Область техники, к которой относится изобретение
Настоящее изобретение представляет собой технологию, относящуюся к смазке резьбового соединения нефтегазопромысловых труб. Настоящее изобретение представляет технологию, относящуюся к структуре плёнки покрытия, в которой плёнка твёрдосмазочного покрытия сформирована на затяжной поверхности (включая поверхность металлического уплотнения) резьбовой части вместо жидкого смазочного состава, а также резьбовому соединению для нефтегазопромысловых труб. В настоящем описании поверхность металлического уплотнения включена в поверхность затяжки резьбовой части.
Здесь плёнка твёрдосмазочного покрытия означает плёнку покрытия, содержащую связующую смолу в качестве компонента матрицы и твёрдый смазочный материал, диспергированный и распределённый в связующей смоле, и, при необходимости, дополнительные добавки. Кроме того, настоящее изобретение предназначено для улучшения смазывания посредством плёнки твёрдосмазочного покрытия, которая обеспечивает смазку соединения нефтегазопромысловых труб.
Кроме того, в настоящем описании явление, описываемое термином «смазывающая способность» или «высокая смазывающая способность», означает явление скольжения с низким коэффициентом трения в широком смысле. Кроме того, высокая смазывающая способность означает, что число раз свинчивания/развинчивания (также называемое количеством раз соединения/разъединения (M/B)) может быть равно или превышать заданное число раз в узком смысле. Например, сопротивление заеданию резьбового соединения нефтегазопромысловых труб описана в стандарте API 5C5. В стандарте API 5C5 требуется, чтобы резьбовое соединение для нефтегазопромысловых труб имело такой диаметр обсадной трубы, при котором свинчивание могло бы выполняться до трёх раз. Кроме того, требуется, чтобы резьбовое соединение для нефтегазопромысловых труб имело такой диаметр насосно-компрессорных труб, при котором свинчивание могло бы выполняться до десяти раз.
В настоящем описании трубу, имеющую внутреннюю резьбу, иногда называют муфтой соединительного замка. То есть трубное соединение также описывается как разновидность муфты.
Уровень техники
В резьбовом соединении нефтегазопромысловых труб был выполнен следующий процесс для смазки резьбовой части согласно известному уровню техники. То есть, поверхностную обработку выполняют на затяжной поверхности (уплотняющей поверхности) резьбовой части по меньшей мере одного компонента со стороны наружной резьбы и со стороны внутренней резьбы (в дальнейшем также называемой просто «затяжной поверхностью») посредством плёнки химического конверсионного покрытия из фосфата Mn или электроосаждённого покрытия с использованием Cu или тому подобного. После этого на плёнку покрытия, сформированную в результате обработки поверхности, наносят смазочный состав, содержащий Pb, Zn и т.п., для смазки резьбовой части. В настоящем описании в случае, когда плёнка покрытия сформирована на затяжной поверхности (уплотняющей поверхности) резьбовой части, затяжная поверхность, включающая плёнку покрытия, также называется затяжной поверхностью.
Между тем в последние годы внимание привлекла технология «бессмазочного» покрытия без использования влажного смазывания. «Бессмазочная» означает, что сама плёнка не находится в вязкой жидкой форме, как состав API-mod, и что плёнка не содержит вредных тяжёлых металлов. В качестве такого «бессмазочного» покрытия используется технология формирования твёрдосмазочной плёнки на затяжной поверхности для обеспечения смазки. Настоящее изобретение представляет собой технологию, относящуюся к этому «бессмазочному» покрытию.
Здесь, прошлые патентные публикации включают изобретения, относящиеся к различным плёнкам твёрдосмазочных покрытий. Плёнка твёрдосмазочного покрытия содержит смазочный компонент, обеспечивающий смазку, и твёрдую плёнку в качестве компонента матрицы, который удерживает смазочный компонент в плёнке. Твёрдая плёнка означает невязкую плёнку, которая не является жидкой плёнкой, а также означает, что плёнка самостоятельно обеспечивает смазку во время свинчивания и развинчивания соединения. Обычные плёнки фосфата Mn и электроосаждённие плёнки Cu в соответствии с предшествующим уровнем техники сами по себе являются твёрдыми плёнками. Однако при создании этих плёнок предполагается, что смазка достигается путём нанесения на них жирообразного состава, такой жирообразный состав не содержится в плёнке твёрдосмазочного покрытия. В настоящем изобретении твёрдая плёнка обеспечивает смазку, а в качестве твёрдой плёнки предполагается плёнка органической смолы. Поэтому в последующем описании твёрдая плёнка также называется связующей смолой.
Пленки твёрдосмазочного покрытия согласно известному уровню техники, используемые в резьбовых соединениях нефтегазопромысловых труб, описаны, например, в ПТЛ 1 - 5. Кроме того, технологии смазки, используемые для применений, отличных от технологий смазки резьбовых соединений нефтегазопромысловых труб. описаны, например, в ПТЛ 6 - 14.
Список цитированных источников
Патентная литература
ПТЛ 1: JP 2002-348587 А
ПТЛ 2: JP 2002-310345 А
ПТЛ 3: JP 2005-299693 А.
ПТЛ 4: JP 2008-069883 А
ПТЛ 5: JP 2002-327874 А.
ПТЛ 6: JP H11-199884 A
ПТЛ 7: JP 2001-49285 А
ПТЛ 8: JP 2008-38108 А
ПТЛ 9: JP 2011-105831 А.
ПТЛ 10: JP H08-103724 A
ПТЛ 11: JP H08-105582 A
ПТЛ 12: JP 2001-65751 А
ПТЛ 13: JP 2001-99364 А.
ПТЛ 14: JP 2002-348587 А
Непатентная литература
НПЛ 1: Tsuru et al., Journal of the Japanese Association for Petroleum Technology, Vol. 61, No 6 (1996), PP. 527-536
Раскрытие изобретения
Техническая проблема
Авторы изобретения исследовали плёнку твёрдосмазочного покрытия, обратившись к материалу плёнки твёрдосмазочного покрытия, описанному в известном уровне техники, например, в патентной литературе, описанной выше. В частности, авторы изобретения выбрали несколько потенциальных твёрдых смазочных материалов и выбрали полимер тетрафторэтилен (ПТФЭ) в качестве основного компонента твёрдого смазочного материала из выбранных твёрдых смазочных материалов. Кроме того, авторы изобретения выбрали несколько твёрдых плёнок (связующих смол) и выбрали полиамидимидный сополимер (ПАИ) в качестве основного компонента твёрдой плёнки из выбранных потенциальных твёрдых плёнок. Затем авторы изобретения исследовали смазывающую способность плёночной структуры твёрдосмазочного покрытия, содержащего ПТФЭ в качестве основного компонента твёрдого смазочного материала и ПАИ в качестве основного компонента связующей смолы.
Однако, если просто обратиться к описанию предшествующего уровня техники, в случае, когда плёнка твёрдосмазочного покрытия, содержащая ПТФЭ в качестве основного компонента твёрдого смазочного материала и ПАИ в качестве основного компонента связующей смолы, используется для смазки резьбового соединения нефтегазопромысловых труб, было обнаружено следующее. То есть, при испытании на свинчивание/развинчивание соединения нефтегазопромысловых труб, когда оценка проводилась с помощью нового испытания, предполагающего окружающую среду, имеющую место в реальной скважине, было обнаружено, что характеристики смазки не были достаточными, а предполагаемой смазки в реальной скважине было недостаточно.
Как будет описано ниже, авторы изобретения обнаружили, что смазывающая способность (сопротивление заеданию) не может быть правильно оценена в случае, когда плёнка твёрдосмазочного покрытия используется для смазки резьбового соединения нефтегазопромысловых труб при испытании на свинчивание/развинчивание в соответствии с известным уровнем техники (далее просто описываемом как «испытание»), проводимом в ходе лабораторного оценочного испытания с использованием короткого ниппеля.
Здесь примеры публикаций, в которых ПТФЭ описывается как твёрдый смазочный материал, включают ПТЛ 4. ПТЛ 4 раскрывает изобретение, в котором плёнка твёрдосмазочного покрытия сформирована на двух сложенных стопкой слоях металла или сплава, имеющих различную твёрдость. Кроме того, в ПТЛ 4 описывается, что предпочтительная плёнка твёрдосмазочного покрытия конкретно не ограничена, и плёнка твёрдосмазочного покрытия включает все плёнки твёрдосмазочного покрытия. Кроме того, MoS2, WS2, BN, графит, ПТФЭ и т.п. являются просто примерами твёрдого смазочного материала. Кроме того, в качестве связующей смолы раскрыты только эпоксидная смола, полиимидная смола, полиэфирсульфоновая смола, полиэфирэфиркетоновая смола, фенольная смола и т.п.
Имеется также патентная литература, в которой ПАИ описывается как связующая смола. Однако во многих случаях ПАИ описывается только как один из примеров всех органических полимеров (смол), неорганических полимеров, стекла и т.п. без конкретного указания связующей смолы. То есть ПАИ не описывается как предпочтительная связующая смола. Например, в ПТЛ 1 - 5 примеры органической смолы (связующей смолы) включают термореактивные смолы, такие как эпоксидная смола, полиимидная смола, поликарбодиимидная смола, полиэфирсульфоновая смола, полиэфирэфиркетоновая смола, фенольная смола, фурановая смола, карбамидная смола и акриловая смола, полиамидимидная смола, полиэтиленовая смола, силиконовая смола и полистирольная смола. Как описано выше, ПАИ приведена просто в качестве примера среди множества органических смол.
Кроме того, в качестве технологии, при которой смазка не осуществляется плёнкой твёрдосмазочного покрытия, существует технология, в которой указана молекулярная масса для смазки резьбы нефтегазопромысловых труб. Однако в этой технологии компонент матрицы не является ПАИ, а ПТФЭ добавляется в качестве твёрдого смазочного материала к компоненту матрицы на основе базового масла. Примеры такой литературы включают ПТЛ 9. ПТЛ 9 раскрывает, что молекулярная масса ПТФЭ составляет около 10 000 - 300 000, и молекулярная масса ПТФЭ составляет 20 000 - 200 000 в качестве предпочтительного диапазона. ПТЛ 9 описывает изобретение, в котором указано, что больший размер ПТФЭ является более предпочтительным.
Кроме того, в ПТЛ 10 и 11 описано, что ПАИ используется в качестве связующей смолы. В ПТЛ 10 и 11 указана молекулярная масса ПАИ для использования в нефтегазопромысловых трубах. Каждый из ПТЛ 10 и 11 раскрывает изобретение средства, в котором порошок дисульфида молибдена, имеющий определённый размер частиц, выбран в качестве твёрдого смазочного материала и порошок дисульфида молибдена смешивается с ПАИ, имеющим молекулярную массу 15 000, в подходящем диапазоне. В ПТЛ 10 и 11 требования к молекулярной массе ПАИ приведены в описании, согласно которому связующая смола образована из смолы, выбранной из эпоксидной смолы 2 000 - 10 000, фурановой смолы 150 - 250 и ПАИ 10 000 - 25 000. Каждый из ПТЛ 12 и 13 раскрывает изобретение, в котором ПАИ (связующая смола), имеющая молекулярную массу 15 000, и дисульфид молибдена (твёрдый смазочный материал), имеющий средний размер частиц 1,0 мкм, смешиваются друг с другом.
ПТЛ 12 и 13 показывают примеры, включающие ПТФЭ в качестве твёрдого смазочного материала и ПАИ в качестве связующей смолы. В частности, ПТЛ 12 определяет диапазон, в котором количество ПТФЭ составляет 1 - 30% по отношению к общей массе твёрдого смазочного порошка. Изобретение, описанное в ПТЛ 13, представляет собой изобретение, в котором ПТФЭ может присутствовать при условии, что он содержится в небольшом количестве, около 10% или менее от общей массы смазочного материала. Однако в ПТЛ 12 и 13 основной компонент изобретения образован из твёрдого смазочного материала, в основном содержащего MoS2, WS2 и графит, а ПТФЭ рассматривается как дополнительная добавка, которая может быть добавлена в небольшом количестве.
Как описано выше, в области смазки соединений нефтегазопромысловых труб не существует изобретения, в котором в качестве основных компонентов предпочтительными были бы полимер тетрафторэтилена (ПТФЭ) в качестве твёрдого смазочного и ПАИ (сополимер ПАИ) в качестве плёнки связующей смолы, и молекулярная масса каждого из ПТФЭ и ПАИ указана в расчете на их комбинацию. Даже если это указано, смазывающая способность не оценивается и не описывается должным образом.
Здесь смазывающая способность, которая является целью настоящего изобретения, имеет уникальные пределы, в которых основной точкой смазывания является плёнка твёрдосмазочного покрытия при оценке смазывающих характеристик. Кроме того, смазывающая способность, которая является целью настоящего изобретения, также имеет уникальные пределы, в которых основной целью смазывания является соединение нефтегазопромысловых труб при оценке смазывающих характеристик.
Далее описание этого будет добавлено на основе новых результатов, полученных авторами изобретения.
В ПТЛ 1 - 14, приведённых выше, описаны изобретения плёнки твёрдосмазочного покрытия или известные прежде данные по составляющим элементам структуры плёнки и т.п. Однако согласно исследованиям, проведённым авторами изобретения, как следует из примеров каждого из документов патентной литературы, часто неясно, правильно ли выполнялась оценка смазочных характеристик плёнки твёрдосмазочного покрытия по сравнению с технологией смазки во время скручивания соединения согласно известному уровню техники. В частности, авторы изобретения пришли к мнению, что неясно, выполнял ли способ оценки согласно известному уровню техники испытание соединения для нефтегазопромысловых труб (класса 8 - 12 м), длина которых используется в реальной скважине при условиях, предназначенных для смазки, предполагающих, что соединение нефтегазопромысловых труб выполняется в реальной скважине. В реальной скважине ниппель (наружная резьба) длиной 8 - 12 м устанавливается на верхней стороне, муфта (внутренняя резьба: муфта) устанавливается на нижней стороне и ниппель свинчивается и спускается. При свинчивании развинчивание производится в зависимости от ситуации, и свинчивание производится заново. Кроме того, в большинстве случаев морские буровые установки спускаются в собранном блоке ниппелей, в котором заранее соединены три ниппеля. Здесь класс 8 - 12 м соответствует длине диапазона 2 или диапазона 3, указанной в API-5CT или 5CRA.
При свинчивании/развинчивании, при котором смазывание, при котором не используется плёнка твёрдосмазочного покрытия, осуществляется с помощью состава согласно известному уровню техники, жирообразный состав перемещается в соединении при свинчивании/развинчивании соединения. Это связано с тем, что состав представляет собой вязкую жидкость. Поэтому, в случае, когда оценка смазывания выполняется с использованием состава согласно известному уровню техники, оценка смазывания резьбы в некоторых случаях может быть выполнена без учета метода оценки: либо испытание с горизонтальными ключами (горизонтальная машина для свинчивания) (также называемое горизонтальным испытанием), испытание с вертикальными ключами с использованием короткого ниппеля (также называемое вертикальным испытанием) или свинчивание, выполняемое в реальной скважине. То есть в случае смазывания составом лабораторная оценка методом оценки смазывания резьбы даёт почти тот же результат, что и результат оценки, реально проводимой в скважине, и почти нет опасений, что лабораторная оценка будет иной.
С другой стороны, в случае использования плёнки твёрдосмазочного покрытия для смазывания, если только плёнка твёрдосмазочного покрытия не определяется с учётом ситуации свинчивания в реальной скважине, даже если она получила высокую оценку в лабораторных испытаниях, смазывание определённо не работает в реальной скважине. Это происходит потому, что с конструктивной точки зрения неизбежно, что плёнка твёрдосмазочного покрытия частично отслаивается во время свинчивания/развинчивания, и плёнка твёрдосмазочного покрытия не движется последовательно, как состав. Таким образом, в случае, когда для смазывания используется твёрдосмазочная плёнка, даже резьбовое соединение, оцененное как приемлемое при оценке в ситуации, когда нагрузка не прикладывается, как при испытании горизонтального типа, не работает в реальной скважине.
Причину можно описать следующим образом.
Например, фиг. 2А представляет типичный пример диаграммы скручивания с усилием, когда плёнка твёрдосмазочного покрытия вкручивается в моделируемой скважине с использованием ниппеля реальной длины (часто имеющего длину 8 - 14 м). Ниппель реальной длины является длинным и всегда установлен слегка наклонно, а соединение ниппеля больше не затягивается вручную в том месте, где видна примерно половина соединения ниппеля. На самом деле, когда реальный ниппель устанавливается путём вставки в соединительную муфту и наблюдается снизу, создается впечатление, что ниппель изогнут. Поэтому даже когда предпринимается попытка выполнить свинчивание ниппеля, исходное заданное положение может быть установлено только в положении, в котором более половины общего числа витков соединения ниппеля находится снаружи от муфтового соединения (см. фиг. 2B). Поэтому, хотя фиг. 2А является примером, пока число оборотов после установки не составит около 6, только нерегулярные пики крутящего момента увеличивается до тех пор, пока резьбы не войдут в достаточное зацепление друг с другом, и постоянный крутящий момент не увеличивается непрерывно. Когда свинчивание выполняется с помощью приводных ключей из положения, показанного на фиг. 2B, соединение ниппеля перемещается в нормальное положение резьбы и скрывается в соединении муфты. Однако, поскольку первоначальную установку выпрямить невозможно, в начале свинчивания возникает люфт, и соединение ниппеля не равномерно попадает в соединение муфты и неравномерно попадает в муфту. В это время, как описано выше, пик крутящего момента имеет тенденцию к нерегулярному увеличению. После того, как резьбы зацепятся друг с другом, крутящий момент увеличивается вверх вправо, как показано на фиг. 2А. В реальной скважине, где используется ниппель реальной длины, резьбы наклонены и находятся в сильном контакте друг с другом, и накладываются неблагоприятные эффекты, возникающие в результате сильного контакта из-за большой нагрузки, за счёт собственной массы ниппеля полной длины. Такой пикообразный крутящий момент возникает исключительно тогда, когда плёнка твёрдосмазочного покрытия свинчивается до тех пор, пока резьбы не зацепятся друг с другом в достаточной степени, но он не возникает, когда используется смазочный состав согласно известному уровню техники. Поскольку смазочный состав представляет собой вязкую жидкость, не происходит нерегулярного увеличения крутящего момента в виде пиков, создаваемого в плёнке твёрдосмазочного покрытия при движении во время свинчивания/развинчивания. Другими словами, это означает, что при смазывании плёнкой твёрдосмазочного покрытия плёнка твёрдосмазочного покрытия в значительной степени повреждается, поскольку резьбы иногда находятся в неравномерном и сильном контакте друг с другом, а также возникает большая нагрузка из-за собственной массы ниппеля, действующая до тех пор, пока резьбы не зацепятся друг за друга.
С другой стороны, оценка плёнки твёрдосмазочного покрытия с использованием короткого ниппеля, которая часто выполняется в лаборатории, отличается от фиг. 2А, диаграмма крутящего момента проиллюстрирована на фиг. 3А. Фиг. 3B иллюстрирует исходное положение установки. В случае короткого ниппеля исходное положение устанавливается затяжкой вручную непосредственно перед началом свинчивания, при этом соединение ниппеля может быть ввинчено до тех пор, пока будет видно около 1 - 3 витков резьбы. Как проиллюстрировано на фиг. 3А, после установки происходит всего 1,5 оборота и нерегулярный крутящий момент, который можно видеть на фиг. 2А, почти равен нулю. То есть не существует процесса, в котором крутящий момент повышается нерегулярно в форме пика, а крутящий момент повышается вправо от начала свинчивания. То есть, поскольку соединение может быть установлено в положении, в котором зацепление уже выполнено во время первоначальной установки, смазывание во время свинчивания может начинаться с уровня, при котором плёнка твёрдосмазочного покрытия практически не повреждается. Кроме того, короткий ниппель имеет преимущество, поскольку собственная масса ниппеля представляет небольшую нагрузку на уровне менее 1/10 по сравнению с ниппелем реальной длины.
При оценке смазывания плёнки твёрдосмазочного покрытия невозможно отличить подходящую или несоответствующую смазочную плёнку, если не используется метод оценки смазывания, при котором нерегулярный пиковый крутящий момент, наблюдаемый на фиг. 2А, повышается, плёнка твёрдосмазочного покрытия повреждается, моделируется влияние вибрации (влияние смещенной нагрузки), а также влияние большой нагрузки. «Приемлемо» при оценке с использованием коротких ниппелей, как показано на фиг. 3A и 3B, не обязательно означает «приемлемо» в реальной окружающей среде.
Согласно этим исследованиям, проведённым авторами настоящего изобретения, в случае, когда для смазывания и свинчивания/развинчивания в реальной скважине используется твёрдосмазочная плёнка, в основном следует учитывать следующие два момента.
(1) Твёрдосмазочная плёнка повреждается из-за люфта соединения.
(2) В худшем случае необходимо рассматривать смазывание при приложении большой нагрузки так, чтобы вся масса ниппеля (общая масса ниппеля на стороне выше от наружной резьбы) приходилась на муфту (сторона внутренней резьбы нижней муфты).
Затем вследствие наложения действий моментов (1) и (2) происходит само явление, при котором плёнка твёрдосмазочного покрытия частично отслаивается, что структурно неизбежно. Кроме того, отслоившиеся обломки меняют конфигурацию во время свинчивания/развинчивания и способствуют смазыванию или, наоборот, уплотняются, приводя к ситуации, когда зазор между наружной и внутренней резьбой закрывается, что приводит к заеданию. Таким образом, авторы настоящего изобретения обнаружили, что, когда такое явление не принимается во внимание, оценка смазывания плёнки твёрдосмазочного покрытия становится неудовлетворительной, а оценка смазывания плёнки твёрдосмазочного покрытия является недостаточной.
Действительно, при оценке смазывания резьбового соединения нефтегазопромысловых труб с использованием для смазки плёнки твёрдосмазочного покрытия с использованием короткого ниппеля на горизонтальной свинчивающей машине, в большинстве случаев оценка смазывания определяется как приемлемая и это не является проблемой. Однако, когда ниппель (короткий ниппель), имеющий ту же самую длину, устанавливается вертикально и используется вертикальная машина для свинчивания для выполнения испытания на свинчивание/развинчивание смазки резьбового соединения нефтегазопромысловых труб с использованием плёнки твёрдосмазочного покрытия, только при этом условии может возникнуть заедание. Кроме того, если только не разработана плёнка твёрдосмазочного покрытия, для которой испытание на свинчивание/развинчивание проводилось с помощью вертикальной машины для свинчивания с использованием ниппеля той же длины, что и реальный ниппель, используемый в реальной скважине, происходит заедание в большинстве ниппелей при первом развинчивании. Реальный ниппель относится, например, к классу 8 - 12 м и имеет диапазон 2 или диапазон 3.
То есть, в случае испытания согласно известному уровню техники, в котором смазывание плёнки твёрдосмазочного покрытия оценивается с помощью короткого ниппеля, короче, чем реальный ниппель, используемый в реальной скважине, может быть обнаружено только резьбовое соединение, которое совершенно неприемлемо как в горизонтальном испытании, так и вертикальном испытании. Поэтому не было возможности точно оценить, приемлемо ли смазывание в реальной скважине. То есть авторы настоящего изобретения обнаружили, что в известном уровне техники оценку смазывания плёнки твёрдосмазочного покрытия невозможно реально смоделировать с помощью испытания с использованием короткого ниппеля. Поэтому авторы настоящего изобретения обнаружили, что, пока верхние и нижние предельные значения параметров для ограничения технологии не будут точно оценены методом испытаний с учётом реальной скважины, предпочтительный диапазон смазывающей способности плёнки твёрдосмазочного покрытия не может быть определён. При оценке в вертикальном испытании согласно известному уровню техники оценка выполняется с использованием короткого ниппеля, короче, чем реальный ниппель, используемый в реальной скважине. Таким образом, было обнаружено, что оценка не может быть точно выполнена при оценке вертикальным испытанием согласно известному уровню техники.
Здесь в качестве примера технологии, в которой нагрузка прикладывается к короткому ниппелю, приведена технология, опубликованная в НПЛ 1. НПЛ 1 раскрывает, что используются вертикальные ключи, и на верхний конец ниппеля помещается груз массой 500 кг для осуществления свинчивания/развинчивания. Однако груз в 500 кг слишком мал, чтобы имитировать нагрузку, соответствующую реальному ниппелю. Кроме того, ПТЛ 5 представляет патентную литературу, относящуюся к смазке соединений нефтегазопромысловых труб. С учётом чертежей и т.п., описанных в ПТЛ 5, ПТЛ 5 описывает оценку с использованием короткого ниппеля. Кроме того, ПТЛ 1 - 4 и 10 - 14 не описывают конкретный метод оценки смазывающей способности. Однако ПТЛ с 1 по 4 и с 10 по 14 не описывают и не предполагают, что используется ниппель реальной длины, и, таким образом, в соответствии с данными, полученными специалистами в данной области техники, согласно оценкам, испытание и оценка выполняются с использованием короткого ниппеля длиной около 1 м, с помощью которого оценку можно легко выполнить на лабораторном уровне, и который используется в качестве стандарта, когда ниппель используется при оценке смазывания составом согласно известному уровню техники.
ПТЛ 5 описывает, что вертикальная машина для свинчивания используется для оценки плёнки твёрдосмазочного покрытия в жёстких испытаниях в состоянии, когда ось ниппеля наклонена. То есть ПТЛ 5 описывает, что смазывание и трение в жёсткой ситуации на начальной стадии свинчивания соединения оцениваются путём преднамеренного наклона оси ниппеля в начальном положении. Однако метод ПТЛ 5 представляет всего лишь оценку, моделирующую люфт, и нельзя отрицать, что этот метод представляет собой неудовлетворительную оценку для плёнки твёрдосмазочного покрытия. То есть нельзя сказать, что оценка метода ПТЛ 5 выполняется с учётом жестких условий, предполагаемых в ситуации реального ниппеля. При оценке плёнки твёрдосмазочного покрытия, описанной в ПТЛ 5, трудно сказать, можно ли оценить то, что действительно происходит в реальной скважине, аналогично способу оценки с использованием короткого ниппеля согласно известному уровню техники. Кроме того, испытание с использованием ниппеля фактической длины, то есть испытание на свинчивание с использованием полноразмерного ниппеля и с использованием вертикальной машины для свинчивания требует проведения на испытательном полигоне и стоимость проведения эксперимента существенно высока. Поэтому нереально повторяющимся образом проводить испытания с использованием полноразмерного ниппеля при определении эффекта плёнки твёрдосмазочного покрытия, и такое испытание проводится не всегда.
Здесь, когда снова обсуждается специфика смазывания соединения нефтегазопромысловых труб, как описано выше, (1) имеется структурный люфт на начальной стадии свинчивания соединения и последующей стадии развинчивания соединения, и (2) смазывание и трение в состоянии, когда сверху приложена большая нагрузка.
Согласно данным авторов настоящего изобретения, в структуре соединения нефтегазопромысловых труб возникает люфт. То есть в наружной резьбе (например, соединении ниппеля) и внутренней резьбе (например, соединении муфты) до того, как резьбы начнут зацепляться друг с другом, так что возможен плавный заход наружной резьбы и внутренней резьбы, когда соединение ниппеля установлено, возникает уникальный для такого соединения люфт. Кроме того, хотя свинчивание/развинчивание соединения нефтегазопромысловых труб выполняется при подвешивании ниппеля при установке сверху, необходимо учитывать условия приложения большой нагрузки, при которых собственная масса ниппеля, расположенного в верхней части, в некоторой степени прилагается к стороне внутренней резьбы. Например, ниппель (наружная резьба) класса 8 - 12 м (длина диапазона 2 или диапазона 3, указанная в API-5CT или 5CRA), расположенный в верхней части, устанавливается в верхней части, муфта (внутренняя резьба) устанавливается в нижней части и выполняется свинчивание или развинчивание. Поэтому в случае ниппеля большого диаметра свинчивание/развинчивание выполняется в состоянии, когда на каждый ниппель прикладывается груз около 1 тонны одного ниппеля. В морской скважине, как это принято, соединяются и используются три ниппеля. В результате в самых жёстких случаях масса около 3 тонн прикладывается от ниппеля к участку внутренней резьбы и осуществляется свинчивание. Это приводит к существенно жёстким условиям трения. Как описано выше, поскольку на начальном этапе свинчивания и последующем этапе развинчивания имеется вибрация, большая нагрузка сверху прикладывается к внутренней резьбе не равномерно, а смещается. Поэтому большая нагрузка локально прикладывается к участку резьбы. Требуется реализовать смазывание, соответствующее уровню смазывания, реализуемому с использованием состава согласно известному уровню техники, путём определения и оптимизации связующей смолы и твёрдого смазочного материала в качестве добавки в связующую смолу для получения плёнки твёрдосмазочного покрытия, которая может это выдержать. Однако оценка плёнки твёрдосмазочного покрытия согласно известному уровню техники не проводилась в таких условиях, которые возникают в реальных скважинах.
