Изобретение относится к оптоволоконной технике, в частности к технологии изготовления полимерных оптоволоконных жгутов, которые могут применятся для детекторов с высоким разрешением и чувствительностью для проведения рентгенографических исследований объектов с большой оптической толщиной.
Традиционно для проведения рентгенографических исследований в детекторах используется сцинтилляционный конвертор, свет с которого при помощи объективов передается на матричный фотоприемник. Основным недостатком такого устройства является малая величина сбора светового сигнала, которая составляет не более 0,2%. Замена традиционной оптической системы на полимерный оптоволоконный жгут позволяет увеличить сбор светового сигнала порядка 100 раз. Для того, чтобы получить высокое качество изображения, диаметр волокна не может быть более 0,5 мм, соответственно, при реальных геометрических размерах это приводит к необходимости использования нескольких десятков километров волокна. При этом для увеличения надежности сигнал разводится на три фотоприемника, для чего жгут с одной стороны делят на три равные части.
Из уровня техники известен способ изготовления регулярного волоконного жгута SU 1815939 A1, в котором предварительно наматывают на тороидальное кольцо с возможностью перемещения по его поверхности бесконечную ленту, закрепляют на ленте форму требуемого сечения, а после вытяжки волокна его укладывают на движущуюся ленту. Склеивают слои волокна между собой в форме требуемого сечения, разрезают полученные сечения, шлифуют, полируют концы жгута и перематывают его на парковочный барабан.
Также известен способ изготовления волоконных жгутов для передачи изображения SU 194279 A1, по которому намотку волоконных жгутов производят секциями по концентрическим окружностям в расположенные по периферии наматывающего барабана пазы, ширина которых равна диаметру волокна, до образования гребня заданной высоты.
Недостаток вышеизложенных способов заключается в том, что полученные жгуты нельзя разделить на три равные части.
Лента из оптического волокна и способ ее производства RU 2738329 С1 так же, как и волоконно-оптическая лента, способ и система для ее изготовления RU 2757076 С1, содержат множество смежных оптоволоконных блоков, проходящих в продольном направлении и расположенных параллельно, формируя оптоволоконную сборку, имеющую некоторую ширину. Каждый из оптоволоконных блоков содержит либо одиночное оптическое волокно, либо группу волокон, заключенную в матричный материал, и множество последовательных удлиненных прямолинейных полосок из связующего материала, располагающихся вдоль длины упомянутой сборки. В каждом продольном положении оптоволоконной сборки существует самое большее одна связь. Недостатком предложенных способов является то, что оптоволоконные ленты, описанные в данных патентах, не позволяют передавать изображение по ним.
Наиболее близким к заявленному изобретению является способ изготовления оптических устройств передачи изображения, описанный в патенте US 3104191 A, в котором стержень из прозрачного светопроводящего материала пропускают через кольцевой электрический нагреватель и расплавляют, после чего из него вытягивают оптоволокно. Далее оно проходит по различным направляющим, в том числе через резервуар с раствором покрытия (например, тетраэтилортосиликат), благодаря которому образуется слой кварца с низким показателем преломления. Далее оптоволокно подают вверх и наматывают на барабан вплотную друг к другу спиральной намоткой, а плотность намотки достигается с помощью закрепленной над оптоволокном ткани, которую непрерывно смачивают быстровысыхающей жидкостью (в данном случае спиртом с водой). Жидкость устраняет электрический заряд между волокнами. Для снятия слоя волокна с барабана используют два клея, первый клей склеивает волокна между собой, второй - растворимый ацетоном, позволяет временно прикрепить переносные стержни к волокну. После нанесения клеев слои разрезают ножом, а с помощью переносных стрежней снимают и укладывают слоями в форму, в которой между собой склеивают. После высыхания клея с помощью небольшого количества ацетона снимают переносные стержни и в форму укладывают следующие слои до тех пор, пока не будет получена нужная толщина. Далее торцы пропитывают эпоксидной смолой, шлифуют и полируют. Недостатком предложенного способа является то, что волокно используют без напыления, из-за этого свет может собираться с боковой поверхности волокна, что приводит к низкой разрешающей способности. А также трудоемкость, так как предложенный способ состоит из большого количества операций.
Целью предложенного изобретения является обеспечение упрощенного способа изготовления полимерного оптоволоконного жгута, который обладает высоким светопропусканием и высокой разрешающей способностью. Эта задача решается за счет диаметра волокна, который составляет не более 0,5 мм, и делением полученного двумерного полимерного оптоволоконного жгута предложенным способом на три равные части с одного конца.
