Область техники, к которой относится изобретение
Изобретение относится к цветной металлургии, а именно к производству малогабаритных чушек непрерывной разливкой на литейном конвейере в изложницы, в т.ч. на автоматизированных литейных линиях. Чушки предлагаемой конструкции могут быть использованы для производства алюминия и всех известных алюминиевых сплавов.
Уровень техники
Производство первичного алюминия и алюминиевых литейных сплавов (в дальнейшем - сплавов) в виде малогабаритных чушек осуществляется путём разливки подготовленного в плавильном агрегате расплава в металлические изложницы на литейном конвейере.
Одной из главных проблем при разливке алюминиевых сплавов в металлические изложницы является залипание, невыпадение затвердевших чушек из изложниц литейного конвейера. Наличие в изложнице неизвлечённой чушки приводит к аварийным ситуациям: экстренной остановке литья или к авральным работам по извлечению чушки при подходе изложницы к позиции литья.
На типовых литейных конвейерах извлечение происходит при ударе изложницы об упор-отбойник при её перевороте на изгибе конвейера. На конвейерах автоматических линий – при последовательных ударах молотками по изложнице в случае невыпадения чушки.
На извлечение чушки влияют следующие факторы, в частности: конструкция изложницы/чушки, в основном наличие и величина уклонов; качество изложницы, в том числе шероховатость поверхности; наличие и качество противопригарной смазки; технологические факторы, такие как температура литья, температура изложниц, длительность остывания чушек в изложницах (температура извлекаемых чушек).
Известна пакетируемая металлическая чушка по авторскому свидетельству СССР SU470988, В22D3/00, 1971 г., которая имеет трапецеидальное сечение с элементами зацепления на боковых продольных поверхностях в виде выступов, образованных внутренней и внешней поверхностями, и углублений, образованных соответственно внешней и внутренней поверхностями, выполненных совмещенными, частично перекрывающими друг друга по высоте чушки и образующими зубья и соответствующие им по форме углубления, ограниченные в продольном направлении переходными поверхностями. Для соединения смежных рядов в пакет на поверхности меньшего основания чушки выполнены выступы и углубления, чередующиеся в шахматном порядке. Недостаток данной конструкции заключается в том, что внутренняя поверхность имеет выступы и, соответственно, внешняя поверхность имеет углубления элементов зацепления на боковых продольных поверхностях чушки. Наличие на чушке глубоких выступов и впадин приводит к достаточно большим сложностям при извлечении чушки из изложницы.
Известна пакетируемая металлическая чушка по патенту RU 2083315, В22D3/00, опубл. 10.07.1997 г. Данная чушка, принятая за прототип, имеет трапецеидальное сечение с элементами зацепления на боковых продольных поверхностях в виде выступов, образованных внутренней и внешней поверхностями, и углублений, образованных соответственно внешней и внутренней поверхностями, выполненными под углом 40 – 50o и совмещенными, частично перекрывающими друг друга по высоте чушки, и образующими зубья и соответствующие им по форме углубления, ограниченные в продольном направлении. На продольных торцах чушка имеет заплечики с пазом визуального контроля уровня заливаемого в изложницу металла. Заплечики имеют горизонтальную нижнюю поверхность. Недостатком также является проблема с извлечением чушки из изложницы.
Известна пакетируемая алюминиевая чушка трапецеидального сечения по патенту RU 191783, В22D3/00, опубл. 21.08.2019, содержащая заплечики с выемками под обвязочную ленту и элементы зацепления на боковых продольных поверхностях в виде выступов и углублений. Чушка выполнена из верхнего и нижнего оснований в форме усеченных пирамид, соединенных между собой с образованием выступающей поверхности по всему периметру чушки, при этом выступы элементов зацепления образованы боковыми поверхностями верхнего основания, углубления элементов зацепления образованы боковыми поверхностями нижнего основания, причем на поверхности верхнего основания выполнена продольная выемка под обвязочную ленту, а элемент зацепления при совмещении углублений и выступов образует наклонную поверхность по всей высоте чушки. Также чушка имеет элемент зацепления при совмещении углублений и выступов, образует геометрическую фигуру в виде ромба, углубление составляет 1/2 ширины выступающей поверхности. Недостатком указанной чушки является отсутствие уклонов в заплечиках с выемками под обвязочную ленту, что может привести к затруднённому извлечению её из изложницы.