Хотя они предназначены для применения смазывания, отличного от соединения нефтегазопромысловых труб (смазывание для применений, отличных от настоящего изобретения), существует патентная литература, в которой ПТФЭ описывается как твёрдый смазочный материал, ПАИ описывается как связующая смола, указаны молекулярная масса, размер и т.п. ПТФЭ и ПАИ, и показана область, имеющая превосходную смазывающую способность. Например, ПТФЭ как твёрдый смазывающий материал описан в ПТЛ 6 - 9. ПТЛ 6 - 9 раскрывают изобретения, которые реализуют смазывание за счёт указания низкой молекулярной массы. Кроме того, в применениях к смазочным материалам и модификаторам поверхности молекулярная масса ПТФЭ согласно известному уровню техники составляет около 100 000, и существует изобретение, которое определяет низкую молекулярную массу с точки зрения смазочных характеристик относительно этого значения. Однако в этих технологиях предшествующего уровня техники связующая смола отсутствует или ПТФЭ просто распыляется на поверхность, подлежащую смазыванию. В качестве альтернативы следует отметить, что он не используется совместно с ПАИ, которая является связующей смолой, требуемой настоящим изобретением.
Например, ПТЛ 6 относится к смазыванию элементов подшипника. ПТЛ 7 и 8 широко описывают характеристики смазочных средств. В ПТЛ 6 указано, что молекулярная масса ПТФЭ ≤ 25 000 и молекулярная масса ПТФЭ составляет 7 000 - 15 000 в качестве более предпочтительного диапазона. ПТЛ 7 раскрывает, что молекулярная масса составляет 500 - 20 000 и особенно подходящий диапазон молекулярной массы составляет 1 000 - 5 000. ПТЛ 8 характеризует полимер тетрафторэтилена (ПТФЭ) и полимер хлортрифторэтилена, каждый из которых имеет молекулярную массу 300 - 3 000.
Однако в области смазывания, отличной от смазывания соединения нефтегазопромысловых труб, два объекта, подлежащие смазыванию, уже находятся в контакте друг с другом или всегда близки к состоянию тесного контакта в фиксированном положении, например, при смазывании стальных подшипников автомобиля или смазывании шестерён узла машины. Во многих случаях смазывание в этом состоянии является целевым. Альтернативно, направление скольжения ограничено одним направлением, как при смазывании, таком как прессовая обработка и высечка, и, кроме того, предполагается смазывание в фиксированном положении в штампах с помещенным между ними целевым материалом для прессования. В этих примерах смазывания смазка уже нанесена и используется исходя из состояния тесного контакта. Поэтому может быть предусмотрен коэффициент трения, износа и т.п., а целью является явление трения в состоянии, в котором продолжает прикладываться по существу постоянное напряжение. Кроме того, чтобы обеспечить смазывание, в это время просто распыляют масло, распыляют MoS2, который представляет собой твёрдый смазочный материал, и т.п., или всегда подают и используют смазочное масло. Поэтому условия смазывания, используемые в области смазывания для случаев, отличных от соединения нефтегазопромысловых труб, вообще не предполагают условий, принятых для условий соединения нефтегазопромысловых труб. То есть, предпосылкой в области смазывания, отличной от соединения нефтегазопромысловых труб, является состояние, в котором нет люфта или есть лишь небольшой люфт между двумя объектами, что полностью отличается от ситуации, когда часть смазочной плёнки отслаивается из-за люфта и условий приложения большой нагрузки и оказывает вторичное влияние. Поэтому сложно просто применять смазку, предназначенную для чего-либо иного, отличного от соединения нефтегазопромысловых труб, для смазывания соединения нефтегазопромысловых труб.
Настоящее изобретение было создано с учётом вышеизложенных моментов, и цель настоящего изобретения состоит в том, чтобы посредством использования плёнки твёрдосмазочного покрытия обеспечить стойкость к заеданию, равную или превышающую стойкость к заеданию в способе, использующем состав трубной смазки согласно известному уровню техники, с точки зрения характеристик смазывающей способности во время свинчивания/развинчивания нефтегазопромысловых труб.
Решение проблемы
Аспектом настоящего изобретения является технология обеспечения эффективного смазывания с помощью плёнки твёрдосмазочного покрытия в условиях смазывания, которые возникают в реальной скважине, то есть в условиях, при которых возникает люфт, то есть в условиях, при которых прилагается смещённая нагрузка и в условиях приложения большой нагрузки. Кроме того, целью одного из аспектов настоящего изобретения является разработка самой плёнки твёрдосмазочного покрытия с использованием твёрдого смазочного материала, связующей смолы и других характеристик так, чтобы часть плёнки твёрдосмазочного покрытия не отслаивалась во время свинчивания/развинчивания, а отслоившиеся частицы не скапливались и не вызывали заедания.
Авторы настоящего изобретения рассмотрели влияние смещённой нагрузки из-за люфта, специфичного для соединения нефтегазопромысловых труб, и большой нагрузки от ниппеля на муфту, которая возникает во время свинчивания/развинчивания нефтегазопромысловых труб в реальной скважине, на характеристики смазывания в момент свинчивания/развинчивания соединения нефтегазопромысловых труб. Кроме того, также учитывалось, что плёнка твёрдосмазочного покрытия, сформированная на затяжной поверхности резьбовой части, неизбежно частично сдирается при приложении смещённой нагрузки или большой нагрузки. Кроме того, авторы настоящего изобретения нашли оптимальную комбинацию твёрдого смазочного материала и связующей смолы, а также оптимальный диапазон отдельных материалов, тем самым завершив настоящее изобретение созданием плёнки твёрдосмазочного покрытия для нефтегазопромысловых труб.
То есть, аспект настоящего изобретения представляет собой нефтегазопромысловые трубы, в которых плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована на резьбовой части, причём плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле, 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу (ПАИ), средняя молекулярная масса ПАИ составляет 20 000 или более и 40 000 или менее, 80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ) и средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
Аспект настоящего изобретения также включает состояние, при котором вспомогательная смазочная плёнка нанесена как часть смазочной плёнки. Однако основной точкой смазывания является плёнка твёрдосмазочного покрытия, описанная выше, и она также предназначена для содействия переходу в устойчивое положение, когда муфта и ниппель первоначально находятся в контакте друг с другом из-за вариаций во время начальной установки соединения.
Кроме того, ещё одним аспектом настоящего изобретения является средство для формирования плёнки твёрдосмазочного покрытия на резьбовой части нефтегазопромысловых труб, в котором твёрдый смазочный материал диспергирован в связующей смоле, 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу, средняя молекулярная масса полиамидимида составляет 20 000 или более и 40 000 или менее, 80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ) и средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
Положительные эффекты изобретения
Согласно аспекту настоящего изобретения, задавая молекулярную массу каждого из связующей смолы и твёрдого смазочного материала, содержащихся в плёнке твёрдосмазочного покрытия, можно получить смазочные характеристики во время свинчивания, сравнимые с таковыми для соединения нефтегазопромысловых труб согласно известному уровню техники, без использования состава, согласно известному уровню техники.
Например, согласно аспекту настоящего изобретения, принимая во внимание условия, соответствующие реальной скважине, которые могут возникнуть в реальной среде скважины, получается резьбовое соединение для нефтегазопромысловых труб, обладающее смазывающими характеристиками во время свинчивания. Условиями, соответствующими реальной скважине, являются такие условия, как ситуация, когда масса ниппеля создаёт нагрузку, прилагаемую к муфте сверху, ситуация, когда нагрузка прилагается наклонно из-за отклонения оси, и ситуация, когда нагрузка прилагается локально, а не равномерно.
Краткое описание чертежей
Фиг. 1 представляет вид, иллюстрирующий резьбовое соединение;
фиг. 2А представляет вид диаграммы свинчивания в реальной скважине, и фиг. 2B представляет вид, иллюстрирующий исходное заданное положение в этот момент;
фиг. 3А представляет вид диаграммы свинчивания в лабораторных испытаниях согласно известному уровню техники и фиг. 3B представляет вид, иллюстрирующий исходное заданное положение в этот момент;
фиг. 4 представляет схему, иллюстрирующую пример плёнки смазывающего покрытия, включающей плёнку твёрдосмазочного покрытия;
фиг. 5A - 5C представляют схемы, иллюстрирующие другой пример плёнки смазочного покрытия, включающей плёнку твёрдосмазочного покрытия;
фиг. 6 представляет вид, иллюстрирующий пример фторорганического соединения поверхностного слоя;
фиг. 7 представляет вид, поясняющий измерение твёрдости по Виккерсу;
фиг. 8 представляет вид, поясняющий испытание с помощью ключа под нагрузкой (новый метод испытания);
фиг. 9 представляет вид, иллюстрирующий пример установки нагрузки при испытании с помощью ключа под нагрузкой; и
фиг. 10 представляет вид, иллюстрирующий пример исходного заданного положения при испытании с помощью ключа под нагрузкой.
Осуществление изобретения
Далее будут описаны осуществления на основе настоящего изобретения.
Здесь, как описано выше, имеется литература, в которой ПТФЭ приведён в качестве примера твёрдого смазочного материала в плёнке твёрдосмазочного покрытия, нанесённой на резьбовое соединение нефтегазопромысловых труб в соответствии с известным уровнем техники. Кроме того, имеется литература, в которой ПАИ приводится в качестве примера связующей смолы. Например, ПТЛ 5 описывает, что ПТФЭ является примером смазочного порошка, а ПАИ примером связующего. Однако в примерах не приводится пример использования ПТФЭ и ПАИ, в частности, не существует примера предпочтительной комбинации, и он просто описан как пример твёрдого смазочного материала или связующей смолы. Кроме того, в области смазки соединений нефтегазопромысловых труб, что является целью настоящего изобретения, в патентной литературе нет описания или предложения, в которых ПТФЭ используется в качестве основного компонента твёрдого смазочного материала, ПАИ используется в качестве основного компонента связующей смолы, а молекулярные массы соответствующих компонентов указаны в расчёте на их комбинацию.
Кроме того, изобретатели просто выбрали ПТФЭ в качестве твёрдого смазочного материала и ПАИ в качестве связующей смолы из материалов, примеры которых приведены в предыдущих патентных документах, сформировали плёнку твёрдосмазочного покрытия, используя эти компоненты в качестве основных компонентов, и реально провели испытание на свинчивание/развинчивание. В этом случае авторы изобретения обнаружили, что было получено как резьбовое соединение нефтегазопромысловых труб с заеданием, так и резьбовое соединение нефтегазопромысловых труб без заедания, в результате чего возникает ситуация, которую вообще невозможно предсказать. Например, когда приобретались агенты, имеющие одни и те же номера CAS, и средства составлялись и использовались для формирования плёнки, результаты не всегда были одинаковы. То есть в группе изобретений, опубликованных в предшествующих патентных документах, смазывание, достигаемое смазочным составом согласно известному уровню техники, не может быть реализовано только путём объединения. Поэтому подходящее смазывание не всегда можно реализовать путём использования или аналогизации предшествующих изобретений.
Кроме того, в технологиях смазывания для применений, отличных от резьбовых соединений нефтегазопромысловых труб, описаны параметры молекулярной массы только ПТФЭ и параметры молекулярной массы только ПАИ. Однако, поскольку известная технология совершенно отличается от технологии смазывания соединения нефтегазопромысловых труб, известная технология не может быть применена в том же виде, как она есть, и для нефтегазопромысловых труб.
Кроме того, согласно исследованиям, проведённым авторами изобретения, было обнаружено, что при испытании и оценке резьбового соединения нефтегазопромысловых труб согласно известному уровню техники, описанному в ПТЛ 5, НПЛ 1 или т.п., оценка смазочных характеристик, специфичных для плёнки твёрдосмазочного покрытия, недостаточна. В частности, оценка согласно известному уровню техники не позволяет оценить поведение смазывания, предполагая, что соединение нефтегазопромысловых труб (класса 8 - 12 м), имеющих реальную длину, выполнено в реальной скважине. В частности, авторы изобретения обнаружили, что оценка смазывания плёнки твёрдосмазочного покрытия является несоответствующей и оценка смазывания плёнки твёрдосмазочного покрытия является недостаточной. То есть при оценке согласно известному уровню техники смазывание плёнки твёрдосмазочного покрытия проверяли и оценивали на основе испытания, в котором свинчивание/развинчивание выполняли с использованием состава согласно известному уровню техники, и оценка смазывания плёнки твёрдосмазочного покрытия была недостаточной.
То есть необходимо выполнить оценку с помощью метода оценки смазывания, который имитирует реальную скважину, и подробно определить состояние плёнки твёрдосмазочного покрытия. Кроме того, поскольку используется плёнка твёрдосмазочного покрытия, возникает новая проблема. То есть требовалось решить технические проблемы, такие как предотвращение вызывающего заедание затвердевания происходящего из плёнки компонента, который неизбежно соскабливается, и реконфигурирование указанного происходящего из плёнки компонента во время свинчивания/развинчивания для переноса происходящего из плёнки компонента к поверхностям наружной и внутренней резьбы для сохранения смазывания.
Авторы изобретения рассмотрели способ оценки для нового испытания, позволяющий проводить оценку в условиях, эквивалентных условиям реальной скважины. Затем авторы изобретения при проведении испытания методом оценки рассмотрели вопрос о создании структуры резьбового соединения нефтегазопромысловых труб, включающей плёнку твёрдосмазочного покрытия, которая дополнительно улучшает сопротивление плёнки твёрдосмазочного покрытия заеданию и выдерживает использование в реальной скважине.
Затем авторы настоящего изобретения нашли оптимальную комбинацию твёрдого смазочного материала и связующей смолы, а также оптимальный диапазон отдельных компонентов, принимая во внимание тот факт, что плёнка твёрдосмазочного покрытия неизбежно частично соскабливается во время приложения смещённой нагрузки или большой нагрузки из-за специфического люфта при свинчивании/развинчивании нефтегазопромысловых труб в реальной скважине, для характеристик смазывания при свинчивании/развинчивании соединения нефтегазопромысловых труб, которые являлись вышеописанными целями изобретения, тем самым завершив создание плёнки твёрдосмазочного покрытия для нефтегазопромысловых труб согласно настоящему изобретению.
Структура
Далее будут описаны осуществления на основе настоящего изобретения.
Настоящее осуществление представляет собой изобретение, относящееся к структуре плёнки покрытия, сформированной на затяжной поверхности, и резьбовому соединению, имеющему такую структуру плёнки покрытия в качестве смазывающей плёнки покрытия в соединении нефтегазопромысловых труб, используемых для реальных нефти/газа. Настоящее осуществление характеризуется плёнкой смазочного покрытия, включающей плёнку твёрдосмазочного покрытия, сформированную на затяжной поверхности резьбового соединения, а сама структура резьбового соединения особо не ограничивается. В качестве структуры резьбового соединения можно использовать известную или новую структуру соединения.
Как проиллюстрировано на фиг. 1, резьбовое соединение нефтегазопромысловых труб включает муфту 2, например, муфту, имеющую внутреннюю резьбу 2а, и ниппель 1, имеющий наружную резьбу 1а. Муфта 2 и ниппель 1 формируют нефтегазопромысловую трубу.
Как проиллюстрировано на фиг. 4, например, плёнка смазочного покрытия, включающая плёнку 3 твёрдосмазочного покрытия, сформирована на контактной поверхности (затяжной поверхности 10) резьбовой части по меньшей мере одного компонента из муфты 2 и ниппеля 1.
Далее в настоящем осуществлении будет описана плёнка смазочного покрытия, включающая плёнку 3 твёрдосмазочного покрытия. Плёнка смазочного покрытия сформирована в резьбовой части нефтегазопромысловых труб.
Плёнка 3 твёрдосмазочного покрытия по настоящему изобретению сформирована путём диспергирования твёрдого смазочного материала в связующей смоле в качестве компонента матрицы. 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу и средняя молекулярная масса полиамидимидной смолы составляет 20 000 или более и 40 000 или менее. Кроме того, 80 мас.% или более твёрдого смазочного материала составляет политетрафторэтилен (ПТФЭ) и средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
ПТФЭ, содержащийся в твёрдом смазочном материале, предпочтительно составляет 20 мас.% или более и 50 мас.% или менее от общей массы плёнки 3 твёрдосмазочного покрытия.
Кроме того, твёрдость плёнки 3 твёрдосмазочного покрытия предпочтительно составляет F или выше и 4H или ниже по шкале карандашной твёрдости.
Как проиллюстрировано на фиг. 5А, плёнка смазочного покрытия, сформированная на затяжной поверхности 10, может включать базовую плёнку 4, сформированную между затяжной поверхностью 10 участка резьбы, на котором сформирована плёнка 3 твёрдосмазочного покрытия, и плёнкой твёрдосмазочного покрытия 3. Базовая плёнка 4 может быть сформирована, например, из плёнки, полученной обработкой фосфатом (плёнка, полученная химической конверсионной обработкой фосфорной кислотой) или плёнки, полученной электроосаждением, имеющей твёрдость по Виккерсу 200 HV или выше.
В случае, когда плёнка смазочного покрытия сформирована на затяжной поверхности 10 резьбовой части одного компонента из муфты 2 и ниппеля 1, предпочтительно, чтобы плёнка покрытия не была сформирована на затяжной поверхности 10 резьбовой части другого компонента из муфты 2 и ниппеля 1, или на затяжной поверхности 10 резьбовой части другого компонента из муфты 2 и ниппеля 1 была сформирована плёнка покрытия, обладающая коррозионной стойкостью. То есть, затяжная поверхность 10, на которой не сформирована плёнка смазочного покрытия, остается нетронутой резьбой. Альтернативно, предпочтительно формировать плёнку, обладающую коррозионной стойкостью, с помощью базовой плёнки краски, не подвергая её дробеструйной очистке. Формирование плёнки, обладающей коррозионной стойкостью, также эффективно для усиления смазывания по сравнению со смазыванием путём контакта между металлической поверхностью (затяжной поверхностью 10) и плёнкой 3 твёрдосмазочного покрытия. Базовая плёнка краски может быть сформирована любым методом окраски, кистью, распылением и механической окраской. Базовая плёнка краски может быть превращена в плёнку путём её выдержки в атмосфере на короткое время высыхания или может быть сформирована в виде плёнки путём окраски и сушки.
Кроме того, в плёнке смазочного покрытия, сформированной на по меньшей мере одной затяжной поверхности 10 резьбовой части, на которой сформирована плёнка смазочного покрытия, как проиллюстрировано на фиг. 5B и 5C, поверхностный слой 5 может быть сформирован на плёнке 3 твёрдосмазочного покрытия.
В этом случае поверхностный слой 5 сформирован путём нанесения, например, средства нанесения поверхностного слоя, описанного ниже. То есть средство нанесения поверхностного слоя содержит твёрдый смазочный материал, связующую смолу и компонент растворителя, который не остаётся в плёнке покрытия после того, как средство нанесения поверхностного слоя нанесено и высушено.
Поверхностный слой 5 формируется путём нанесения состава, содержащего жирную кислоту и металл, например, смазки, содержащей мыло и металлическое мыло, в качестве компонента твёрдого смазочного материала, и покрывающий агент, содержащий органическое соединение на основе фтора, в качестве компонента связующей смолы, на поверхностный слой тонким и проверенным способом. Поверхностный слой 5 делает затяжную поверхность 10 резьбовой части нефтегазопромысловых труб скользкой и позволяет резьбе смещаться в устойчивое положение, тем самым дополняя превосходные смазочные характеристики.
Твёрдый смазочный компонент для поверхностного слоя 5 может быть сформирован из одного или комбинации двух или более видов соединений, содержащих жирные кислоты следующей группы X и металлы следующей группы Y. Связующая смола для поверхностного слоя 5 может быть сформирована из органического соединения на основе фтора. Кроме того, компонент растворителя для поверхностного слоя 5 может быть сформирован одним или комбинацией двух или более видов фторсодержащих растворителей следующей группы Z, на долю которых приходится 90% или более массы компонента растворителя.
Группа X: стеариновая кислота, изостеариновая кислота, бегеновая кислота, лауриновая кислота и 12-гидроксистеариновая кислота.
Группа Y: Li, Na, Mg, Al, Ca, Zn и Ba.
Группа Z: гидрофторуглероды (HFC), гидрофторэфиры (HFE) и гидрофторолефины (HFO).
Температура плавления поверхностного слоя 5 предпочтительно составляет 70°С или выше.
В качестве средства для формирования плёнки 3 твёрдосмазочного покрытия настоящего осуществления используются следующие компоненты.
То есть средство формируется путём диспергирования твёрдого смазочного материала в связующей смоле в качестве компонента матрицы, и 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу. В средстве средняя молекулярная масса полиамидимида составляет 20 000 или более и 40 000 или менее, 80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ), а средняя молекулярная масса ПТФЭ составляет 30 000 или менее. Кроме того, средство содержит компонент растворителя.
Кроме того, в случае, когда плёнка твёрдосмазочного покрытия согласно настоящему изобретению сформирована как на муфте, так и на ниппеле, толщина плёнки предпочтительно удовлетворяет обоим следующим характеристикам.
Толщина каждой из плёнок твёрдосмазочного покрытия, сформированных как на муфте, так и на ниппеле, в положении гребня резьбовой части составляет 5 мкм или более и 95 мкм или менее.
Когда толщина плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части муфты (резьбовой части), равна А1 (мкм) и толщина плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части ниппеля, равна A2 (мкм), предпочтительно, чтобы выполнялось следующее выражение (1).
А1 + А2 ≤ 110 мкм … (1)
Кроме того, в случае, когда плёнка твёрдосмазочного покрытия согласно настоящему изобретению сформирована только на одном из муфты и ниппеля, толщина плёнки предпочтительно удовлетворяет обоим следующим характеристикам.
Толщина плёнки твёрдосмазочного покрытия, сформированной в резьбовой части нефтегазопромысловой трубы, включая плёнку смазочного покрытия настоящего изобретения в положении гребня резьбовой части (резьбовой части), составляет 5 мкм или более и 95 мкм или менее.
A + B ≤ 110 мкм, где A мкм представляет собой толщину плёнки смазочного покрытия, сформированной в резьбовой части нефтегазопромысловой трубы, включая плёнку твёрдосмазочного покрытия настоящего изобретения в положении гребня, а B мкм представляет толщину плёнки покрытия, сформированной на резьбовой части нефтегазопромысловой трубы, расположенной на противоположном материале, обращённом к нефтегазопромысловой трубе («0» в случае, когда плёнка покрытия там отсутствует).
Структура настоящего осуществления будет описана более подробно.
<Связующая смола и твёрдый смазочный материал, содержащиеся в плёнке 3 твёрдосмазочного покрытия>
Характеристики каждого материала из связующей смолы и твёрдого смазочного материала, содержащихся в плёнке 3 твёрдосмазочного покрытия настоящего осуществления, основаны на условиях свинчивания/развинчивания в реальной скважине. То есть характеристики как связующей смолы, так и твёрдого смазочного материала разработаны таким образом, чтобы плёнка 3 твёрдосмазочного покрытия могла сохранять смазочные свойства даже при приложении большой нагрузки или смещённой нагрузки.
При этом в условиях, предполагаемых для реальной скважины, неизбежно отслаивание части плёнки 3 твёрдосмазочного покрытия на начальном этапе свинчивания. Остатки отслоившейся плёнки 3 твёрдосмазочного покрытия могут локально скапливаться в зазоре между муфтой и ниппелем 1 и вызывать заедание. Поэтому важно, чтобы сами остатки плёнки 3 твёрдосмазочного покрытия после отслаивания и разрушения были гибкими и не агрегировались. Кроме того, состав плёнки 3 твёрдосмазочного покрытия согласно настоящему осуществлению определен экспериментально так, что сами остатки представляют собой плёнку, которая может быть переконфигурирована путём прижатия к поверхности муфты или поверхности ниппеля для улучшения смазывания.
Такое поведение определяется комбинацией связующей смолы и твёрдого смазочного материала, содержащихся в плёнке 3 твёрдосмазочного покрытия. Это может быть реализовано за счёт мягкости плёнки, что затрудняет отслаивание плёнки 3 твёрдосмазочного покрытия, гибкости самих остатков плёнки 3 твёрдосмазочного покрытия после отслоения и разрушения, а также предотвращением агрегирования самих остатков. Чтобы добиться этого, важно выбрать связующую смолу и контролировать её молекулярную массу. Кроме того, для придания смазочных характеристик важно выбрать подходящий твёрдый смазочный материал и контролировать молекулярную массу твёрдого смазочного материала. Когда состав плёнки 3 твёрдосмазочного покрытия не задан в конкретном диапазоне, возникают следующие проблемы. То есть материал, полученный из частично отслоившейся плёнки твёрдосмазочного покрытия, локально скапливается в зазоре между частями резьбы, обращёнными друг к другу, что вызывает заедание. Кроме того, на участке уплотнения не может быть стабильно сформирована переконфигурированная смазочная плёнка глянцеватого вида (смазочная плёнка, имеющая своего рода глянцеватую оболочку).
С вышеизложенной точки зрения, в настоящем осуществлении указано, что связующая смола содержит 90% или более ПАИ в мас.%, а твёрдый смазочный материал определен как содержащий 80% или более ПТФЭ в мас.% Это связано с тем, что плёнка 3 твёрдосмазочного покрытия содержит ПАИ в качестве основного компонента связующей смолы и ПТФЭ в качестве основного компонента твёрдого смазочного материала, как указано в настоящем осуществлении, так что поведение смазывающей способности в соответствии с той же технической идеей, которая описана выше, может сохраняться. Когда состав плёнки твёрдосмазочного покрытия отклоняется от этого диапазона, накладываются влияния другого компонента, и оптимальная область может не сформироваться. Кроме того, содержание основных компонентов определены в пределах вышеуказанных диапазонов путём оценки с использованием нового метода испытаний (метод испытаний, описанный ниже).
Кроме того, плёнка 3 твёрдосмазочного покрытия необходима не только для сохранения превосходной смазывающей способности, но и для защиты от коррозии. То есть важно, чтобы резьбовое соединение не ржавело и не портилось даже в условиях воздействия окружающей среды, до его использования в реальной скважине. Кроме того, важна также термостойкость, и плёнка 3 твёрдосмазочного покрытия предпочтительно представляет собой плёнку, которая выдерживает температуру дна скважины, то есть плёнку, имеющую точку плавления 200°С или выше и предпочтительно 250°С или выше.
«Средняя молекулярная масса связующей смолы»
Средняя молекулярная масса связующей смолы определяется из диапазона комбинации ПАИ, используемого в качестве основного компонента связующей смолы, и ПТФЭ, используемого в качестве основного компонента твёрдого смазочного материала, с учётом оценки с помощью нового метода испытаний. Диапазон молекулярной массы только ПАИ не влияет на твёрдость или отслаивание, описанное ниже.
В настоящем осуществлении молекулярная масса ПАИ указана равной 20 000 или более и 40 000 или менее исходя из вышеуказанной комбинации.
Причина, по которой молекулярная масса ПАИ установлена на уровне 20 000 или более, заключается в том, что, когда молекулярная масса ПАИ менее 20 000, сама плёнка становится слишком мягкой и, таким образом, плёнка 3 твёрдосмазочного покрытия имеет тенденцию легко отслаиваться. Это происходит потому, что в противном случае материал, происходящий из отслоившейся плёнки твёрдосмазочного покрытия, скапливается в зазоре между частями резьбы.
Кроме того, молекулярная масса ПАИ указана равной 40 000 или менее, поскольку, когда молекулярная масса ПАИ превышает 40 000, сама плёнка становится слишком твёрдой и её невозможно надлежащим образом отслоить. Поэтому в случае приложения большой нагрузки или смещённой нагрузки плёнка 3 твёрдосмазочного покрытия имеет тенденцию легко полностью соскабливаться.
Более предпочтительный диапазон молекулярной массы ПАИ находится в диапазоне от 20 000 или более до 30 000 или менее. Это следует из вышеуказанных причин.
В настоящем осуществлении, в отличие от известного уровня техники, диапазон стабильности компонента плёнки твёрдосмазочного покрытия соответствующим образом устанавливается на основе оценки в новом испытании в условиях нагрузки (большая нагрузка и условия смещённой нагрузки), как это предполагается в реальной нефтяной/газовой скважине, в которой ниппель 1 длиной 8 - 12 м класса подвешивается вертикально и свинчивается. То есть в настоящем осуществлении это было подтверждено оценкой в новом испытании в условиях, необходимых для выдерживания большой нагрузки и смещённой нагрузки в реальных условиях скважины или в более тяжёлых условиях. Затем верхний и нижний пределы молекулярной массы ПАИ были проверены и установлены на основании результатов испытаний. В частности, считалось, что плёнка не является ни слишком твёрдой, ни слишком мягкой, и плёнка не скапливается и не вызывает заедания, когда отслоившийся материал, происходящий из плёнки 3 твёрдосмазочного покрытия, переконфигурируется во время свинчивания/развинчивания. Исходя из этой точки зрения, комбинация компонентов (связующая смола и твёрдый смазочный материал) была экспериментально подобрана при условии, что число раз М/В может быть увеличено.
