Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к токарному инструменту.
Уровень техники
[0002] Во множестве токарных инструментов, которые устанавливаются параллельно в резцедержателе гребенчатого типа станка, расстояние между соседними токарными инструментами является небольшим. Если токарный инструмент имеет выступающий участок в направлении оси Y, которое является направлением, где токарные инструменты прилегают друг к другу, токарный инструмент может не иметь возможности установки на резцедержатель гребенчатого типа, поскольку этот выступающий участок мешает соседнему токарному инструменту, который уже был установлен на этом резцедержателе гребенчатого типа, при установке токарного инструмента на резцедержатель гребенчатого типа. Дополнительно, даже если этот токарный инструмент может быть установлен, выступающий участок может сталкиваться и повреждать обрабатываемую деталь, когда обрабатываемая деталь подвергается механической обработке с помощью соседнего токарного инструмента.
[0003] В Патентном документе 1 раскрыт токарный инструмент, включающий сопловую часть (выступающую часть 106), которая подает охлаждающую жидкость к режущей кромке при механической обработке для формирования канавок, чтобы выполнять канавку на периферийной поверхности цилиндра или при механической обработке для отрезания. Посредством впрыска охлаждающей жидкости на режущую кромку с высоким давлением стружки могут разбиваться на небольшие частицы и эффективно отводиться. Дополнительно, охлаждающая жидкость, подаваемая со стороны передней поверхности, охлаждает переднюю поверхность и предотвращает износ в виде кратера. Кроме того, охлаждающая жидкость, подаваемая со стороны задней поверхности, может смазывать заднюю поверхность и предотвращать краевой износ.
[0004] При механической обработке для формирования канавок и отрезания обрабатываемая деталь, которая приводится в движение посредством главного вала станка и вращается вокруг оси Z таким образом, режется в направлении оси X, которое является диаметральным направлением обрабатываемой детали, следовательно, задняя поверхность обращена в направлении оси X, а передняя поверхность обращена в направлении оси Y. В случае токарного инструмента согласно Патентному документу 1, сопловая часть, которая подает охлаждающую жидкость со стороны передней поверхности, продолжается от хвостовой части державки в направлении оси Y.
[0005] В то время как в Патентном документе 2 раскрыт токарный инструмент, в котором угол выпускного отверстия сопловой части изменяется в ущерб количеству подаваемой охлаждающей жидкости. Если направление движения охлаждающей жидкости, соединяющее режущую кромку и выпускное отверстие, является нелинейным, как в случае Патентного документа 2, может быть сконфигурирован токарный инструмент, в котором сопловая часть не продолжается от хвостовой части. Однако, в этом случае, достаточное количество охлаждающей жидкости может не быть доставлено к режущей кромке.
Перечень цитируемых документов
Патентный документ
[0006] Патентный документ 1: Патентная публикация JP-A-2016-55360
Патентный документ 2: Патентная публикация JP-A-2003-71608
Сущность изобретения
Техническая задача
[0007] С учетом вышесказанного, задачей настоящего изобретения является создание токарного инструмента, который совершенно не мешает другим инструментам и может подавать достаточное количество охлаждающей жидкости.
Решение проблемы
[0008] Токарный инструмент согласно аспекту настоящего изобретения включает сменную режущую пластину и державку, которая закрепляет режущую пластину. Режущая пластина является зеркально-симметричной относительно первой симметричной поверхности, которая является перпендикулярной центральной оси установочного отверстия, и является зеркально-симметричной относительно второй симметричной поверхности, которая включает центральную ось. Режущая пластина имеет переднюю поверхность, заднюю поверхность, которая находится на противоположной стороне по отношению к передней поверхности, периферийную боковую поверхность, которая соединяет переднюю поверхность и заднюю поверхность, и установочное отверстие, которое проходит через переднюю поверхность и заднюю поверхность. Периферийная боковая поверхность образована параллельно центральной оси. Периферийная боковая поверхность включает: первую режущую часть, состоящую из первой режущей кромки, которая параллельна центральной оси, и первой передней поверхности и первой задней поверхности, которая является смежной первой режущей кромке; вторую режущую часть, состоящую из второй режущей кромки, которая является зеркально-симметричной первой режущей части относительно второй симметричной поверхности и параллельна центральной оси, и второй передней поверхности и второй задней поверхности, которая является смежной второй режущей кромке; базовую концевую часть, которая находится на противоположной стороне по отношению к передней концевой части, где расположены первая режущая часть и вторая режущая часть; третью плоскую поверхность, которая продолжается к первой передней поверхности; первую плоскую поверхность, которая соединяет третью плоскую поверхность и один конец базовой концевой части; четвертую плоскую поверхность, которая является зеркально-симметричной третьей плоской поверхности относительно второй симметричной поверхности и продолжается ко второй передней поверхности; и вторую плоскую поверхность, которая является зеркально-симметричной первой плоской поверхности относительно второй симметричной поверхности и соединяет четвертую плоскую поверхность и другой конец базовой концевой части. Державка включает : гнездо для установки пластины, которое закрепляет режущую пластину в ориентации, в которой вторая плоская поверхность параллельна продольному направлению державки, в состоянии, в котором используется первая режущая часть; и первое выпускное отверстие, которое подает охлаждающую жидкость к первой режущей кромке со стороны первой передней поверхности, в состоянии, в котором используется первая режущая часть. Первое выпускное отверстие расположено между второй плоской поверхностью и первой базовой поверхностью, которая является параллельной второй плоской поверхности, и включает линию кромки первой режущей кромки.
[0009] Согласно этому аспекту первое выпускное отверстие находится на внутренней стороне державки, по сравнению с кромкой первой режущей кромки, в направлении, в котором токарные инструменты прилегают друг к другу, следовательно, участок, где расположено первое выпускное отверстие совершенно не выступает из хвостовой части державки. Следовательно, может быть представлен токарный инструмент, который совершенно не мешает другим инструментам.
[0010] В вышеприведенном аспекте третья плоская поверхность может быть наклонена таким образом, чтобы быть ближе ко второй плоской поверхности в направлении к базовой концевой части, а четвертая плоская поверхность, которая является зеркально-симметричной третьей плоской поверхности относительно второй симметричной поверхности, может быть наклонена таким образом, чтобы быть ближе к первой плоской поверхности в направлении к базовой концевой части.
[0011] Согласно этому аспекту пространство между первой базовой поверхностью и третьей плоской поверхностью увеличивается, когда наклон третьей плоской поверхности увеличивается, следовательно, охлаждающая жидкость может более легко подаваться непосредственно из первого выпускного отверстия к первой режущей кромке. Поскольку количество охлаждающей жидкости, которое может быть подано к первой режущей кромке, увеличивается, может быть представлен токарный инструмент, который может подавать достаточное количество охлаждающей жидкости.
[0012] В вышеприведенном аспекте ориентация первого выпускного отверстия может быть определена таким образом, что траектория охлаждающей жидкости, направленной из первого выпускного отверстия к первой режущей кромке, приблизительно параллельна третьей плоской поверхности, в состоянии, в котором используется первая режущая часть.
[0013] Когда третья плоская поверхность наклоняется больше охлаждающая жидкость подается более легко, но угол конусности кромки первой режущей части уменьшается. Однако, согласно этому аспекту третья плоская поверхность не наклоняется больше необходимого и параллельна траектории охлаждающей жидкости, которая непосредственно подается из первого выпускного отверстия к первой режущей кромке. Поскольку третья плоская поверхность наклоняется под минимальным углом, охлаждающая жидкость может быть легко подана непосредственно из первого выпускного отверстия к первой режущей кромке, и большой угол конусности может быть более легко обеспечен для кромки первой режущей части.
[0014] В вышеприведенном аспекте второе выпускное отверстие может быть расположено ближе к базовой концевой стороне державки, чем вторая режущая кромка.
[0015] Согласно этому аспекту режущая пластина закрепляется в ориентации, в которой вторая плоская поверхность параллельна продольному направлению державки, следовательно, продольное направление державки, первая режущая часть и вторая режущая часть не находятся в одних и тех же положениях, но первая режущая часть отступает больше в направлении базовой концевой стороны державки по сравнению со второй режущей частью. Поскольку положение непосредственно под первой режущей частью, которая принимает главную режущую силу сопротивления резанию, может быть ближе к гнезду для установки пластины, второе выпускное отверстие, которое подает охлаждающую жидкость из части непосредственно под первой режущей кромкой, может также быть сформировано в положении, которое отступает больше в направлении базовой концевой стороны по сравнению со второй режущей частью. Конфигурация державки в продольном направлении может быть более компактной, поскольку второе выпускное отверстие не выступает от режущей пластины на передней концевой части державки.
Преимущества изобретения
[0016] Согласно настоящему изобретению может быть представлен токарный инструмент, который совершенно не мешает другим инструментам и может подавать достаточное количество охлаждающей жидкости.
Краткое описание чертежей
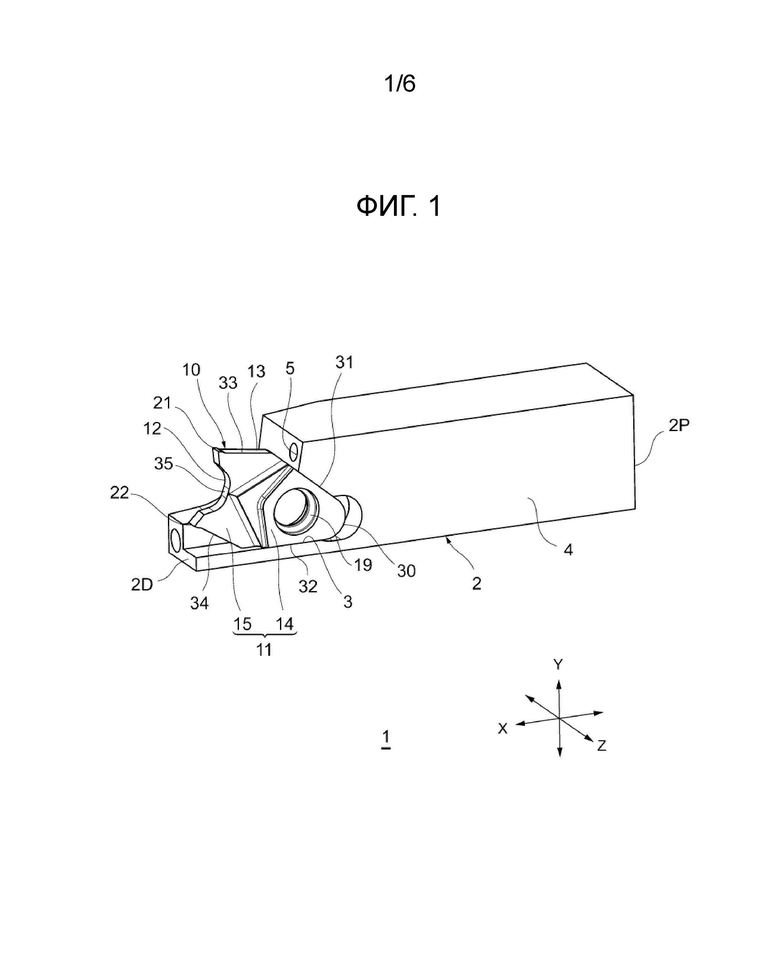
[0017] Фиг. 1 является видом в перспективе, изображающим пример токарного инструмента согласно варианту осуществления настоящего изобретения.
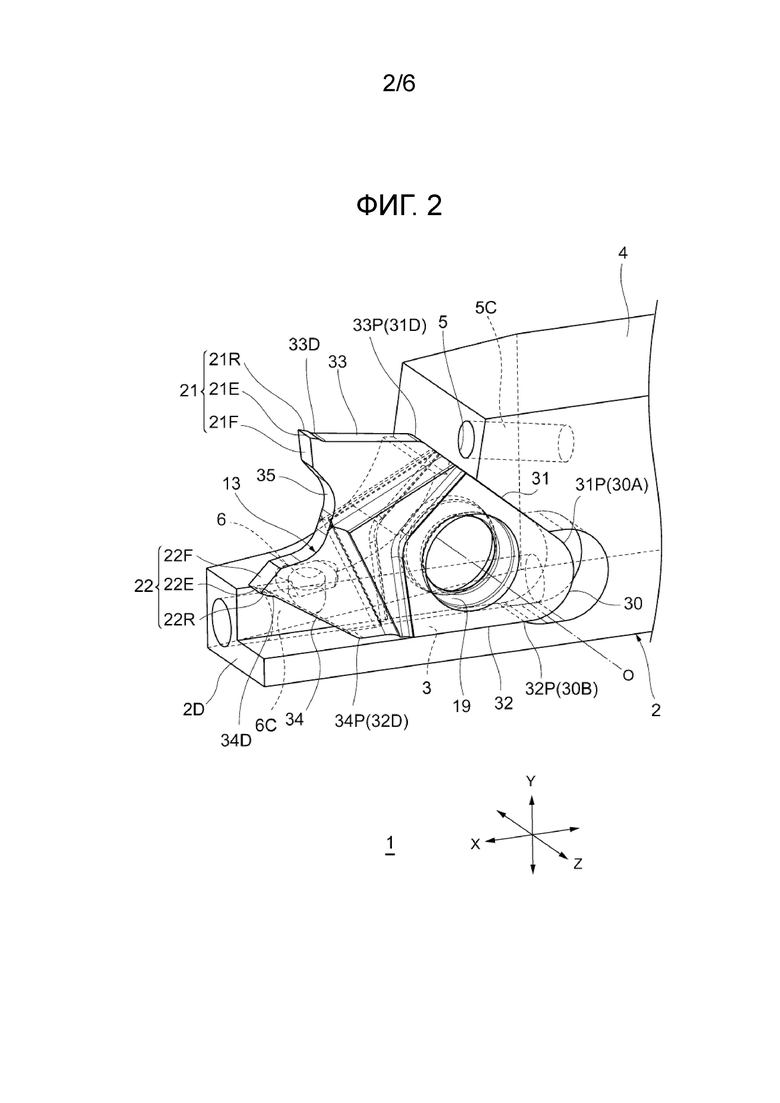
Фиг. 2 является видом в перспективе, изображающим внутреннюю конструкцию токарного инструмента по фиг. 1.