Указанные решения чушек направлены на повышение устойчивости, монолитности пакета, т.е. на скрепление чушек между собой в пакете. Именно для этого на чушках выполняются различные зубья, выступы и соответствующе им по форме зеркальные углубления и впадины. Однако в производственных условиях многочисленные выступы и впадины на изложнице и, соответственно на чушке, затрудняют свободную литейную усадку чушки и тем самым отчасти препятствуют её свободному извлечению из изложницы.
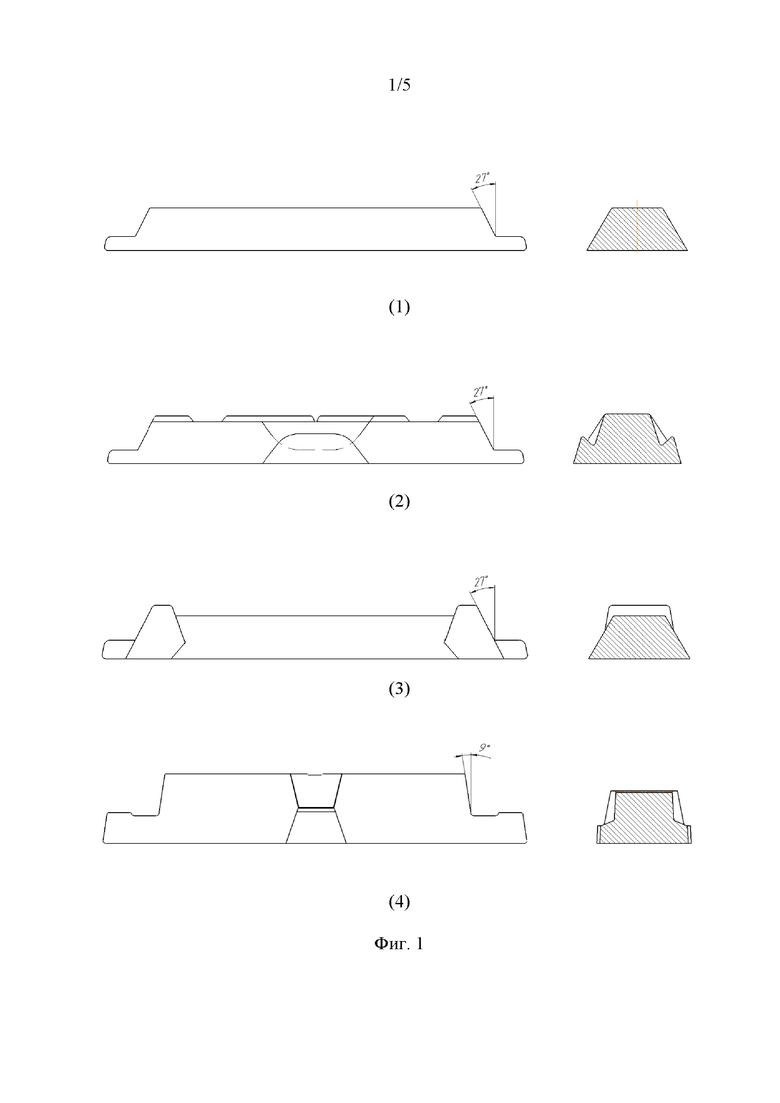
Основные типы чушек, отливаемых на обычных литейных конвейерах представлены в ГОСТ 11070-74 «Чушки первичного алюминия» – фиг. 1 (чертежи 1, 2, 3).
Общим недостатком известных чушек является отсутствие конструктивных элементов, предотвращающих залипание чушек в изложницах. В частности, нижние поверхности заплечиков и донная часть выполнены в виде горизонтальных плоскостей, не предусмотрены уклоны на заплечиках или на донной поверхности чушки. Такая конструкция чушки при небольших изменениях технологических параметров производства или при небольшом износе внутренней поверхности изложницы в итоге приводит к залипанию чушки в изложнице.
На фиг. 1 (чертеж 4) показана чушка конструкции фирмы «Broshot» (Франция) (статья о пуске линии производства чушки в РУСАЛе New Generation of ICL for Rusal - Aluminium Internatinal Today №32 сентябрь/октябрь, 2006) с очень небольшими уклонами. Данная чушка также, как и известные аналоги, плохо выпадает из изложницы.
Конструктивными элементами существующих чушек, обеспечивающими их выпадение из изложниц, являются только уклоны боковых поверхностей, величина которых может варьироваться в зависимости от конкретной конструкции чушки.