«Составные компоненты, помимо основного компонента (ПАИ) в связующей смоле»
Связующая смола может быть образована только из ПАИ.
Связующая смола по настоящему осуществлению может содержать примеси или добавки при условии, что они составляют менее 10% от массы связующей смолы.
Здесь во время производства ПАИ могут оставаться примеси, содержащиеся в адсорбенте хлористого водорода, в растворе полимеризации и неорганической соли, используемой в дальнейшем для нейтрализации. Примеры примесей включают NaCl, FeSO4, сами неорганические катионы и хлористый водород (HCl). Эти примеси могут ухудшать плёнку 3 твёрдосмазочного покрытия во время длительного хранения. Однако приемлемо содержание менее около 10% и предпочтительно менее около 1%.
Кроме того, добавки, такие как стекловолокно и углеродное волокно, могут быть добавлены и использованы в качестве наполнителя в смоле ПАИ для увеличения твёрдости плёнки. В этом случае можно предотвратить отслаивание плёнки 3 твёрдосмазочного покрытия более чем необходимо из-за неизбежного люфта на начальном этапе свинчивания или на последующем этапе развинчивания в процессе свинчивания/развинчивания в реальной скважине. Как описано выше, повышение твёрдости плёнки может дать положительный эффект. Однако связующая смола, имеющая чрезмерно повышенную твёрдость плёнки, не допускает содержания ПТФЭ в твёрдом смазочном материале и может содержать лишь небольшое количество ПТФЭ. Кроме того, сама связующая смола имеет тенденцию быть слишком твёрдой. В случае, когда связующая смола слишком твёрдая, отслоившиеся остатки формируются неравномерно, но локальное отслоение имеет тенденцию усиливаться. Поэтому основной вопрос формирования вторично переконфигурированной плёнки, обладающей смазывающей способностью, которая переконфигурируется во время свинчивания/развинчивания, на основе отслоившихся остатков, ингибируется. Затем в результате оценки, основанной на результатах эксперимента, было обнаружено, что 90 мас.% или более связующей смолы должно быть образовано из смолы ПАИ.
«Средняя молекулярная масса твёрдого смазочного материала»
По следующим причинам ПТФЭ используется в качестве основного компонента твёрдого смазочного материала, и средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
Это связано с тем, что предполагается, что при увеличении молекулярной массы ПТФЭ не может быть реализована техническая идея о том, что молекулы ПТФЭ скользят друг по другу, поддерживая высокие характеристики смазывания. То есть предполагается, что при увеличении молекулярной массы ПТФЭ молекулы ПТФЭ переплетаются друг с другом, и сила трения увеличивается. Кроме того, указание на то, что средняя молекулярная масса ПТФЭ составляет 30 000 или менее, основано на оценке того, что число раз M/B может быть увеличено путём подтверждения новым испытанием при условии, предполагающем реальное использование резьбового соединения нефтегазопромысловых труб.
Средняя молекулярная масса ПТФЭ более предпочтительно составляет 15000 или менее и ещё более предпочтительно 10000 или менее. Это сделано для достижения низкого трения за счёт снижения средней молекулярной массы ПТФЭ. Эти указанные диапазоны могут быть получены экспериментально с использованием нового метода оценочных испытаний.
Однако плёнка 3 твёрдосмазочного покрытия настоящего осуществления не обеспечивает смазку резьбового соединения нефтегазопромысловых труб только твёрдым смазочным материалом. ПТФЭ в качестве твёрдого смазочного материала диспергирован в связующей смоле и распределен в плёнке 3 твёрдосмазочного покрытия и служит основной точкой, обеспечивающей смазывание, когда связующая смола частично отслаивается, разрушается или деформируется. Поэтому важно, что плёнка 3 твёрдосмазочного покрытия осуществляет смазывание не только за счёт молекулярной массы ПТФЭ, но также за счёт комбинации с молекулярной массой связующей смолы. С этой точки зрения молекулярная масса ПТФЭ указана в оптимальном диапазоне на основе комбинации ПТФЭ и ПАИ, и, таким образом, молекулярная масса ПТФЭ определяется путём оценки реальным испытанием.
«Компоненты, отличные от ПТФЭ, в твёрдых смазочных материалах»
Твёрдый смазочный материал может состоять только из ПТФЭ. Твёрдый смазочный материал может содержать компоненты, отличные от ПТФЭ, при условии, что их массовая доля составляет менее 20%.
Примеры других компонентов включают PFA (сополимер тетрафторэтилена и перфторалкилвинилового эфира) на основе фтора, FEP (фторированный этилен-пропилен, то есть сополимер гексафторпропилена и тетрафторэтилена), графит, BN, MCA (цианурат меламина), слюду и тальк.
Добавление MoS2 и WS2 может быть источником H2S на участке добычи нефти/газа, и, таким образом, MoS2 и WS2 активно не добавляются. Однако MoS2 и WS2 можно добавлять в следовых количествах. Однако в случае, если в результате будущих исследований и разработок будет установлено, что проблем с MoS2 нет и дополнительных ограничений нет, добавление MoS2 и WS2 также будет разрешено, если их количество составляет менее 20%, как указано в настоящем изобретении.
«Материал, происходящий из плёнки твёрдосмазочного покрытия, переконфигурированной во время свинчивания/развинчивания»
Плёнка 3 твёрдосмазочного покрытия содержит связующую смолу и твёрдый смазочный материал, указанные в настоящем осуществлении, в комбинации, как описано выше, так что даже если часть плёнки 3 твёрдосмазочного покрытия неизбежно соскабливается или отслаивается во время свинчивания/развинчивания их остатки формируют новую смазочную плёнку на поверхностях (затяжных поверхностях 10) наружной резьбы 1а и внутренней резьбы 2а, и достигается эффект сохранения смазывания. С точки зрения усиления дополнительных эффектов оптимальные диапазоны содержания твёрдого смазочного материала и компонента связующей смолы, описанные выше, являются эффективными.
Здесь предпочтительно, чтобы обесцвеченная полоса, имеющая глянцеватый цветовой тон, так называемая глянцевая обесцвеченная полоса, была сформирована в положениях, соответствующих соединительным уплотнениям, как на наружной резьбе 1а, так и на внутренней резьбе 2а, на одном витке без перерыва после свинчивания/развинчивания. Поэтому смазывание на втором и последующих процессах свинчивания/развинчивания улучшается. Кроме того, даже в случае, когда плёнка 3 твёрдосмазочного покрытия сформирована только на затяжной поверхности 10 любой одной из наружной резьбы 1а и внутренней резьбы 2а, плёнка, которая отслаивается и переконфигурируется, формируется путём наложения плёнки формируемой на участке резьбы, в котором плёнка 3 твёрдосмазочного покрытия не сформирована или вспомогательная смазывающая плёнка сформирована на плёнке 3 твёрдосмазочного покрытия, в дополнение к плёнке 3 твёрдосмазочного покрытия 3. Однако основную точку смазывания представляет собой плёнка 3 твёрдосмазочного покрытия. Поэтому диапазон превосходных смазочных характеристик можно указать, указав оптимальный диапазон в молекулярных параметрах.
Здесь, когда плёнка 3 твёрдосмазочного покрытия, которая неизбежно соскабливается или отслаивается во время одного свинчивания/развинчивания, переконфигурируется, отслоившаяся плёнка 3 твёрдосмазочного покрытия может попасть в зазор между наружной резьбой 1а и внутренней резьбой 2a или зазор между частями уплотнения, что приведёт к заеданию. Чтобы предотвратить заедание за счёт так называемых «соскобленных остатков», предпочтительно осуществлять контроль так, чтобы «соскобленные остатки» удовлетворяли одному из следующих условий: толщина менее 50 мкм и лентообразная форма длиной 50 мм или менее. Кроме того, отдельно или в дополнение к этим условиям, в случае, когда «соскобленных остатков» большое количество, толщину участка наибольшей длины можно контролировать на уровне 5 мм или менее.
В случае, когда «соскобленные остатки» имеют лентообразную форму, важно не делать толщину «соскобленных остатков» больше, чем необходимо. Когда толщина превышает 50 мкм, легко возникает заедание. Кроме того, когда длина ленты превышает 50 мм, во многих случаях увеличивается вероятность заедания в канавке резьбы.
Кроме того, случай, когда «соскобленных остатков» большое количество, означает, что остатки имеют форму пряжи или ваты. В случае, когда «соскобленных остатков» большое количество, когда длина превышает 50 мм на момент осмотра поверхности развинченной резьбы, вероятно возникновение заедания. Действительно, при прикосновении к резьбе может возникнуть небольшое заедание резьбы. Заедание происходит из-за накопления большого количества «соскобленных остатков», длина которых превышает 50 мм.
Размер «соскобленных остатков» определяется экспериментальным путём. Помимо улучшения самого смазывания за счёт задания молекулярной массы или количества смешанных компонентов смазочной плёнки, в то же время размер «соскобленных остатков», происходящих из отслоившихся фрагментов, не делают больше, чем необходимо. Поэтому заедание подавляется, и смазывание сохраняется, и в качестве средства для достижения указанных условий для «соскобленных остатков» молекулярную массу или соотношение смешивания определяют, как описано выше, для их достижения.
«Компонент растворителя в средстве»
Средство для формирования плёнки твёрдосмазочного покрытия содержит растворитель в качестве компонента.
Плёнка 3 твёрдосмазочного покрытия формируется путём (со)полимеризации компонента связующей смолы при диспергировании компонента твёрдого смазочного материала. Плёнка 3 твёрдосмазочного покрытия может быть сформирована путём нанесения средства, полученного путём диспергирования этих компонентов в растворителе, на затяжную поверхность 10 и высушивания средства.
Средство для формирования плёнки 3 твёрдосмазочного покрытия содержит средство на основе растворителя, в котором компонент твёрдого смазочного материала и компонент связующей смолы растворены в растворителе. Растворитель не остается после формирования плёнки 3 твёрдосмазочного покрытия.
Растворитель, используемый для средства, особо не ограничен. Настоящее изобретение охватывает любой растворитель. Примеры растворителя включают полярные растворители с высокой температурой кипения, такие как N-метилпирролидон (НМП), диметилацетамид (ДМАЦ), диметилформамид (ДМФ) и γ-бутиролактон, кетоны, такие как метилэтилкетон (МЭК) и метилизобутилкетон (МИБК), растворители на основе сложных эфиров, такие как этилацетат, бутилацетат, ароматические толуол и ксилол, циклический эфир, такой как тетрагидрофуран (ТГФ), и циклический углеводород, такой как н-гексан.
Кроме того, в качестве растворителя спирт, такой как метанол, этанол, изопропиловый спирт (ИПС) или тому подобное, который считается несовместимым с основным компонентом связующей смолы: ПАИ настоящего изобретения, может быть примешан при условии, что он содержится в следовых количествах. Когда его количество в компоненте растворителя составляет менее 30%, растворитель может быть смешан или в основном использован.
Плёнка 3 твёрдосмазочного покрытия сформирована путём нанесения средства на затяжную поверхность 10 резьбовой части путём распыления, нанесения методом погружения, нанесения кистью и т.п., а затем сушки средства. Способ сушки может представлять собой любой из следующих методов: спекание, инфракрасное облучение, дальнее инфракрасное облучение, ультрафиолетовое облучение и сушка горячим воздухом. Поверхность, на которой формируется плёнка 3 твёрдосмазочного покрытия (затяжная поверхность 10), обязательно имеет участок с резьбой и может быть сформирована на других прилегающих участках.
«Поверхность, на которой сформирована плёнка 3 твёрдосмазочного покрытия (затяжная поверхность 10)»
В примере соединения типа T&C (с резьбой и муфтой) (сторона внутренней резьбы 2а) особенно предпочтительно, чтобы поверхность, на которой сформирована плёнка 3 твёрдосмазочного покрытия, представляла собой только поверхность внутреннего диаметра, на которой сформирована резьба (затяжная поверхность 10).
Во многих случаях на внешнюю поверхность муфты наносится одноцветная краска или наносится цветная полоса для идентификации. Однако плёнка 3 твёрдосмазочного покрытия согласно настоящему осуществлению изготовлена на основе смолы. Когда смола окрашена, она имеет тенденцию легко отслаиваться. Поэтому в случае соединения типа T&C (сторона внутренней резьбы 2а) поверхность, на которой сформирована плёнка 3 твёрдосмазочного покрытия, предпочтительно ограничивается стороной внутренней поверхности, имеющей резьбу (сторона поверхности резьбы).
«Оптимальный диапазон в мас.% твёрдого смазочного материала ПТФЭ в плёнке 3 твёрдосмазочного покрытия»
В дополнение к характеристикам связующей смолы и характеристикам твёрдого смазочного материала, масса ПТФЭ по отношению к общей массе твёрдого смазочного материала предпочтительно составляет 20% или более и 50% или менее.
Доля массы компонента ПТФЭ к общей массе плёнки 3 твёрдосмазочного покрытия связана с обеспечением смазывающей способности плёнки 3 твёрдосмазочного покрытия, а также связана с твёрдостью плёнки 3 твёрдосмазочного покрытия.
Когда масса компонента ПТФЭ по отношению к общей массе плёнки 3 твёрдосмазочного покрытия составляет менее 20%, количество ПТФЭ в качестве твёрдого смазочного материала в плёнке 3 твёрдосмазочного покрытия слишком мало, так что может быть затруднено поддержание подходящей смазывающей способности. В частности, при оценке в тяжёлых условиях, при условии, что соединены три ниппеля 1, образуя ниппель реального размера, когда масса компонента ПТФЭ не составляет 20% или более от общей массы плёнки 3 твёрдосмазочного покрытия, риск заедания увеличивается. Как описано ниже, оценка может быть выполнена с помощью теста с использованием ключа под нагрузкой, предполагающего, что три ниппеля соединены для моделирования состояния смазывания ниппеля 1 реального размера.
С другой стороны, причина, по которой оптимальное верхнее предельное значение массы компонента ПТФЭ устанавливается равным 50% или менее, заключается в следующем. То есть плёнка 3 твёрдосмазочного покрытия имеет тенденцию становиться мягкой по мере увеличения массы компонента ПТФЭ. Когда масса компонента ПТФЭ превышает 50%, плёнка 3 твёрдосмазочного покрытия, вероятно, будет отслаиваться из-за влияния указанной комбинации ПАИ связующей смолы во время свинчивания/развинчивания, что приводит к увеличению риска заедания.
Однако, как описано выше, указанное условие предназначено для поддержания высокого уровня смазывания даже в чрезвычайно тяжёлых условиях с реальным ниппелем, полученным путём соединения трёх ниппелей. Поэтому в случае резьбового соединения, применяемого в менее тяжёлых условиях, чем тяжёлые условия, в которых используется реальный ниппель, полученный путём соединения трёх ниппелей, диапазон массы компонента ПТФЭ может быть установлен в диапазоне, превышающем указанный выше диапазон.
«Оптимальный диапазон твёрдости плёнки 3 твёрдосмазочного покрытия»
Твердость плёнки 3 твёрдосмазочного покрытия предпочтительно составляет F или выше и 4H или ниже по шкале карандашной твёрдости.
Твердость плёнки 3 твёрдосмазочного покрытия главным образом определяется твёрдостью связующей смолы. Однако небольшое количество твёрдого смазочного материала смешано со связующей смолой, и твёрдость плёнки увеличивается. С другой стороны, при чрезмерном добавлении твёрдого смазочного материала плёнка становится мягкой. Таким образом, твёрдость плёнки 3 твёрдосмазочного покрытия можно регулировать с помощью самой связующей смолы и способа смешивания связующей смолы и твёрдого смазочного материала.
В настоящем осуществлении карандашная твёрдость плёнки 3 твёрдосмазочного покрытия определяется методом, указанным в JIS K 5600-5-4 (1999). В соответствующем стандарте написано, что этот стандарт является переводом стандарта «ISO/DIS 15184, Краски и лаки. Определение твёрдости плёнки методом карандашного теста». Однако твёрдость, применяемая в настоящем осуществлении, оценивается на основе стандарта JIS.
Определение оптимального диапазона карандашной твёрдости также предназначено для указания предпочтительного диапазона, в котором высокая смазывающая способность может поддерживаться даже в тяжёлых условиях смазывания, в частности, в чрезвычайно тяжёлых условиях, таких как условия, в которых ниппель реального размера получается путём соединения трёх ниппелей, как описано выше.
В настоящем осуществлении плёнка 3 твёрдосмазочного покрытия содержит в качестве основных компонентов ПАИ и ПТФЭ. Поэтому основная идея состоит в том, что важно поддерживать повышенную твёрдость самой плёнки твёрдосмазочного покрытия.
Здесь карандашная твёрдость плёнки 3 твёрдосмазочного покрытия предпочтительно является высокой. Однако, когда карандашная твёрдость плёнки 3 твёрдосмазочного покрытия превышает 4H и она является твёрдой, плёнка твёрдосмазочного 3 покрытия оказывается слишком твёрдой. Поэтому, когда к плёнке 3 твёрдосмазочного покрытия прилагается большая нагрузка или смещённая нагрузка, плёнка 3 твёрдосмазочного покрытия может полностью отслаиваться. Поэтому верхнее предельное значение для плёнки 3 твёрдосмазочного покрытия установлено равным 4H. Кроме того, когда карандашная твёрдость плёнки 3 твёрдосмазочного покрытия ниже F, количество материала, полученного из отслоившейся плёнки 3 твёрдосмазочного покрытия, становится слишком большим. Поэтому, поскольку существует серьёзная опасность того, что остатки локально накапливаются в зазоре между частями резьбы, вызывая заедание, нижний предел карандашной твёрдости плёнки 3 твёрдосмазочного покрытия устанавливается равным F.
«Поверхность резьбы, на которой сформирована плёнка 3 твёрдосмазочного покрытия»
В настоящем осуществлении плёнка твёрдосмазочного покрытия 3 сформирована на одной затяжной поверхности 10 внутренней резьбы 2а или наружной резьбы 1а, или на обеих затяжных поверхностях 10 внутренней резьбы 2а и наружной резьбы 1а.
Часть плёнки 3 твёрдосмазочного покрытия настоящего осуществления неизбежно отслаивается в ходе свинчивания/развинчивания, и материал, полученный из плёнки твёрдосмазочного покрытия (остатки), переконфигурируется, и смазывание, таким образом, сохраняется. Поэтому плёнка 3 твёрдосмазочного покрытия может быть сформирована на одной затяжной поверхности 10 внутренней резьбы 2а или наружной резьбы 1а, или на обеих затяжных поверхностях 10 внутренней резьбы 2а и наружной резьбы 1а. Когда реакция «переформирования и сохранения смазывания» протекает точно, превосходное смазывание может быть реализовано, когда плёнка 3 твёрдосмазочного покрытия сформирована на затяжной поверхности 10 по меньшей мере одной из внутренней резьбы 2а и наружной резьбы 1а.
«Затяжная поверхность 10 резьбы, на которой не сформирована плёнка 3 твёрдосмазочного покрытия»
Здесь будет описан случай, когда плёнка 3 твёрдосмазочного покрытия сформирована только на затяжной поверхности 10 любой одной из наружной резьбы 1а и внутренней резьбы 2а.
Состояние затяжной поверхности 10 резьбы, на которой не сформирована плёнка 3 твёрдосмазочного покрытия, может быть состоянием поверхности, сформированной при нарезании резьбы, или после дробеструйной обработки. Альтернативно, предпочтительно, чтобы затяжная поверхность не подвергалась дробеструйной обработке, а плёнка, обладающая коррозионной стойкостью, была сформирована базовой плёнкой краски, или плёнка, обладающая коррозионной стойкостью, была сформирована базовой плёнкой краски после дробеструйной обработки. Плёнка, обладающая коррозионной стойкостью, используется для придания коррозионной стойкости. В частности, в случае, когда поверхность резьбы из углеродистой стали была в исходном виде после нарезания или подвергнута дробеструйной очистке, может легко возникнуть коррозия. Кроме того, с учётом адгезии плёнки покрытия предпочтительно формировать базовую плёнку краски после дробеструйной обработки. Коррозия предотвращается за счёт формирования устойчивой к коррозии плёнки.
Кроме того, можно ожидать, что сформирование плёнки, обладающей коррозионной стойкостью, будет способствовать улучшению смазывания по сравнению со случаем, когда металлическая поверхность резьбы остаётся незащищённой. В случае, когда часть плёнки, устойчивой к коррозии, разрывается или полностью соскабливается во время свинчивания соединения, остатки плёнки, устойчивой к коррозии, затвердевают, формируя комок, и эти остатки заполняют зазор между резьбами, что затрудняет смазывание. Однако, когда в качестве плёнки, обладающей коррозионной стойкостью, выбрана подходящая базовая плёнка краски, смазывающая способность может быть достигнута равной или более высокой, чем у плёнки, обладающей коррозионной стойкостью.
«Поверхностный слой 5»
Поверхностный слой 5, включённый в плёнку смазочного покрытия, может быть обеспечен на верхней поверхности плёнки 3 твёрдосмазочного покрытия, сформированной на затяжной поверхности 10. За счёт обеспечения поверхностного слоя 5 могут поддерживаться более предпочтительные смазочные характеристики. Поверхностный слой 5 в качестве плёнки самого верхнего слоя особенно эффективен для нефтегазопромысловых труб стандарта 7’’ или более. Поверхностный слой 5 эффективен для дополнения и поддержания смазывания.
Поверхностный слой 5 не улучшает смазывание самой плёнки 3 твёрдосмазочного покрытия.
В случае, когда наружная резьба 1а установлена в подходящее положение относительно внутренней резьбы 2а, даже если предполагается, что обе оси будут установлены прямо, в реальной скважине оси могут быть установлены слегка наклонно. При этом поверхностный слой 5 способствует скольжению наружной резьбы 1а в момент свинчивания и смещению в исходное устойчивое положение в резьбовом соединении.
Поэтому поверхностный слой 5 способствует смазыванию, которое первоначально может обеспечиваться плёнкой 3 твёрдосмазочного покрытия, тем самым поддерживая смазывание плёнкой 3 твёрдосмазочного покрытия.
Поверхностный слой 5 формируется на верхней поверхности плёнки 3 твёрдосмазочного покрытия тонким и отработанным способом. Поверхностный слой 5 просто размещается на поверхности плёнки 3 твёрдосмазочного покрытия. Поэтому поверхностный слой 5 не находится в тесном контакте с плёнкой 3 твёрдосмазочного покрытия из-за эффекта физического закрепления или тому подобного, и этот слой не такой, химический состав которого изменяется на границе раздела и постепенно меняется.
Один из признаков настоящего изобретения основан на обнаружении того, что, как неоднократно подчёркивалось, плёнка 3 твёрдосмазочного покрытия неизбежно равномерно и частично отслаивается. Затем материал, происходящий из плёнки твёрдосмазочного покрытия (остатки), равномерно переконфигурируется в смазочную плёнку, а плёнка 3 твёрдосмазочного покрытия выполнена так, чтобы не накапливаться локально, так что смазывание сохраняется. Поверхностный слой 5 обеспечен для того, чтобы уменьшить количество плёнки 3 твёрдосмазочного покрытия, частично отслоившейся во время свинчивания/развинчивания, и сделать материал, происходящий из плёнки 3 твёрдосмазочного покрытия, однородным по сравнению со случаем, когда поверхностный слой 5 не предусмотрен.
При этом муфта, на которой был сформирован поверхностный слой 5, и муфта, на которой поверхностный слой 5 не был сформирован, были муфтой, на которой была сформирована плёнка 3 твёрдосмазочного покрытия. Кроме того, была подготовлена муфта, в которой плёнка 3 твёрдосмазочного покрытия не была обеспечена на стороне ниппеля 1, а поверхность просто с резьбой была подвергнута дробеструйной обработке. Затем было проведено одно испытание на свинчивание/развинчивание с помощью вертикальной машины для свинчивания. В результате в случае, когда был предусмотрен поверхностный слой 5, плёнка 3 твёрдосмазочного покрытия, сформированная на муфте, была равномерно переконфигурирована и равномерно перенесена. С другой стороны, в случае, когда поверхностный слой 5 не был сформирован, плёнка, сформированная на муфте, переносилась несколько неоднородно по сравнению со случаем, когда был обеспечен поверхностный слой 5. Таким образом, в случае наличия поверхностного слоя 5 были получены результаты, свидетельствующие о том, что плёнка 3 твёрдосмазочного покрытия отслаивалась равномерно. В качестве плёнки 3 твёрдосмазочного покрытия использовалась плёнка на основе настоящего осуществления.
«Состав поверхностного слоя 5»
Средство для формирования поверхностного слоя содержит смесь твёрдого смазочного материала, связующей смолы и компонента растворителя, который не остаётся в плёнке покрытия после нанесения средства покрытия.
Твёрдый смазочный материал для формирования поверхностного слоя может быть образован, например, из одного или комбинации двух или более видов соединений, содержащих жирные кислоты следующей группы X и металлы следующей группы Y.
Связующая смола для формирования поверхностного слоя образована, например, из органического соединения на основе фтора.
Компонент растворителя для формирования поверхностного слоя образован, например, из одного или комбинации двух или более, выбранных из фторсодержащих растворителей группы Z.
Группа X: стеариновая кислота, бегеновая кислота, лауриновая кислота и 12-гидроксистеариновая кислота.
Группа Y: Li, Na, Mg, Al, Ca, Zn и Ba.
Группа Z: HFC, HFE и HFO.
Здесь соединение, образованное из группы X и группы Y, формирует твёрдую смазку за счёт компонента мыла и металлического мыла (мыло продукт реакции) по отдельности или в совместно.
Поверхностный слой 5 настоящего осуществления образован из быстросохнущей краски, в которой эти твёрдые смазочные компоненты диспергированы в связующей смоле органического соединения на основе фторсодержащей смолы для улучшения смазывающей способности плёнки 3 твёрдосмазочного покрытия настоящего осуществления.
В реальной скважине нефтегазопромысловая труба может использоваться в среде, в которой сосуществуют нейтральная илистая вода или щелочная вода, в основном содержащая буровой раствор. Окружающая среда также может представлять собой среду, насыщенную влагой. Поэтому нельзя ожидать, что нефтегазопромысловые трубы будут смазываться простым разбрызгиванием или нанесением на поверхность мыла, металлического мыла и т.п., что является обычным в других областях. Это происходит потому, что мыло, металлическое мыло и т.п. смываются, и дальнейшее улучшение смазывающей способности не может быть достигнуто. Кроме того, при контакте мыла с кислым химическим раствором (водой) мыло растекается по месту и вступает в реакцию с кислым химическим раствором, в результате чего мыло теряет свой эффект.
Поэтому в качестве средства для поверхностного слоя была использована краска, в которой описанные выше компоненты диспергированы в связующей смоле. В случае, когда используется средство для поверхностного слоя 5 настоящего осуществления, можно устранить проблему плавления и растекания, помещая средство в плёнку и удерживая средство в плёнке.
Средство для поверхностного слоя 5 может быть нанесено на плёнку 3 твёрдосмазочного покрытия на линии по производству плёнки твёрдосмазочного покрытия в состоянии, когда плёнка 3 твёрдосмазочного покрытия сформирована заранее. Кроме того, средство для поверхностного слоя 5 также может быть нанесено на плёнку 3 твёрдосмазочного покрытия перед спуском в реальную скважину, которая находится на площадке. В случае, когда средство для поверхностного слоя 5 наносится перед спуском в реальную скважину, средство для поверхностного слоя 5 должно обладать свойствами быстрого высыхания. Поэтому растворитель в средстве для поверхностного слоя 5 был образован из одного или комбинации двух или более растворителей, выбранных из фторсодержащих растворителей группы Z.
Кроме того, связующая смола для поверхностного слоя 5 разработана так, чтобы выдерживать быстрое высыхание, и образована из органического соединения на основе фтора.
Органическое соединение на основе фтора, остающееся в качестве плёнки в виде твёрдой фазы (связующего компонента) поверхностного слоя 5, конкретно не ограничено и содержит фторсодержащую смолу. Например, примеры средства, содержащего фторсодержащий мономер, включают средство, сильно связанное с акриловой добавкой или эфиром метакриловой кислоты. Здесь важным является средство, содержащее фторсодержащий мономер, причём более предпочтительным является само средство, имеющее структуру алкилового эфира метакриловой кислоты. То есть смола, в которой мономер 1 фторсодержащей смолы на фиг. 6, R3 представляет собой метильную группу (-CH3), а число атомов углерода алкиленовой группы R4 составляет от 0 до 3, что особенно предпочтительно в качестве связующей смолы, которая удерживает мыло или металлическое мыло, сформированное из жирной кислоты и металлического элемента. То есть среди смол на основе метилметакрилата, этилметакрилата, пропилметакрилата и бутилметакрилата смола, концевая часть которой модифицирована F, особенно предпочтительна в качестве связующей смолы, которая удерживает мыло или металлическое мыло, сформированное из жирной кислоты и металла.
