Область техники.
Настоящее изобретение относиться к группе устройств, включающих режущие пластины и конструкцию фрез для их использования при обработке материалов резанием, в частности изделий из нержавеющей стали.
Уровень техники.
Для повышения производительности фрезерования изделий из нержавеющей стали применяют фрезы с механическим креплением режущих пластин, в том числе с износостойкими покрытиями. В процессе фрезерования режущие пластины подвергаются значительным переменным механическим и термическим воздействиям, что существенно влияет на их стойкость. При этом увеличение количества эффективно работающих зубьев позволяет снизить нагрузки, действующие на режущие пластины и повысить технологические возможности режущего инструмента.
В настоящее время широко применяются режущие' пластины, имеющие твердосплавную основу и закрепляемые в гнездах режущего инструмента с помощью винтов. При этом размеры и форма крепежных отверстий должны обеспечить с одной стороны механическую прочность режущих пластин и надежность их закрепления в гнездах корпусов фрез, а с другой стороны позволить использовать крепежный винт для фрез с большим количеством эффективных зубьев.
При обработке изделий из нержавеющей стали в результате значительного механического и термического воздействий режущие пластины находятся в сложном напряженно деформированном состоянии. При этом величины напряжений, действующих в режущих пластинах в целом, в их отдельных частях и в их износостойких покрытиях, во многом зависят от первоначальных значений напряжений, создаваемых при изготовлении режущих пластин и закреплении их в гнездах режущего инструмента с помощью винтов, а также от величин термического и механического воздействий, возникающих в процессе фрезерования и во многом зависящих от величины и соотношения размеров режущих пластин и их отверстий.
Известна, например, конструкция фрезы и режущей пластины WO 2013007443 А1. Режущая пластина выполнена двухсторонней со сквозным крепежным отверстием, коаксиальным ее оси симметрии, и закреплена с помощью винта в гнезде корпуса фрезы. Использование такой конструкции режущей пластины проблемно на фрезах с большим количеством эффективных зубьев, так как крепежные винты в таких случаях целесообразно размещать под углом к опорным поверхностям гнезд для удобства их вкручивания и выкручивания, что затруднено при обычной форме крепежных отверстий.
Также известна конструкция режущего инструмента и режущей пластины, имеющей зажимное отверстие с разнесенными зажимными частями, которое в поперечном сечении имеет некруглую форму (патенты RU 2594299 С1, 2453403). Такая конструкция режущей пластины позволяет располагать крепежные винты под углом к опорным поверхностям гнезд режущего инструмента. Однако в данной конструкции режущих пластин не решен в полной мере вопрос обеспечения прочности режущих пластин и надежности их закрепления в гнездах режущего инструмента, в том числе с учетом влияния усилий закрепления на напряженно деформированное состояние режущих пластин.
Далее следует отметить, что при прессовании из порошков твердых сплавов, например, заготовок или самих режущих пластин с отверстием для закрепления их винтом в гнездах режущего инструмента обычно используется оснастка>содержащая встречно расположенные и перемещаемые пуансоны для формирования крепежных отверстий, в том числе для двухсторонних пластин. Сам процесс прессования как, правило, происходит по нормали к земной поверхности на прессах, имеющих рамную конструкцию. При этом имеет место асимметрия жесткостных характеристик верхнего и нижнего участков прессового оборудования и оснастки относительно прессуемого (деформируемого) изделия (см., например, SU 1158260 A1, US 2017(0043397 F1). Это может оказывать существенное влияние на качество прессуемых изделий особенно при формовании в них сквозных отверстий.
Задачей настоящего изобретения является создание усовершенствованной конструкции режущей пластины с зажимным отверстием, обеспечивающим снижение внутренних напряжений при ее закреплении и использовании в гнездах фрезы с большим количеством эффективных зубьев.
Задачей настоящего изобретения является также создание конструкции фрезы с повышенными технологическими возможностями для использования предложенной режущей пластины.
Сущность изобретения.
Указанные технические результаты достигаются посредством совокупности признаков, приведенных в формуле изобретения.
Режущая пластина содержит верхнюю и нижнюю торцовые поверхности, обращенные в противоположных направлениях. На каждой торцовой поверхности расположены соответственно верхняя и нижняя опорные поверхности и передние поверхности.
Между торцовыми поверхностями расположены главные боковые и угловые поверхности, на пересечении которых, с передними поверхностями образованы главные и угловые режущие кромки.
Коаксиально центральной оси режущей пластины выполнено крепежное отверстие. Оно содержит по свой длине, по меньшей мере, три участка первый, второй и центральный, который в сечении плоскостью, перпендикулярной оси отверстия, имеет некруглую форму, а первый и второй участки сопряжены с его центральным участком и торцовыми поверхностями и имеют конусообразную концентрическую форму в направлении центрального участка.
В соответствии с предложенным изобретением отношение (μ1/μ2), центральных углов, образующих последовательно чередующиеся первый, имеющий форму дуги окружности, описанной вокруг центрального участка, и второй, являющийся хордой этой окружности, участки центрального участка в сечении плоскостью, перпендикулярной оси, выбрано из диапазона 0,8…1,4, а отношение диаметра окружности, описанной вокруг центрального участка на виде со стороны торцовых поверхностей, к диаметру окружности, вписанной в пространство центрального участка крепежного отверстия, выбрано из диапазона 1,06…1,3.
В соответствии с одним предпочтительным исполнением первые участки, имеющие форму дуги окружности, расположены напротив угловых режущих кромок режущих пластин.
В соответствии с другим предпочтительным исполнением режущей пластины первый и второй участки крепежного отверстия сопряжены со вторыми участками центрального участка крепежного отверстия по гиперболе.
В соответствии с другим предпочтительным исполнением режущей пластины центральный участок крепежного отверстия имеет первый и второй участки, расположенные вдоль крепежного отверстия, при этом упомянутые первый и второй участки имеют неравное поперечное сечение.
В соответствии с другим предпочтительным исполнением режущей пластины длины первого и второго участков центрального участка крепежного отверстия не равны.
В соответствии с другим предпочтительным исполнением режущей пластины объемы, ограниченные внутренними поверхностями первого и второго участков центрального участка крепежного отверстия не равны.
В соответствии с изобретением для использования описанной выше режущей пластины предложена фреза, содержащая корпус с рабочей поверхностью, расположенной вокруг оси, в котором выполнены гнезда, имеющие боковые опорные поверхности и опорные поверхности, в которых выполнены резьбовые отверстия, и размещенные в гнездах и закрепленные винтами режущие пластины по одному из исполнений, указанных выше.
В соответствии с одним предпочтительным исполнением фрезы резьбовые отверстия для крепежных винтов выполнены под углом к опорным поверхностям гнезд.
Краткое описание чертежей.
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены конструктивные особенности режущей пластины, фрезы для ее использования и особенности исполнения способа изготовления режущей пластины.
При этом на чертежах в частности изображены;
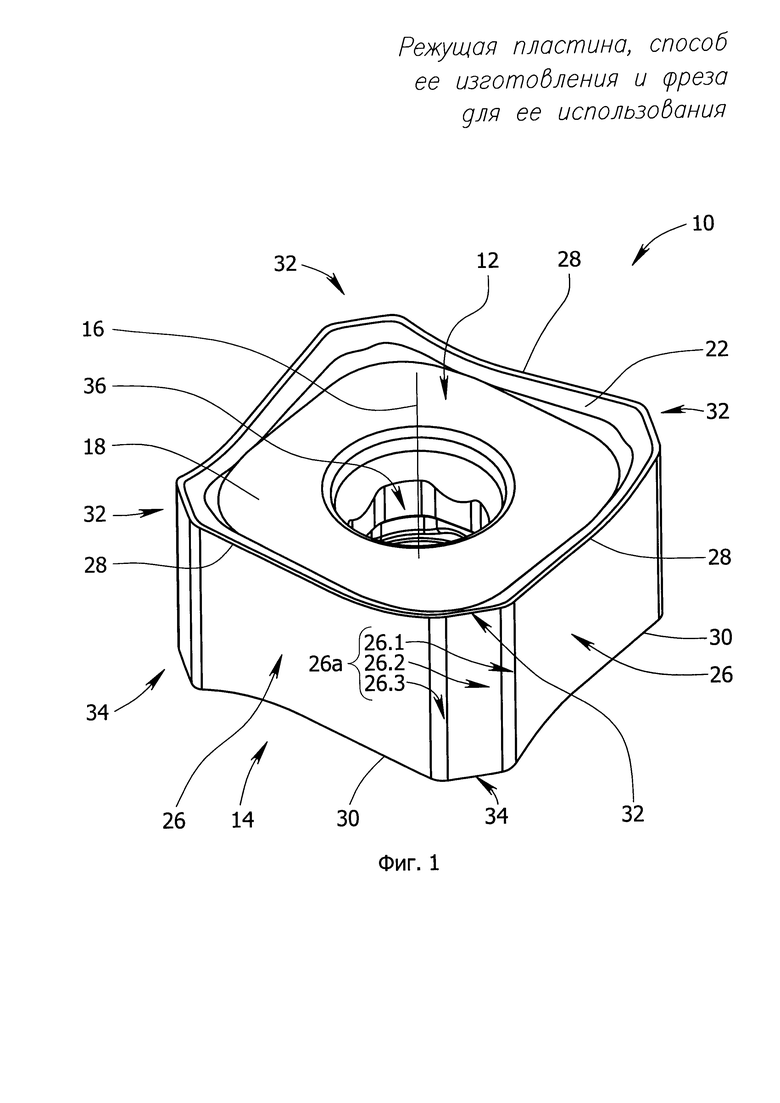
на фиг. 1 изображена в перспективе предложенная режущая пластина;
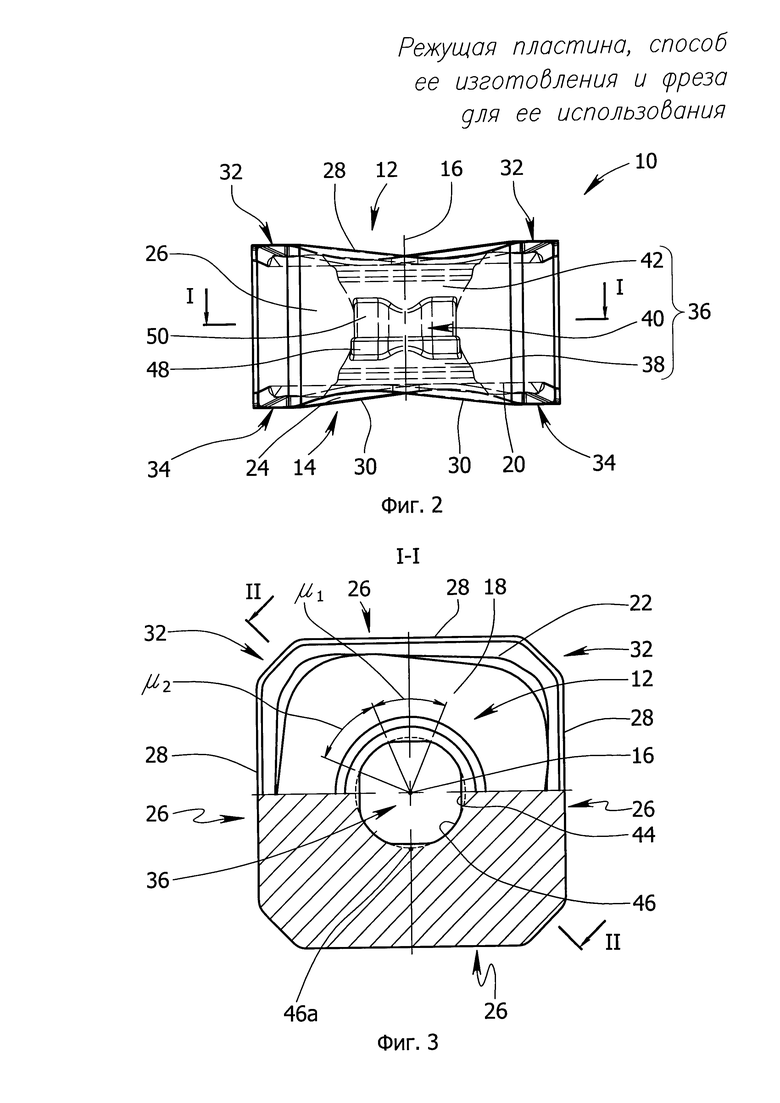
на фиг. 2 изображен вид сбоку на режущую пластину, изображенную на фиг. 1;
на фиг. 3 изображен вид сверху со стороны торцовой поверхности режущей пластины, изображенной на фиг. 1, с симметричным разрезом по линии I-I фиг. 2;
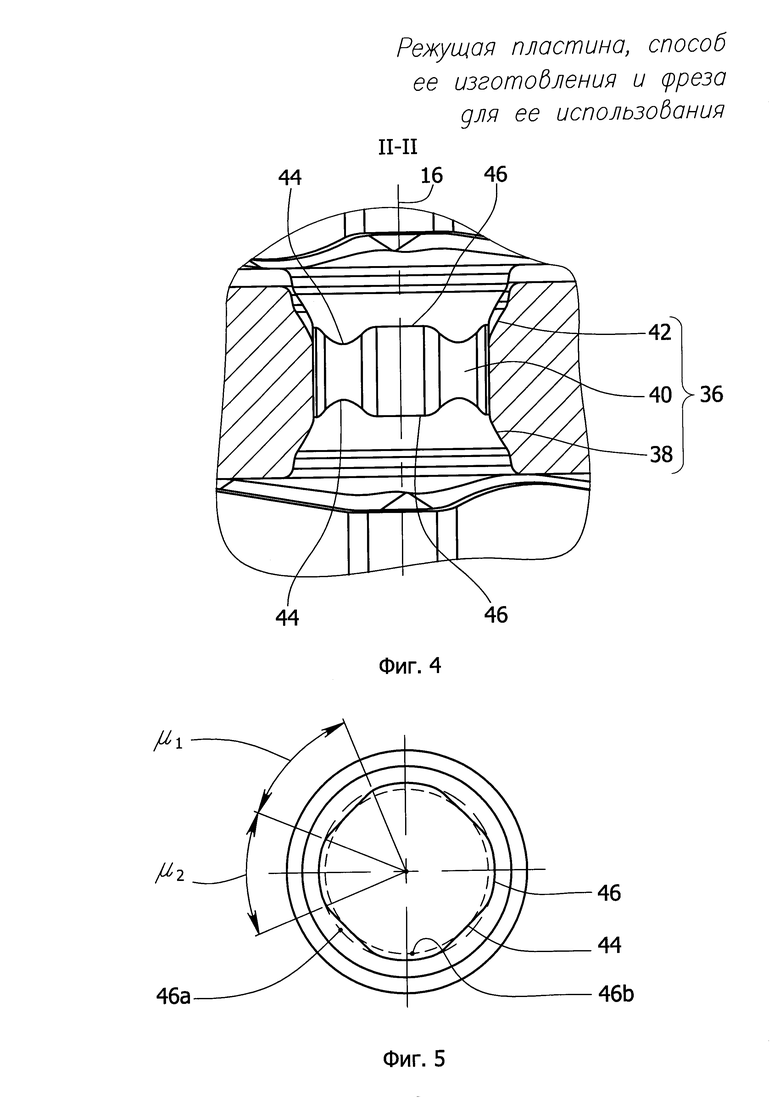
на фиг. 4 изображен фрагмент сечения фиг. 3 по линии П-П, показывающий особенности конструкции крепежного отверстия режущей пластины, изображенной на фиг. 1;
на фиг. 5 изображен вид на крепежное отверстие режущей пластины, изображенной на фиг. 1 со стороны ее торцовой поверхности;.