Предложенный способ осуществляется следующим образом.
На полимерное оптоволокно равномерно по всей длине напыляют алюминий с помощью магнетрона. Алюминий используется, чтобы исключить захват света с боковых поверхностей, а также напыление алюминия позволяет устранить электрический заряд между волокнами и увеличить термоустойчивость волокна. После чего оптоволокно для создания одномерного жгута наматывают на барабан для намотки и фиксируют с помощью зажимов. Получившийся одномерный жгут нарезают на участки необходимой длины, после чего каждый конец одномерного жгута помещают в приспособление для склейки 1 и проклеивают с помощью эпоксидного клея. Не вынимая из приспособления для склейки 1, концы прижимают прессом, чтобы закрепить проклеенный конец одномерного жгута в канавке приспособления. Так как полимеризация эпоксидного клея составляет 24 часа при комнатной температуре, то для ускорения процесса приспособления для склейки 1 устанавливают на термостолы с температурой 60°С, что позволяет ускорить полимеризацию клея до 1 часа без повреждения волокна. После чего полученные одномерные жгуты склеивают между собой эпоксидным клеем с помощью приспособления для склейки 2 с одного конца и разводят на три равные части с другого конца, укладывая каждую часть одномерного жгута в приспособление для склейки 2. И так повторяют до получения необходимой толщины двумерного полимерного оптоволоконного жгута. Все полученные концы проклеивают с помощью эпоксидного клея и, не вынимая из приспособления для склейки 2, концы прижимают прессом, чтобы закрепить проклеенный конец. На заключительном этапе торцы жгутов полируют и получают готовый двумерный жгут для работы.
Пример осуществления предложенного способа
В работе используются полимерное оптоволокно ТВ-500, на которое перед началом работы напыляют алюминий с помощью магнетронного напыления, толщина алюминия составила 8 нм.
Двумерный оптоволоконный жгут состоит из 24×72 одиночных оптических волокон с длиной 3 метра и диаметром 0,5 мм каждый. С одной стороны жгут собирается с порядком 24×72, а с противоположной - жгут разделен на 3 равные части с порядком 24×24.
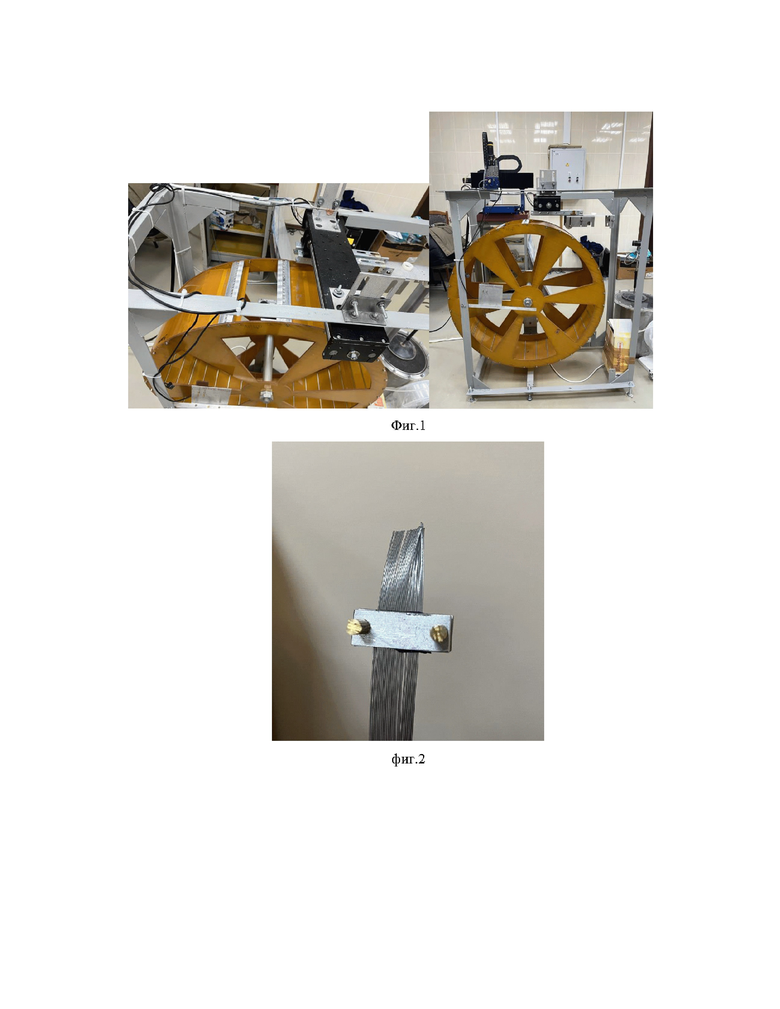
На первом этапе для создания жгута с помощью барабана для намотки (фиг.1) собирают одномерный жгут, состоящий из 24 одиночных оптических волокон с сохранением четкого порядка. За одну работу барабана можно собрать 10 одномерных жгутов. После окончания работы с двух сторон жгут фиксирует с помощью зажимов (фиг.2).
