим контактным участком. Упомянутой контактной поверхности или контактным поверхностям посредством струйной обработки обеспечивают шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra в диапазоне от 1 до 8 мкм и максимальную шероховатость Rz по высоте в диапазоне от 10 до 40 мкм. На контактной поверхности или контактных поверхностях ниппеля и муфты трубное резьбовое соединение содержит полученные гальванизацией слой покрытия из сплава Zn-Ni и расположенный на нем слой покрытия из сплава Cu-Sn-Zn, а также расположенный на слое сплава Cu-Sn-Zn слой твердого смазочного покрытия. Обеспечивается коррозионно-стойкое трубное резьбовое соединение, имеющее улучшенное сопротивление смещению и высокое сопротивление крутящему моменту. 2 н. и 8 з.п. ф-лы, 4 табл., 12 пр., 6 ил.
1. Трубное резьбовое соединение, содержащее ниппель и муфту,
причем каждый из ниппеля и муфты содержит контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок,
при этом контактная поверхность или контактные поверхности ниппеля и муфты выполнена(ы) с шероховатостью поверхности, имеющей среднеарифметическую шероховатость Ra в диапазоне от 1 до 8 мкм и максимальную шероховатость Rz по высоте в диапазоне от 10 до 40 мкм,
причем на контактной поверхности или контактных поверхностях ниппеля и муфты с указанной шероховатостью поверхности трубное резьбовое соединение содержит:
слой покрытия из сплава Zn-Ni,
слой покрытия из сплава Cu-Sn-Zn на слое покрытия из сплава Zn-Ni, и
слой твердого смазочного покрытия на слое покрытия из сплава Cu-Sn-Zn,
при этом слой твердого смазочного покрытия содержит частицы фторсодержащей смолы и по меньшей мере один тип смолы, выбранный из группы, состоящей из эпоксидной смолы и полиамидимидной смолы.
2. Трубное резьбовое соединение по п. 1, в котором слой покрытия из сплава Zn-Ni имеет микротвердость по Виккерсу, составляющую 300 или более, и толщину в диапазоне от 5 до 20 мкм.
3. Трубное резьбовое соединение по п. 1, в котором слой покрытия из сплава Cu-Sn-Zn имеет микротвердость по Виккерсу, составляющую 500 или более, и толщину в диапазоне от 5 до 20 мкм.
4. Трубное резьбовое соединение по п. 2, в котором слой покрытия из сплава Cu-Sn-Zn имеет микротвердость по Виккерсу, составляющую 500 или более, и толщину в диапазоне от 5 до 20 мкм.
5. Трубное резьбовое соединение по п. 1, в котором слой твердого смазочного покрытия имеет микротвердость по Виккерсу в диапазоне от 15 до 25 и толщину в диапазоне от 10 до 40 мкм.
6. Трубное резьбовое соединение по п. 2, в котором слой твердого смазочного покрытия имеет микротвердость по Виккерсу в диапазоне от 15 до 25 и толщину в диапазоне от 10 до 40 мкм.
7. Трубное резьбовое соединение по п. 3, в котором слой твердого смазочного покрытия имеет микротвердость по Виккерсу в диапазоне от 15 до 25 и толщину в диапазоне от 10 до 40 мкм.
8. Трубное резьбовое соединение по п. 4, в котором слой твердого смазочного покрытия имеет микротвердость по Виккерсу в диапазоне от 15 до 25 и толщину в диапазоне от 10 до 40 мкм.
9. Трубное резьбовое соединение по любому из пп. 1-8, в котором частицы фторсодержащей смолы представляют собой один или более типов, выбранных из группы, состоящей из политетрафторэтилена, сополимера тетрафторэтилена и перфторалкилвинилового эфира, сополимера тетрафторэтилена и гексафторпропилена (4,6 фторид), сополимера тетрафторэтилена и этилена, поливинилидендифторида (2 фторид) и полихлортрифторэтилена (3 фторид).
10. Способ изготовления трубного резьбового соединения, содержащего ниппель и муфту, причем каждое из ниппеля и муфты содержит контактную поверхность, имеющую резьбовой участок и нерезьбовой металлический контактный участок, при этом способ включает этапы, на которых:
посредством струйной обработки образуют шероховатость поверхности, имеющую среднеарифметическую шероховатость Ra в диапазоне от 1 до 8 мкм и максимальную шероховатость Rz по высоте в диапазоне от 10 до 40 мкм, на контактной поверхности или контактных поверхностях ниппеля и муфты, затем
на контактную поверхность или контактные поверхности ниппеля и муфты с указанной шероховатостью наносят слой покрытия из сплава Zn-Ni путем гальванизации, затем
на слой покрытия из сплава Zn-Ni наносят слой покрытия из сплава Cu-Sn-Zn путем гальванизации, после чего
на слой покрытия из сплава Cu-Sn-Zn наносят слой твердого смазочного покрытия.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| Ацетилсалициловая кислота | 1930 |
|
SU26646A1 |
| EA 17538 B1, 30.01.2013 | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |