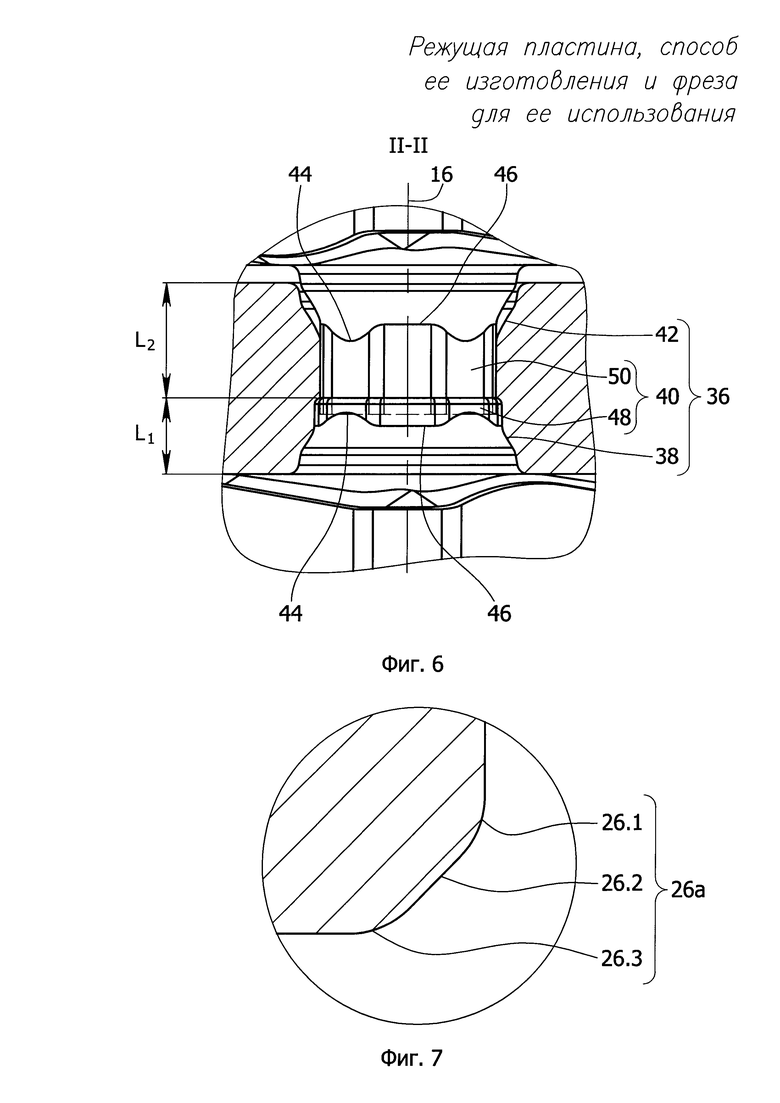
на фиг. 6 изображен фрагмент сечения фиг. 3 по линии П-П, показывающий особенности конструкции крепежного отверстия с центральным участком, состоящим из двух участков, режущей пластины, изображенной на фиг. 1;
на фиг. 7 изображен фрагмент сечения фиг. 2 по линии I-I, отображающий конструктивные особенности угловой боковой поверхности режущей пластины, изображенной на фиг. 1;
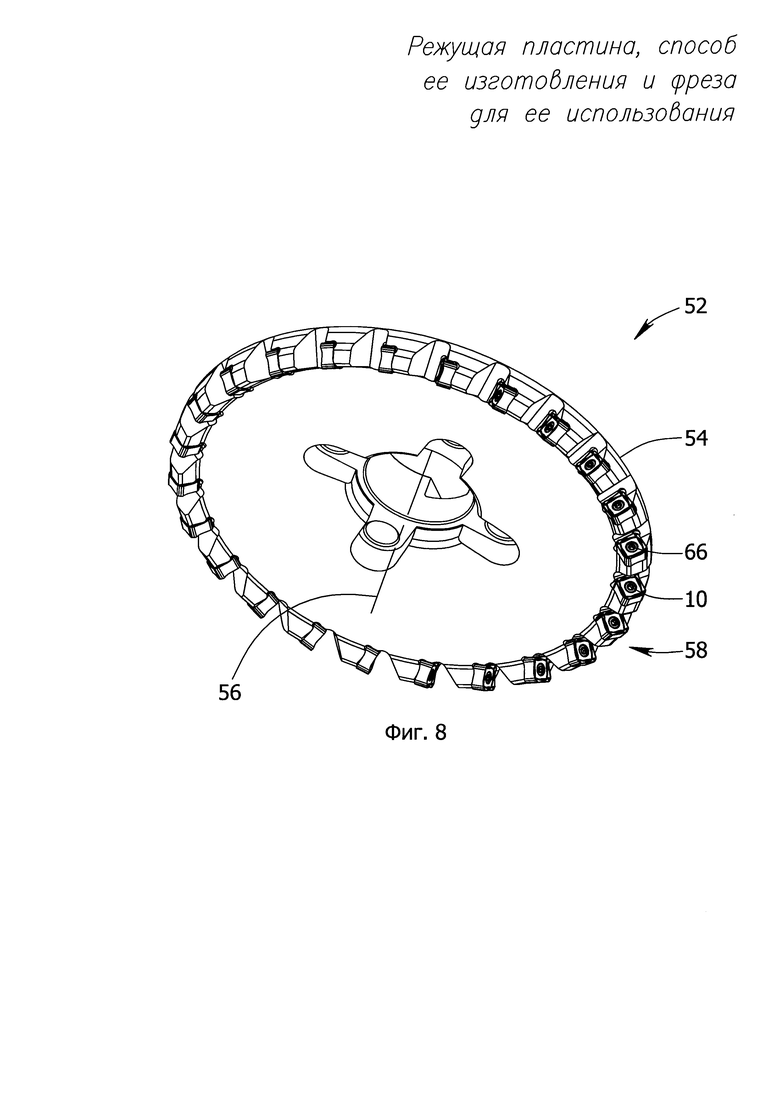
на фиг. 8 изображена в перспективе фреза с большим количеством зубьев, предназначенная для. использования режущей пластины, изображенной на фиг. 1;
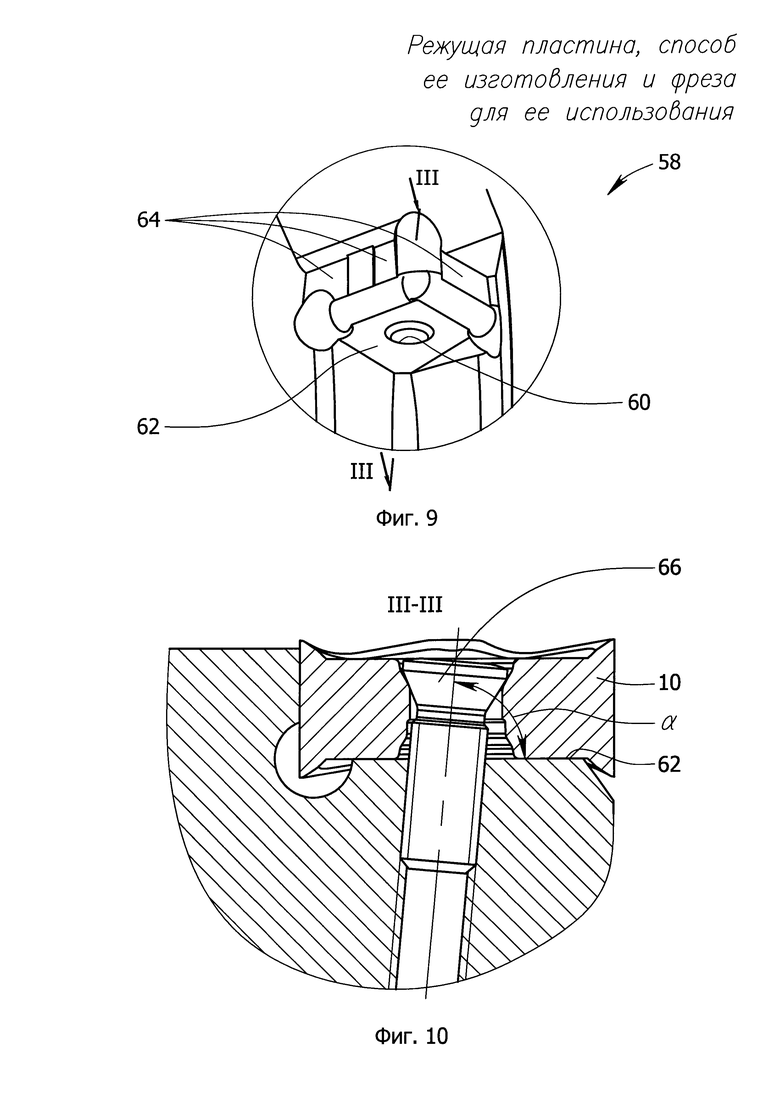
на фиг. 9 изображено в перспективе гнездо, выполненное в корпусе фрезы, изображенной на фиг. 8, для крепления режущей пластины, изображенной на фиг. 1;
на фиг. 10 изображен фрагмент разреза фиг. 8 с закрепленной режущей пластиной, изображенной на фиг. 1;
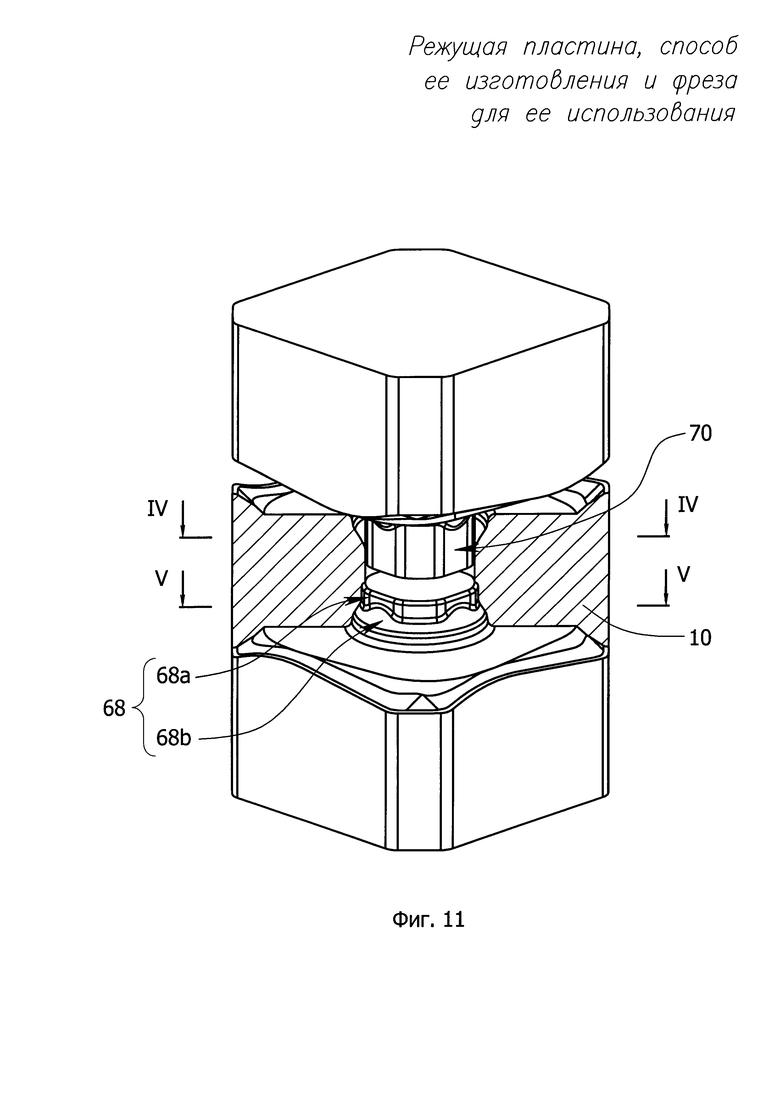
на фиг. 11 схематично изображено расположение пуансонов и прессуемой заготовки режущей пластины, изображенной на фиг. 1;
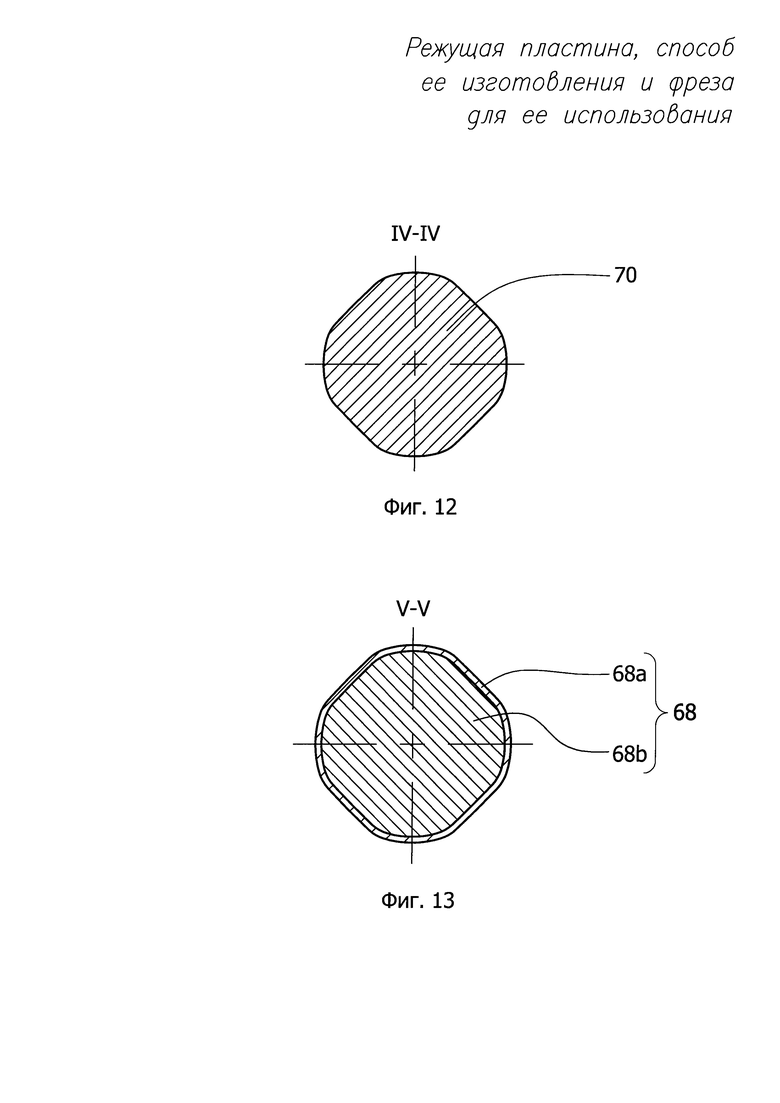
на фиг. 12 и 13 показаны сечения верхнего и нижнего пуансонов, изображенных на фиг. 11.
Детальное описание предпочтительных вариантов изобретения.
Рассмотрим фиг. 1-10, где изображены режущая пластина и фреза для ее использования.