После чего одномерный жгут с двух сторон склеивают с помощью эпоксидного клея ПЭО-33К в приспособлениях для склейки 1, в которых строго зафиксированы стенки (фиг.3). Длина приспособления для склейки 1 равна 15 см, а высота стенки - 7 см. Подобная конструкция обусловлена тем, что одномерные жгуты проклеивают на половину длины приспособления для склейки, и оно не позволяет вытекать клею. Каждый жгут волокон прижимают прессом, что позволяет фиксировать волокно в канавке.
Так как поляризация эпоксидного клея составляет 24 часа при комнатной температуре, то для ускорения процесса приспособления для склейки 1 устанавливают на термостолы с температурой 60°С, что позволяет ускорить полимеризацию клея до 1 часа без повреждения волокон. После окончания работы получаются одномерные жгуты (фиг.4), на которых сразу видно, что порядок при склейке был сохранен.
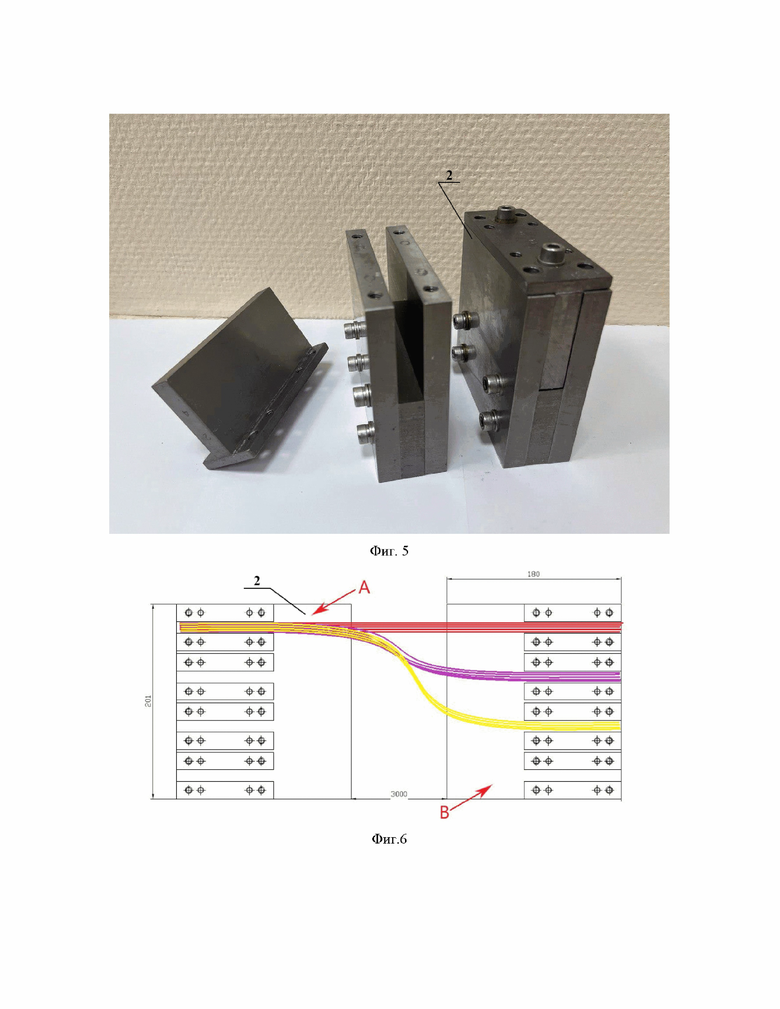
После чего одномерные оптоволоконные жгуты соединяют в двумерные оптоволоконные жгуты с помощью эпоксидного клея ПЭО-33К на приспособлениях для склейки 2 (фиг.5), длина которой составляет 10 см, высота - 10 см, чтобы вместить сборку из 72 одномерных жгутов. С одной стороны собирают жгут из 24×72 одиночных волокон, с другой стороны жгут разводят на три равные части и собирают из 24×24 одиночных волокон (фиг.6, расположение приспособлений для склейки 2 и одномерных жгутов при склейке, где А и В - приспособления для склейки).