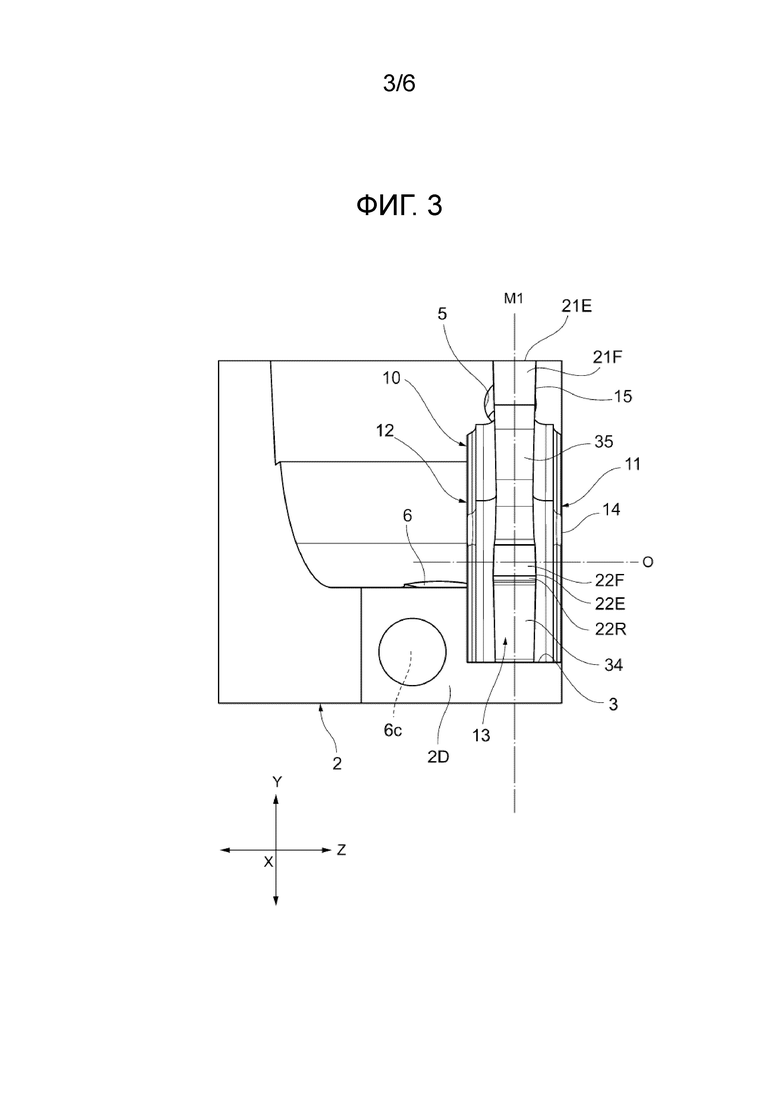
Фиг. 3 является видом спереди токарного инструмента по фиг. 1, рассматриваемого с передней концевой стороны.
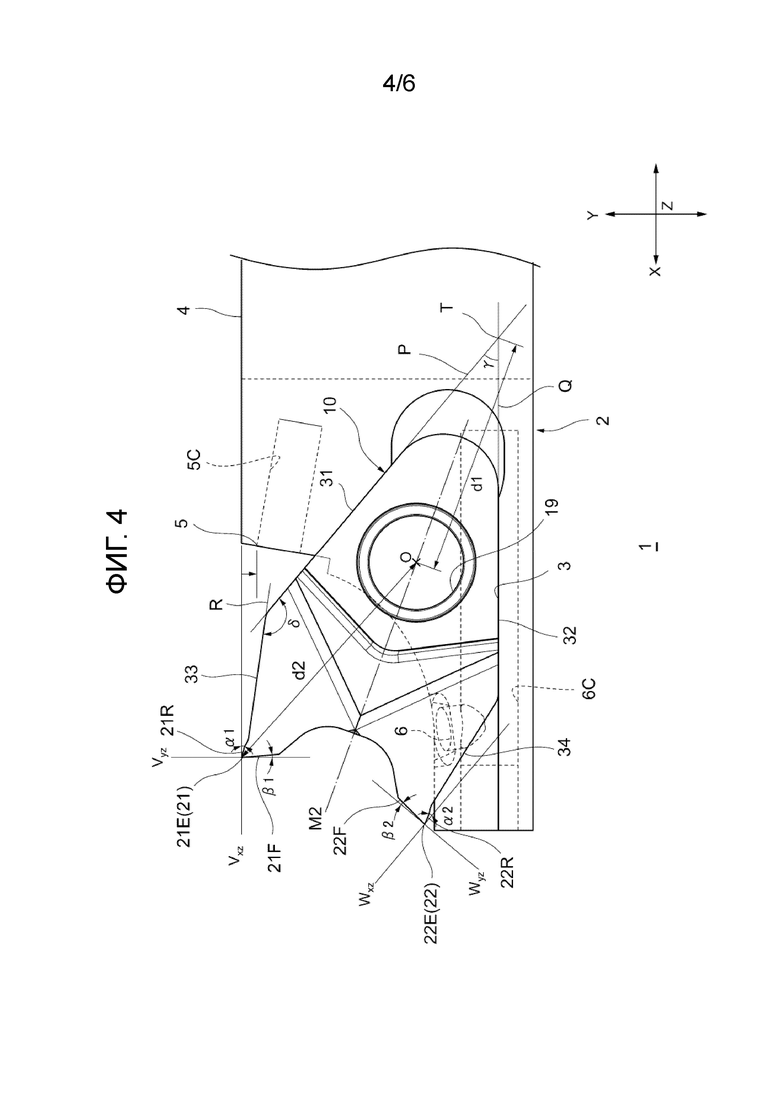
Фиг. 4 является видом сбоку токарного инструмента по фиг. 1, рассматриваемого со стороны передней поверхности режущей пластины.