В соответствии с настоящим изобретением предложенная режущая пластина 10 выполнена многогранной и индексируемой. Ее предпочтительно изготавливают путем фасонного или инжекционного прессования и спекания порошков карбидов.
Режущая пластина 10 содержит верхнюю 12 и нижнюю 14 торцовые поверхности, обращенные в противоположных направлениях.
На каждой торцовой поверхности расположены соответственно верхняя 18 и нижняя 20 опорные поверхности и передние поверхности 22 и 24.
Между торцовыми поверхностями 12 и 14 расположены главные боковые 26 и угловые 26а поверхности, на пересечении которых с передними поверхностями образованы главные режущие кромки 28 и 30 и угловые режущие кромки 32 и 34.
Коаксиально центральной оси 16 режущей пластины 10 выполнено крепежное отверстие 36, которое содержит по свой длине, по меньшей мере, три участка первый 38, второй 42 и центральный 40, который в сечении плоскостью I-I, перпендикулярной оси 16 крепежного отверстия 36, имеет некруглую форму.
Два других участка 38 и 42 сопряжены с центральным участком 40 и торцовыми поверхностями 12 и 14 и имеют конусообразную концентрическую форму в направлении центрального участка.
В соответствии с предложенным изобретением отношение центральных углов μ1/μ2, образующих, последовательно чередующиеся первый 46, имеющий форму дуги окружности 46а, описанной вокруг центрального участка 40, и второй 44, являющийся хордой этой окружности, участки центрального участка 