Для свободного извлечения из изложницы можно увеличить уклоны боковых плоскостей чушки (угла от вертикали), однако это приведёт к уменьшению массы чушки при тех же габаритах в плане, соответственно к снижению производительности процесса литья и значительному снижению качества чушки, поскольку площадь литниковой (верхней) поверхности чушки по отношению к её объёму возрастёт, а литейные дефекты сосредоточены в основном на литниковой поверхности или в областях, близких к ней. Кроме того, пакет из чушек с меньшими уклонами становится менее устойчивым, менее монолитным. Следовательно, такое решение не является эффективным. Необходимо обеспечить качество и одновременно простоту извлечения чушки.
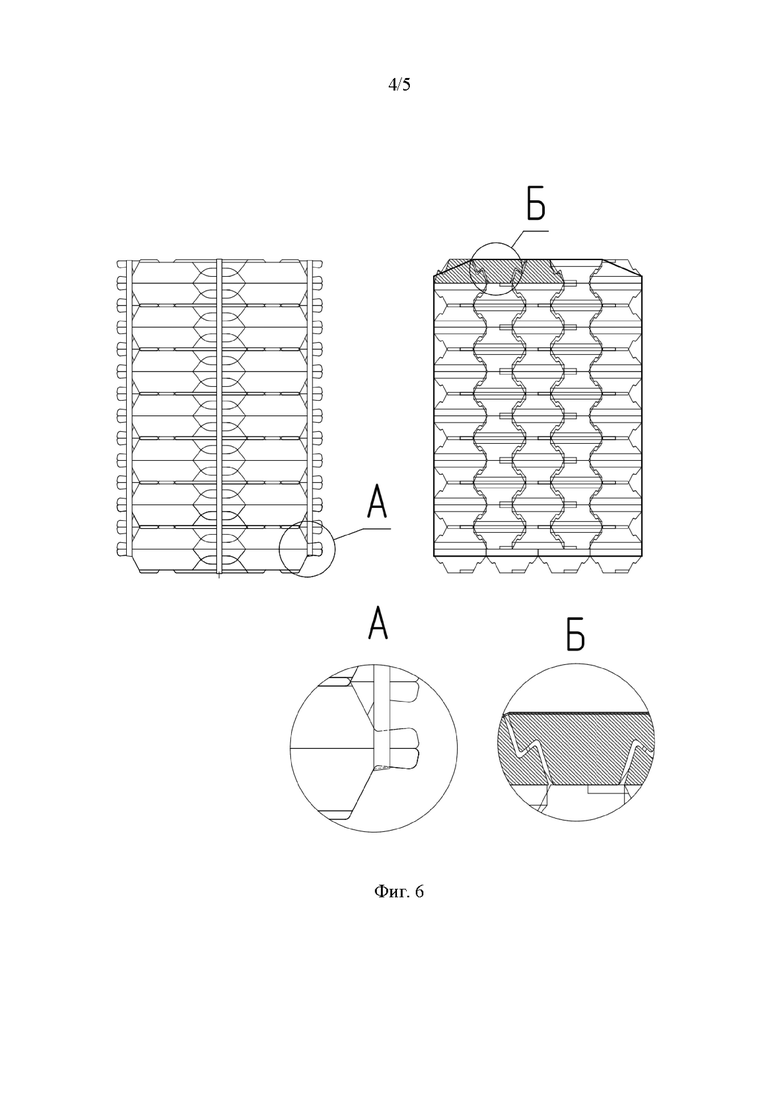
Большая часть стандартных малогабаритных чушек имеет заплечики, например, чушки весом 15 кг по ГОСТ 11070, см. фиг. 1 (чертежи 1, 2, 3), чушки по упомянутым выше изобретениям или чушки весом 22,7 кг, производимые на автоматических линиях Бефеса, Брошо и др. Заплечики на чушке конструктивно выполняют роль плоскостей для подъёма пакета вилами погрузчика и для обвязки пакета лентой (катанкой), см. фиг. 6. Однако заплечики имеют и другую важную функцию - обеспечение некоторого подъёма чушки относительно изложницы. Эта функция не столь очевидна, поэтому требует пояснения.