Кроме того, желательно, чтобы связующая смола для поверхностного слоя 5 выдерживала температуру 220°С или выше и предпочтительно 250°С или выше. При смазывании плёнкой 3 твёрдосмазочного покрытия, в случае низкой смазывающей способности, уплотнительная часть генерирует тепло в резьбовой части, и, таким образом, более предпочтительно, чтобы температура, при которой можно использовать плёнку 3 твёрдосмазочного покрытия, была выше. Однако с учётом условий эксплуатации в реальной скважине, то есть в случае, когда нефть остаётся в скважине длительное время после проведения свинчивания и начала добычи нефти, подъём нефти на дневную поверхность не осуществляется, если только не истекли сроки работ и т.п. или не возникла проблема со скважиной. Однако, учитывая, что можно предположить, что поверхностный слой 5, сформированный на плёнке 3 твёрдосмазочного покрытия, не функционирует из-за деградации при установке в скважину в сложных условиях при высокой температуре, желательно, чтобы связующая смола выдерживала температура 220°С или выше и предпочтительно 250°С или выше.
В поверхностном слое 5, сформированном на самой внешней поверхности, масса содержания металла в твёрдом смазочном материале, содержащемся в поверхностном слое 5, предпочтительно составляет 2% или более и 25% или менее по отношению к общей массе плёнки, содержащей связующую смолу, включённой в поверхностный слой 5, сформированный на самой внешней поверхности. Кроме того, предпочтительно, чтобы поверхностный слой 5 имел температуру плавления 70°С или выше и имел более низкое значение температуры кипения и температуру разложения 250°С или выше. Массовое содержание металла в твёрдом смазочном материале, содержащемся в поверхностном слое 5, более предпочтительно составляет 5% или более и 15% или менее. Кроме того, более предпочтительно, чтобы поверхностный слой 5 имел температуру плавления 70°С или выше, а также температуру кипения и температуру разложения 300°С или выше.
Предпочтительные диапазоны указаны на основе результатов экспериментальных данных.
Считается, что уточнение предпочтительных диапазонов обусловлено следующим. То есть в поверхностном слое 5 важна, прежде всего, температура плавления (температура размягчения). То есть существует вероятность того, что мыло и металлическое мыло разложатся и почернеют под воздействием тепла, выделяемого при свинчивании/развинчивании, и, таким образом, не будут выполнять свою функцию. Ввиду этого причина, по которой температуру плавления устанавливают на уровне 70°С или выше, заключается в следующем. То есть, даже когда заедание вообще не происходит, плёнка 3 твёрдосмазочного покрытия слегка царапается при повторении свинчивания/развинчивания. Соответственно, это связано с тем, что небольшое количество тепла имеет тенденцию накапливаться, и необходимо учитывать выделение тепла до такой степени, что человек может прикоснуться к трубе в рабочих перчатках. Поэтому температуру плавления задавали на уровне 70°С или выше.
Значение физических характеристик зависит от металла и связанного с ним фрагмента жирной кислоты. Затем мыло и металлическое мыло могут быть получены с использованием компонентов, выбранных из группы X и группы Y.
Причина, по которой массовое содержание металлов в твёрдом смазочном материале предпочтительно составляет 2 - 25% по отношению к общей массе компонентов, содержащихся в твёрдом смазочном материале, то есть металлического мыла и мыла, заключается в следующем. Когда содержание составляет менее 2%, влияние металла, связанного с жирной кислотой, невелико, и нельзя ожидать, что смазывание будет поддерживаться. Кроме того, когда содержание превышает 25%, наоборот, влияние металла слишком велико, и нельзя ожидать, что смазывание будет поддерживаться.
В этом случае, когда температура плавления (температура размягчения) слишком низка, также приемлемо в качестве вспомогательной функции синтезировать металлическое мыло путём добавления карбоновой кислоты, имеющей короткую углеводородную цепь, такой как уксусная кислота или пропионовая кислота, к жирной кислоте для повышения температуры плавления (точки размягчения). Однако можно дополнительно улучшить и усилить смазывание плёнки 3 твёрдосмазочного покрытия путём включения компонентов группы X и группы Y в качестве основных компонентов.
В случае, когда карбоновая кислота, имеющая короткую углеводородную цепь, используется с целью предотвращения слишком низкой температуры плавления (температуры размягчения) (изменения температуры плавления на более высокую), предпочтительно ограничивать содержание карбоновой кислоты, имеющей короткую углеводородную цепь, до 20% или менее используемой карбоновой кислоты. Когда содержание превышает 20%, трудно достичь первоначального значения «дальнейшего улучшения и поддержания смазывания плёнки 3 твёрдосмазочного покрытия». Для смазывания плёнки 3 твёрдосмазочного покрытия карбоновая кислота, имеющая более длинную углеводородную цепь, как указано в группе B, является предпочтительной для мыла/металлического мыла, ориентированного на скольжение. Это связано с тем, что карбоновая кислота, имеющая короткую углеводородную цепь, выполняет только функцию повышения температуры плавления (точки размягчения), температуры кипения и температуры разложения.
Кроме того, в поверхностном слое 5 желательно, чтобы массовое содержание твёрдого смазочного материала, содержащегося в поверхностном слое 5, составляло 0,1-кратное или более и 10,0-кратное или менее количество от массового содержания связующей смолы, содержащейся в поверхностном слое 5, сформированном на самой внешней поверхности. Когда оно менее 0,1-кратного, влияние только связующей смолы является сильным и эффект улучшения смазывания не достигается. С другой стороны, когда оно превышает 10,0-кратное, содержание твёрдого смазочного компонента слишком велико для формирования плёнки, и когда твёрдый смазочный материал подвергается воздействию воды или тому подобного, твёрдый смазочный материал, открывающийся на поверхность, начинает плавиться, и нельзя ожидать эффекта поддержания смазывания плёнки 3 твёрдосмазочного покрытия.
Кроме того, желательно, чтобы средство наносилось так, чтобы масса средства, нанесённого на поверхностный слой, составляла 0,01 мг/мм2 или более и 1 мг/мм2 или менее. Когда оно менее 0,01 мг/мм2, эффекта можно не ожидать. Кроме того, при превышении 1 мг/мм2 эффект может насыщаться, а в случае нанесения средства в количестве более 1 мг/мм2 при частичном отслаивании поверхностного слоя при свинчивании/развинчивании, остатки, полученные из отслоившегося участка, могут накапливаться. Наносимая масса представляет собой числовое значение, определяемое областью нанесения.
Кроме того, поверхностный слой может быть нанесён не на всю поверхность плёнки 3 твёрдосмазочного покрытия. Например, сама плёнка 3 твёрдосмазочного покрытия имеет тенденцию к наибольшему разрушению во время свинчивания/развинчивания. Поэтому поверхностный слой может быть сформирован только на поверхности той части, где, вероятно, будут формироваться остатки, происходящие из отслоившегося участка, а именно участка, имеющего область, которая в основном находится в контакте с соединением ниппеля 1 (наружная резьба 1a) и муфты (внутренняя резьба 2a) при установке, или участка, имеющего уплотнительную часть.
«Базовая обработка плёнки 3 твёрдосмазочного покрытия»
Предпочтительно выполнить базовую обработку между плёнкой 3 твёрдосмазочного покрытия и затяжной поверхностью 10, формирующей плёнку 3 твёрдосмазочного покрытия, для формирования базовой плёнки 4, содержащейся в плёнке, полученной обработкой поверхности.
Базовая плёнка 4 формируется, например, путём фосфатной обработки или является электроосаждённой плёнкой, сформированной электролитической обработкой. За счёт обеспечения базовой плёнки 4 можно стабилизировать формирование и адгезию плёнки 3 твёрдосмазочного покрытия, а также можно улучшить число раз M/B.
В случае, когда нефтегазопромысловая труба изготовлена из углеродистой стали, базовая плёнка 4 может представлять собой либо плёнку, полученную путём фосфатной обработки, либо плёнку электроосаждённого покрытия. В случае, когда нефтегазопромысловая труба представляет собой трубу из нержавеющей стали или трубу из высоколегированного сплава, базовая плёнка 4 может быть сформирована в виде электроосаждённой плёнки. Однако электроосаждённая плёнка включает, например, тонкий слой покрытия, называемый металлизацией Ni оплавлением.
Базовая плёнка 4 предпочтительно представляет собой плёнку, имеющую высокую твёрдость. В случае мягкой плёнки, такой как электроосаждённая Cu плёнка, риск заедания увеличивается. Поэтому желательно, чтобы базовая плёнка 4 имела высокую твёрдость. В случае, когда базовая плёнка 4 представляет собой мягкую плёнку, предпочтительно, чтобы базовая плёнка 4 не использовалась. Это происходит потому, что, когда под плёнкой 3 твёрдосмазочного покрытия имеется мягкая плёнка, плёнка 3 твёрдосмазочного покрытия полностью отслаивается, и смазывание не может поддерживаться.
В частности, твёрдость базовой плёнки 4 желательно составляет 200 HV или выше по шкале твёрдости HV. Это происходит потому, что число раз M/B имеет тенденцию увеличиваться, когда твёрдость базовой плёнки 4 высока.
Даже в случае, когда базовая плёнка 4 является толстой у поверхностного слоя, толщина плёнки не достигает 20 мкм. Во многих случаях толщина плёнки составляет около 10 мкм. Поэтому определённая здесь твёрдость HV считается твёрдостью по Виккерсу, измеренной путём определения на базовой плёнке 4 в направлении поперечного сечения с помощью микроскопа сфокусированного в поперечном сечении. Во многих случаях сжимающую нагрузку твёрдости по Виккерсу невозможно измерить, если сжимающая нагрузка не составляет 1 кгс или менее. Однако, как проиллюстрировано на фиг. 7, определено, что глубина погружения индентора Виккерса рассчитывается по диагональной длине в направлении, перпендикулярном направлению толщины плёнки, при существенном условии, что глубина погружения индентора Виккерса входит в базовую плёнку 4 в направлении толщины плёнки. Здесь используется переводная таблица по стандарту JIS Z2244 (2009). Хотя размер индентора отклоняется от правила расстояния от соседней плёнки 3 твёрдосмазочного покрытия или базового материала, предполагается, что размер индентора определяется вышеуказанным способом. Это связано с тем, что при строгом соблюдении правила выбора определённого расстояния нагрузка при нажатии становится слишком низкой, данные дают отклонения и точность не достигается. В случае металлического покрытия измерение проводили при N = 3 и брали среднее значение. В случае фосфатной обработки базовая плёнка образована из зернистого агрегата, имеющего квадратную форму (кубическую форму и форму прямоугольного параллелепипеда), полусферическую форму и овальную форму. Поэтому, поскольку отклонения были большими, измерение проводили при n = 5 или более, а оценку проводили при среднем n = 3 или более, исключая данные, в которых HV отклонялся от 50.
В случае, когда базовая плёнка 4 в качестве плёнки, полученной базовой обработкой, представляет собой плёнку высокой твёрдости, когда на базовой плёнке 4 формируется плёнка 3 твёрдосмазочного покрытия, смазочные характеристики являются подходящими. С другой стороны, когда в качестве базовой плёнки 4 обеспечена мягкая плёнка, имеющая значение HV менее 200, смазывание имеет тенденцию значительно ухудшаться. Это происходит потому, что, как показано в примерах, когда плёнка 3 твёрдосмазочного покрытия 3 настоящего осуществления сформирована на мягкой базовой плёнке 4 (базовое покрытие) с твёрдостью около 70 - 150 HV, такой как плёнка Cu покрытия, плёнка твёрдосмазочного 3 покрытия отслаивается полностью и в момент свинчивания/развинчивания происходит заедание. Это явление не является проблемой в способе нанесения состава согласно известному уровню техники, но необходимо соблюдать осторожность при смазывании посредством плёнки 3 твёрдосмазочного покрытия.
С другой стороны, в случае, когда базовая плёнка 4 не обеспечена, например, в случае, когда плёнка 3 твёрдосмазочного покрытия сформирована непосредственно на резьбе, проблем со смазыванием не возникает. То есть в случае, когда плёнка 3 твёрдосмазочного покрытия сформирована на резьбе, реализуется подходящее смазывание. Кроме того, в случае, когда обеспечена базовая плёнка 4, имеющая 200 HV или выше, дополнительно улучшенное смазывание реализуется путём формирования плёнки 3 твёрдосмазочного покрытия согласно настоящему осуществлению. Однако в случае, когда обеспечена базовая плёнка 4, имеющая значение HV менее 200, даже когда сформирована плёнка 3 твёрдосмазочного покрытия согласно настоящему осуществлению, плёнка 3 твёрдосмазочного покрытия разрывается во время свинчивания/развинчивания и смазывание имеет тенденцию сильно ухудшаться.
«Метод оценки смазывающей способности плёнки 3 твёрдосмазочного покрытия»
Способ оценки смазывающей способности плёнки 3 твёрдосмазочного покрытия был реализован с помощью нового метода испытаний, описанного ниже, позволяющего провести модельные испытания в лаборатории с использованием короткого ниппеля 1 в качестве испытательного ниппеля 1. Оценка испытанием может быть выполнена с использованием ниппеля, имеющего длину, соответствующую от длины одного ниппеля реального размера (класс 8 - 12 м) до длины трёх соединённых ниппелей. Однако с учетом выполнения нескольких типов оценок предпочтительным оказался следующий новый метод испытаний.
То есть при оценке верхнего и нижнего предельных диапазонов технических элементов, составляющих настоящее изобретение, был применён метод испытаний, недавно разработанный авторами настоящего изобретения.
«Новый метод испытаний»
Далее будет описан новый метод испытаний.
В методе испытания, выполняемом в настоящем осуществлении, в качестве испытательного ниппеля 1 используется короткий ниппель, короче длины реального ниппеля (ниппель, подлежащий оценке), используемого в реальной скважине, и, как показано на фиг. 8, короткий ниппель 1 прикреплен к верхней части муфты (муфты 2), установленной осью вверх и вниз. Это метод испытания на свинчивание/развинчивание с использованием вертикальных приводных ключей 13.
Однако в новом методе испытаний приняты следующие условия A и B.
(Условие А) Груз 11 прикреплён к верхней части испытательного ниппеля 1. Масса груза 11 равна или превышает массу ниппеля, подлежащего оценке (ниппеля, используемого в реальной скважине).
(Условие B) Исходное положение установки, которое является положением начала свинчивания перед свинчиванием, когда испытательный ниппель 1 свинчивается с помощью вертикальных приводных ключей 13, устанавливается в более свободном положении, чем положение известного уровня техники. В частности, например, заданное исходное положение устанавливается так, что количество витков резьбы испытательного ниппеля 1, выступающих над верхней торцевой поверхностью муфты 2, равно или превышает большее число из количества витков резьбы испытательного ниппеля 1, равного 5, и количества, соответствующего 1/4 общего числа витков резьбы ниппеля 1 (см. фиг. 10).
На фиг. 8 ссылочная позиция 20 обозначает кран, а ссылочная позиция 21 обозначает цепь.
Нагрузка, создаваемая грузом 11 прилагается к ниппелю 1 во время свинчивания, нагрузка, создаваемая грузом 11 не прилагается к ниппелю 1 во время развинчивания, и это предпочтительнее, поскольку условия становятся более жёсткими и ближе к условиям свинчивания/развинчивания в реальной скважине. В «испытании с помощью ключей с нагрузкой» в примерах, описанных ниже, испытание проводилось методом испытаний, при котором нагрузка, создаваемая грузом 11 не прилагается к ниппелю 1 во время развинчивания. Это можно реализовать, например, подняв груз 11 с ниппеля 1 в момент развинчивания. Ниппель 1 может быть развинчен в поднятом состоянии вместе с грузом 11.
В новом методе испытаний, как описано в примерах, подтверждается, что оценка проводится в условиях, равных или более жёстких, чем условия испытания и оценки, с использованием длины, соответствующей реальному ниппелю (класс 8 - 12 м), до длины, соответствующий трём соединённым ниппелям.
Здесь, в примере, когда несколько ниппелей соединены и свинчиваются, как в морской скважине, даже когда настоящий ниппель используется в реальной скважине, ниппель подвешивается на кране буровой вышки и выполняется свинчивание/развинчивание. Конечно, в наиболее тяжёлых условиях масса реального ниппеля создаёт нагрузку на внутренней резьбе 2а, но в возможной ситуации внутренняя резьба 2а свинчивается в подвешенном состоянии. Поэтому предполагается, что нагрузка в некоторой степени снижена по сравнению со случаем, когда вся масса ниппеля создаёт нагрузку на внутреннюю резьбу 2а муфты 2. Поэтому существует реальное состояние, в котором масса около половины ниппеля 1 подвешена по грубой оценке. Поэтому даже в оценочном испытании в случае, когда три ниппеля, которые будут реально использоваться, соединены и используются, было установлено, что предпочтительно выполнять испытание в состоянии, когда к муфте 2 прилагается нагрузка реального ниппеля или более.
Кроме того, при свинчивании/развинчивании резьбового соединения нефтегазопромысловых труб неизбежно отслоение плёнки 3 твёрдосмазочного покрытия из-за специфического «люфта» и «собственной массы (большая нагрузка) ниппеля 1”, смещённой и контактирующей с плёнкой 3 твёрдосмазочного покрытия. Отслоившиеся части (остатки) плёнки 3 твёрдосмазочного покрытия локально накапливаются, что также непосредственно вызывает заедание. Напротив, поскольку отслоившиеся части, происходящие из плёнки 3 твёрдосмазочного покрытия, сильно прижимаются к поверхности резьбы во время свинчивания/развинчивания, отслоённые части могут быть переконструированы в смазочную плёнку и смазывание может быть даже улучшено. Твёрдый смазочный материал и связующая смола, входящие в состав элементов плёнки 3 твёрдосмазочного покрытия, не действуют независимо, и их комбинация обеспечивает высокую смазывающую способность. Поэтому указанный диапазон любого из составляющих элементов в литературных источниках предшествующего уровня техники не может быть применён как есть, и высокая смазывающая способность не может быть реализована. Чтобы оценить наличие или отсутствие этого предпочтительного смазывания в испытании, исходное установленное положение было выполнено свободным без полного свинчивания, как в состоянии B, и испытание проводилось в состоянии, в котором часть соединения во время свинчивания/развинчивания, скорее всего, будет сильнее вибрировать, чем в известном уровне техники. В настоящем осуществлении оценка количества раз M/B принята в качестве оценки смазывающей способности плёнки 3 твёрдосмазочного покрытия резьбового соединения нефтегазопромысловых труб.
«Конкретная конфигурация нового метода испытаний»
Далее будет конкретно описан новый метод испытаний.
В настоящем описании новое испытание также называется испытанием с помощью ключа под нагрузкой.
Как проиллюстрировано на фиг. 8, испытание на свинчивание/развинчивание выполняется с использованием приводных ключей 13 на резьбовом соединении нефтегазопромысловых труб, в котором нижняя часть (резьбовая часть) ниппеля 1 присоединена сверху к верхней части (резьбовая часть) муфты 2, закреплённой по оси, проходящей сверху вниз. Это связано с тем, что реальной спуск в скважине осуществляется путём установки внутренней резьбы 2а вниз и установки наружной резьбы 1а вверх. В случае резьбового соединения типа T&C нижняя сторона контактирует с муфтой (муфта 2), а верхняя сторона с ниппелем 1. В случае интегрального резьбового соединения нижняя сторона представляет собой муфту 2, а верхняя сторона ниппель 1.
Испытательный ниппель 1
В качестве испытательного ниппеля 1 используется ниппель 1, имеющий меньшую длину, чем реальная длина ниппеля, подлежащего оценке. Испытательный ниппель 1 готовят путём обрезки ниппеля реальной длины, подлежащего оценке. Испытательный ниппель 1 имеет достаточную длину, чтобы закрепить участки захватов приводных ключей 13.
Нагрузка, прилагаемая грузом 11
Груз 11 прикреплен к верхней части испытательного ниппеля 1, и испытание на свинчивание/развинчивание выполняется путём приложения нагрузки. В более жёстких условиях испытание проводилось таким образом, что во время свинчивания прилагается нагрузка, создаваемая грузом, а во время развинчивания, прилагаемая нагрузка доходит до нуля или не прикладывается, что представляет условия, близкие к состоянию свинчивания/развинчивания в реальной скважине. Масса груза 11 была, например, равна или превышала массу ниппеля, подлежащего оценке (ниппеля, используемого в реальной скважине).
При свинчивании/развинчивании в реальной скважине, поскольку ниппель реальной длины подвешивается и свинчивается с помощью мачтового крана, собственная масса ниппеля реальной длины не полностью прикладывается к муфте 2. В частности, на площадке ниппель реальной длины опускается при выполнении свинчивания соединения, и поэтому полностью подвесить ниппель и свести нагрузку от собственной массы к нулю в принципе невозможно. Поэтому масса груза 11, использованного в испытании, определяется с учетом груза, который может имитировать максимальную приложенную нагрузку. То есть существует вероятность того, что будет приложена нагрузка от массы одного ниппеля реальной длины до массы трёх ниппелей реальной длины.
Как описано выше, применение приложенной нагрузки осуществлялось методом приложения весовой нагрузки во время свинчивания и приложения нулевой весовой нагрузки, то есть отсутствия весовой нагрузки во время развинчивания. Причина этого заключается в моделировании свинчивания/развинчивания в реальной скважине, включая повреждение плёнки твёрдосмазочного покрытия из-за приложения большой нагрузки и смещённой нагрузки, вызванной вибрированием, которое может возникнуть в реальной скважине. То есть во время свинчивания свинчивание производилось так, чтобы груз 11 не был подвешен, то есть подвесная цепь 21 не была натянута, а нагрузка, создаваемая грузом 11, была приложена ко всей резьбе муфты через резьбу ниппеля. Это связано с тем, что, когда заданное положение перед свинчиванием ниппеля, описанное ниже, создаётся таким образом, что резьбовая часть ниппеля выступает из резьбы муфты примерно на половину и прикладывается нагрузка, создаваемая грузом и коротким ниппелем, можно моделировать неблагоприятное воздействие большой нагрузки и неблагоприятное воздействие смещённой нагрузки, связанное с вибрированием, как при свинчивании в реальной скважине.
Вопреки интуиции специалистов в данной области, развинчивание осуществлялось способом, при котором груз 11 поднимался при натяжении подвесной цепи 21, и нагрузка, создаваемая грузом 11, становилась нулевой, т.е. нагрузка, создаваемая грузом 11, не прикладывалась. Когда нагрузка, создаваемая грузом 11, прикладывается к резьбовому соединению ниппеля во время развинчивания, вопреки интуиции специалистов в данной области техники, нагрузка действует как своего рода балансир, и соединение ниппеля освобождается прямо вверх. В этом случае не удается смоделировать смещённую нагрузку, связанную с вибрированием, плёнка твёрдосмазочного покрытия не разрушается, и число раз свинчивания/развинчивания имеет тенденцию к увеличению. Напротив, когда груз 11 поднимается сматыванием подвесной цепи 21 с помощью кран-балки 20 так, чтобы не прикладывать нагрузку, создаваемую грузом 11, тем самым не создавая натяжения, резьбовой участок ниппеля освобождается при вибрации, плёнка твёрдосмазочного покрытия повреждается, и состояние становится близким к состоянию в реальной скважине. Нагрузку соединения ниппеля и груза, прилагаемую к соединению муфты, прикладывают так, чтобы она была нулевой или близкой к нулю, но включала ненулевую область. Нагрузка также прилагается таким образом, чтобы к подвесной цепи 21 не прикладывалось сильное натяжение. Реально для подвесной цепи 21 используется стальная цепь или строп, но подвесная цепь 21 за счёт собственной массы подвешивается линейно вниз. Поэтому можно определить, приложено ли натяжение, определяя, подвешена или ослаблена подвешенная цепь с помощью вертлюга (свободного захвата) в верхней части груза 11.
Способ установки груза 11 и форма груза 11
Груз 11 прикреплён к верхней части ниппеля 1 на развинчиваемой стороне испытательного ниппеля 1. Это предназначено для имитирования ситуации, близкой к реальной ситуации использования соединения путём приложения нагрузки во время свинчивания.
Далее будет описано крепление груза 11.
Как проиллюстрировано на фиг. 9, груз 11 имеет цилиндрическую форму, подобную заготовке, нижняя поверхность которой больше диаметра испытательного ниппеля 1. Верхняя концевая часть вставного цилиндра 12 неразъёмно присоединена к нижней поверхности груза 11 сваркой или т.п. Диаметр вставного цилиндра 12 меньше диаметра внутренней поверхности 1c испытательного ниппеля 1.
Затем груз 11 помещается на верхний конец испытательного ниппеля 1 в состоянии, когда вставной цилиндр 12 вставлен в верхнее концевое отверстие испытательного ниппеля 1 сверху.
В этом случае центр тяжести груза 11 эксцентрично изменяется в боковом направлении в соответствии с отклонением ниппеля 1 в боковом направлении. Кроме того, вставной цилиндр 12 затрудняет падение груза 11 с верхней части ниппеля 1.
Кроме того, было подготовлено несколько типов грузов 11, имеющих различные внешние диаметры и массу, чтобы можно было оценить резьбовые соединения, имеющие разные размеры.
Исходное установочное положение ниппеля 1
В этом испытании также важна установка положения наружной резьбы 1а испытательного ниппеля 1 относительно внутренней резьбы 2а муфты 2.
В настоящем осуществлении установка исходного положения (начальное положение свинчивания) перед свинчиванием определяется как состояние, в котором часть резьбы намеренно вибрирует, в то время как к верхней части испытательного ниппеля 1 прикладывается нагрузка, создаваемая грузом 11. Затем можно смоделировать реальное состояние свинчивания резьбы путём свинчивания резьбы с помощью приводных ключей 13. То есть в настоящем осуществлении ниппель 1 намеренно устанавливается в положение, в котором ниппель 1 не завинчен до возможного положения для затяжки.
В настоящем осуществлении, что касается исходного заданного положения во время свинчивания при испытании на свинчивание/развинчивание с использованием приводных ключей 13, установка выполнялась следующим образом. То есть наружная резьба 1а вставлялась во внутреннюю резьбу 2а, чтобы избежать неправильного зацепления (завинчивание с перекосом), а затем соединение затягивалось вручную, так что даже когда резьбы в некоторой степени зацеплялись друг с другом и втянулись (даже когда ниппель 1 был поднят вверх), соединение не разделялось. Однако витки резьбы не полностью сцепляются друг с другом. В частности, исходное заданное положение устанавливается в положение, в котором число витков резьбы ниппеля 1, оставшихся видимыми над верхней торцевой поверхностью муфты 2 (торцевой поверхности муфты), равно или превышает наибольшее число из количества витков резьбы ниппеля 1, равного 5 или более, и количества, соответствующего 1/4 или более от общего количества витков резьбы ниппеля 1 (см. фиг. 10).
Причина, по которой принимается исходное заданное положение во время ослабления затяжки, заключается в том, чтобы реализовать вибрацию во время свинчивания/развинчивания и моделировать тяжёлые условия.
Здесь при затяжке вручную до положения, при котором остаётся 1 - 3 витков, вибрация не моделируется. В случае ситуации, когда свинчивание завершается за 1 - 3 оборота, соединение осуществляется при простом опускании ниппеля 1 вниз, а ситуация, когда соединение ниппеля 1 находится в местном контакте с муфтой (внутренняя резьба 2а муфты 2) во время свинчивания, что может произойти в реальной скважине, маловероятно. Поэтому свинчивание производится равномерно, пока труба находится в контакте с муфтой (внутренняя резьба 2а муфты 2).
Напротив, простая вставка наружной резьбы 1а во внутреннюю резьбу 2а может привести к возникновению перекоса резьбы (ступенчатое свинчивание резьбы) во время свинчивания/развинчивания. Поэтому существует риск того, что запланированное испытание на свинчивание/развинчивание не будет выполнено. В ситуации, когда плёнка 3 твёрдосмазочного покрытия, сформированная на поверхности резьбы, разрывается перекосом резьбы или повреждается сама резьба, невозможно оценить смазочные характеристики плёнки 3 твёрдосмазочного покрытия. Поэтому число оставшихся витков резьбы в исходном заданном положении перед свинчиванием должно составлять 2/3 или менее от общего числа витков.