40 в сечении плоскостью 1-1, перпендикулярной центральной оси 16, выбрано из диапазона 0,8…1,4, а отношение диаметра окружности 46а, описанной вокруг центрального участка 40 на виде со стороны торцовых поверхностей 12 и 14, к диаметру окружности 46b, вписанной в пространство центрального участка 40 крепежного отверстия 36, выбрано из диапазона 1,06…1,3.
Нижние пределы отношений центральных углов μ1 и μ2 и отношений диаметров описанной вокруг центрального участка 40 крепежного отверстия 56 и вписанный в него окружностей обусловлено минимальной возможностью размещения под углом крепежных винтов 66 и использования их для фрез с максимальным количеством эффективных зубьев,.
Верхние пределы указанных выше соотношений обусловлены необходимостью снижения внутренних напряжений в режущей пластине при ее закреплении, а также необходимостью сохранения прочности режущей пластины и надежности ее закрепления в гнездах корпуса фрезы.
В соответствии с одним предпочтительным исполнением режущей пластины первые 46 участки центрального участка 40 крепежного отверстия 36, имеющие форму дуги окружности 46а, расположены напротив угловых режущих кромок 32 и 34.
В соответствии с другим предпочтительным исполнением режущей пластины 10 первый 38 и второй 42 участки крепежного отверстия 36, расположенные вдоль него, сопряжены со вторыми участками 44 его центрального участка 40 по гиперболе.