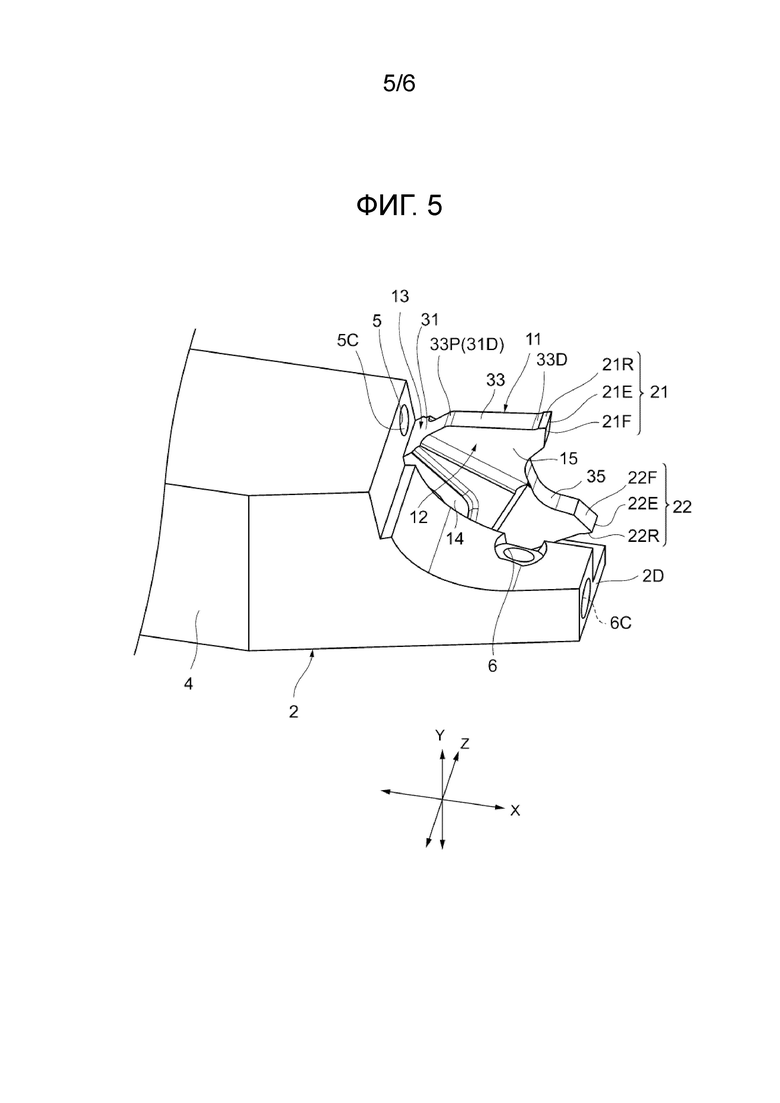
Фиг. 5 является видом в перспективе второго выпускного отверстия, указанного на фиг. 2, рассматриваемого со стороны задней поверхности режущей пластины.
Фиг. 6 является видом в плане второго выпускного отверстия, указанного на фиг. 5, рассматриваемого с направления, параллельного с осью вращения главного вала станка.
Описание вариантов осуществления изобретения
[0018] Варианты осуществления настоящего изобретения будут описаны со ссылкой на сопровождающие чертежи. На каждом чертеже, составляющие элементы, обозначенные одинаковой ссылочной позицией, имеют идентичную или аналогичную конфигурацию. Каждая конфигурация сейчас будет описана подробно со ссылкой на фиг. 1-6. Фиг. 1 является видом в перспективе, изображающим пример токарного инструмента 1 согласно варианту осуществления настоящего изобретения. Токарный инструмент 1 варианта осуществления настоящего изобретения устанавливается на резцедержатель гребенчатого типа станка и используется для механической обработки для формирования канавки и отрезания.
[0019] Как показано на фиг. 1, токарный инструмент 1 с индексируемой режущей пластиной включает сменную режущую пластину 10 и державку 2, которая закрепляет режущую пластину 10, и используется в состоянии прикрепления к резцедержателю, или т.п. В случае использования множества токарных инструментов, включающих токарный инструмент 1, которые устанавливаются на резцедержатель гребенчатого типа станка, эти токарные инструменты размещаются рядом друг с другом параллельно с направлением оси Y на фиг. 1. Направление оси X, которое является продольным направлением державки 2 с точки зрения оператора, совпадает с вертикальным направлением, например, а направление оси Y, в котором токарные инструменты 1 располагаются рядом друг с другом, совпадает, например, с продольным направлением, а направление оси Z, которое является параллельным оси вращения обрабатываемой детали, совпадает, например, с поперечным направлением.
[0020] Фиг. 2 является видом в перспективе, изображающим внутреннюю конструкцию токарного инструмента 1 на фиг. 1. Как показано на фиг. 2, в державке 2 гнездо 3 для установки пластины, которое является углубленным по форме, совпадающей с режущей пластиной 10, и первое и второе выпускные отверстия 5 и 6, которые подают охлаждающую жидкость к режущей пластине 10, закрепленной в гнезде 3 для установки пластины, расположены в передней концевой части, которая включает передний конец 2D державки 2 и ее соседний участок. Первое выпускное отверстие 5 подает охлаждающую жидкость со стороны позднее упоминаемой первой передней поверхности 21R к первой режущей кромке 21E, а второе выпускное отверстие 6 подает охлаждающую жидкость со стороны позднее упоминаемой первой задней поверхности 21F к первой режущей кромке 21E. Когда охлаждающая жидкость подается из первого и второго выпускных отверстий 5 и 6, характеристика отведения стружки улучшается, и первая режущая кромка 21E может охлаждаться.
[0021] В державке 2, хвостовая часть 4, которая составляет участок от базового конца 2P на противоположной стороне по отношению к переднему концу 2D до вышеупомянутой передней концевой части, выполняется в виде четырехугольной призмы, которая не имеет выступающего участка в направлении оси Y. Внутри хвостовой части 4 выполнен канал для охлаждающей жидкости, который соединен с первым и вторым выпускными отверстиями 5 и 6. Охлаждающая жидкость может подаваться по шлангу, соединенному с базовым концом 2P державки 2, или может непосредственно подаваться из резцедержателя без шланга.