При усадке чушки в вертикальном направлении происходит её «зависание» на заплечиках и при этом происходит подъём донной части относительно изложницы. Например, при высоте массивной нижней части изложницы 55 мм от уровня нижней поверхности заплечиков, абсолютная величина усадки составит:
А * β = δ, (1)
где А высота массивной нижней части изложницы,
55 * 0,007 = 0,38 мм,
где β = 0,007 – линейная усадка чистого алюминия при охлаждении с 660 до 400 °С (линейная усадка чистого алюминия при охлаждении до комнатной температуры – 1,7 %. При охлаждении в изложнице с 660 до 400 °С величина усадки составит примерно 0,7 %.).
Раскрытие сущности изобретения
Задачей и техническим результатом настоящего изобретения является обеспечение свободного извлечения чушки из изложницы без ухудшения качества, снижение вероятности заклинивания чушки в изложнице, и, соответственно, обеспечение бесперебойной работы литейного конвейера, сокращение количества образующихся технологических отходов и брака, а также повышение при этом качества чушки. Кроме того, предложенная конструкция чушки, в том числе изложницы, позволяет использовать естественный процесс усадки металла при охлаждении для дополнительного отрыва чушки от изложницы.
Задача решается, а технический результат достигается за счет того, что предложена пакетируемая металлическая чушка (а также соответствующая изложница) трапецеидального сечения, содержащая два параллельных основания - меньшее (нижнее) и большее (верхнее или литниковая поверхность), боковые продольные поверхности, имеющие уклоны, торцы с такими же по величине уклонами и опционально заплечики на торцах в верхней части чушки, при этом новым является то, что для облегчения извлечения чушки из изложницы за счёт использования продольной литейной усадки, а также для обеспечения более надёжной фиксации обвязочных лент, нижние поверхности заплечиков выполнены с наклоном под углом 3–7° к горизонту с увеличением толщины заплечиков к торцу чушки, а для варианта без заплечиков меньшее (нижнее) основание металлической чушки выполнено с наклоном под углом 3–7° к горизонту. Таким образом, либо поверхность заплечиков, либо меньшее (нижнее) основание чушки выполнено с уклоном.
В частном исполнении для повышения прочности пакета, на меньшем (нижнем) основании и боковых продольных поверхностях выполнены выступы и соответствующие им по форме углубления, обеспечивающие соединение чушек в замок как в ряду – по горизонтали, так и между рядами - по вертикали пакета.
Краткое описание чертежей
На фиг. 1 показаны стандартные малогабаритные чушки по ГОСТ 11070 (чертежи 1, 2, 3) и чушка конструкции фирмы «Broshot» (Франция) (чертеж 4).
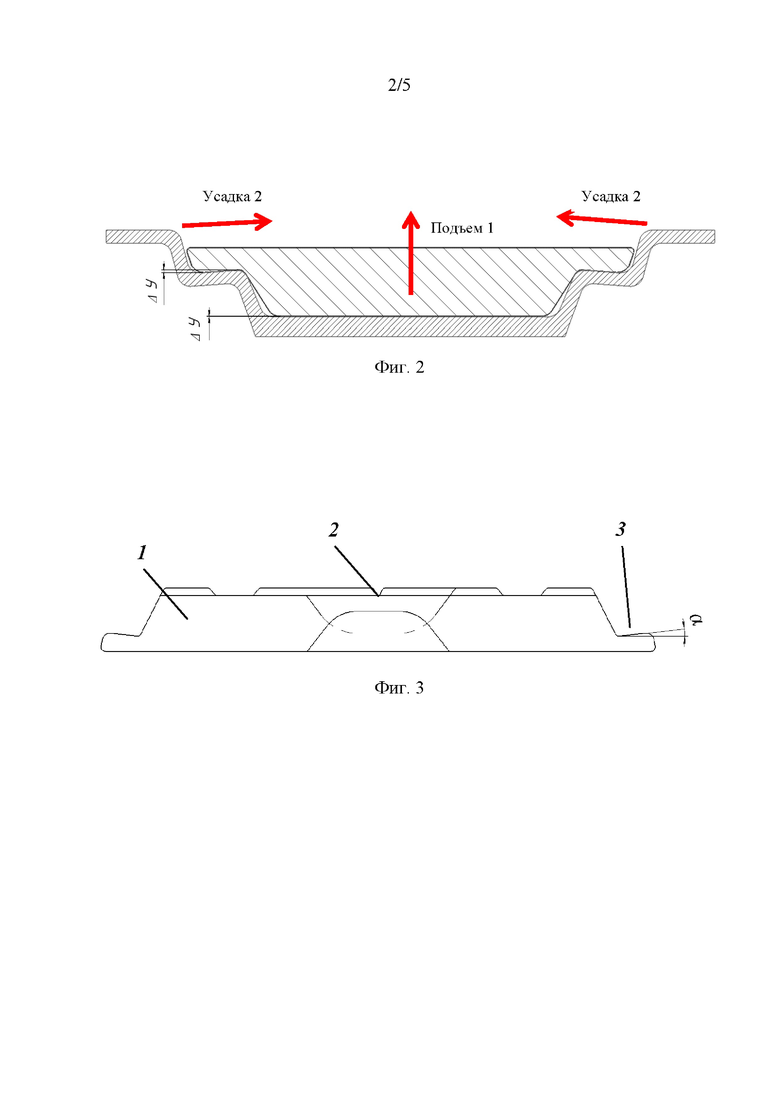
На фиг. 2 показана конструкция предложенной чушки с изложницей в поперечном сечении.