В соответствии с другим предпочтительным исполнением режущей пластины центральный участок 40 крепежного отверстия 36 имеет первый 48 и второй 50 участки, расположенные вдоль крепежного отверстия 36, при этом упомянутые первый и второй участки имеют неравное поперечное сечение.
В соответствии с другим предпочтительным исполнением режущей пластины 10 длины L1 и L2 первого 48 и второго 50 участков центрального участка 40 крепежного отверстия 36 не равны.
В соответствии с другим предпочтительным исполнением режущей пластины 10 объемы, ограниченные внутренними поверхностями первого 48 и второго 50 участков центрального участка 40 крепежного отверстия 36 не равны.
Следует заметить, что боковые угловые поверхности 26а режущей пластины 10 могут содержать три участка 26.1,26.2 и 26.3.
Далее рассмотрим фиг. 8-10, на которых изображены конструктивные особенности фрезы, предназначенной для использования режущей пластины 10.
В качестве примера изображена торцовая фреза с большим числом эффективных зубьев. При этом фреза 52 содержит корпус 54 с рабочей поверхностью, расположенной вокруг оси 56.
В корпусе выполнены гнезда 58, имеющие боковые опорные поверхности 64 и опорные поверхности 62, в которых выполнены резьбовые отверстия 60.
В гнездах 58 размешены и закреплены винтами 66 режущие пластины 10, выполненные по одному из предпочтительных исполнений, указанных выше.
В соответствии с одним из предпочтительных исполнений фрезы резьбовые отверстия 60 для крепежных винтов 66 выполнены под углом к опорным поверхностям 62 гнезд 58, что дает возможность использовать предложенные режущие пластины для фрез с большим количеством эффективных зубьев.
Далее рассмотрим особенности способа изготовления режущей пластины 10 по одному из ее предпочтительных исполнений, имеющих различные размеры первого 48 и второго 50 участков центрального участка 40 крепежного отверстия 36.
При этом предложенный способ изготовления режущей пластины 10 включает операции прессования ее заготовки из порошка карбидов с формированием сквозного крепежного отверстия с помощью двух встречно направленных пуансонов 68 и 70.
При этом сквозное отверстие 36 формируют с помощью пуансонов 68 и 70, у которых площади поперечного сечения рабочих частей, формирующих крепежное отверстие, не равны, причем нижний пуансон 68 имеет площадь поперечного сечения больше, чем верхний пуансон 70.
В соответствии с одним предпочтительным исполнением способа используют нижний пуансон 68, состоящий из двух частей 68а и 68b.
Краткое описание работы изобретения.
В качестве примера рассмотрим двухстороннюю квадратную индексируемую режущую пластину с диаметром вписанной окружности 13,5 мм. Она имеет восемь режущих кромок.
Центральный участок 40 ее крепежного отверстия 36 имеет первый 48 и второй 50 участки, расположенные вдоль крепежного отверстия. Причем первый участок 48 при прессовании заготовки режущей пластины 10 является нижним и имеет площадь поперечного сечения больше, чем у второго участка 50.
Это обеспечивает снижение влияния асимметрии жесткостных характеристик прессового оборудования и оснастки, имеющего большую жесткость нижнего участка по сравнению с верхним участком относительно прессуемого изделия, на качество заготовки.
Центральные углы, образующие первый 46 и второй 44 участки центрального участка 40 ее крепежного отверстия 36, соответственно равны μ1=45 град, и μ2=45 град, а их отношение равно 1,0. Отношение диаметров окружности 46а и 46b равно 1,1.
Указанные режущие пластины 10 устанавливают в гнезда 58 торцовой фрезы 52 диаметром 250 мм и крепят винтами 66. При этом описанная в настоящем изобретении конструкция крепежных отверстий позволяет расположить и использовать крепежные винты под углом к опорным поверхностям 62 гнезд 58, равным α=5 град.
Это обеспечивает надежное крепление режущей пластины 10 в гнезде 58 при низких внутренних напряжениях в ней и при максимальном количестве зубьев для данной фрезы и положительном осевом угле резания.
Таким образом, предложенная режущая пластина и конструкция фрезы для ее использования позволяют решить поставленные задачи, обеспечив надежное крепление режущих пластин при низких внутренних напряжениях в них на фрезах с большим количеством зубьев.