[0022] Режущая пластина 10 прикреплена к гнезду 3 для установки пластины посредством крепежного винта или т.п. (не показан), так что центральная ось O установочного отверстия 19 становится направлением оси Z, и одна из позднее упоминаемых второй плоской поверхности 32 и первой плоской поверхности 31 становится параллельной плоскости XZ. Режущая пластина 10 включает переднюю поверхность (первую главную поверхность) 11, заднюю поверхность (вторую главную поверхность) 12 на противоположной стороне передней поверхности 11, периферийную боковую поверхность 13, которая соединяет переднюю поверхность 11 и заднюю поверхность 12, установочное отверстие 19, которое проходит через переднюю поверхность 11 и заднюю поверхность 12, и первую и вторую режущие части 21 и 22, которые выполнены на периферийной боковой поверхности 13. Первая режущая часть 21 используется в состоянии, в котором задняя поверхность 12 находится на стороне гнезда 3 для установки пластины, а вторая режущая часть 22 используется в ее перевернутом состоянии, т.е., в состоянии, в котором передняя поверхность 11 находится на стороне гнезда 3 для установки пластины.
[0023] Фиг. 3 является видом спереди токарного инструмента 1 по фиг. 1, рассматриваемого со стороны переднего конца 2D державки 2. Как показано на фиг. 3, режущая пластина 10 является зеркально-симметричной относительно первой симметричной поверхности M1, которая является перпендикулярной центральной оси O установочного отверстия 19. Первая симметричная поверхность M1 является параллельной плоскости XY и расположена равноудаленно от передней поверхности 11 и задней поверхности 12, разделяя пополам толщину пластины для режущей пластины 10.
[0024] На передней поверхности 11 и задней поверхности 12 выполнены толстая область 14, где толщина пластины между передней поверхностью 11 и задней поверхностью 12 является большой, и тонкая область, где эта толщина пластины является меньшей по сравнению с толстой областью 14. Установочное отверстие 19 (показано на фиг. 2) выполнено в толстой области 14. Первая и вторая режущие части 21 и 22 выполнены в тонкой области 15.
[0025] Фиг. 4 является видом сбоку токарного инструмента 1 по фиг. 1, рассматриваемого со стороны передней поверхности 11 режущей пластины 10. Как показано на фиг. 4, режущая пластина 10 является зеркально-симметричной относительно второй симметричной поверхности M2, включающей центральную ось O. Вторая симметричная поверхность M2 пересекает таким образом, чтобы быть перпендикулярной плоскости XY и образовывать угол 20° с плоскостью YZ, и расположена равноудаленно от первой и второй концевых режущих частей 21 и 22, разделяя пополам переднюю поверхность 11 и заднюю поверхность 12.
[0026] Описание продолжается со ссылкой на фиг. 2. Как показано на фиг. 2, режущая пластина 10 выполнена таким образом, что периферийная боковая поверхность 13 является параллельной центральной оси O. В дополнение к вышеупомянутым первой и второй режущим частям 21 и 22, периферийная боковая поверхность 13 дополнительно включает: базовую концевую часть 30, которая находится на противоположной стороне для передней концевой части (21, 22), где выполнены первая и вторая режущие части 21 и 22; первую и третью плоские поверхности 31 и 33, соединяющие базовую концевую часть 30 и первую режущую часть 21; вторую и четвертую плоские поверхности 32 и 34, соединяющие базовую концевую часть 30 и вторую режущую часть 22; и соединительную поверхность 35, соединяющую первую режущую часть 21 и вторую режущую часть 22.
[0027] Каждая из первой-четвертой плоских поверхностей 31, 32, 33 и 34 имеет базовый конец, который находится близко к базовой концевой части 30, и передний конец, который находится к передней концевой части (21, 22), и выполнен в виде плоской грани от базового конца к переднему концу. Базовая концевая часть 30 выполнена на части цилиндрической поверхности и имеет один конец 30A и другой конец 30B, который находится на противоположной стороне одного конца. Соединительная поверхность 35 выполнена в виде изогнутой поверхности, которая является углубленной в сторону базовой концевой части 30, и имеет первый конец 35A и второй конец 35B, который находится на противоположной стороне одного конца.
[0028] Первая режущая часть 21 состоит из первой режущей кромки 21E, которая параллельна центральной оси O, и первой передней поверхности 21R и первой задней поверхности 21F, которая является смежной первой режущей кромке 21E. Таким образом, вторая режущая часть 22 состоит из второй режущей кромки 22E, которая параллельна центральной оси O, и второй передней поверхности 22R и второй задней поверхности 22F, которая является смежной второй режущей кромке 22E. Линия кромки, где первая передняя поверхность 21R и первая задняя поверхность 21F пересекаются, является первой режущей кромкой 21E, а линия кромки, где вторая передняя поверхность 22R и вторая задняя поверхность 22F пересекаются, является второй режущей кромкой 22E.
[0029] Передний конец 33D третьей плоской поверхности 33 продолжается к первой передней поверхности 21R первой режущей части 21. Первая плоская поверхность 31 соединяет базовый конец 33P третьей плоской поверхности 33 и один конец 30A базовой концевой части 30. Аналогичным образом, передний конец 34D четвертой плоской поверхности 34 продолжается ко второй передней поверхности 22R второй режущей части 22. Вторая плоская поверхность 32 соединяет базовый конец 34P четвертой плоской поверхности 34 и второй конец 30B базовой концевой части 30. Каждая из первой и второй плоских поверхностей 31 и 32 выполнена таким образом, чтобы продолжаться через участок, где периферийная боковая поверхность 13 прилегает к толстой области 14, и участок, где периферийная боковая поверхность 13 прилегает к тонкой области 15.
[0030] В случае когда R-образная фаска или C-образная фаска была выполнена в пограничном участке между первой плоской поверхностью 31 и третьей плоской поверхностью 33, положения переднего конца 31D первой плоской поверхности 31 и базового конца 33P третьей плоской поверхности 33 являются средними положениями между начальной точкой и конечной точкой, где изгиб R-образной фаски изменяется, или являются средними положениями одной линии кромки и другой линии кромки C-образной фаски. Аналогичным образом, положения переднего конца 32D второй плоской поверхности 32 и базового конца 34P четвертой плоской поверхности 34 являются средними положениями поверхности с закругленными кромками, где выполнена R-образная фаска или C-образная фаска.
[0031] Передняя поверхность 11 и задняя поверхность 12 являются зеркально-симметричными относительно вышеупомянутой первой симметричной поверхности M1. Каждая из первой режущей кромки 21E, первой передней поверхности 21R и первой задней поверхности 21F, составляющих первую режущую часть 21, и каждая из второй режущей кромки 22E, второй передней поверхности 22R и второй задней поверхности 22F, составляющих вторую режущую часть 22, являются зеркально-симметричными относительно вышеупомянутой второй симметричной поверхности M2. Аналогичным образом, первая и вторая плоские поверхности 31 и 32 являются зеркально-симметричными относительно второй симметричной поверхности M2, и третья и четвертая плоские поверхности 33 и 34 являются зеркально-симметричными относительно второй симметричной поверхности M2.