На фиг. 3 показана конструкция предложенной чушки, где 1 – трапецеидальное сечение; 2 – выступы; 3 – нижняя плоскость заплечиков.
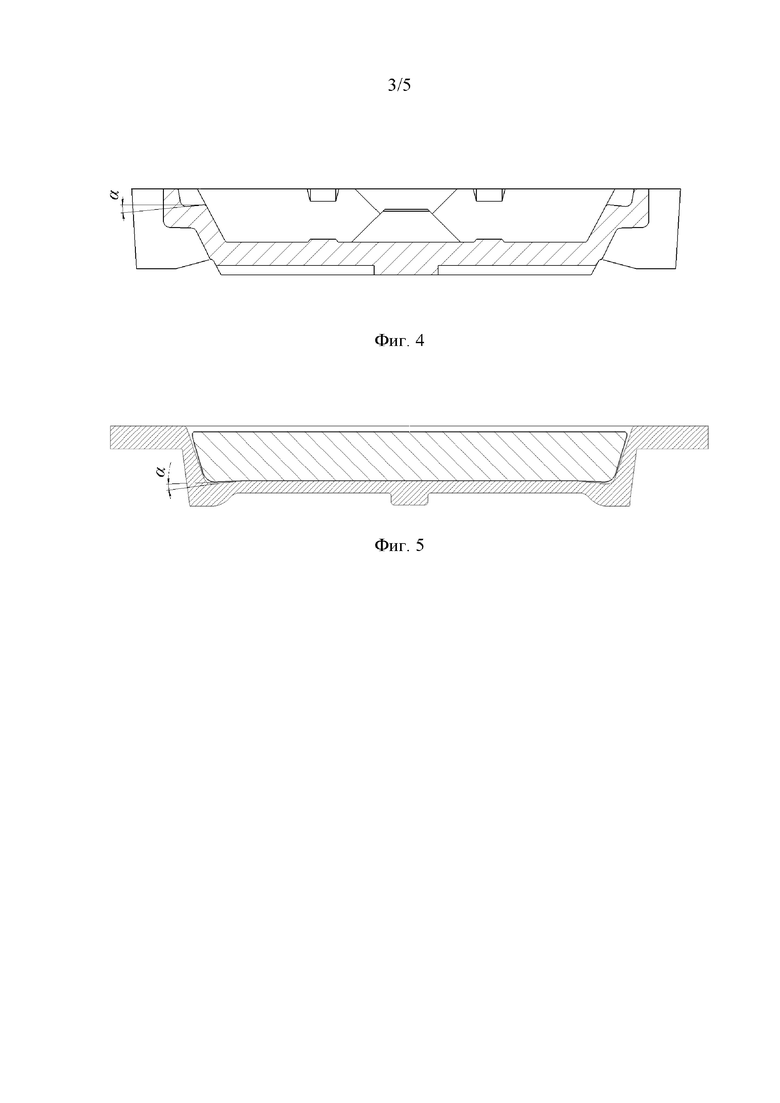
На фиг. 4 показана изложница для отливки предложенной чушки.
На фиг. 5 показана изложница с уклонами на донной поверхности.
На фиг. 6 показаны пакеты чушек и увеличенный фрагмент заплечиков на чушке.