И наконец, торцы полученных жгутов полируют и получают готовый двумерный жгут для работы (фиг.6).
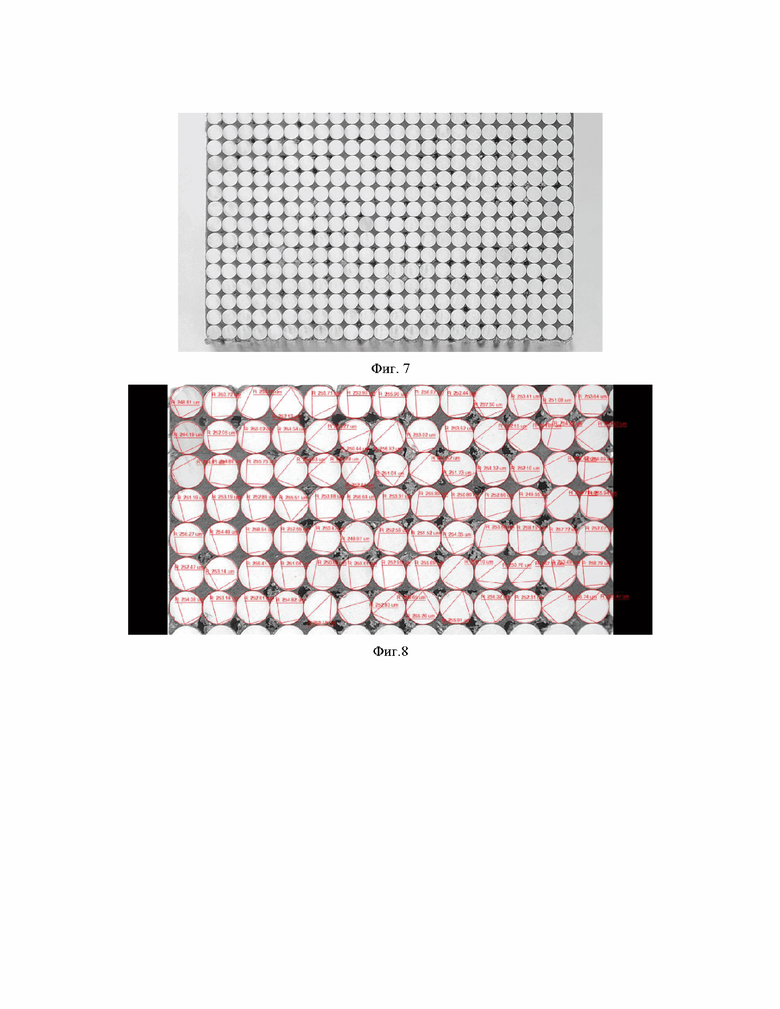
Для проверки геометрии полученного оптоволоконного двумерного жгута с помощью микроскопа были измерены координаты центров окружностей и диаметры оптических волокон. На фиг.7, 8 представлены фото оптоволоконного жгута, сделанные с помощью микроскопа. После измерения был посчитан шаг между соседними волокнами. Полученные данные представлены в таблице 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ РАЗЪЕМ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА, СОДЕРЖАЩИЙ ЕГО РАСПРЕДЕЛИТЕЛЬНЫЙ ПУНКТ, ПРИСПОСОБЛЕНИЕ ДЛЯ КОНЦЕВОЙ ЗАДЕЛКИ ОПТОВОЛОКНА И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2395107C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2750379C1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ КОЛЬЦЕВОЙ ДАТЧИК АКУСТИЧЕСКОЙ ЭМИССИИ | 2020 |
|
RU2741270C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ, КОТОРЫЙ ИСПОЛЬЗУЕТ ОПТОВОЛОКОННЫЙ ЭЛЕМЕНТ В КАЧЕСТВЕ ДАТЧИКА | 2010 |
|
RU2547143C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505696C1 |
| ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ АДГЕЗИОННОЙ СВЯЗИ АРМИРУЮЩИХ НИТЕЙ И ПОЛИМЕРНОГО СВЯЗУЮЩЕГО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683106C1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| ТЕНЗОДАТЧИК ДЛЯ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2360215C1 |
| РОТОР | 1993 |
|
RU2125757C1 |
| ПОРТАТИВНЫЙ УРОВНЕМЕР ЖИДКОСТИ | 1991 |
|
RU2008623C1 |

Изобретение относится к оптоволоконной технике, в частности к технологии изготовления полимерных оптоволоконных жгутов для проведения рентгенографических исследований объектов с большой оптической толщиной. Заявленный способ изготовления двумерного полимерного оптоволоконного жгута включает в себя изготовление одномерных оптоволоконных жгутов и склейку их между собой в двумерное полимерное оптоволокно. На полимерное оптоволокно равномерно по всей длине напыляют алюминий, после чего наматывают его на барабан для намотки и фиксируют с помощью зажима. Получившийся одномерный жгут нарезают на участки, после чего каждый конец одномерного