[0032] Другими словами, задняя поверхность 12, вторая режущая часть 22 и вторая и четвертая плоские поверхности 32 и 34 имеют приблизительно одинаковые формы и функционируют в качестве передней поверхности 11, первой режущей части 21 и первой и третьей плоских поверхностей 31 и 33, соответственно. Следовательно, первая режущая часть 21 и первая и третья плоские поверхности 31 и 33 будут описаны подробно, и избыточное описание по второй режущей части 22 и второй и четвертой плоским поверхностям 32 и 34 может быть пропущено.
[0033] Описание продолжается со ссылкой на фиг. 4. Одной характеристикой токарного инструмента 1 настоящего варианта осуществления является то, что одна из второй плоской поверхности 32 и первой плоской поверхности 31, а не вторая симметричная поверхность M2 режущей пластины 10, выполнена параллельно продольному направлению X державки 2. Как показано на фиг. 4, первая передняя поверхность 21R включает линию кромки первой режущей кромки 21E, т.е., пересекающуюся кромку первой передней поверхности 21R и первой задней поверхности 21F, и имеет положительный задний угол α1 относительно первой опорной поверхности Vxz, которая параллельна второй плоской поверхности 32. Первая задняя поверхность 21F включает линию кромки первой режущей кромки 21E, т.е., пересекающуюся кромку первой передней поверхности 21R и первой задней поверхности 21F, и имеет положительный задний угол β1 относительно третьей опорной поверхности Vyx, которая является перпендикулярной второй плоской поверхности 32, или виртуальной плоскости (второй виртуальной плоскости) Q, продолжающей вторую плоскую поверхность 32.
[0034] Аналогичным образом, вторая передняя поверхность 22R, которая является зеркально-симметричной первой передней поверхности 21R относительно второй симметричной поверхности M2, включает линию кромки второй режущей кромки 22E, т.е., пересекающуюся кромку второй передней поверхности 22R и второй задней поверхности 22F, и имеет положительный передний угол α2 относительно второй базовой поверхности Wxz, которая является параллельной первой плоской поверхности 31. Вторая задняя поверхность 22F, которая является зеркально-симметричной первой задней поверхностью 21F относительно второй симметричной поверхности M2, включает линию кромки второй режущей кромки 22E, т.е., пересекающуюся кромку второй передней поверхности 22R и второй задней поверхности 22F, и имеет положительный задний угол β2 относительно четвертой базовой поверхности Wyz, которая является перпендикулярной первой плоской поверхности 31, или виртуальной плоскости (первой виртуальной плоскости) P, продолжающей первую плоскую поверхность 31.
[0035] Виртуальная плоскость P и виртуальная плоскость Q пересекаются под углом пересечения γ примерно 30°-45°. В показанном примере, угол пересечения γ равен 40°. Расстояние d1, от линии T пересечения, на которой виртуальные плоскости P и Q пересекают центральную ось O установочного отверстия 19, больше расстояния d2 от линии кромки первой режущей кромки 21E первой режущей части 21. Поскольку расстояние d2 между крепежным винтом, для закрепления режущей пластины 10, и первой режущей частью 21 или второй режущей частью 22, к которой прикладывается основная режущая сила сопротивления резанию, является коротким, токарный инструмент 1 имеет высокую жесткость.
[0036] Третья плоская поверхность 33 наклонена таким образом, чтобы быть ближе ко второй плоской поверхности 32 в направлении к базовой концевой части 30, а четвертая плоская поверхность 34, которая является зеркально-симметричной третьей плоской поверхности 33 относительно второй симметричной поверхности M2, наклонена таким образом, чтобы быть ближе к первой плоской поверхности 31 в направлении к базовой концевой части 30. Угол пересечения δ виртуальных плоскостей P и R может быть надлежащим образом изменен в диапазоне, где первая задняя поверхность имеет положительный задний угол β1, и угол конусности (90° - α1 - β1) на кромке первой режущей части 21 не становится чрезмерно малым. Когда угол пересечения γ виртуальных плоскостей P и Q равен примерно 40°, угол пересечения δ равен, по меньшей мере, 100° и не больше 160°, например, а предпочтительно равен, по меньшей мере, 135° и не больше 160°. В показанном примере, угол пересечения δ равен 150°.
[0037] Одной характеристикой токарного инструмента 1 настоящего варианта осуществления является то, что первое выпускное отверстие 5, которое подает охлаждающую жидкость со стороны первой передней поверхности 21R к первой режущей кромке 21E, расположено между первой базовой поверхностью Vxz и второй плоской поверхностью 32. В показанном примере, третья плоская поверхность 33 наклонена таким образом, чтобы быть ближе ко второй плоской поверхности 32 в направлении к базовой концевой части 30, следовательно, пространство, в котором может двигаться охлаждающая жидкость, открывается между первой базовой поверхностью и третьей плоской поверхностью. Другими словами, охлаждающая жидкость может быть легко подана непосредственно из первого выпускного отверстия 5 к первой режущей кромке 21E.
[0038] В случае, когда третья плоская поверхность 33 наклонена относительно второй плоской поверхности 32, является предпочтительным то, что направление канала 5C первого выпускного отверстия 5 определяется таким образом, что траектория охлаждающей жидкости из первого выпускного отверстия 5 к первой режущей кромке 21E приблизительно параллельна третьей плоской поверхности 33 в состоянии, в котором используется первая режущая кромка 21, так что угол конусности кромки первой режущей части 21 не становится слишком малым.
[0039] Третья плоская поверхность 33 может быть выполнена параллельно второй плоской поверхности 32, а четвертая плоская поверхность 34 может быть выполнена параллельно первой плоской поверхности 31. В случае, когда третья плоская поверхность 33 параллельна второй плоской поверхности 32, охлаждающая жидкость не может подаваться непосредственно к первой режущей кромке 21E, если первое выпускное отверстие 5 расположено между второй плоской поверхностью 32 и первой базовой поверхностью Vxz. Следовательно, ориентация канала 5C первого выпускного отверстия 5 может быть изменена таким образом, что охлаждающая жидкость впрыскивается на обрабатываемую деталь, вращающуюся по направлению к первой передней поверхности 21R, и охлаждающая жидкость, которая контактирует с обрабатываемой деталью и отражается от нее, подается к первой передней поверхности 21R.