При испытании с помощью ключа с нагрузкой по настоящему осуществлению можно идеально смоделировать реальное свинчивание/развинчивание, учитывая не только приложение нагрузки, создаваемой грузом 11, но также и вибрацию, когда ниппель 1 затягивается и ослабляется. Таким образом, было подтверждено, что плёнка твёрдосмазочного покрытия по настоящему изобретению обладает превосходной смазывающей способностью.
Влияние толщины плёнки
Причина определения толщины плёнки следующая. Поскольку плёнка становится более скользкой по мере нанесения смазки, в известном уровне техники существует общепринятое мнение, что лучше наносить большое количество смазки или наносить некоторый объём смазки. Ориентируясь на здравый смысл известного уровня техники, даже когда сформирована плёнка твёрдосмазочного покрытия или плёнка для предотвращения ржавчины и смазки, плёнка слишком толстая и имеет тенденцию к чрезмерному покрытию. Бывает случай, когда в реальной скважине или моделируемой скважине время от времени происходит заедание даже при толщине плёнки, которая не представляет проблем при лабораторной оценке.
При испытании свинчивания согласно известному уровню техники с использованием горизонтальных или вертикальных приводных ключей с использованием коротких ниппелей в лабораториях чувствительность слишком низка для оценки оптимальной толщины плёнки. То есть даже значительно толстая плёнка может быть определена как приемлемая. Опять же, в случае использования короткого ниппеля вероятность разрыва плёнки меньше, даже если толщина плёнки твёрдосмазочного покрытия велика. Поэтому пыль, формирующаяся из плёнки твёрдосмазочного покрытия, накапливается в зазоре между резьбами, и заедание практически не происходит. Это связано с тем, что плёнка твёрдосмазочного покрытия не повреждается во время испытания на свинчивание/развинчивание.
Поэтому во многих случаях плёнка твёрдосмазочного покрытия на стороне резьбы часто формируется толщиной 50 - 100 мкм, а плёнка твёрдосмазочного покрытия на стороне ниппеля плёнки, предназначенной для предотвращения ржавчины и смазывания, часто формируется толщиной около 20 - 100 мкм. Когда это применяется в реальной скважине, возникает ряд случаев, когда заедание происходит, и случаев, когда заедание не происходит. Во многих случаях не возникает проблем с обычной толщиной плёнки, но, когда толщина плёнки отклоняется от верхнего и нижнего пределов заданного диапазона толщины плёнки согласно настоящему изобретению, в реальной скважине может немедленно произойти заедание. Поэтому при свинчивании/развинчивании соединения нефтегазопромысловых труб с использованием плёнки твёрдосмазочного покрытия в реальной скважине стабильные смазочные характеристики достигаются за счёт соответствующего контроля толщины плёнки.
В реальной скважине к муфте прилагается большая нагрузка, основанная на собственной массе соединения ниппеля реальной длины. Кроме того, заданное положение соединения ниппеля на этапе начала свинчивания не может быть установлено таким образом, чтобы вся резьба была полностью скрыта муфтой. Поэтому необходимо учитывать, что плёнка твёрдосмазочного покрытия повреждается, поскольку на начальном этапе свинчивания и в конце развинчивания часто возникает вибрация, а также раскачивание соединения ниппеля. Когда плёнка твёрдосмазочного покрытия толстая, плёнка твёрдосмазочного покрытия разрывается в области, где пикообразный крутящий момент, показанный на фиг. 2А, растёт и формируется большое количество вторичных продуктов, полученных из отслоившихся частиц и фрагментов. Смазывающая способность сохраняется, когда резьба снова соединяется и меняет конфигурацию. Однако при большом объёме обломков зазор между резьбами локально забивается, что вызывает заедание.
Таким образом, в настоящем изобретении толщина плёнки (называемая А мкм) плёнки, содержащей связующую смолу, образованную в основном из полиамидимида, и твёрдый смазочный материал, образованный в основном из политетрафторэтилена (ПТФЭ), предпочтительно устанавливается равной 5 мкм или более и 95 мкм или менее. Нижний предел толщины плёнки твёрдосмазочного покрытия, являющийся основным объектом настоящего изобретения, указан как минимальная толщина, при которой может сохраняться смазывание, а верхний предел установлен во избежание локального засорения вторичными продуктами, полученными из отслоившихся частиц и фрагментов. Толщина более желательно составляет 30 - 80 мкм и ещё более желательно 50 - 80 мкм. Верхний и нижний пределы определены на основе экспериментальных фактов при испытании с помощью ключа под нагрузкой, описанном ниже.
Однако эта толщина плёнки представляет собой толщину плёнки, измеренную при комнатной температуре перед испытанием на свинчивание/развинчивание. Деформация возникает во время свинчивания/развинчивания. Особо следует отметить, что может произойти измельчение. Эту плёнку часто используют для изготовления плёнки, имеющей высокую твёрдость благодаря своему составу средства и имеющую твёрдость по шкале карандашной твёрдости F или выше и 4H или ниже во многих случаях, за исключением редких случаев. Поэтому указан и этот диапазон твёрдости. В случае, когда карандашная твёрдость ниже F, в частности, в случае, когда карандашная твёрдость равна HB или ниже, поскольку плёнка является мягкой, плёнка значительно измельчается во время испытания на свинчивание/развинчивания. В этом случае после свинчивания/развинчивания плёнка твёрдосмазочного покрытия разрушается, и толщина, измеренная при комнатной температуре, не имеет смысла. Поскольку плёнка измельчается и имеет небольшую толщину, снижается риск засорения зазора между резьбами. По этой причине также был указан нижний предел F или выше. Кроме того, было установлено значение верхнего предела твёрдости 4H или ниже, поскольку плёнка твёрдосмазочного покрытия состава по настоящему изобретению может достигать примерно верхнего предела твёрдости по карандашной шкале, за исключением ситуации, когда вводится специфическая добавка. Таким образом, дополнительно демонстрируются превосходные смазывающие свойства.
Плёнка твёрдосмазочного покрытия, главным образом, предлагаемая настоящим изобретением, сформирована на одном или обоих из соединения муфты и соединения ниппеля. Толщина плёнки указана как А мкм. Кроме того, включены случаи, когда на обращённых друг к другу поверхностях сформированы одинаковые или разные плёнки твёрдосмазочного покрытия (толщина одной плёнки твёрдосмазочного покрытия определяется как А1 мкм и толщина другой плёнки твёрдосмазочного покрытия определяется как А2 мкм), случай, когда сформирована плёнка покрытия для предотвращения ржавчины и смазывания, и случай, когда плёнка не сформирована. Толщина плёнки в этом случае задана в B мкм.
Точнее, локальное засорение зазора и заедание резьбы, как описано выше, вызвано вторичным продуктом. Вторичный продукт является продуктом процесса, в котором плёнки с обеих сторон резьбы отслаиваются и разрываются во время свинчивания/развинчивания. Эффективным является уменьшение общей толщины плёнки твёрдосмазочного покрытия, которая может представлять собой отслаивающуюся часть, или плёнки покрытия, нанесенного для предотвращения ржавчины и/или смазывания, чтобы уменьшить вероятность заедания.
Предпочтительно определить, что A + B ≤ 110 мкм или A1 + A2 ≤ 110 мкм. В первом случае плёнка твёрдосмазочного покрытия по настоящему изобретению сформирована только на одном из соединения муфты или соединения ниппеля. В последнем случае плёнка твёрдосмазочного покрытия сформирована на обеих резьбах. Нижний предел A1 или A2 составляет «5 мкм или более», что является нижним предельным значением определения толщины плёнки твёрдосмазочного покрытия, описанного выше. В случае, когда плёнка твёрдосмазочного покрытия не сформирована на поверхности, обращённой к плёнке твёрдосмазочного покрытия, поскольку плёнка не предусмотрена, и существует случай, когда толщина плёнки равна нулю, B указывается равным «0 мкм или более».
Определение верхнего предела равным 110 мкм связано с тем фактом, что резьбовая часть (гребень) соединения ниппеля и впадинная часть (впадина резьбы) резьбы муфты отстоят на 100 - 150 мкм в конструкции соединения нефтегазопромысловых труб, но конструкция соединения варьируется от компании к компании производителя. Установка верхнего предела 110 мкм определяется экспериментально. Кроме того, изначально важно измерить толщину плёнки во впадине резьбы муфты и на гребнях резьбы ниппеля. Однако, поскольку она является неразрушаемой и её трудно измерить перед свинчиванием/развинчиванием, предпочтительно использовать числовое значение толщины плёнки, рассчитанное с использованием значения, измеренного электромагнитным толщиномером плёнки на выступе резьбы для обеих резьб. Это связано с тем, что толщина плёнки на гребнях (резьбы) и впадинах часто одинакова. Зеркало поперечного сечения даёт точные результаты, но плёнку, которая будет использоваться для испытания на свинчивание/развинчивание, нельзя обрезать перед испытанием. Кроме того, поскольку плёнка твёрдосмазочного покрытия и плёнка покрытия свинчиваются и разрушаются под действием большого крутящего момента, плёнка твёрдосмазочного покрытия и плёнка покрытия раздавливаются или соскабливаются после завершения испытания, так что плёнка твёрдосмазочного покрытия и плёнка покрытия не имеют нормальной толщины. Предпочтительный диапазон толщины плёнки определяется толщиной плёнки на гребнях.
Кроме того, причина того, что плёнку поверхностного слоя не нужно включать в характеристику толщины плёнки, заключается в том, что плёнка поверхностного слоя поддерживает высокую смазывающую способность, обеспеченную за счёт плёнки твёрдосмазочного покрытия, как описано выше, и служит только для перемещения в стабильное положение. Это связано с тем, что смазка, осуществляемая составом, содержащим жирную кислоту и металл, на самом деле является скользкой и при соскабливании меняет конфигурацию на поверхности соединения, и, таким образом, локальное накопление в зазоре между резьбами и заедание практически не происходят.
Другое
Настоящее изобретение также может иметь следующие конфигурации.
(1) Средство для формирования плёнки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб, в котором твёрдый смазочный материал диспергирован в связующей смоле, 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу, в средняя молекулярная масса полиамидимида составляет 20 000 или более и 40 000 или менее, 80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ), а средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
(2) Нефтегазопромысловые трубы, в которых плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована на резьбовой части, при этом плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле, 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу (ПАИ), средняя молекулярная масса ПАИ составляет 20 000 или более и 40 000 или менее, 80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ), а средняя молекулярная масса ПТФЭ составляет 30 000 или менее.
(3) ПТФЭ, содержащийся в твёрдом смазочном материале, составляет 20 мас.% или более и 50 мас.% или менее от общей массы плёнки твёрдосмазочного покрытия.
(4) Твёрдость плёнки твёрдосмазочного покрытия составляет F или выше и 4H или ниже по шкале карандашной твёрдости.
(5) Плёнка смазочного покрытия включает базовую плёнку, сформированную между затяжной поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, и базовая плёнка включает плёнку, полученную фосфатной обработкой, или плёнку, полученную электроосаждением, имеющую твёрдость по Виккерсу 200 HV или выше.
(6) Плёнка смазочного покрытия включает поверхностный слой, сформированный на плёнке твёрдосмазочного покрытия, поверхностный слой содержит твёрдый смазочный материал и связующую смолу, твёрдый смазочный материал в поверхностном слое представляет собой один или комбинацию двух или более типов соединений, содержащих жирные кислоты следующей группы X и металлы следующей группы Y, а связующая смола в поверхностном слое представляет собой органическое соединение на основе фтора,
группа X: стеариновая кислота, изостеариновая кислота, бегеновая кислота, лауриновая кислота и 12-гидроксистеариновая кислота,
группа Y: Li, Na, Mg, Al, Ca, Zn и Ba.
(7) Температура плавления поверхностного слоя составляет 70°С или выше.
(8) Резьбовое соединение для нефтегазопромысловых труб, которым соединены муфта, имеющая внутреннюю резьбу, и ниппель, имеющий наружную резьбу, в котором один компонент из муфты и ниппеля включает нефтегазопромысловую трубу, содержащую плёнку смазочного покрытия в соответствии с настоящим изобретением, при этом плёнка покрытия не сформирована на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля, или плёнка покрытия, обладающая по меньшей мере одним свойством коррозионной стойкости и защиты от коррозии, сформирована на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля.
(9) Резьбовое соединение для нефтегазопромысловых труб, которым соединены муфта, имеющая внутреннюю резьбу, и ниппель, имеющий наружную резьбу, в котором плёнки смазочного покрытия согласно настоящему изобретению сформированы на участках резьбы обоих компонентов из муфты и ниппеля.
(10) Толщина каждой из плёнок твёрдосмазочного покрытия, сформированных как на муфте, так и на ниппеле, в положении гребня резьбовой части составляет 5 мкм или более и 95 мкм или менее, и удовлетворяется следующее выражение (1), где A1 (мкм) представляет собой толщину плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части муфты (участок резьбы), а A2 (мкм) представляет собой толщину плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части ниппеля. Толщина плёнки представляет собой толщину плёнки до свинчивания.
А1 + А2 ≤ 110 мкм … (1)
(11) Толщина плёнки твёрдосмазочного покрытия, сформированной на резьбовой части нефтегазопромысловых труб, включая плёнку смазочного покрытия согласно настоящему изобретению, в положении гребня резьбовой части (в резьбовой части) составляет 5 мкм или более и 95 мкм или менее, и A + B ≤ 110 мкм, где A мкм представляет собой толщину плёнки смазочного покрытия, сформированной на резьбовой части нефтегазопромысловых труб, включая плёнку твёрдосмазочного покрытия настоящего изобретения, в положении гребня, и B мкм представляет собой толщину плёнки антикоррозионной и смазывающей краски, сформированной на резьбовой части нефтегазопромысловых труб на противоположном материале, обращённом к нефтегазопромысловой трубе.
Толщина плёнки представляет собой толщину плёнки до свинчивания.
Примеры
Далее будут описаны примеры на основе настоящих осуществлений.
Настоящие примеры являются примерами, которые в основном оценивают, приемлема или нет смазочная плёнка, включающая плёнку 3 твёрдосмазочного покрытия, обеспеченную на затяжной поверхности 10 резьбового соединения нефтегазопромысловых труб. В настоящих примерах испытание на свинчивание/развинчивание проводили в условиях, показанных в таблицах 1 - 8, чтобы определить, является ли плёнка смазочного покрытия приемлемой. В таблицах сухой плёнкой называется плёнка 3 твёрдосмазочного покрытия.
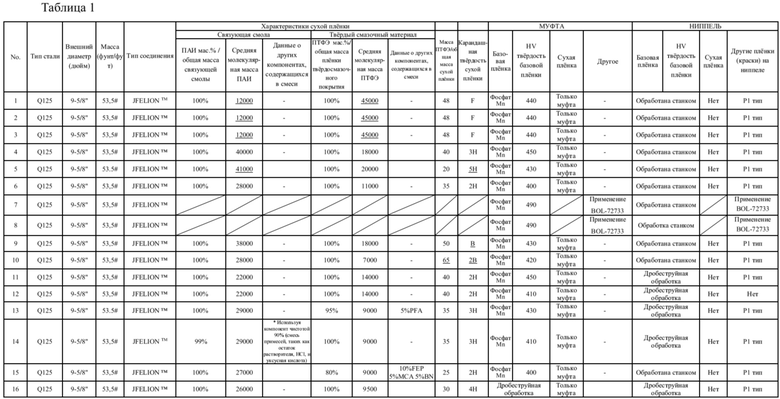

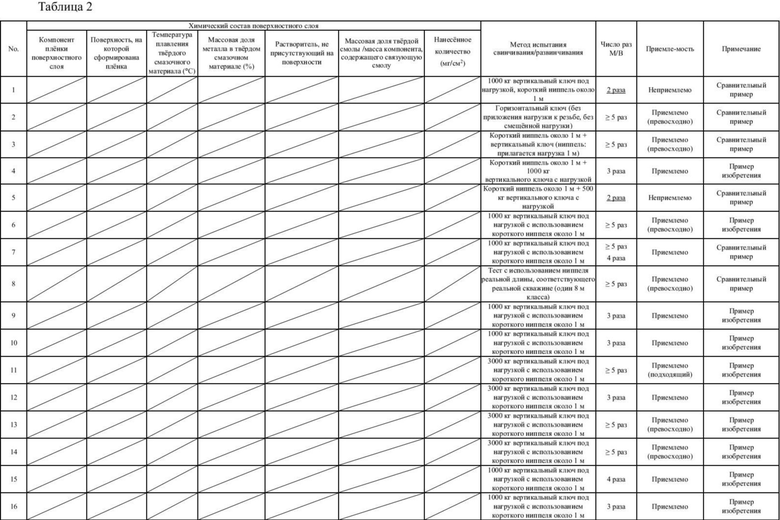
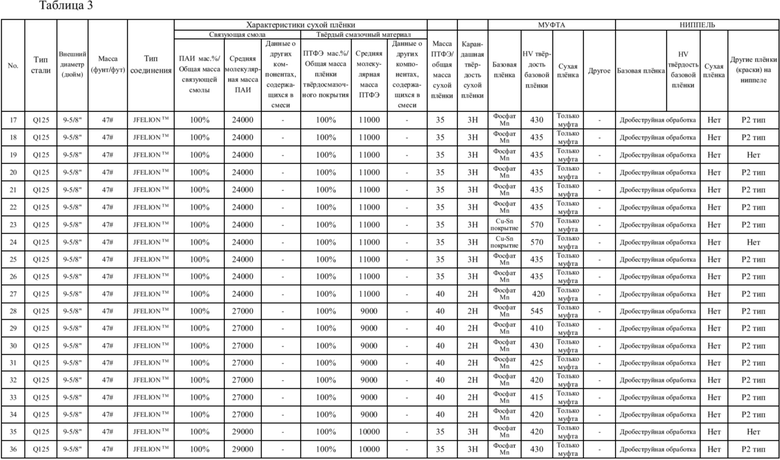
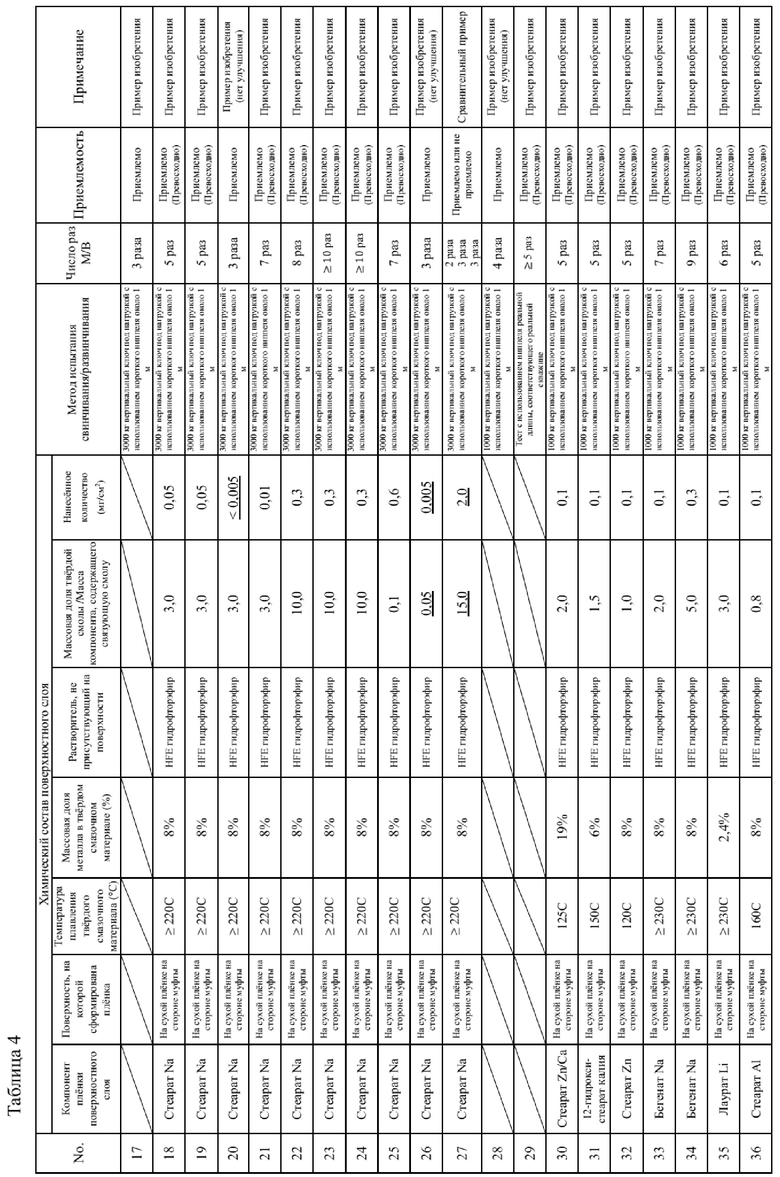
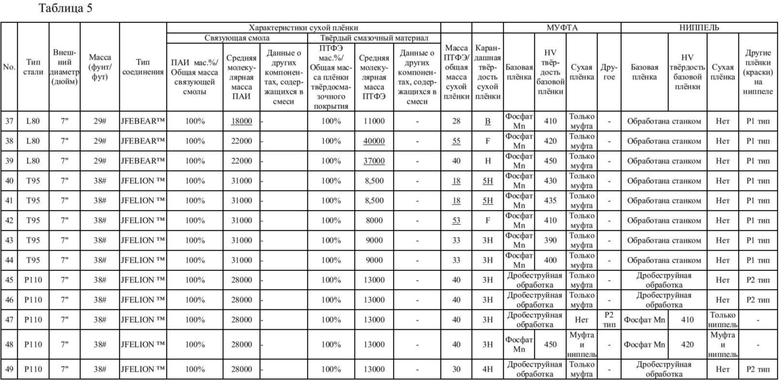
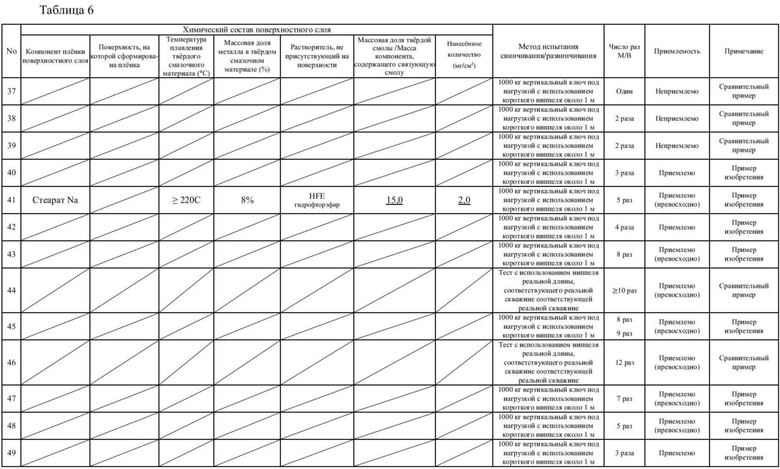
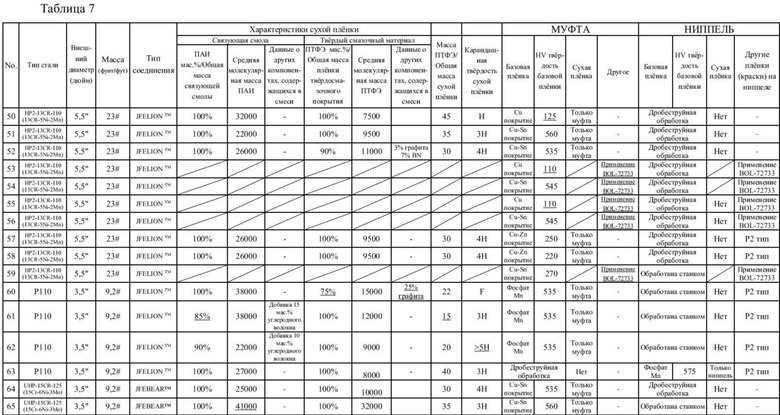
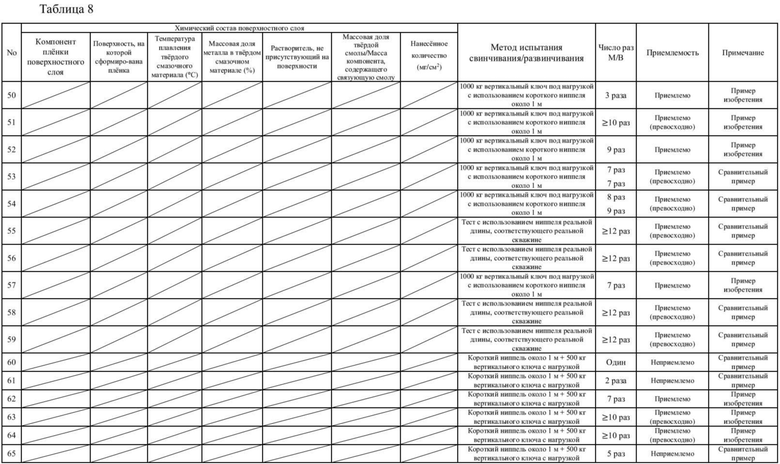
Метод испытания
Описанное выше испытание с ключом под нагрузкой (новый метод испытаний) в основном применялось при испытании на свинчивание/развинчивание, принятом в каждом примере. Цель состоит в том, чтобы обосновать верхний и нижний пределы характеристик плёнки твёрдосмазочного покрытия, которая может выдерживать свинчивание в реальной скважине.
Однако № 2 представляет собой пример, в котором испытание проводилось методом оценки с использованием короткого ниппеля 1 и горизонтальных ключей согласно известному уровню техники. Кроме того, № 3 представляет собой пример, в котором испытание проводили методом с использованием короткого ниппеля 1 и вертикальных ключей согласно известному уровню техники (способ без использования груза 11 согласно известному уровню техники). В этих способах согласно известному уровню техники исходное установленное положение, которое было положением начала свинчивания перед свинчиванием с помощью ключей, устанавливалось в положение, при котором затягивание вручную выполнялось полностью, как в известном уровне техники.
Кроме того, №№ 8, 29, 44, 46, 55, 56, 58 и 59 являются примерами, в которых испытание проводилось с использованием вертикальных ключей с использованием ниппеля реального размера, соответствующего реальной скважине. В этих примерах испытание проводилось путём подъёма краном одного ниппеля 1 и использования компенсатора. В этих испытаниях исходное установленное положение, которое было начальным положением свинчивания перед свинчиванием с помощью вертикальных ключей, было установлено в положение, при котором затяжка вручную выполнялась полностью, как в известном уровне техники. В дальнейшем это испытание также называется испытанием в реальной скважине.
При испытании с помощью ключа под нагрузкой испытание проводилось при условии, что к внутренней резьбе 2а муфты 2 прикладывалась большая нагрузка, равная или превышающая нагрузку от ниппеля реального размера, с помощью груза 11, имеющего массу, равную или превышающую массу ниппеля, применяемого в реальной скважине. В этом испытании установленное положение, которое было позицией начала свинчивания перед свинчиванием с помощью вертикального ключа, было установлено в положение, которое было более свободным, чем в известном уровне техники, и 1/4 от общего количества витков резьбы ниппеля 1 было установлено в положении, в котором они выступают наружу из муфты 2.
Критерии определения приемлемости
Определение приемлемости в испытании на свинчивание/развинчивание было следующим.
В случае материала, применяемого в качестве обсадных труб (наружный диаметр 7 дюймов или более), случай, когда свинчивание/развинчивание выполнялось 3 или более раз, определялся как «приемлемый». Далее случай, когда свинчивание/развинчивание выполнялось 5 и более раз, определялся как «приемлемый (превосходный)».
В случае размера, применяемого в насосно-компрессорных трубах (как это часто бывает, внешний диаметр составляет менее 7 дюймов), случай, когда свинчивание/развинчивание выполнялось 7 или более раз, определялся как «приемлемый». Далее случай, когда свинчивание/развинчивание выполнялось 10 и более раз, определялся как «приемлемый (превосходный)». Вопрос о том, используется ли сам 7-дюймовый материал для насосно-компрессорных труб или обсадной колонны, зависит от каждого конкретного случая.
Эти критерии немного отличаются от ISO13679 (2019). В материале, применяемом в качестве обсадных труб, технология определения выбирается в соответствии с ISO13679. Размер обсадной трубы указан для повторного свинчивания после двухкратного свинчивания/развинчивания. Поскольку заедание произошло во время развинчивания, случай, когда свинчивание/развинчивание выполнялось 3 раза, считался приемлемым. Однако материал, применяемый для насосно-компрессорных труб, был определён на основе экспериментальных случаев, показанных в таблицах, а не спецификации ISO13679 (было указано повторное свинчивание после выполнения 9 раз свинчивания/развинчивания). При этом во многих случаях результат испытания ключом под нагрузкой оценивается более строго, чем испытание в реальной скважине с использованием ниппеля реальной длины. Кроме того, нельзя отрицать, что смазывание плёнкой твёрдосмазочного покрытия имеет тенденцию быть хуже, чем смазывание составами согласно известному уровню техники. Поэтому определение производилось в соответствии с такими критериями оценки.