жгута помещают в приспособление для склейки и проклеивают с помощью эпоксидного клея, при этом концы одномерных оптоволоконных жгутов прижимают прессом и устанавливают на термостолы с температурой 60°С, и выдерживают до 1 часа. Затем одномерные жгуты склеивают между собой эпоксидным клеем с помощью приспособления для склейки с одного конца и разводят на три равные части с другого конца, и получившиеся концы также склеивают в приспособлениях для склейки, при этом прижимая прессом, и повторяют до получения двумерного полимерного оптоволоконного жгута с большой оптической толщиной; торцы полученных концов жгутов полируют. Технический результат - упрощение способа изготовления полимерного оптоволоконного жгута, который обладает высоким светопропусканием и высокой разрешающей способностью. 8 ил., 1 табл.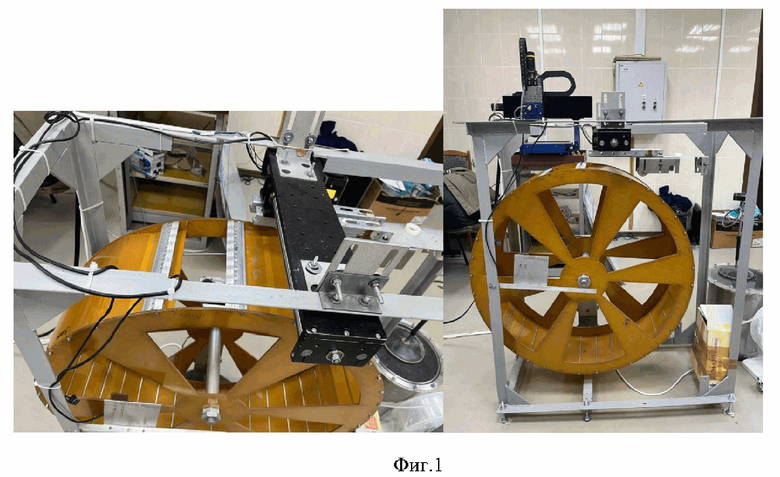
Способ изготовления двумерного полимерного оптоволоконного жгута, включающий в себя изготовление одномерных оптоволоконных жгутов и склейку их между собой в двумерное полимерное оптоволокно, отличающийся тем, что на полимерное оптоволокно равномерно по всей длине напыляют алюминий, после чего оптоволокно наматывают на барабан для намотки и фиксируют с помощью зажима; получившийся одномерный жгут нарезают на участки, после чего каждый конец одномерного жгута помещают в приспособление для склейки и проклеивают с помощью эпоксидного клея, при этом концы одномерных оптоволоконных жгутов прижимают прессом и устанавливают на термостолы с температурой 60°С, и выдерживают до 1 часа; после чего одномерные жгуты склеивают между собой эпоксидным клеем с помощью приспособления для склейки с одного конца и разводят на три равные части с другого конца, и получившиеся концы также склеивают в приспособлениях для склейки, при этом прижимая прессом, и повторяют до получения двумерного полимерного оптоволоконного жгута с большой оптической толщиной; торцы полученных концов жгутов полируют.
| US 3104191 A1, 17.09.1963 | |||
| RU 2000584 C1, 07.09.1993 | |||
| SU 1815939 A1, 20.03.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ ЖГУТОВ для ПЕРЕДАЧИ ИЗОБРАЖЕНИЯ | 0 |
|
SU194279A1 |
| US 3556635 A1, 19.01.1971. | |||