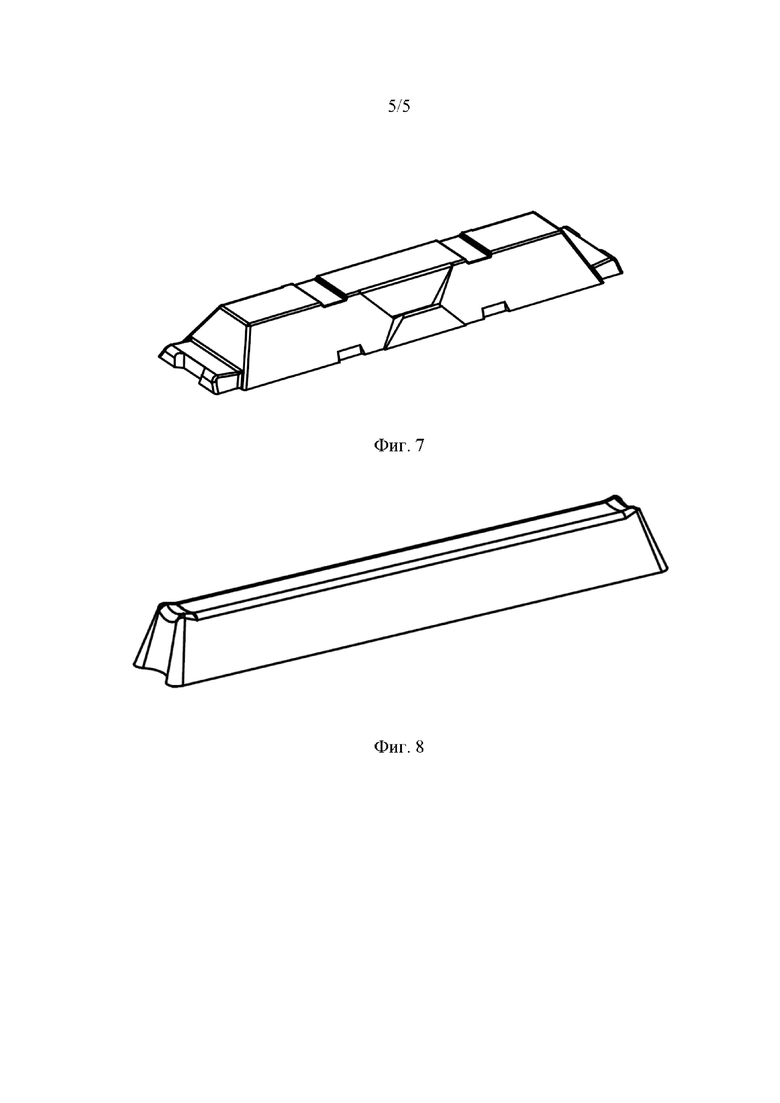
На фиг. 7 приведен пример выполнения чушки с заплечиками согласно изобретению.
На фиг. 8 приведен пример выполнения чушки без заплечиков согласно изобретению.
Осуществление изобретения
Наличие уклонов на нижней плоскости заплечиков (фиг. 2) позволяет более эффективно использовать естественный процесс усадки чушки – уменьшение размеров и объёма при охлаждении металла. Причём работа усадки используется там, где её величина максимальна – на максимальном габаритном размере по длине чушки.
При сокращении продольных размеров чушки, заплечики двигаются к центру по стрелкам «Усадка 2» на фиг. 2, одновременно скользя вверх по поверхностям изложницы, формирующим нижнюю сторону заплечиков. Наличие уклонов на чушке и изложнице приводит к поднятию всей чушки и её отрыву от донной части изложницы. Величина подъёма (вертикальный катет вектора перемещения) определяется абсолютной величиной усадки (горизонтальный катет) и углом наклона заплечика изложницы.
Пример:
Длина чушки – 730 мм.
Абсолютная величина усадки в продольном направлении по формуле (1) составит 730 * 0,007 = 5,1 мм – на две стороны, на одну сторону 2,55 мм.
Величины подъёма чушки при различных углах наклона заплечика к горизонту рассчитаны по формуле (1) и сведены в следующую таблицу:
Экспериментально установлено, что целесообразно использовать наклон до 7° включительно, дальнейшее увеличение угла наклона приводит к росту силы трения при скольжении и к возможности образования усадочных трещин. Наклон величиной менее 3° дает незначительный вклад в отрыв чушки от изложницы, поэтому неэффективен.