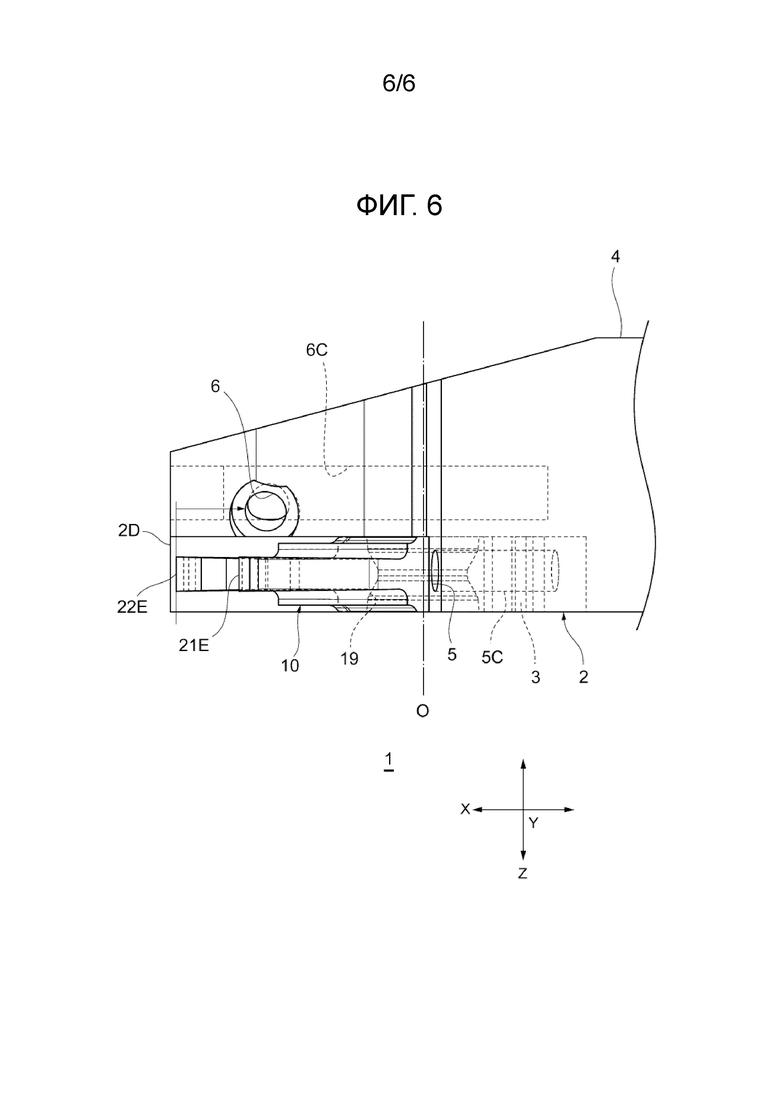
[0040] Фиг. 5 является видом в перспективе второго выпускного отверстия 6, указанного на фиг. 2, рассматриваемого со стороны задней поверхности 12 режущей пластины 10. Как показано на фиг. 5, второе выпускное отверстие 6 расположено непосредственно под первой режущей кромкой 21E, и охлаждающая жидкость подается со стороны первой задней поверхности 21F к первой режущей кромке 21E. Фиг. 6 является видом сбоку второго выпускного отверстия 6, показанного на фиг. 5, рассматриваемого с направления, параллельного с осью вращения главного вала станка. Как показано на фиг. 6, канал 6C, который подает охлаждающую жидкость ко второму выпускному отверстию 6, выполнен от переднего конца 2D к базовому концу 2P державки 2. Передний конец канала 6C закрыт запорным винтом с шестигранным держателем или т.п.
[0041] Как описано выше, в токарном инструменте 1 настоящего варианта осуществления, режущая пластина 10 закреплена в ориентации, когда вторая плоская поверхность 32 параллельна направлению оси X, которое является продольным направлением державки 2. Следовательно, как показано на фиг. 6, первая режущая часть 21 и вторая режущая часть 22 не находятся в одном и том же положении в направлении оси X, и первая режущая часть 21 отступает больше в сторону базового конца 2P державки 2 по сравнению со второй режущей частью 22. Поскольку второе выпускное отверстие 6, к которому подается охлаждающая жидкость из части непосредственно под первой режущей частью 21, может также быть выполнено в положении, которое отступает больше в сторону базового конца 2P по сравнению со второй режущей частью 22, длина державки 2 в направлении оси X может быть компактной.
[0042] Как описано выше, согласно токарному инструменту 1 настоящего варианта осуществления, сконфигурированному подобно этому, третья и четвертая плоские поверхности 33 и 34, имеющие угол пересечения δ относительно первой и второй плоских поверхностей 31 и 32, выполнены в режущей пластине 10, следовательно, одна из второй плоской поверхности 32 и первой плоской поверхности 31, а не вторая симметричная поверхность M2, может быть расположена параллельно продольному направлению X державки 2. Дополнительно, первая режущая часть 21 отступает больше в сторону базового конца 2P державки 2 по сравнению со второй режущей частью 22, и их расстояние с гнездом 3 для установки пластины уменьшается, следовательно, токарный инструмент 1, который является более жестким, может быть сформирован по сравнению со случаем размещения второй симметричной поверхности M2 параллельно продольному направлению X державки 2. Кроме того, в направлении оси Y, первое выпускное отверстие 5, которое подает охлаждающую жидкость к первой режущей кромке 21E со стороны первой передней поверхности 21R, находится на внутренней стороне державки 2 по сравнению с кромкой первой режущей кромки 21E, следовательно, участок, где первое выпускное отверстие 5 совершенно не выступает из хвостовой части 4 державки 2. Следовательно, может быть представлен токарный инструмент 1, который совершенно не сталкивается с другими инструментами,.
[0043] Варианты осуществления, описанные выше, существуют для содействия пониманию настоящего изобретения и не предназначены, чтобы ограничивать интерпретацию настоящего изобретения. Каждый составляющий элемент вариантов осуществления, и положения, материалы, условия, его формы и размеры не ограничиваются примерами, но могут быть изменены надлежащим образом. Кроме того, составляющие элементы, описанные в различных вариантах осуществления, могут быть частично заменены или объединены.