Хотя настоящее изобретение было описано с определенной степенью детализации, различные изменения и ее модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛО ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2796918C1 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И ПЛАСТИНА ДЛЯ НЕЕ (ВАРИАНТЫ) | 2014 |
|
RU2584625C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
Режущая пластина содержит верхнюю и нижнюю торцовые поверхности, обращенные в противоположных направлениях. На каждой торцовой поверхности расположены главные и угловые режущие кромки. Коаксиально центральной оси режущей пластины выполнено крепежное отверстие. Оно содержит по свой длине, по меньшей мере, три участка, первый, второй и центральный, который в сечении плоскостью, перпендикулярной оси отверстия, имеет некруглую форму. Два других участка центрального отверстия сопряжены с его центральным участком и торцовыми поверхностями и имеют конусообразную концентрическую форму в направлении центрального участка. Отношение центральных углов, образующих последовательно чередующиеся первый, имеющий форму дуги окружности, описанной вокруг центрального участка, и второй, являющийся хордой этой окружности, участки центрального участка в сечении плоскостью, перпендикулярной центральной оси, выбрано из диапазона 0,8…1,4, а отношение диаметра окружности, описанной вокруг центрального участка на виде со стороны торцовых поверхностей, к диаметру окружности, вписанной в пространство центрального участка крепежного отверстия, выбрано из диапазона 1,06…1,3. Фреза включает корпус с гнездами, в которых размещены и закреплены винтами режущие пластины по одному из исполнений, указанных выше. 2 н. и 6 з.п. ф-лы, 13 ил.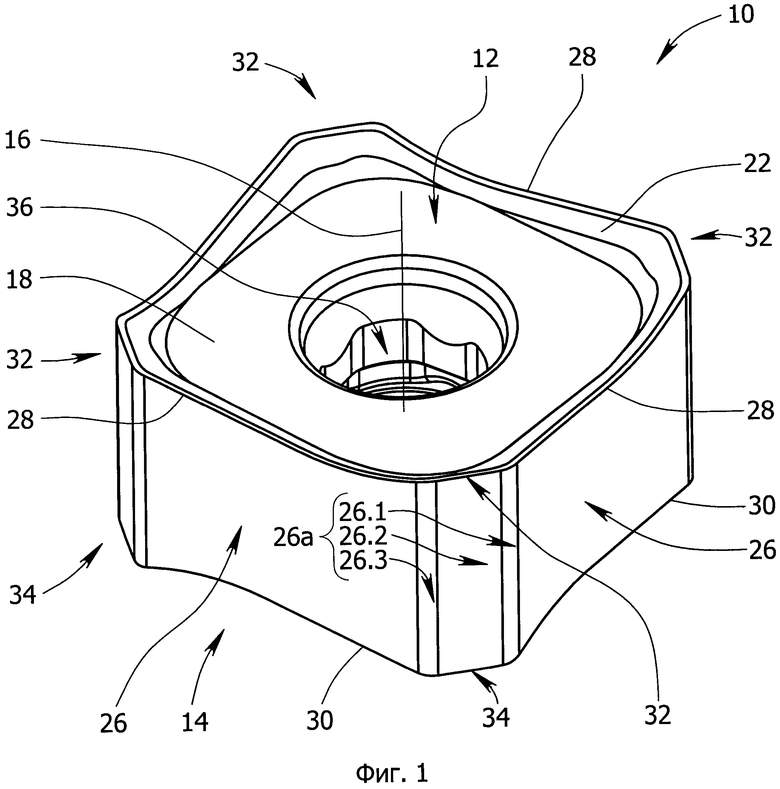
1. Режущая пластина (10), содержащая верхнюю (12) и нижнюю (14) торцовые поверхности, обращенные в противоположных направлениях, при этом на каждой торцовой поверхности расположены соответственно верхняя (18) и нижняя (20) опорные поверхности и передние поверхности (22, 24), между торцовыми поверхностями (12, 14) расположены главные боковые (26) и угловые (26а) поверхности, на пересечении которых с передними поверхностями образованы главные режущие кромки (28, 30) и угловые режущие кромки (32, 34), коаксиально центральной оси (16) режущей пластины (10) выполнено крепежное отверстие (36), которое содержит по свой длине, по меньшей мере, три участка: первый (38), второй (42) и центральный (40), который в сечении плоскостью (I-I), перпендикулярной оси (16) отверстия (36), имеет некруглую форму, а первый и второй участки (38, 42) сопряжены с центральным участком (40) и торцовыми поверхностями (12, 14) и имеют конусообразную концентрическую форму в направлении центрального участка (40), отличающаяся тем, что отношение центральных углов (μ1/μ2), образующих последовательно чередующиеся первый (46), имеющий форму дуги окружности (46а), описанной вокруг центрального участка (40), и второй (44), являющийся хордой этой окружности, участки центрального участка (40) в сечении плоскостью (I-I), перпендикулярной центральной оси (16), выбрано из диапазона 0,8…1,4, а отношение диаметра окружности (46а), описанной вокруг центрального участка (40) на виде со стороны торцовых поверхностей (12, 14), к диаметру окружности (46b), вписанной в пространство центрального участка (40) крепежного отверстия (36), выбрано из диапазона 1,06…1,3.
2. Режущая пластина по п. 1, отличающаяся тем, что первые (46) участки, имеющие форму дуги окружности (46а), расположены напротив угловых режущих кромок (32, 34).
3. Режущая пластина по п. 1, отличающаяся тем, что первый (38) и второй (42) участки крепежного отверстия (36) сопряжены со вторыми (44) участками центрального участка (40) крепежного отверстия (36) по гиперболе.
4. Режущая пластина по п. 1, отличающаяся тем, что центральный участок (40) крепежного отверстия (36) имеет первый (48) и второй (50) участки, расположенные вдоль крепежного отверстия (36), при этом упомянутые первый и второй участки имеют неравное поперечное сечение.
5. Режущая пластина по п. 4, отличающаяся тем, что длины (L1, L2) первого (48) и второго (50) участков центрального участка (40) крепежного отверстия (36) не равны.
6. Режущая пластина по п. 4, отличающаяся тем, что объемы, ограниченные внутренними поверхностями первого (48) и второго (50) участков центрального участка (40) крепежного отверстия (36), не равны.
7. Фреза (52), содержащая корпус (54) с рабочей поверхностью, расположенной вокруг оси (56), в котором выполнены гнезда (58), имеющие боковые опорные поверхности (64) и опорные поверхности (62), в которых выполнены резьбовые отверстия (60), при этом в каждом гнезде (58) размещена и закреплена винтом (66) режущая пластина (10) по одному из пп. 1-6.
8. Фреза (52) по п. 7, отличающаяся тем, что резьбовые отверстия (60) для крепежных винтов (66) выполнены под углом к опорным поверхностям (62) гнезда (58).
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 2008 |
|
RU2453403C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2420372C2 |
| Ящик для хранения пожарного рукава на паровозе | 1925 |
|
SU2354A1 |
| JP 2008183661 A, 14.08.2008 | |||
| WO 2013077443 A1, 22.08.2013. | |||