При применении заплечиков с наклоном 7° величина вертикального подъёма чушки в изложнице составляет 0,31 мм и с учётом простой вертикальной усадки по формуле (1) составляет около 0,7 мм (0,31 + 0,38 = 0,69 мм), что достаточно для гарантированного отрыва чушки от изложницы даже с учётом наличия «поднутрений» – выступов или рельефного логотипа на дне, повышенной шероховатости стенок изложницы, отклонений в технологии и т.п. факторов. Кроме того, у уклонов на заплечиках есть еще функция обеспечения более надёжной фиксации обвязочных лент, см. фиг. 6.
Предложенная чушка (а также изложница под эту чушку) показана на чертеже, см. фиг. 3. Чушка имеет трапецеидальное сечение (1) с элементами зацепления на боковых продольных поверхностях в виде выступов (2), с уклоном нижней плоскости заплечиков (3). Чушка отлита в изложнице, см. фиг. 4. На чертеже изложницы уклон определяется прямоугольным треугольником с катетами 52,5 и 4 мм. Отсюда угол равен 6°. Выступы (2) обеспечивают сцепление чушки в поперечном сечении при укладке в пакет, фиг. 6.
Кроме чушек с заплечиками имеется множество конструкций чушек без заплечиков, обычно это чушки меньшей массы (от 6 до 12 кг) по сравнению с чушками, выполненными с заплечиками. Для гарантированного извлечения таких чушек без заплечиков из изложницы предлагается выполнять наклоны на донной поверхности величиной 3–7°, см. фиг. 5, а именно, меньшее (нижнее) основание металлической чушки выполнено с наклоном под углом 3–7° к горизонту.
Наличие уклонов на донной поверхности особенно важно именно для чушек без заплечиков, поскольку на них отсутствует подъём по первому механизму согласно формуле (1) фиг. 2 или простое зависание на заплечиках. Дно изложницы под такую чушку выполнено с подъёмом к центру на ΔУ, за счёт чего создается эффект, аналогичный описанному выше для чушек с наклоном заплечиков – усадка чушки в продольном направлении используется для её вертикального движения вверх и отрыва от изложницы.
Угол α (альфа) на чертежах показывает угол уклона. Нижние поверхности заплечиков выполнены с наклоном к горизонту под углом α равным 3–7° с увеличением толщины заплечиков к торцу чушки, в случае выполнения чушки без заплечиков меньшее (нижнее) основание металлической чушки выполнено с наклоном к горизонту под углом α равным 3–7°.
Как уже отмечалось, целесообразно использовать уклоны на донной поверхности до 7° включительно. Дальнейшее увеличение угла наклона приводит к росту силы трения при скольжении и к возможности образования усадочных трещин. Уклоны величиной менее 3° на донной поверхности дают незначительный вклад в отрыв чушки от изложницы и являются неэффективными.
Принимая во внимание описание и примеры, объем правовой охраны испрашивается для пакетируемой металлической чушки трапецеидального сечения, содержащей два параллельных основания - меньшее (нижнее) и большее (верхнее или литниковая поверхность), боковые продольные поверхности, имеющие наклон, торцы с таким же по величине наклоном, при этом в случае выполнения чушки с заплечиками на торцах в верхней части чушки нижние поверхности заплечиков выполнены с наклоном под углом 3–7° к горизонту с увеличением толщины заплечиков к торцу чушки, а в случае выполнения чушки без заплечиков меньшее (нижнее) основание металлической чушки выполнено с наклоном под углом 3–7° к горизонту. На меньшем (нижнем) основании и боковых продольных поверхностях могут быть дополнительно выполнены выступы и соответствующие им по форме углубления, обеспечивающие соединение чушек в замок как в ряду – по горизонтали, так и между рядами - по вертикали пакета.