На этом фоне в плёнке твёрдосмазочного покрытия плёнке сама смазочная плёнка постепенно соскабливается по мере увеличения количества раз свинчивания/развинчивания. Однако в случае состава согласно известному уровню техники после каждого свинчивания/развинчивания состав смывается и наносится снова, что может повлиять на восстановление самого смазывания.
7-дюймовый материал может быть использован для любой оценки. Однако 7-дюймовый материал, показанный в каждом из номеров 36 - 48, был примером толстого LPF (фунт/фут) 29# и 38#, и, таким образом, он рассматривался как материал для применения в обсадной колонне, и случай, когда свинчивание/развинчивание проводилось 3 раза и более, определялся как «приемлемый», а случай, когда свинчивание/развинчивание выполнялось 5 и более раз, определялся как «приемлемый (превосходный)».
Далее в таблицах 1 - 8 показаны группы случаев, экспериментально оцененные для объяснения требований настоящего изобретения. В таблицах сухая плёнка означает плёнку твёрдосмазочного покрытия.
Условия и тому подобное для примеров приведены в таблицах 1 - 8. За исключением №№ 48, 49 и 50, в результатах испытаний толщина плёнок твёрдосмазочного покрытия, сформированных на стороне соединения муфты (муфты) и стороне соединения ниппеля, составляла 40 - 50 мкм для первого и 10 - 40 мкм для второго элементов. Причина, по которой кажется, что толщина плёнки твёрдосмазочного покрытия, сформированной на стороне соединения ниппеля варьируется, заключается в том, что толщина плёнки перекрывающейся части учитывается без равномерного формирования смазочной плёнки, поскольку плёнка твёрдосмазочного покрытия наносится кистью. Плёнка твёрдосмазочного покрытия в основном образована из участков, имеющих по существу одинаковую толщину на уровне 10 - 25 мкм.
Оценка
«Причина использования испытания с ключом под нагрузкой»
№№ 1 - 3 представляют результаты сравнения результатов оценки испытания с помощью ключа под нагрузкой или испытания с использованием горизонтальных ключей согласно известному уровню техники и испытания с помощью вертикальных ключей без груза 11 согласно известному уровню техники.
№ 1 был определён как неприемлемый при испытании с помощью ключа под нагрузкой с использованием груза 11 весом 1 тонна, поскольку твёрдый смазочный материал и связующая смола, содержащиеся в плёнке 3 твёрдосмазочного покрытия, выходят за рамки настоящего изобретения.
С другой стороны, испытания, проведенные с использованием горизонтальных ключей в № 2 и вертикальных ключей без груза 11 в № 3, были признаны приемлемыми.
Как и в случае с горизонтальными ключами, состояние, в котором нагрузка не прилагается к резьбе (в частности, к стороне внутренней резьбы 2а), является свободным состоянием, которое отличается от условий эксплуатации реальной скважины. Кроме того, даже с вертикальными ключами без груза 11 прилагается нагрузка только одного короткого ниппеля (в случае такого размера около 100 кг), это свободное состояние, отклоняющееся от реального состояния эксплуатации. Поэтому №№ 2 и 3 оцениваются как приемлемые. Однако в реальной скважине произошло заедание, смоделированное по результатам испытания № 1 с использованием ключа под нагрузкой.
По результатам оценок №№ 1 - 3 было обнаружено, что верхний и нижний пределы каждого компонента плёнки 3 твёрдосмазочного покрытия невозможно было оценить, если только смазывающая способность плёнки 3 твёрдосмазочного покрытия не была оценена в испытании на свинчивание или испытании с помощью ключа под нагрузкой с использованием реальной скважины.
«Являются ли условия определения приемлемыми»
№№ 7, 8 и 53 - 56 представляют собой примеры, в которых плёнка 3 твёрдосмазочного покрытия не используется, а для смазывания используется состав API-mod, и представляют собой результаты сравнения определения при испытании в реальной скважине и испытании с ключом под нагрузкой. В частности, в качестве смазки в виде базовой плёнки 4 на муфте (внутренняя резьба 2а) были сформированы плёнка фосфата Mn, плёнка Cu покрытия, плёнка Cu-Sn покрытия и т.п., а также состав BOL-72733, изготовленный компанией Best-О-Life Corporation.
№№ 7 и 8 представляют собой примеры, в которых углеродистая сталь 9-5/8 дюйма 53,5# (наружный диаметр: 244,48 мм, толщина: 13,84 мм) подвергается обработке фосфатом Mn для получения базовой плёнки 4 на муфте. №№ 53 - 57 представляют собой примеры, в которых на высоколегированный сплав (13Cr-5Ni-2Mo : HP2-13Cr-110) 5-1/2 дюйма 23# (внешний диаметр: 139,70 мм, толщина: 10,54 мм) наносят Cu или Cu-Sn покрытие в качестве базовой плёнки 4.
№ 7 представляет собой результат испытания с помощью ключа под нагрузкой с использованием груза массой 1 тонна. №8 представляет результат испытания в реальной скважине (труба Диапазона-2: один ниппель 8 м или более).
Из №№ 7 и 8 видно, что число раз M/B немного выше при испытании в реальной скважине, чем при испытании с помощью ключа под нагрузкой.
Кроме того, №№ 53 и 55 представляют собой примеры использования Cu покрытия в качестве базовой плёнки 4. Кроме того, № 54 и 56 представляют собой примеры использования Cu-Sn покрытия в качестве базовой плёнки 4. № 53-56 представляют собой результаты выполнения и сравнения испытания с помощью ключа под нагрузкой и испытания в реальной скважине.
В № 55 и 56 оценка проводилась с помощью испытания в реальной скважине, а испытания на свинчивание/развинчивание выполнялись с любым покрытием 15 или более раз, что превышает 10 раз, как указано в стандарте ISO13689. С другой стороны, при испытании №№ 53 и 54 с помощью ключа под нагрузкой число раз свинчивания/развинчивания было меньше, чем число раз при испытании в реальной скважине.
Также в этом примере было обнаружено, что испытание с помощью ключа под нагрузкой оценивалось в более жёстких условиях, чем испытания в реальной скважине. Кроме того, показано, что условия, при которых можно отбирать ключи под нагрузкой, являются подходящими даже применительно к реальной скважине.
Из результатов №№ 7, 8 и 53-56 можно увидеть следующее.
В случае стороны большого диаметра (в данном примере 9-5/8 дюйма или более (внешний диаметр: 244,48 мм или более)) было обнаружено, что при оценке испытания с ключом под нагрузкой она определялась как нормальная, если свинчивание/развинчивание выполнялось 3 или более раз. Кроме того, в случае стороны с малым диаметром (в этом примере диаметр равен или менее, чем у группы малых диаметров, включающей около 5,5 дюймов (внешний диаметр: около 139,70 мм)), было обнаружено, что она определялась как нормальная, когда число раз M/B, равное 7 или более, было подтверждено при оценке теста с ключом под нагрузкой. В то же время число раз M/B, равное 5 или более для большого диаметра и 10 или более для малого диаметра, используется в качестве критерия для определения того, что имеется превосходная смазывающая способность.
В этом случае, даже в примере с использованием состава API-mod (Best-O-Life Corporation: BOL-72733) согласно известному уровню техники, число раз M/B, как описано в ISO13679, не может быть оценено тестом с ключом под нагрузкой. В частности, предполагается, что его невозможно реализовать при малом диаметре.
«Краска для ниппеля»
Далее будут описаны краски типа P1 и типа P2 для ниппеля, обычно используемые в примерах. Плёнка, сформированная краской для ниппеля, представляет собой «плёнку, обладающую коррозионной стойкостью (базовая плёнка краски)», сформированная на затяжной поверхности на стороне, где не сформирована плёнка твёрдосмазочного покрытия.
Тип Р1 представляет краску, содержащую только фторсодержащую смолу. Тип Р2 относится к краске, имеющей структуру, в которой металлическое мыло диспергировано в краске типа Р1. Каждая из этих красок наносится для обеспечения коррозионной стойкости наружной резьбы 1а. На примерах оценивалось, насколько эти краски были эффективны при смазывании.
№№ с 1 - 16 представляют собой примеры использования материала Q125 на основе углеродистой стали 9-5/8 дюйма 53,5# (внешний диаметр: 244,48 мм, толщина: 13,84 мм) и соединения для нефтегазопромысловых труб JFELIONTM. №№ 1 - 16 показывают случаи, когда поверхностный слой 5 не предусмотрен.
№№ 1 - 15 представляют собой случаи, когда плёнка, полученная химической конверсионной обработкой фосфатом Mn, сформирована на муфте в качестве базовой плёнки 4. В № 16 поверхность муфты остаётся в виде, полученном после дробеструйной обработки.
Что касается краски ниппеля 1, № 7 и 8 представляют случаи нанесения BOL-72733, а №12 пример, когда краска не наносится. В остальных случаях (№№ 1-6, 9-11 и 13-15) в качестве краски ниппеля 1 применяется краска типа Р1.
Во-первых, № 7 и 8 представляют собой случаи, когда испытание проводится путём формирования плёнки покрытия фосфата Mn на муфте в качестве базовой плёнки 4 и нанесения определённого количества состава API-mod BOL-72733, производства Best-O-Life Corporation на резьбу с которой свинчивается ниппель 1. Кроме того, в № 7 были испытания с помощью ключа под нагрузкой, а в № 8 испытании в реальной скважине. Затем как в № 7, так и в № 8 было подтверждено, что свинчивание/развинчивание выполнялось большее число раз, чем указано в критериях определения. Каждый раз после развинчивания состав, сформированный на затяжной поверхности, удаляли органическим растворителем (изопропиловый спирт: ИПС), повторно наносили BOL-727733 и повторяли свинчивание/развинчивание. С другой стороны, в примере с плёнкой твёрдосмазочного покрытия поверхность резьбы очищалась продувкой воздухом каждый раз после свинчивания/развинчивания, а затем свинчивание/развинчивание повторялось.
№ 1 представляет собой сравнительный пример для понимания уровня оценки в соответствующем уровне техники. № 1 представляет собой сравнительный пример, в котором молекулярная масса ПАИ связующей смолы находится ниже нижнего предела диапазона настоящего изобретения и в котором молекулярная масса ПТФЭ твёрдого смазочного материала превышает верхний предел диапазона в настоящем изобретении. Кроме того, это пример, в котором груз 11 используется в испытании на свинчивание/развинчивание с приложением нагрузки в 500 кг, что меньше, чем нагрузка при испытании с помощью ключа под нагрузкой. № 1 представляет собой сравнительный пример, в котором результат определяется как неприемлемый только в числе раз M/B, равном 2.
№ 2 представляет собой случай проведения испытания на свинчивание/развинчивание с использованием горизонтальных ключей при тех же условиях с плёнкой твёрдосмазочного покрытия, что и в № 1, без применения груза 11. В этих примерах № 1 и 2 как и в следующем случае с плёнкой 3 твёрдосмазочного покрытия, пыль (остатки, полученные из отслоившегося куска плёнки 3 твёрдосмазочного покрытия) удаляется продувкой воздухом для каждого свинчивания/развинчивания, и свинчивание/развинчивание повторяется. В № 2 с использованием горизонтальных ключей было достигнуто число раз M/B 5 или более (испытание прекращалось после 5 раз), и результаты оценки превысили уровень приемлемости, но это рассматривается как сравнительный пример. Как неоднократно подчеркивалось, как видно из оценок № 1 и 2, в испытаниях с использованием горизонтальных приводных ключей или вертикальных приводных ключей с использованием простого короткого ниппеля 1 также показано, что выбор плёнки 3 твёрдосмазочного покрытия не может быть выполнен, поскольку невозможно смоделировать большую нагрузку, получаемую в реальной скважине, или смещённую нагрузку, возникающую во время свинчивания/развинчивания.
Пример № 3 является результатом испытания только короткого ниппеля 1 без груза 11 с использованием вертикальных ключей, а при оценке № 3 число раз M/B равно 5 или более (испытание было прекращено после 5 раз) было достигнуто и определение превысило приемлемый уровень, но № 3 рассматривается как сравнительный пример 3.
Поскольку массовая доля ПТФЭ и твёрдость плёнки также контролируются в предпочтительных диапазонах, №№ 4 и 6 определяются как приемлемый и приемлемый (превосходный), соответственно.
Поскольку молекулярная масса ПАИ связующей смолы превышает верхний предел настоящего изобретения, № 5 определяется как неприемлемый. Кроме того, № 5 представляет собой пример, в котором твёрдость плёнки твёрдосмазочного покрытия составляет 5H, что превышает верхний предел.
№№ 7 и 8 представляют собой результаты сравнения, когда испытание ключом под нагрузкой или испытания в реальной скважине проводилось в условиях, в которых BOL-72733 наносился на базовую плёнку, сформированную из фосфата Mn, вместо плёнки 3 твёрдосмазочного покрытия. Из этого сравнения результатов было обнаружено, что результаты оценки и отбора, полученные с использованием ключа под нагрузкой, оценивались несколько более строго, чем результаты, полученные с использованием реального ниппеля.
№№ 9 и 10 представляют собой случаи, когда характеристики элементов, составляющих плёнку 3 твёрдосмазочного покрытия, указанные в настоящем описании, удовлетворяются, но другие условия, указанные в настоящем описании, не удовлетворяются. В № 9 и 10 подтверждено 3 раза свинчивания/развинчивания, что является приемлемым уровнем на уровне затяжки.
Как и в № 6, №№ 11, 13 и 14 являются примерами, в которых компоненты плёнки 3 твёрдосмазочного покрытия контролируются в рамках настоящего изобретения, и в то же время массовая доля ПТФЭ относительно всей плёнки 3 твёрдосмазочного покрытия, и твёрдость плёнки также контролируют в предпочтительных диапазонах, указанных в настоящем описании. №№ 11, 13 и 14 являются примерами, определяемыми как «приемлемые (превосходные)».
№ 12 проводится практически в тех же условиях, что и № 11. Однако № 12 представляет собой результат испытаний, выполненных в состоянии после дробеструйной обработки без нанесения краски типа Р1 (плёнки, обладающей коррозионной стойкостью) на ниппель 1, на котором не сформирована плёнка 3 твёрдосмазочного покрытия. №12 показывает, что число раз M/B уменьшено по сравнению с №11, но находится в пределах допустимого диапазона. Исходя из этого, предполагается, что даже в случае, когда антикоррозионная краска наносится на сторону, на которой не предусмотрена плёнка 3 твёрдосмазочного покрытия, можно ожидать некоторого эффекта улучшения смазывания.
№ 13 представляет собой случай примера согласно изобретению, в котором PFA содержится в твёрдом смазочном материале в количестве 5% относительно основного компонента ПТФЭ (80 мас.% или более). № 13 определяется как «приемлемый (превосходный)».
№ 14 представляет собой случай, когда доля ПТФЭ ко всем компонентам твёрдого смазочного материала в составных элементах твёрдого смазочного материала составляет 80 мас.%, поскольку 80 мас.% является нижним пределом настоящего изобретения. Кроме того, № 14 является примером, в котором фторированный этилен-пропилен (FEP) (то есть сополимер гексафторпропилен-тетрафторэтилен), цианурат меламина (MCA) и нитрид бора (BN) примешаны в плёнку 3 твёрдосмазочного покрытия в пропорциях 10%, 5% и 5%, соответственно. Настоящее изобретение представляет собой патент, в котором указана средняя молекулярная масса твёрдого смазочного материала, содержащего ПТФЭ в качестве основного компонента. Однако, как можно видеть из № 14, было обнаружено, что, когда добавление (примешивание) составляло 20% или менее, число раз М/В предпочтительно сохранялось. № 14 представляет собой оценочный пример испытания с помощью ключа под нагрузкой и оценивается как «приемлемый (превосходный)».
В отличие от №№ 1-15, № 16 представляет собой случай, когда плёнка 3 твёрдосмазочного покрытия сформирована непосредственно на затяжной поверхности без формирования плёнки фосфата Mn (базовой плёнки) на муфте. Кроме того, в № 16 характеристики плёнки 3 твёрдосмазочного покрытия представляют собой характеристики, указанные в более предпочтительном диапазоне. То есть в № 16 молекулярная масса ПАИ связующей смолы находится в предпочтительном диапазоне 20000 - 30000 и молекулярная масса ПТФЭ твёрдого смазочного материала находится в предпочтительном диапазоне. В то же время массовая доля ПТФЭ и карандашная твёрдость плёнки 3 твёрдосмазочного покрытия также находятся в предпочтительных диапазонах. № 16 представляет собой оценочный пример в испытании с ключом под нагрузкой и случай, когда число раз M/B составляет 3 раза. Даже в случае, когда характеристики плёнки 3 твёрдосмазочного покрытия находятся в предпочтительном диапазоне, когда базовая плёнка 4 не предусмотрена, число раз M/B также почти соответствует указанному нижнему пределу. Таким образом, можно видеть, что формирование твёрдой базовой плёнки 4, имеющей твёрдость HV 200 или более, способствует улучшению смазочных характеристик плёнки 3 твёрдосмазочного покрытия. Твёрдость базовой плёнки будет описана ещё раз при рассмотрении №№ 57 - 59.
Примеры с №№ 17 - 27 в основном демонстрируют случаи, когда плёнка покрытия сформирована на самом внешнем слое смазочной плёнки с использованием нефтегазопромысловых труб марки 9-5/8 дюйма 47# (наружный диаметр: 244,48 мм, толщина: 11,99 мм), изготовленных из материала Q125 на основе углеродистой стали, включая сравнительные примеры. Однако только в примерах № 23 и 24 сформирована базовая плёнка 4, образованная Cu-Sn покрытием, а в других примерах (№№ 17-22 и 25-27) базовая плёнка 4 сформирована из фосфата Mn. Все №№ 17-27 представляют собой оценочные примеры при испытании с ключом под нагрузкой с грузом 11 массой 3000 кг. Это моделирует ситуацию свинчивания в состоянии, когда соединено более трёх ниппелей 1.
№ 17 представляет собой сравнительный пример по отношению к № 18-27 и представляет собой случай, когда поверхностный слой 5 не сформирован. В № 17, хотя приложена нагрузка 3 тонны, число раз M/B равно 3, но критерии определения приемлемости соблюдены.
В №№ 17 - 22 и 25 - 27 твёрдость по Виккерсу фосфата Mn в качестве базовой плёнки 4 находится по существу на одном и том же уровне твёрдости, но твёрдость слегка варьируется. Причина в следующем. Базовая плёнка 4 имеет толщину, насколько это возможно, 10 мкм или менее и на уровне невооруженного глаза выглядит как однородная гомогенная плёнка, но на микроуровне монокристаллы фосфата Mn формируются и осаждаются плотно. Кроме того, предполагается, что это влияет на базовую плёнку 4, поскольку базовая плёнка 4 не отделена от плёнки 3 твёрдосмазочного покрытия, как показано на фиг. 7. Однако условия обработки базовой плёнки 4 во всех случаях были одинаковыми.
Во всех №№ 17 - 27 в плёнке 3 твёрдосмазочного покрытия молекулярная масса ПАИ связующей смолы составляет 24000 и находится в предпочтительном диапазоне 20000 - 30000 в тех же условиях. Кроме того, молекулярная масса ПТФЭ твёрдого смазочного материала составляет 11000 и находится в предпочтительном диапазоне 15000 или менее.
Массовая доля (%) ПТФЭ относительно общей массы плёнки твёрдосмазочного покрытия составляет 35% в №№ 11 - 17, а твёрдость по карандашной шкале плёнки 3 твёрдосмазочного покрытия составляет 3H. Только в № 27 массовая доля ПТФЭ составляла 40%, а твёрдость по карандашной шкале составляла 2Н. При нанесении поверхностного слоя 5, уже была нанесена плёнка твёрдосмазочного покрытия, и нанесение осуществлялось как можно более равномерно путём ручного покрытия (нанесение кистью). Кроме того, связующая смола, содержащаяся в поверхностном слое 5, в каждом из номеров 18 - 27, была получена полимеризацией средства, содержащего множество фторсодержащих мономеров, путём сушки компонента растворителя в атмосфере и удаления высушиванием компонента растворителя.
№№ 18-27 представляют собой случаи, когда предусмотрен поверхностный слой 5. Результаты №№ 18 - 27 сравниваются со случаем № 17, в котором поверхностный слой 5 не предусмотрен, для проверки характеристик смазывания.
Среди №№ 18 - 27 №№ 18 - 26 равны или превосходят пример № 17 по количеству раз M/B.
С другой стороны, №27 является примером, в котором число раз M/B менее 3, и он определяется как неприемлемый (сравнительный пример).
№№ 18, 19 и 21 - 25 представляют собой случаи, когда массовая доля компонента плёнки твёрдосмазочного покрытия к общей массе поверхностного слоя 5 контролируется в диапазоне от 0,1-кратного до 10,0-кратного в пределах предпочтительного диапазона. Кроме того, №№ 18, 19 и 21 - 25 представляют собой случаи, когда наносимое количество контролируют в предпочтительном диапазоне 0,01 мг/мм2 или более и 1 мг/мм2 или менее. В №№ 18, 19 и 21 - 25 приведены примеры, в которых может быть подтверждено число раз 5 или более раз и может быть определено как «приемлемое (превосходное)», и являются примерами настоящего изобретения. Было обнаружено, что число раз M/B можно значительно улучшить путём нанесения поверхностного слоя 5 в соответствующем количестве.
Среди них № 19 представляет собой пример смазывания в случае, когда на ниппеле 1 не сформирована плёнка, обладающая коррозионной стойкостью. Из этих случаев было обнаружено, что в случае, когда поверхностный слой 5 был сформирован на верхнем слое плёнки 3 твёрдосмазочного покрытия, даже когда плёнка покрытия, обладающая коррозионной стойкостью, не была сформирована на стороне, на которой не была предусмотрена плёнка 3 твёрдосмазочного покрытия, были продемонстрированы подходящие смазывающие свойства.
Кроме того, №№ 23 и 24 представляют собой случаи, когда базовая плёнка 4 представляет собой плёнку Cu-Sn покрытия. Аналогично № 19, № 24 также является случаем, когда на ниппеле 1 не предусмотрена плёнка, обладающая коррозионной стойкостью. Из №№ 23 и 24 было обнаружено, что эффект формирования плёнки с Cu-Sn покрытием в качестве твёрдой базовой плёнки 4 и значительно предпочтительные смазочные характеристики проявлялись, когда поверхностный слой 5 был сформирован на верхней части плёнки 3 твёрдосмазочного покрытия в предпочтительном диапазоне.
№ 20 представляет собой пример, в котором количество нанесенного поверхностного слоя 5 невелико, а число раз M/B равно 3, что находится в приемлемом диапазоне. № 20 имеет также 3 раза как и сравнительный пример № 17, не имеет улучшений, но рассматривается как пример изобретения. № 20 является примером изобретения, но также представляет, что число раз M/B не увеличивается, если только поверхностный слой 5 не нанесён в предпочтительном диапазоне.
Кроме того, в № 20 существовала вероятность того, что он был слегка микроскопически неоднороден, когда поверхностный слой 5 был нанесён слишком тонким слоем при формировании. Предполагается, что эффект локального отслаивания плёнки 3 твёрдосмазочного покрытия в большей степени, чем необходимо, невелик до тех пор, пока муфта и ниппель 1 не зацепляются друг с другом.
№ 26 представляет собой случай, когда отношение массы твёрдого смазочного материала к массе поверхностного слоя 5 отклоняется от предпочтительного диапазона и становится более низким и количество нанесённого поверхностного слоя 5 также падает ниже нижнего уровня предпочтительного диапазона. № 26 имеет число раз M/B, равное 3, и находится в приемлемом диапазоне. Однако № 26 является примером, в котором нет улучшения на том же уровне, что и у № 17.
№ 27 представляет собой случай, когда отношение массы твёрдого смазочного компонента к массе поверхностного слоя 5 отклоняется от предпочтительного диапазона и является более высоким и количество нанесённого поверхностного слоя 5 также слишком велико. В примере №27 число раз M/B достигает 2, и оно определяется как неприемлемое. Причина, по которой № 27 признан неприемлемым, заключается в следующем. То есть количество твёрдого смазочного компонента слишком велико. Кроме того, предполагается, что при слишком большом количестве нанесённого материала может возникнуть заедание, поскольку зазор между резьбами забивается из-за отслоившегося куска поверхностного слоя 5.
Среди описанных выше случаев №№ 17 - 27 в примере материала Q125 на основе углеродистой стали 9-5/8 дюйма 47# (наружный диаметр: 244,48 мм, толщина: 11,99 мм) оценивается поверхностный слой 5 испытанием с помощью ключа под нагрузкой с использованием груза 11 массой 3000 кг, и оценку проводят с использованием стеарата натрия в качестве твёрдого смазочного материала.
В случае, когда плёнка твёрдосмазочного покрытия в указанном диапазоне настоящего изобретения сформирована на резьбе муфты, независимо от того, имеется или нет плёнка твёрдосмазочного покрытия на резьбе ниппеля, очевидно, что характеристики смазывания улучшаются, когда поверхностный слой 5 сформирован в предпочтительном диапазоне, указанном в настоящем изобретении. Кроме того, даже когда он находится ниже нижнего предела предпочтительного диапазона, характеристики смазывания не ухудшаются и сохраняются те же характеристики, что и в состоянии, в котором поверхностный слой 5 не предусмотрен. Напротив, это очевидно из примеров № 20, 26 и 27, в которых, когда нанесённое количество превышает предпочтительный диапазон и является большим, смазывающая способность в приемлемом диапазоне смешивается со смазывающей способностью в неприемлемом диапазоне.
Следующие №№ 28 - 36 представляют собой случаи сравнения воздействия компонентов мыла и металлического мыла, которые являются твёрдыми компонентами поверхностного слоя 5. №№ 28 - 36 представляют собой примеры оценки с помощью испытания с ключом под нагрузкой, в основном с использованием груза 11 массой 1000 кг.
В № 28 поверхностный слой 5 не предусмотрен для условий сравнения. В № 28 было подтверждено, что число раз M/B составляло 4. По сравнению с № 17 (3 тонны ключ под нагрузкой) с аналогичными характеристиками плёнки твёрдосмазочного покрытия, в № 28 нагрузка составляет 1 тонну (масса соответствует одному ниппелю 1, соответствующему 8 м), что можно интерпретировать как увеличение количества раз из-за более легкой нагрузки.
№ 29 представляет собой случай, выполненный при той же приложенной нагрузке, что и условия испытания с помощью ключа под нагрузкой в качестве сравнительного условия. То есть это результат испытания в реальной скважине в случае, когда используется один ниппель реального размера. В №29 подтверждено, что число раз M/B составляет 5 и более.
Из сравнения между №№ 28 и 29 можно видеть, что испытание на свинчивание с использованием ключа под нагрузкой оценивается несколько более строго, чем состояние свинчивания ниппеля реального размера, который используется в реальной скважине.
№№ 30-36 представляют собой примеры, в которых свойства материала поверхностного слоя 5 оцениваются по сравнению с № 28. Из оценок №№ 30 - 36 было обнаружено, что число раз M/B было улучшено, когда твёрдый смазочный материал, содержащий группу X и группу Y, контролировался в предпочтительном диапазоне, определённом настоящим изобретением. По сравнению с №№ 30 - 36 и № 28, примеры №№ 33 - 35, в которых температура плавления твёрдого смазочного материала является высокой, имеют дополнительный улучшенный эффект увеличения количества раз. Кроме того, № 35 представляет собой случай, когда на ниппеле 1 не предусмотрена плёнка, обладающая коррозионной стойкостью, как в № 19 или 24. Как и в № 35, было обнаружено, что при нанесении поверхностного слоя 5 вклад поверхностного слоя 5 в улучшение выше, чем влияние коррозионностойкой плёнки, сформированной на ниппеле 1.
Примеры №№ 37 - 49 являются случаями, в которых труба имеет внешний диаметр 7 дюймов. №№ 37 - 39 представляют собой примеры, когда труба изготовлена из материала L80 на основе углеродистой стали 7 дюймов 29#. №№ 40 - 44 представляют собой примеры, когда труба изготовлена из материала T95 на основе углеродистой стали 7 дюймов 38#. №№ 45 - 49 относятся к случаям, когда труба изготовлена из материала P110. В примерах №№ 37 - 49 считалось, что применяется обсадная труба и при определении приемлемости количества раз М/В оценка была «приемлемый» в случае, когда число раз M/B составляло 3 или более и «приемлемый (превосходный)» в случае, когда число раз M/B составляло 5 или более.