Перечень ссылочных позиций
[0044] 1 Токарный инструмент
2 Державка
2D Передний конец
2P Базовый конец
3 Гнездо для установки пластины
4 Хвостовая часть
5 Первое выпускное отверстие
6 Второе выпускное отверстие
5C, 6C Канал
10 Режущая пластина
11 Передняя поверхность
12 Задняя поверхность
13 Периферийная боковая поверхность
14 Толстая область
15 Тонкая область
19 Установочное отверстие
21 Первая режущая часть
21E Первая режущая кромка
21F Первая задняя поверхность
21R Первая передняя поверхность
22 Вторая режущая часть
22E Вторая режущая кромка
22F Вторая задняя поверхность
22R Вторая передняя поверхность
(21, 22) Передняя концевая часть
30 Базовая концевая часть
30A Первый конец
30B Второй конец
31 Первая плоская поверхность
31D Второй конец
31P Первый конец
32 Вторая плоская поверхность
32D Второй конец
32P Первый конец
33 Третья плоская поверхность
33D Второй конец
33P Первый конец
34 Четвертая плоская поверхность
34D Второй конец
34P Первый конец
35 Соединительная поверхность
35A Первый конец
35B Второй конец
d1, d2 Расстояние
M1 Первая симметричная поверхность
M2 Вторая симметричная поверхность
O Центральная ось
P, Q, R Виртуальные плоскости
T, U Линии пересечения
Vxz Первая базовой поверхность
Vyx Третья базовой поверхность
Wxz Вторая базовой поверхность
Wyz Четвертая базовой поверхность
X Вертикальное направление
Y Продольное направление
Z Поперечное направление
α1, α2 Передние углы
β1, β2 Углы зазора
γ, δ Углы пересечения
Предложен токарный инструмент (1), который совершенно не мешает другим инструментам и может подавать достаточно охлаждающей жидкости. Токарный инструмент (1) включает: режущую пластину (10), которая является зеркально-симметричной относительно первой и второй симметричных поверхностей (M1, M2); и державку (2), которая имеет первое выпускное отверстие (5) для подачи охлаждающей жидкости к первой режущей кромке (21E) режущей пластины (10) со стороны первой передней поверхности (21R). Первое выпускное отверстие (5) расположено между второй плоской поверхностью (32) и первой базовой поверхностью (Vxz), которая параллельна второй плоской поверхности (32) и включает линию кромки первой режущей кромки (21E). 3 з.п. ф-лы, 6 ил.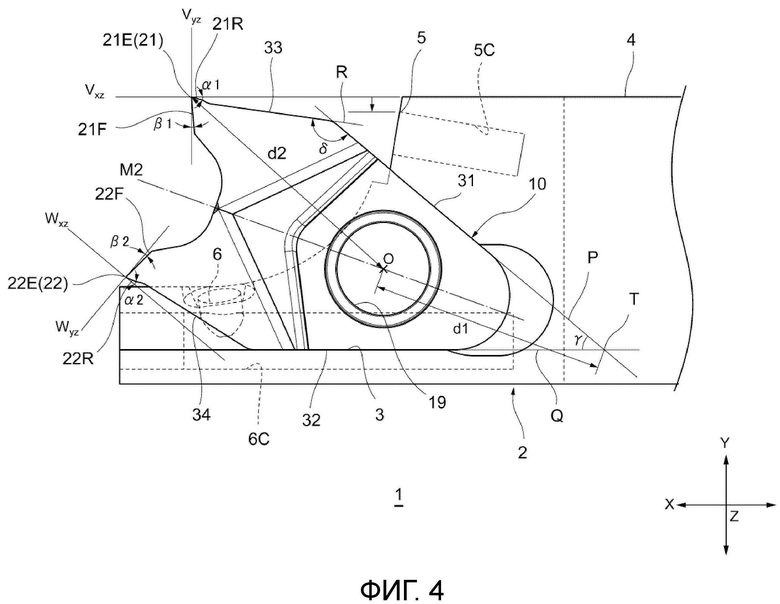
1. Токарный инструмент, содержащий: сменную режущую пластину и державку, которая закрепляет режущую пластину, при этом
режущая пластина является зеркально-симметричной относительно первой симметричной поверхности, которая является перпендикулярной центральной оси установочного отверстия, и является зеркально-симметричной относительно второй симметричной поверхности, которая включает центральную ось,
режущая пластина имеет переднюю поверхность, заднюю поверхность, которая находится на противоположной стороне по отношению к передней поверхности, периферийную боковую поверхность, которая соединяет переднюю поверхность и заднюю поверхность, и установочное отверстие, которое проходит через переднюю поверхность и заднюю поверхность, и
периферийная боковая поверхность образована параллельно центральной оси, и
периферийная боковая поверхность включает:
первую режущую часть, состоящую из первой режущей кромки, которая параллельна центральной оси, и первую переднюю поверхность и первую заднюю поверхность, которая является смежной первой режущей кромке;
вторую режущую часть, состоящую из второй режущей кромки, которая является зеркально-симметричной первой режущей части относительно второй симметричной поверхности и параллельна центральной оси, и вторую переднюю поверхность и вторую заднюю поверхность, которая является смежной второй режущей кромке;
базовую концевую часть, которая находится на противоположной стороне по отношению к передней концевой части, где расположены первая режущая часть и вторая режущая часть;
третью плоскую поверхность, которая продолжается от первой передней поверхности;
первую плоскую поверхность, которая соединяет третью плоскую поверхность и один конец базовой концевой части;
четвертую плоскую поверхность, которая является зеркально-симметричной третьей плоской поверхности относительно второй симметричной поверхности и продолжается ко второй передней поверхности; и
вторую плоскую поверхность, которая является зеркально-симметричной первой плоской поверхности относительно второй симметричной поверхности и соединяет четвертую плоскую поверхность и другой конец базовой концевой части,
державка включает:
гнездо для установки пластины, которое закрепляет режущую пластину в ориентации, в которой вторая плоская поверхность параллельна продольному направлению державки, в состоянии, в котором используется первая режущая часть; и
первое выпускное отверстие, которое подает охлаждающую жидкость к первой режущей кромке со стороны первой передней поверхности, в состоянии, в котором используется первая режущая часть, и
первое выпускное отверстие расположено между второй плоской поверхностью и первой базовой поверхностью, которая параллельна второй плоской поверхности, и включает линию кромки первой режущей кромки.
2. Токарный инструмент по п. 1, в котором третья плоская поверхность наклонена таким образом, чтобы быть ближе ко второй плоской поверхности в направлении к базовой концевой части, а
четвертая плоская поверхность, которая является зеркально-симметричной третьей плоской поверхности относительно второй симметричной поверхности, наклонена таким образом, чтобы быть ближе к первой плоской поверхности в направлении к базовой концевой части.
3. Токарный инструмент по п. 1 или 2, в котором ориентация первого выпускного отверстия определяется таким образом, что траектория охлаждающей жидкости, направленной из первого выпускного отверстия к первой режущей кромке, приблизительно параллельна третьей плоской поверхности, в состоянии, в котором используется первая режущая часть.
4. Токарный инструмент по любому из пп. 1-3, в котором державка дополнительно включает второе выпускное отверстие, которое подает охлаждающую жидкость со стороны первой задней поверхности к первой режущей кромке, в состоянии, в котором используется первая режущая часть, и
второе выпускное отверстие расположено ближе к базовой концевой державке, чем вторая режущая кромка.
| EP 3702074 A1, 02.09.2020 | |||
| Способ индуктивной электроразведки | 1960 |
|
SU141955A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ДЕРЖАВКА ДЛЯ ТАНГЕНЦИАЛЬНОЙ РЕЖУЩЕЙ ПЛАСТИНЫ | 2011 |
|
RU2563613C2 |
| WO 2017018369 A1, 02.02.2017. | |||