В результате обеспечивается свободное извлечение чушки из изложницы, и, соответственно, бесперебойная работа литейного конвейера, сокращение количества образующихся технологических отходов и брака, а также повышение при этом качества чушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 1995 |
|
RU2083315C1 |
| Пакетируемая металлическая чушка | 1982 |
|
SU1065076A1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2001 |
|
RU2188739C1 |
| Пакетируемая чушка | 1971 |
|
SU470988A1 |
| Пакетируемая металлическая чушка | 1990 |
|
SU1776487A1 |
| Пакетируемая металлическая чушка | 1989 |
|
SU1740113A1 |
| Пакетируемая металлическая чушка | 1971 |
|
SU515576A1 |
| Пакетируемая металлическая чушка | 1971 |
|
SU515575A1 |
| Пакетируемая металлическая чушка | 1984 |
|
SU1404158A1 |
| Пакетируемая металлическая чушка | 1986 |
|
SU1400765A1 |
Изобретение может быть использовано при непрерывной разливке чушек на литейном конвейере. Пакетируемая металлическая чушка трапецеидального сечения содержит два параллельных основания: нижнее - меньшее и верхнее - большее, представляющее собой литниковую поверхность, а также боковые продольные поверхности и торцы, выполненные наклонными. На торцах в верхней части чушки выполнены заплечики, нижние поверхности которых размещены под углом 3-7° к горизонту с увеличением толщины заплечиков к торцу чушки. В случае выполнения чушки без заплечиков, части меньшего основания, прилегающие к торцам, выполнены с наклоном 3-7° к горизонту. Выполнение нижних поверхностей заплечиков под углом позволяет за счет вертикальной усадки поднять меньшее основание чушки относительно изложницы. Уклоны на меньшем основании чушки за счет усадки в продольном направлении обеспечивают вертикальный подъем чушки и отрыв от изложницы. Обеспечивается бесперебойная работа конвейера, сокращение количества технологических отходов и брака за счет снижения вероятности заклинивания чушки в изложнице и свободного извлечения чушки из изложницы без ухудшения ее качества. 1 з.п. ф-лы, 6 ил., 1 табл., 1 пр.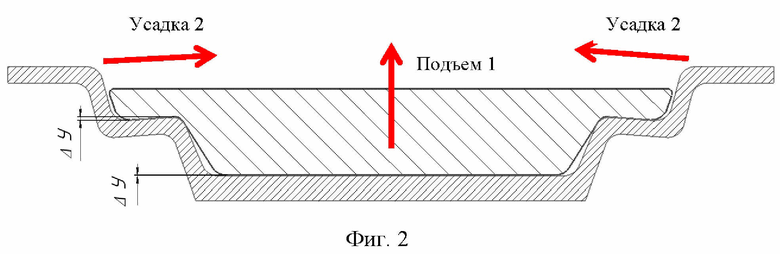
1. Пакетируемая металлическая чушка трапецеидального сечения, содержащая два параллельных основания, нижнее из которых является меньшим, а верхнее является большим и представляет собой литниковую поверхность, боковые продольные поверхности, выполненные наклонными, и торцы, выполненные с таким же по величине наклоном, отличающаяся тем, что
для облегчения извлечения чушки из изложницы за счет использования продольной литейной усадки чушки и преобразования этой усадки в вертикальное перемещение для отрыва от изложницы
чушка выполнена с заплечиками на торцах в ее верхней части, при этом нижние поверхности указанных заплечиков выполнены наклонными под углом 3-7° к горизонту с увеличением толщины заплечиков к торцу чушки,
или чушка выполнена без заплечиков, при этом части меньшего основания металлической чушки, прилегающие к торцам, выполнены с наклоном под углом 3-7° к горизонту.
2. Пакетируемая металлическая чушка трапецеидального сечения по п. 1, отличающаяся тем, что на меньшем основании и боковых продольных поверхностях дополнительно выполнены выступы и соответствующие им по форме углубления, обеспечивающие соединение чушек в замок как в ряду – по горизонтали, так и между рядами – по вертикали пакета.
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 1995 |
|
RU2083315C1 |
| Пакетируемая металлическая чушка | 1982 |
|
SU1065076A1 |
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ МЕТАЛЛОВ С УСКОРЕННЫМ ОХЛАЖДЕНИЕМ И СЛИТКИ, ПОЛУЧАЕМЫЕ С ИСПОЛЬЗОВАНИЕМ ТАКОЙ ИЗЛОЖНИЦЫ | 2004 |
|
RU2335375C2 |
| Пакетируемая металлическая чушка | 1971 |
|
SU515576A1 |
| Пакетируемая металлическая чушка | 1990 |
|
SU1776487A1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2001 |
|
RU2188739C1 |
| СПОСОБ ПОЛУЧЕНИЯ КИСЛОТОСТОЙКОЙ ГЕТЕРОГЕННОЙ ИОНИТОВОЙ АРМИРОВАННОЙ МЕМБРАНЫ | 0 |
|
SU191783A1 |
| Композиционный припой | 1990 |
|
SU1745475A1 |
| DE 809948 C, 06.08.1951. | |||