В №№ 44 и 46 оценка проводилась путём испытания в реальной скважине с использованием одного ниппеля реального размера. За исключением №№ 44 и 46 среди №№ 37 - 49, остальные примеры представляют собой случаи оценки в испытании с ключом под нагрузкой с использованием груза 11 с массой 1000 кг. 1000 кг моделирует массу при соединении двух ниппелей соответствующего размера. №№ с 37 - 43 представляют собой случаи, в которых оценивают характеристики массовой доли (%) ПТФЭ в общей массе плёнки 3 твёрдосмазочного покрытия и твёрдости по карандашной шкале плёнки 3 твёрдосмазочного покрытия.
№ 47 представляет собой случай, когда на ниппеле 1 сформирована только плёнка 3 твёрдосмазочного покрытия. № 48 представляет собой случай, когда плёнка 3 твёрдосмазочного покрытия сформирована как на стороне муфты, так и на стороне ниппеля 1. № 49 представляет собой случай, когда не предусмотрен слой фосфата Mn в качестве базовой плёнки 4, а на стороне муфты сформирована только плёнка 3 твёрдосмазочного покрытия.
Сначала будут описаны примеры №№ 37 - 43. № 37 представляет собой случай, когда карандашная твёрдость плёнки 3 твёрдосмазочного покрытия отклоняется от нижнего предела предпочтительного диапазона настоящего изобретения и становится слишком мягкой. № 37 представляет собой случай, когда карандашная твёрдость плёнки 3 твёрдосмазочного покрытия равна B, а число раз M/B было только 1, и это определяется как неприемлемое. Однако для достижения твёрдости средняя молекулярная масса ПАИ связующей смолы падает ниже нижнего предела 20000 предпочтительного диапазона, что может быть основной причиной, определения как неприемлемое.
№ 38 представляет собой пример случая, когда масса (%) ПТФЭ относительно общей массы плёнки 3 твёрдосмазочного покрытия превышает предпочтительный диапазон. № 38 представляет собой случай, когда число раз M/B равно только 2, и это определяется как неприемлемое. Однако определение для № 38 может быть связано с тем фактом, что средняя молекулярная масса ПТФЭ превышает верхний предел 30000 предпочтительного диапазона. Также можно сказать, что влияет либо первое, либо возможность слишком большого содержания твёрдого смазочного материала, либо и то, и другое.
№ 39 представляет собой случай, когда карандашная твёрдость плёнки 3 твёрдосмазочного покрытия находится в заданном диапазоне и масса (%) ПТФЭ относительно общей массы плёнки 3 твёрдосмазочного покрытия также находится в пределах указанного диапазона. Однако этот пример представляет собой случай, когда средняя молекулярная масса ПТФЭ твёрдого смазочного материала, которая является одной из характеристик плёнки твёрдосмазочного покрытия, которая лежит в основе настоящего изобретения, превышает указанный верхний предел 30000. № 39 представляет собой случай, когда число раз M/B равно 2, и это определяется как неприемлемое.
№ 40 удовлетворяет требованиям настоящего изобретения для твёрдого смазочного материала и связующей смолы. Однако № 40 представляет собой случай, когда массовая доля (%) ПТФЭ относительно общей массы плёнки 3 твёрдосмазочного покрытия меньше нижнего предела, а карандашная твёрдость плёнки 3 твёрдосмазочного покрытия выше, чем верхний предел. Однако это тот случай, когда характеристики самой плёнки 3 твёрдосмазочного покрытия являются удовлетворительными. № 40 представляет собой случай, когда твёрдый смазочный материал, отвечающий за смазывание, приготовлен в небольшом количестве, хотя характеристики самой плёнки 3 твёрдосмазочного покрытия сохраняются. Поэтому можно сказать, что плёнка 3 твёрдосмазочного покрытия затвердела. № 40 представляет собой пример, когда можно подтвердить, что массовая доля (%) ПТФЭ составляет до 18%, твёрдость по карандашной шкале до 5H, и число раз M/B до 4, что превышает контрольное значение 3. Этот пример рассматривается как пример изобретения.
№ 41 представляет собой случай, когда поверхностный слой 5 сформирован на верхней части плёнки 3 твёрдосмазочного покрытия по сравнению с № 40, но он оказывает эффект улучшения смазывания и определяется как «приемлемый (превосходный)».
№42 представляет собой случай, когда массовая доля (%) ПТФЭ превышает указанное значение и примешано большое количество твёрдого смазочного материала. № 42 представляет собой случай, когда плёнка 3 твёрдосмазочного покрытия из-за этого размягчается. № 42 представляет собой пример, когда можно подтвердить, что массовая доля (%) ПТФЭ составляет до 53%, и число раз M/B составляет до 4, что превышает контрольное значение 3. Пример рассматривается как пример изобретения.
С другой стороны, № 43 представляет собой случай, когда характеристики самой плёнки 3 твёрдосмазочного покрытия находятся в заданном диапазоне, и массовая доля (%) ПТФЭ и карандашная твёрдость плёнки 3 твёрдосмазочного покрытия также соответствуют заданным значениям. №43 является примером изобретения, в котором может быть подтверждено, что число раз M/B составляет до 8, и оно определяется как «приемлемое (превосходное)».
№ 44 является результатом испытания в реальной скважине в тех же условиях, что и № 43, и с использованием ниппеля реального размера. В реальной среде предполагается, что возможно 10 или более раз (завершение теста после 10 раз). В то же время № 44 указывает, что испытание с ключом под нагрузкой несколько более жёсткое.
№№ 45 и 46 представляют собой случаи, когда характеристики плёнки 3 твёрдосмазочного покрытия сами по себе соответствуют предпочтительному диапазону, и представляют результаты сравнения результатов испытания с помощью ключа под нагрузкой и испытания в реальной скважине. № 45 и 46 являются эталонными оценочными показателями №№ 45 - 49.
В № 45 число раз M/B, полученное с помощью испытания с ключом под нагрузкой, составляло 8 или 9. С другой стороны, № 46 представляет собой оценку при испытании в реальной скважине и число раз M/B увеличивается до 12. В зависимости от размера трубы и состояния плёнки твёрдосмазочного покрытия можно видеть, что количество свинчиваний увеличивается на 3 или 4 раза при испытании в реальной скважине по сравнению с испытанием с ключом под нагрузкой. В то же время видно, что испытание с ключом под нагрузкой оценивается более строго.
№№ 47 - 49 представляют собой случаи, когда условия изменения способа основной обработки подтверждены при 7”38#. № 47 представляет собой случай, когда ниппель 1 подвергнут обработке фосфатом Mn для получения базовой плёнки 4 для формирования плёнки 3 твёрдосмазочного покрытия в заданном диапазоне, в то время как муфта подвергнута дробеструйной очистке необработанной. В № 48, среди условий № 47, установлено состояние, при котором муфта не подвергалась дробеструйной очистке, а подвергалась обработке фосфатом Mn для получения базовой плёнки 4.
И в № 48, и в № 47 число раз M/B было 8 и более (испытание прекращалось после 8 раз). Данные примеры являются примерами изобретения, что определяется как «приемлемый (превосходный)». Этот пример показывает, что даже когда плёнка 3 твёрдосмазочного покрытия сформирована на ниппеле 1, особых проблем со смазыванием не возникает.
№ 49 также является случаем, когда плёнка 3 твёрдосмазочного покрытия сформирована на поверхности после дробеструйной обработки, на которой не сформирована базовая плёнка 4, в тех же условиях формирования плёнки твёрдосмазочного покрытия, что и в № 47 или 48. № 49 представляет собой пример изобретения, в котором число раз M/B снижено до 3, но он определён как приемлемый.
Примеры №№ 50 - 59 представляют собой экспериментальные примеры, когда плёнка 3 твёрдосмазочного покрытия нанесена на материал HP2-13CR-110 (производится JFE Steel Corporation, Mod-13Cr, аналог Super-13Cr, 13Cr-5Ni-2Mo) с толщиной внешней трубы диаметром 5,5 дюйма 23# и представляют собой примеры, полученные в основном путём изучения типа базовой плёнки. Примеры с номерами от 60 до 63 являются экспериментальными случаями, когда плёнка 3 твёрдосмазочного покрытия нанесена на углеродистую сталь: P110 с толщиной наружного диаметра 3,5”9,2# (наружный диаметр: 88,90 мм, толщина: 6,45 мм). Эти примеры представляют собой случаи, когда углеродные волокна включены в плёнку твёрдосмазочного покрытия. Примеры № 64 и 65 представляют собой примеры исследований, в которых плёнка 3 твёрдосмазочного покрытия нанесена на материал UHPTM-15CR-125 (труба из мартенситной нержавеющей стали, содержащая 15% Cr) с толщиной наружной трубы диаметром 3,5 дюйма 9,2#.
№№ 55, 56, 58 - 60 и 64 представляют собой примеры оценки при испытании в реальной скважине в соответствии с реальной скважиной или оценки с помощью ключа под нагрузкой, в котором применяют груз массой 1000 кг, эквивалентный массе, получаемой путём соединения двух реальных ниппелей.
№ 50 представляет собой случай, когда для базовой плёнки 4 используется Cu покрытие, хотя характеристики плёнки 3 твёрдосмазочного покрытия находятся в заданном диапазоне настоящего изобретения. В № 50 твёрдость медного покрытия в качестве базовой плёнки 4 составляет 125 HV, что отклоняется от предпочтительного стандарта базовой плёнки. № 50 представляет собой пример изобретения, в котором число раз M/B составляет всего 3, и его едва хватает, чтобы его можно было определить как приемлемый уровень. В № 50 плёнка 3 твёрдосмазочного покрытия была полностью отделена от плёнки Cu покрытия при четвёртом свинчивании/развинчивании, и произошло заедание.
№№ 51 и 52 представляют собой случаи исследования бинарной электроосажденной плёнки на основе Cu-Sn в качестве базовой плёнки 4. Небольшая разница между №№ 51 и 52 заключается в том, что в первом случае твёрдый смазочный материал плёнки 3 твёрдосмазочного покрытия состоит на 100% из ПТФЭ, тогда как в последнем случае в качестве твёрдого смазочного материала смешано 90% ПТФЭ и всего 10% BN и графита. Кроме того, в №№ 51 и 52 масса (%) ПТФЭ относительно общей массы плёнки 3 твёрдосмазочного покрытия была определена так, чтобы в первом было больше, а втором меньше. В результате в №№ 51 и 52 карандашная твёрдость составляет 3Н в первом и 4Н во втором случае в сочетании с вышеуказанными условиями. Кроме того, в №№ 51 и 52 твёрдость Cu-Sn покрытия в качестве базовой плёнки 4 составляет 560 HV в единицах твёрдости в первом примере и 535 HV во втором. В №51 число раз M/B больше 10 (испытание прекращалось после 10 раз). В № 52 число раз M/B равно 9. Однако эти два случая определены как «приемлемые (превосходные)» и являются примерами изобретения.
С другой стороны, №№ 53-56 не являются примерами плёнки 3 твёрдосмазочного покрытия. В этих примерах на муфте сформировано Cu покрытие или покрытие Cu-Sn в качестве базовой плёнки 4, и затем проводится свинчивание/развинчивание при условии, что на муфту и ниппель 1 нанесён состав BOL-72733. В №№ 53 и 54 испытание с помощью ключа под нагрузкой с использованием груза 11 массой 1000 кг (реальная длина ниппеля: соответствует массе около 2,5 ниппелей) и в №№ 55 и 56 для оценки проводят испытания в реальной скважине с использованием одного ниппеля реальной длины.
В № 53 в качестве базовой плёнки 4 использовалось Cu покрытие, были приняты условия испытания с ключом под нагрузкой, а число раз M/B составляло 7 при оценке 2 раза. В № 54 в качестве базовой плёнки 4 использовалось покрытие Cu-Sn, были приняты условия испытания с ключом под нагрузкой, а число раз M/B составляло 8 или 9 при оценке 2 раза. В № 54 Cu покрытие использовалось в качестве базовой плёнки 4, проводили испытание в реальной скважине, в котором использовали ниппель реального размера, и число раз M/B составляло 12 или более (испытание прекращалось после 12 раз). В № 55 в качестве базовой плёнки 4 использовалось покрытие Cu-Sn, проводили испытания в реальной скважине, а число раз M/B составляло 12 или более (испытание прекращалось после 12 раз). При испытании в реальной скважине число раз M/B с трубой размера, указанного в ISO13679, может явно составлять 10. Однако этот критерий не может быть достигнут, поскольку оценка строго выполняется при испытании с помощью ключа под нагрузкой. С другой стороны, на основе результатов № 53 и 54 считается, что, когда число раз M/B составляет около 7 или более, при условии наличия плёнки 3 твёрдосмазочного покрытия соответствующего размера, это означает что плёнка 3 твёрдосмазочного покрытия, удовлетворяющая требованиям ISO13679, может быть реализована в реальной скважине. То есть, в случае плёнок 3 твёрдосмазочного покрытия под №№ 51 и 52, можно оценить, что в реальной скважине реализуется число раз M/B, равное 10 или более.
№№ 57 - 59 представляют собой случаи, когда базовая плёнка 4 является Cu-Zn покрытием. №№ 57 - 59 представляют собой случаи, когда базовая плёнка 4 является покрытием Cu:Zn = 6:4, и HV составляет 220 - 270. №№ 57 и 58 представляют собой случаи, когда характеристики самой плёнки твёрдосмазочного покрытия удовлетворяют объёму притязаний настоящего раскрытия. № 59 представляет собой пример использования состава BOL-72733 API-mod вместо плёнки 3 твёрдосмазочного покрытия. № 57 представляет собой результат испытания с ключом под нагрузкой с использованием 1000 кг груза 11. №№ 58 и 59 представляют результаты испытания в реальной скважине с использованием реального ниппеля (соответствует Диапазону-2, более 8 м). Результаты №№ 57 и 58 были порядка 7 раз (приемлемые) и ≥ 12 раз (приемлемые «превосходные»). Из результатов №№ 57 и 58 было обнаружено, что, когда твёрдость составляет 200 HV или выше, достигается подходящая смазывающая способность.
Примеры №№ 60 - 63 представляют собой экспериментальные примеры, когда плёнка 3 твёрдосмазочного покрытия нанесена на материал P110 с толщиной наружной трубы диаметром 3,5 дюйма 9,2#. Примеры №№ 60 - 63 представляют собой результаты, в основном, изучения типа базовой плёнки 4. Все №№ 60 - 63 представляют собой оценочные примеры, в которых использовался ключ с нагрузкой с грузом 500 кг. 500 кг соответствует нагрузке в момент соединения трёх ниппелей соответствующего размера.
№ 60 представляет состояние, при котором 25% графита относительно общей массы твёрдого смазочного материала примешано в твёрдый смазочный материал составляющих элементов плёнки 3 твёрдосмазочного покрытия, что превышает заданное количество в 80%. № 60 отклоняется от нижнего предела доли ПТФЭ в стандарте плёнки 3 твёрдосмазочного покрытия и представляет сравнительный пример, в котором число раз M/B равно всего 1. Представляется, что смазывающая способность, реализуемая ПТФЭ, нарушается из-за большого количества графита.
№ 61 представляет собой случай, когда углеродные волокна содержатся в количестве, превышающем предпочтительный диапазон относительно общей массы компонента связующей смолы в качестве связующей смолы составляющих элементов плёнки 3 твёрдосмазочного покрытия. № 61 представляет собой условие, при котором 15% углеродных волокон примешано относительно общей массы компонента связующей смолы. № 61 рассматривается как сравнительный пример, в котором число раз M/B равно 2.
№ 62 представляет собой случай, когда введение углеродных волокон снижено до 10%. В этом случае может быть реализовано 7 раз свинчивания/развинчивания, и этот пример является примером изобретения. № 63 представляет собой случай, когда фосфат Mn сформирован на ниппеле 1 для формирования плёнки 3 твёрдосмазочного покрытия в заданном диапазоне, в то время как муфта подвергнута дробеструйной очистке необработанной. При этом может быть реализовано 10 и более раз свинчивания/развинчивания, и данный пример является примером изобретения, в котором его определяют как «приемлемый (превосходный)».
№№ 64 и 65 представляют собой случаи высоколегированного сплава и оценки с использованием материала UHPTM-15CR-125, произведённого JFE Steel Corporation. Оценка выполняется с использованием соединения JFEBEARTM™. Кроме того, эти примеры представляют собой оценочные примеры, когда использовался ключ с нагрузкой с грузом массой 500 кг. 500 кг соответствует нагрузке в момент соединения трёх ниппелей соответствующего размера.
№ 64 представляет собой случай, когда муфта подвергнута электролитическому нанесению Cu-Sn покрытия, для последующего формирования плёнки 3 твёрдосмазочного покрытия. В № 64 подтверждается, что число раз M/B составляет 10 или более (испытание прекращалось после 10 раз), и является примером изобретения, в котором его определяют как «приемлемый (превосходный)».
С другой стороны, №65 представляет собой случай, когда молекулярная масса твёрдого смазочного материала, который является одним из составных элементов плёнки 3 твёрдосмазочного покрытия, превышает указанное значение. В примере №65 смазывающая способность не обеспечивается, число раз М/В составляет всего 5, и это рассматривается как сравнительный пример, в котором его определяют как неприемлемый.
Оптимальный диапазон толщины плёнки
В таблицах 9 и 10 приведены примеры исследований оптимального диапазона влияния толщины плёнки твёрдосмазочного покрытия. Сухая плёнка в таблицах соответствует плёнке твёрдосмазочного покрытия.
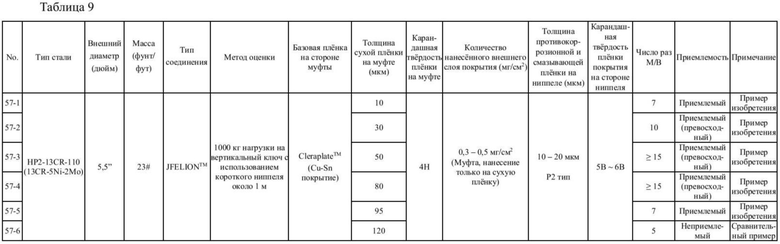
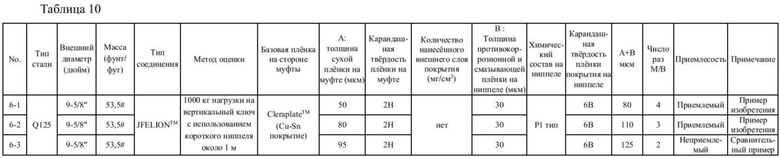
Среди исследований плёнок соединительных муфт (муфта) и плёнок твёрдосмазочного покрытия, а также основных плёнок, относящихся к плёнкам соединений ниппеля, которые уже были изучены в таблицах 1 - 8, только несколько участков резьбы были вырезаны для изучения оптимального диапазона толщины плёнки.
Во-первых, в Таблице 9 был сформирован тот же материал плёнки, что и у образца № 57 (5,5”23#, соединение JFELION™) в таблицах 7 и 8, и толщина плёнки только на стороне муфты (муфта) систематически менялась. Покрытие ClearPlate™ (бинарное покрытие Cu-Sn) было сформировано в качестве базовой плёнки на соединении муфты и на ней была сформирована плёнка твёрдосмазочного покрытия. Кроме того, таким же образом было выполнено нанесение самого внешнего слоя. Испытание на свинчивание/развинчивание проводилось с использованием ключа под нагрузкой с грузом массой 1 тонна. Экспериментальные методы соответствовали таблицам 1 - 8. В качестве образцов были приготовлены образцы, имеющие различную толщину плёнки на стороне муфты (резьба муфты) 10 мкм, 30 мкм, 50 мкм, 80 мкм, 95 мкм и 120 мкм. На соединение ниппеля одинаково при всех условиях наносилась смазывающая и антикоррозионная краска тонким слоем до толщины 10 - 20 мкм. Причина того, что значение толщины описывается широко, заключается в следующем. Это связано с тем, что, хотя нанесение осуществляется с помощью кисти, толщина плёнки близка к 20 мкм на участке перекрытия при использовании кисти и, таким образом, на многих участках толщина плёнки составляет 10 - 15 мкм, если использовать электромагнитный толщинометр.
Толщина плёнки на стороне муфты представляет значение, полученное путём измерения участка гребня (участка резьбы) пятого выступа от концевого участка трубы с помощью электромагнитного толщиномера после нанесения плёнки твёрдосмазочного покрытия. Эти образцы были подвергнуты испытанию на свинчивание/развинчивание, и они оценивались как «приемлемые» в случае, когда оно было 7 или более раз, и оценивалось как «приемлемые: превосходные» в случае, когда оно было 10 раз или более, в зависимости от критериев приемлемости от размера труб. Результаты были получены в следующем порядке: 7 раз (приемлемые), 10 раз (приемлемые: превосходные), ≥ 15 раз (прекращены после 15 раз, приемлемые: превосходные), ≥ 15 раз (прекращены после 15 раз, приемлемые: превосходные), 7 раз (приемлемые) и 5 раз (неприемлемые). Эти результаты показывают, что толщина плёнки твёрдосмазочного покрытия настоящего изобретения предпочтительно находится в указанном диапазоне 5 - 95 мкм, предпочтительно в диапазоне 30 - 80 мкм и более предпочтительно в диапазоне 50 - 80 мкм. Кроме того, что касается толщины, было проведено то же испытание, и было подтверждено, что эффект был получен в диапазоне толщин плёнки, как описано выше, даже при других размерах.
Далее будут описаны исследования суммы толщины плёнки соединения муфты и толщины плёнки соединения ниппеля. В таблице 10 из таблиц 1 и 2 образец № 6 (9-5/8”53,5#, соединение JFELION™) был сформирован на муфте путём изменения толщины плёнки твёрдосмазочного покрытия (карандашная твёрдость 2Н), сформированной из полиамидимидной смолы и политетрафторэтилена (ПТФЭ), которая является объектом настоящего изобретения. Кроме того, в таблице 10 показаны результаты испытаний, в которых соединение ниппеля обработано в условиях, когда толщина плёнки материала для защиты от ржавчины и коррозии (карандашная твёрдость: 6B) изменяется. Толщина первой плёнки составляла три значения: 50 мкм, 80 мкм и 95 мкм, толщина последней плёнки составляла 30 мкм, были приготовлены плёнки, имеющие общую толщину плёнки 80 мкм, 110 мкм и 125 мкм, и было проведено испытание на свинчивание/развинчивание. В этом порядке характеристик число раз свинчивания/развинчивания составляло 4 (приемлемо), 3 (приемлемо) и 2 (неприемлемо). В результате было подтверждено, что сумма толщин плёнок находится в предпочтительном диапазоне до 110 мкм. Что касается суммы толщин плёнки твёрдосмазочного покрытия, а также смазочной и антикоррозионной плёнки в муфте и ниппеле, то же испытание проводят и подтверждают, что эффект может быть получен в диапазоне толщины плёнки, как описано выше, даже при других размерах.
Здесь данная заявка испрашивает приоритет заявки на патент Японии № 2021-91461 (поданной 31 мая 2021 г.), полное содержание которой включено в настоящее описание ссылкой. Хотя описание было дано со ссылкой на ограниченное количество осуществлений, объём настоящего изобретения ими не ограничивается. Для специалистов в данной области техники понятно, что они могут модифицировать осуществления на основе приведённого выше описания.
Список ссылочных позиций
1 Ниппель
1а Наружная резьба
2 Муфта
2а Внутренняя резьба
3 Плёнка твёрдосмазочного покрытия
4 Базовая плёнка
5 Поверхностный слой
10 Затяжная поверхность
11 Груз
13 Приводной ключ
| название | год | авторы | номер документа |
|---|---|---|---|
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2834697C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2831123C2 |
| СРЕДСТВО ДЛЯ ФОРМИРОВАНИЯ ПЛЁНКИ ТВЁРДОСМАЗОЧНОГО ПОКРЫТИЯ, НЕФТЕГАЗОПРОМЫСЛОВЫЕ ТРУБЫ, РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ | 2022 |
|
RU2837894C2 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2349825C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ И ОБРАЗУЮЩАЯ СМАЗОЧНОЕ ПОКРЫТИЕ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ В НЕМ | 2013 |
|
RU2604526C2 |
| Высокомоментное безмуфтовое резьбовое соединение нефтегазопромысловых труб | 2022 |
|
RU2785878C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ ИЛИ ТРУБОК И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ ИЛИ ТРУБОК | 2018 |
|
RU2729482C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ДЛЯ ТРУБ | 2020 |
|
RU2802489C1 |
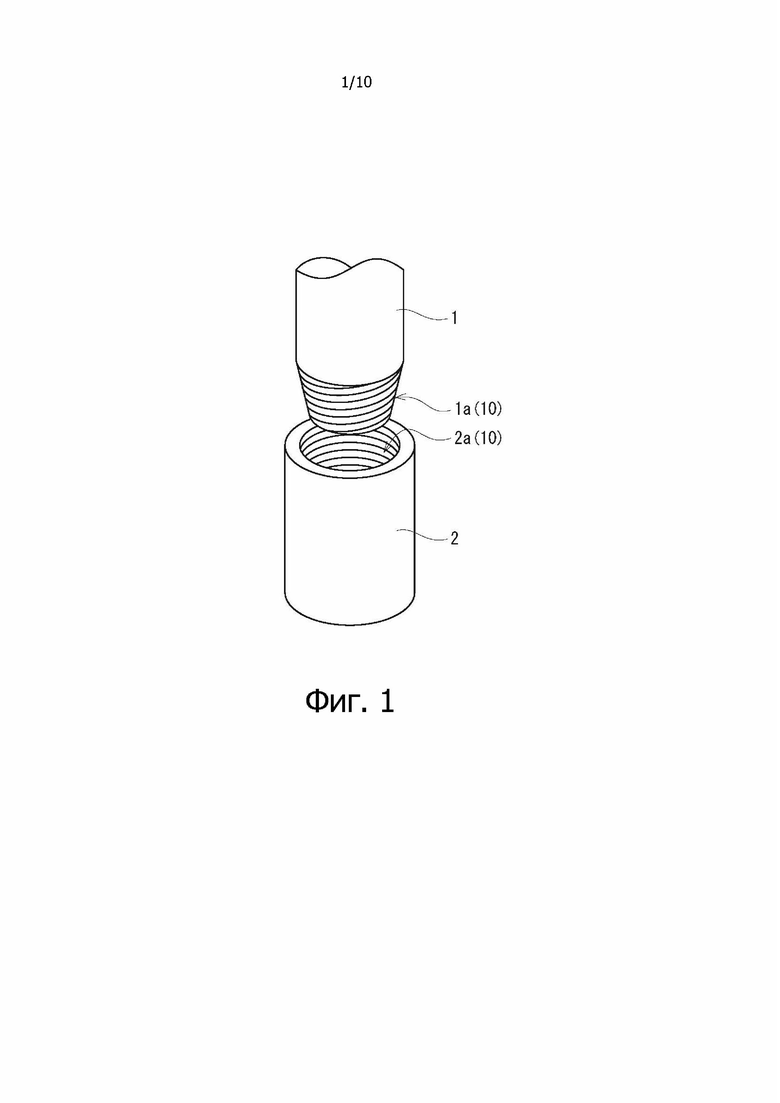
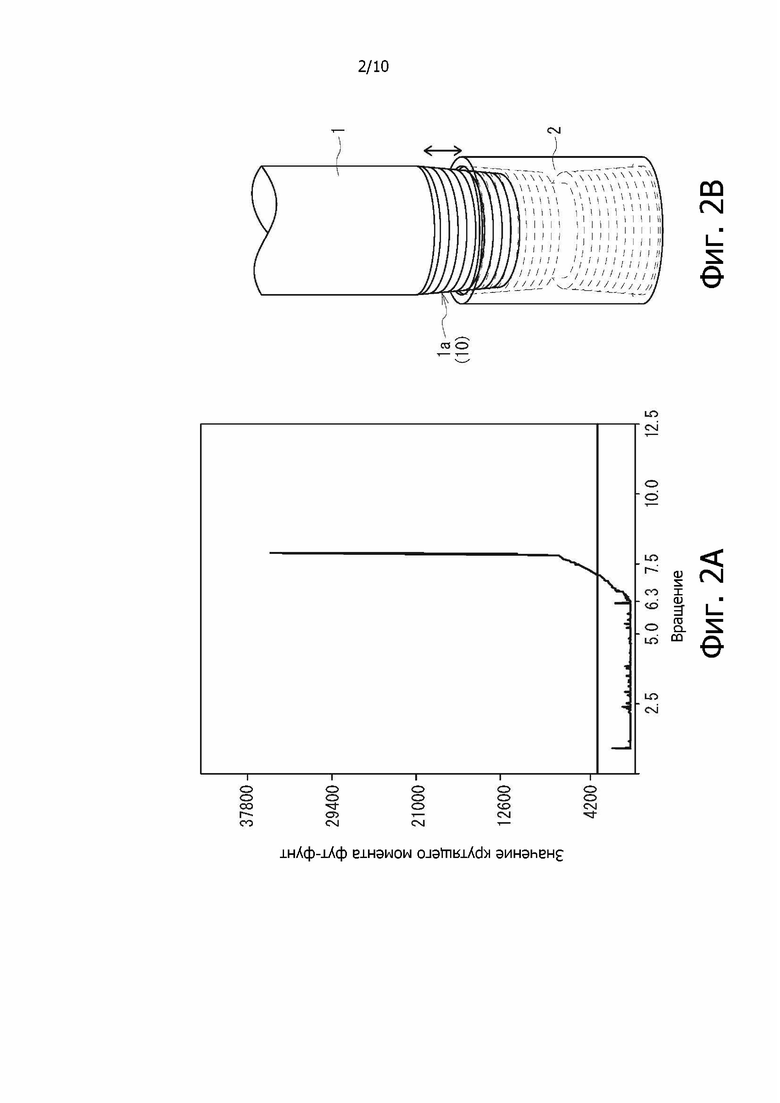
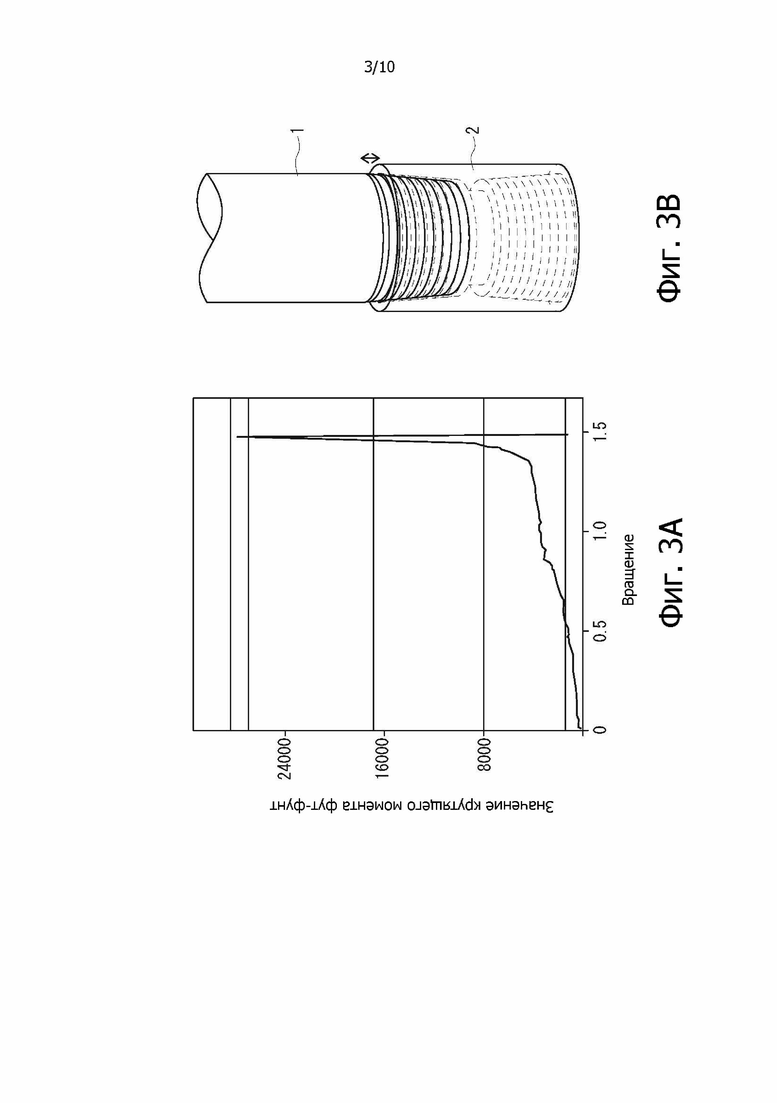
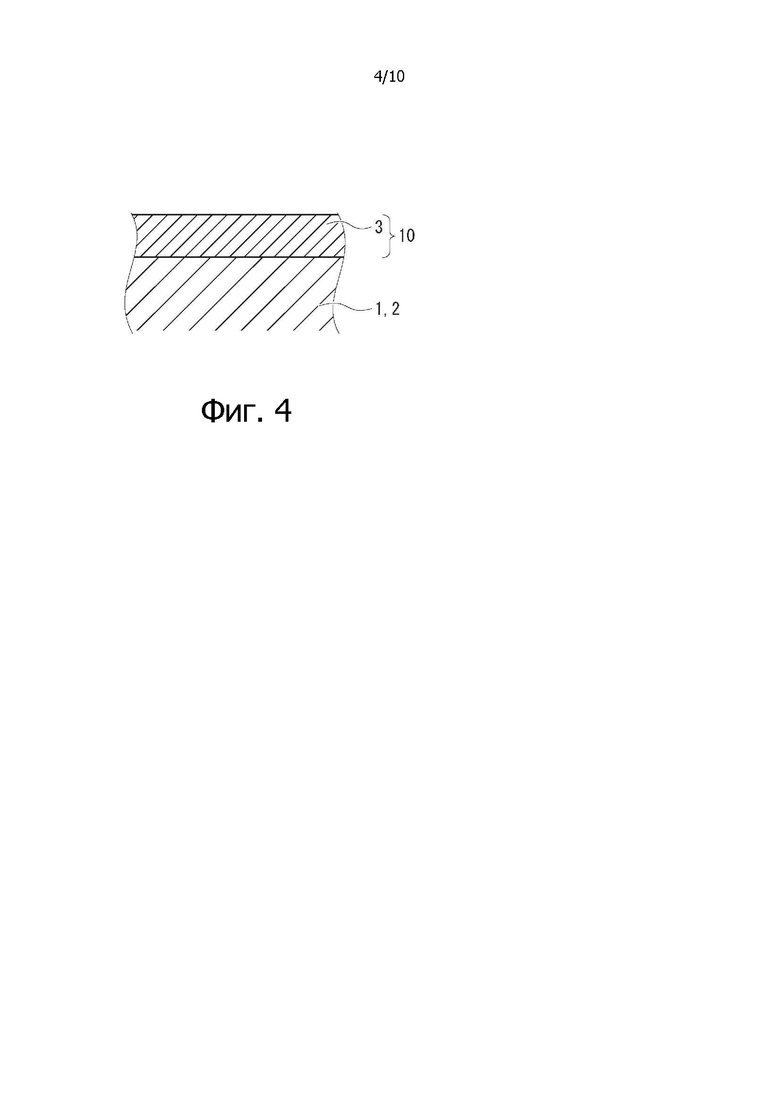
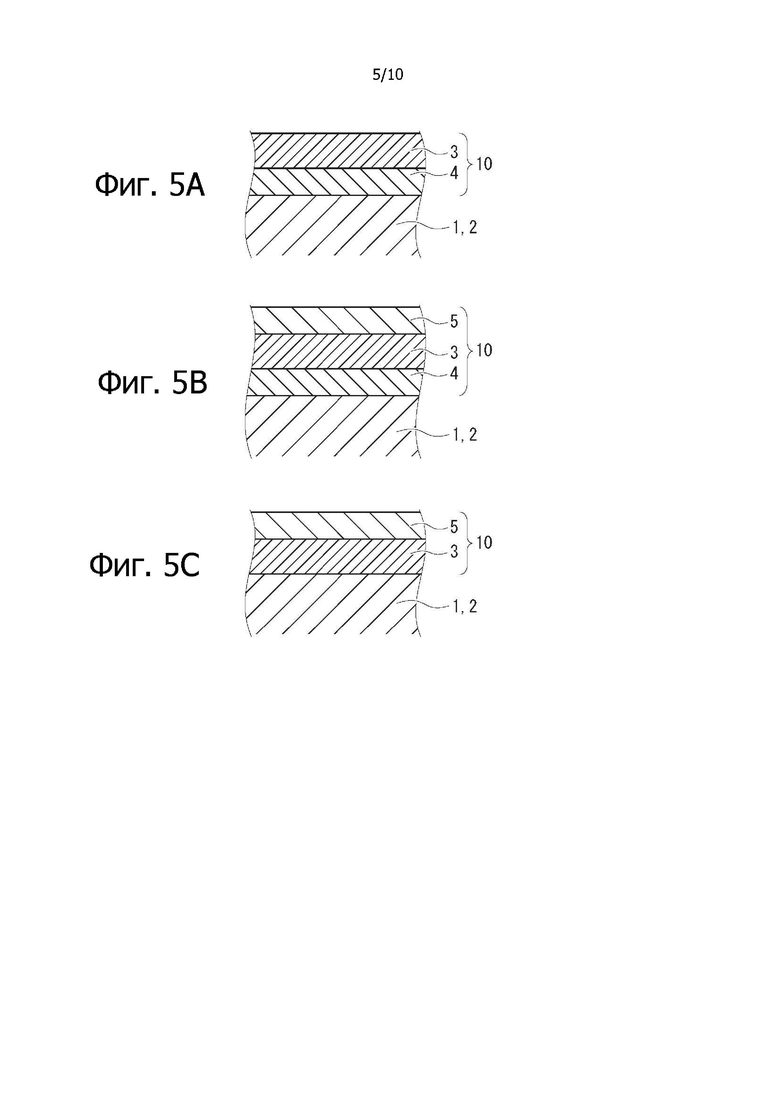
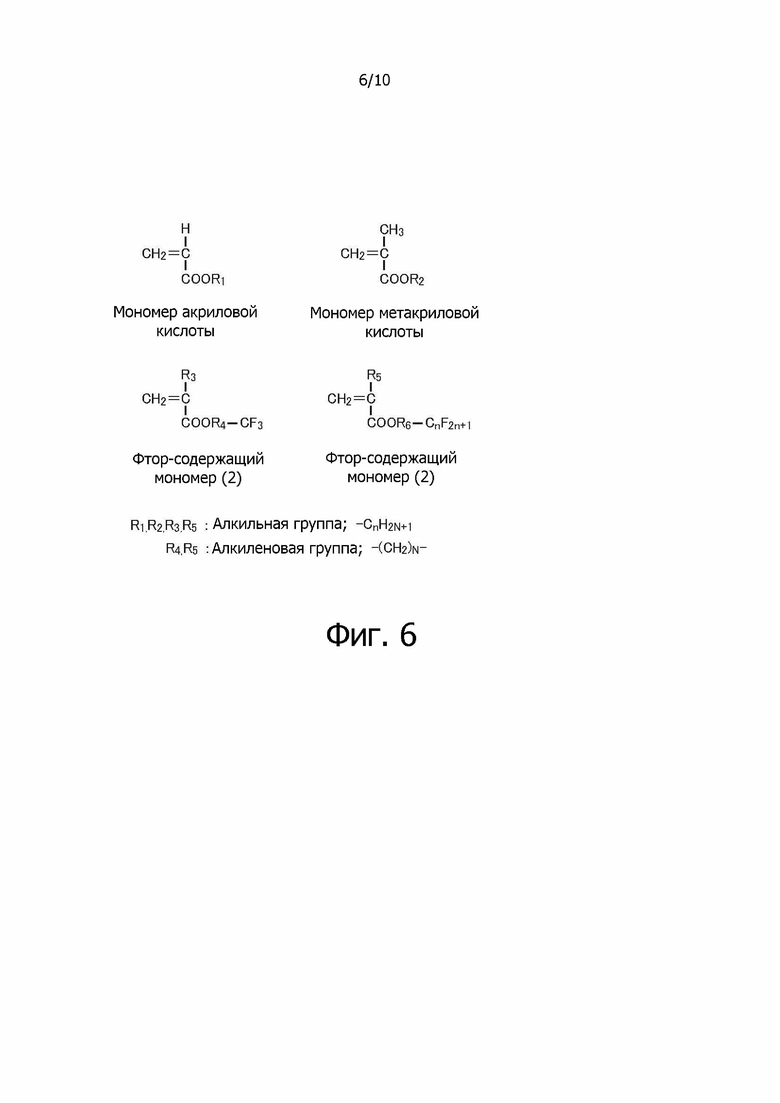
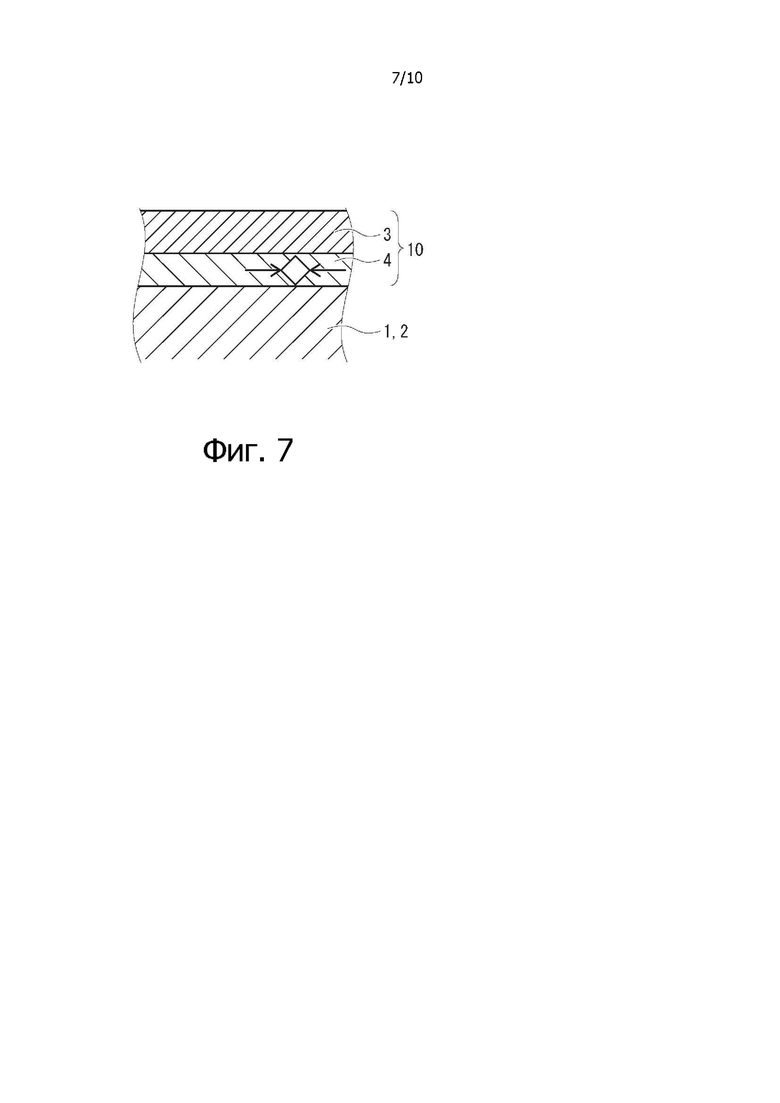
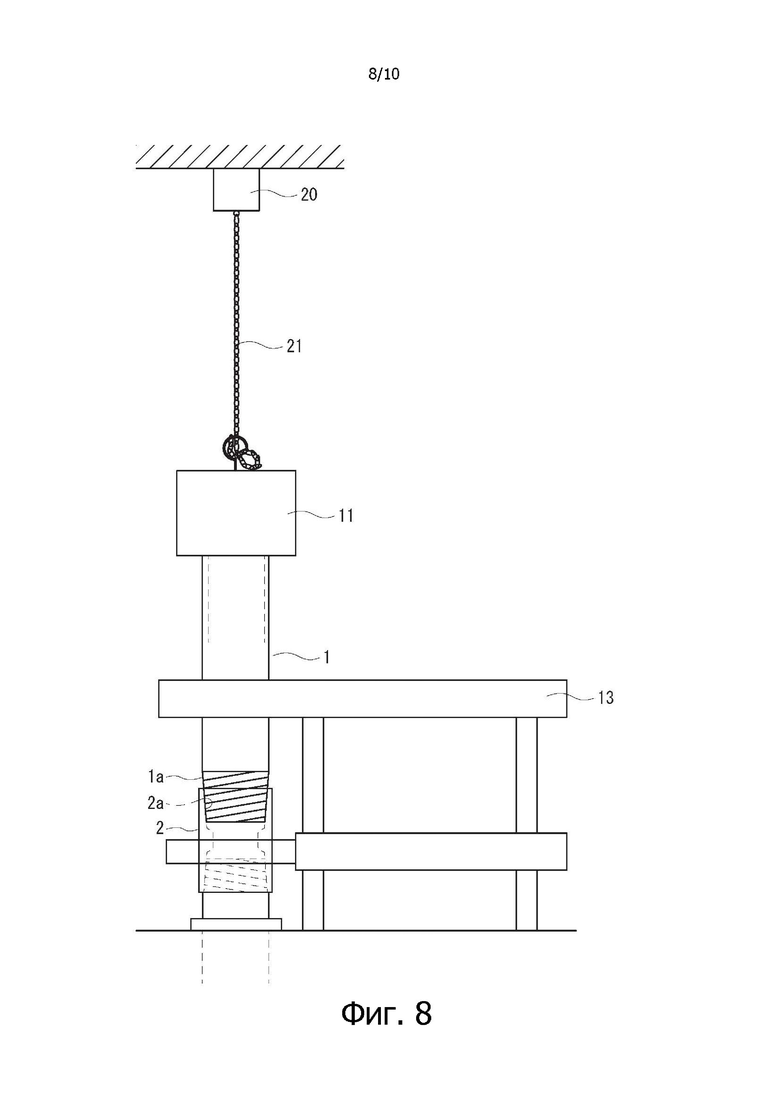
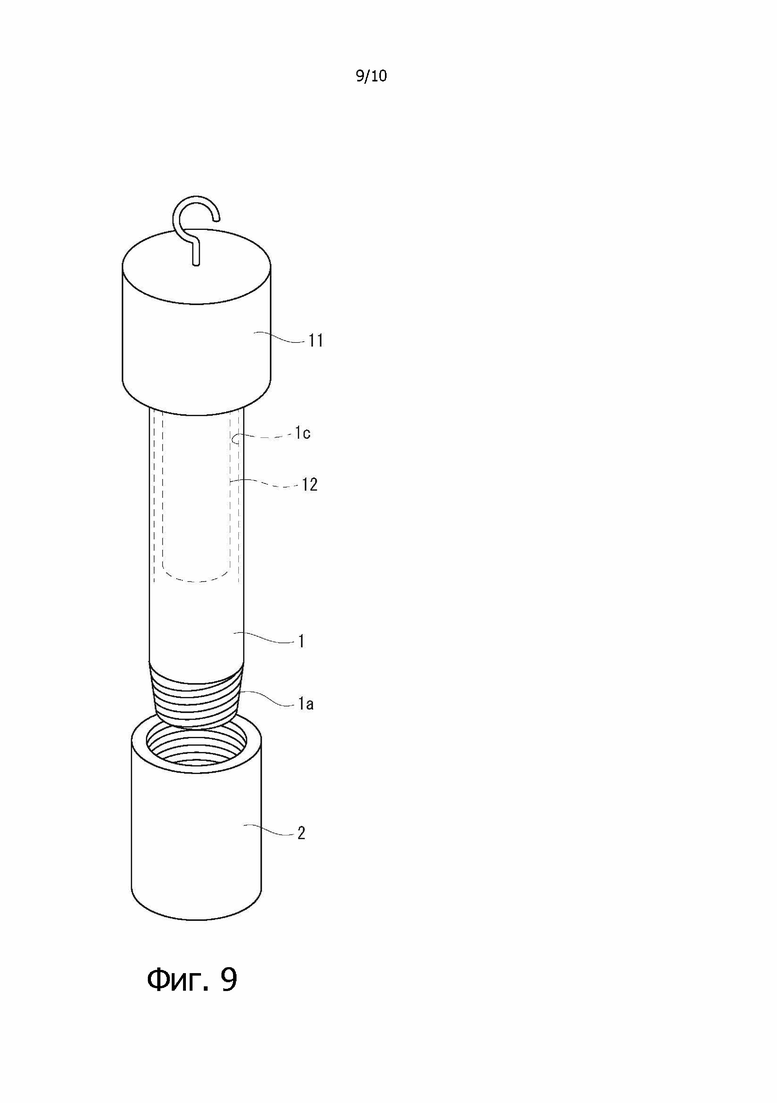
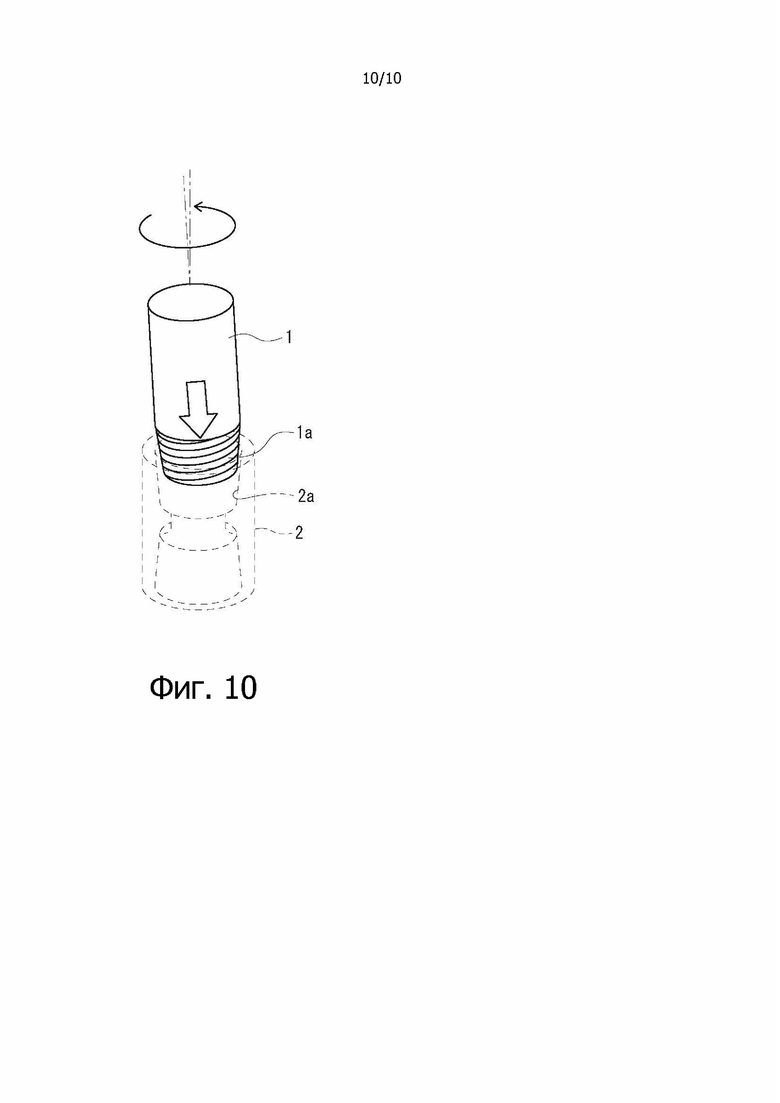
Настоящее изобретение относится к средству для формирования пленки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб, а также к нефтегазопромысловым трубам и резьбовому соединению для нефтегазопромысловых труб. Средство для формирования пленки твердосмазочного покрытия содержит твердый смазочный материал, диспергированный в связующей смоле, где 90 мас.% или более связующей смолы представляет собой полиамидимидную смолу и 80 мас.% или более твердого смазочного материала представляет собой политетрафторэтилен (ПТФЭ). Средняя молекулярная масса полиамидимида составляет 20000 или более и 40000 или менее. Средняя молекулярная масса политетрафторэтилена составляет 30000 или менее. Политетрафторэтилен, содержащийся в твердом смазочном материале, составляет 20 мас.% или более и 50 мас.% или менее от общей массы пленки твердосмазочного материала. Пленка смазочного покрытия, включающая пленку твердосмазочного покрытия, сформирована в резьбовой части нефтегазопромысловых труб, причем пленка твердосмазочного покрытия сформирована путем диспергирования твердого смазочного материала в связующей смоле. Изобретение обеспечивает эффективное смазывание в условиях, которые возникают в реальной скважине, то есть в условиях, при которых возникает люфт, то есть в условиях, при которых прилагается смещенная нагрузка, и в условиях приложения большой нагрузки, кроме того, изобретение обеспечивает получение такой пленки твердосмазочного покрытия, чтобы часть пленки твердосмазочного покрытия не отслаивалась во время свинчивания/развинчивания, а отслоившиеся частицы не скапливались и не вызывали заедания. 4 н. и 5 з.п. ф-лы, 14 ил., 10 табл., 65 пр.
1. Средство для формирования плёнки твёрдосмазочного покрытия в резьбовой части нефтегазопромысловых труб, при этом
твёрдый смазочный материал диспергирован в связующей смоле,
90 мас.% или более связующей смолы представляет собой полиамидимидную смолу, средняя молекулярная масса полиамидимида составляет 20000 или более и 40000 или менее,
80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ), и средняя молекулярная масса ПТФЭ составляет 30000 или менее, и
ПТФЭ, содержащийся в твёрдом смазочном материале, составляет 20 мас.% или более и 50 мас.% или менее от общей массы плёнки твёрдосмазочного покрытия.
2. Нефтегазопромысловые трубы, в которых плёнка смазочного покрытия, включающая плёнку твёрдосмазочного покрытия, сформирована в резьбовой части, при этом
плёнка твёрдосмазочного покрытия сформирована путём диспергирования твёрдого смазочного материала в связующей смоле,
90 мас.% или более связующей смолы представляет собой полиамидимидную смолу (ПАИ), средняя молекулярная масса ПАИ составляет 20000 или более и 40000 или менее,
80 мас.% или более твёрдого смазочного материала представляет собой политетрафторэтилен (ПТФЭ), и средняя молекулярная масса ПТФЭ составляет 30000 или менее, и
ПТФЭ, содержащийся в твёрдом смазочном материале, составляет 20 мас.% или более и 50 мас.% или менее от общей массы плёнки твёрдосмазочного покрытия.
3. Нефтегазопромысловые трубы по п. 2, в которых
твёрдость плёнки твёрдосмазочного покрытия составляет F или выше и 4H или ниже по шкале карандашной твёрдости.
4. Нефтегазопромысловые трубы по п. 2, в которых
плёнка смазочного покрытия включает базовую плёнку, сформированную между затяжной поверхностью резьбовой части и плёнкой твёрдосмазочного покрытия, и
базовая плёнка включает плёнку, полученную обработкой фосфатом, или плёнку, полученную электролитическим осаждением, имеющую твёрдость по Виккерсу 200 HV или выше.
5. Нефтегазопромысловые трубы по п. 2, в которых
плёнка смазочного покрытия включает поверхностный слой, сформированный на плёнке твёрдосмазочного покрытия,
поверхностный слой содержит твёрдый смазочный материал и связующую смолу,
твёрдый смазочный материал в поверхностном слое представляет собой один или комбинацию двух или более видов соединений, содержащих жирные кислоты следующей группы X и металлы следующей группы Y, и
связующая смола в поверхностном слое представляет собой органическое соединение на основе фтора,
группа X: стеариновая кислота, изостеариновая кислота, бегеновая кислота, лауриновая кислота и 12-гидроксистеариновая кислота,
группа Y: Li, Na, Mg, Al, Ca, Zn и Ba.
6. Нефтегазопромысловые трубы по п. 5, в которых
температура плавления поверхностного слоя составляет 70°С или выше.
7. Резьбовое соединение для нефтегазопромысловых труб, в котором муфта, имеющая внутреннюю резьбу, и ниппель, имеющий наружную резьбу, соединены, причём один компонент из муфты и ниппеля включает нефтегазопромысловую трубу, включающую плёнку смазочного покрытия, по любому из пп. 2-5,
плёнка покрытия не сформирована на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля или на затяжной поверхности резьбовой части другого компонента из муфты и ниппеля сформирована плёнка покрытия, имеющая по меньшей мере одну характеристику коррозионной стойкости и защиты от коррозии.
8. Резьбовое соединение для нефтегазопромысловых труб, в котором муфта, имеющая внутреннюю резьбу, и ниппель, имеющий наружную резьбу, соединены, при этом
каждый из обоих компонентов из муфты и ниппеля включает нефтегазопромысловую трубу, включающую плёнку смазочного покрытия, по любому из пп. 2-5.
9. Резьбовое соединение для нефтегазопромысловых труб по п. 8, в котором
толщина каждой из плёнок твёрдосмазочного покрытия, сформированных как на муфте, так и на ниппеле, в положении гребня резьбовой части составляет 5 мкм или более и 95 мкм или менее, и
выполняется следующее выражение (1),
А1 + А2 ≤ 110 мкм … (1),
где A1 (мкм) представляет собой толщину плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части муфты, и A2 (мкм) представляет толщину плёнки твёрдосмазочного покрытия, сформированной в положении гребня резьбовой части ниппеля.
| US 20150210888 A1, 30.07.2015 | |||
| СМАЗОЧНАЯ ПЛЕНКООБРАЗУЮЩАЯ КОМПОЗИЦИЯ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2627704C1 |
| Вибрационный частотомер | 1933 |
|
SU37192A1 |
| Ацетилсалициловая кислота | 1930 |
|
SU26646A1 |

