Изобретение относится к металлургии и литейному производству, в частности к оборудованию для получения труб, машиностроительных заготовок непрерывным литьем черных и цветных металлов.
Известны устройства для охлаждения непрерывного слитка, содержащие трубу с щелевидными соплами, например, устройство в котором поперечные оси симметрии щелевых сопел расположены по одной образующей трубы, а сопла выполнены с шириной, увеличивающейся по высоте трубы снизу вверх 1.
Известно также устройство для вторичного охлаждения непрерывного слитка, содержащее коллектор с соплами и сетчатый распылитель, в котором сетчатый распылитель выполнен полуцилиндрической формы и установлен от сопел на расстоянии, равном 2-10 диаметров коллектора 23.
Наиболее близким к предлагаемому по техническому существу является устройство вторичного охлаждения усг тановки непрерывной разливки металла, содержащее шагающие балки, которые выполнены в виде решетки, напротив ячеек которой стационарно установлены форсунки для подачи воды Гз.
Недостатком известного устройства является низкая надежность работы. Так, при аварийных прорывах стационарно установленное устройство охлаждения з ал ито жидким металлом и выхогг дит из строя, так как его невозможно быстро отвести от заготовки, причем вода обязательно попадает на жидкий металл. При подаче воды под давлени10ем в форсунку происходит р брызгивание струй, диспергируемых соплом в форме капель. Капли охладителя падают на поверхность горячего слитка, имеющего температуру 950-1100с. Та15кое, жесткое охлаждение приводит к неравномерному теплоотводу на различных участках, возникает пленочное кипение, приводящее к появлению трещин и микротрещин, причем для леги20рованных сталей и спецсталей такое охлаждение недоступно по условиям технологии разливки. При разливке чугуна аналогичным образом протекает процесс неравномерного охлаждения,
25 вызывая ухудшение качества заготовок из-за дефектов в виде микротрещин на поверхности и появления отбела в форме цементита.
Цель изобретения - повышение надежное
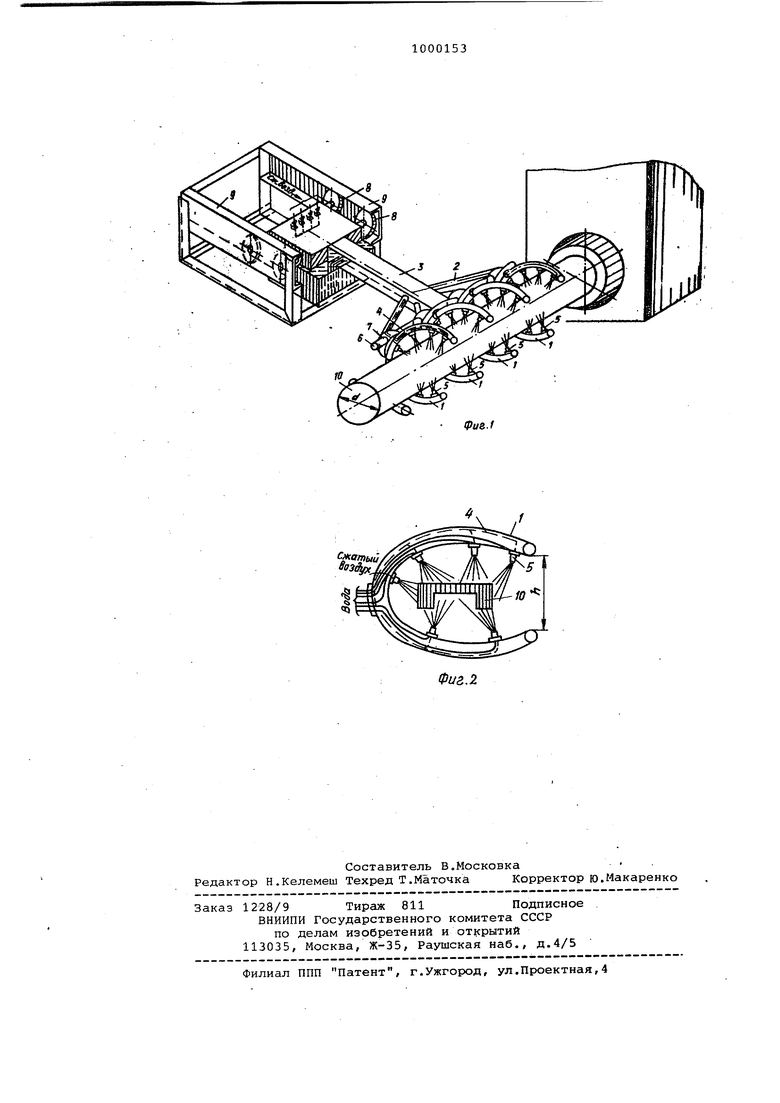
30 ти работы и улучшение качества заготовок. Поставленная цель достигается тем что устройство снабжено штангой, на которой смонтированы секции, при это секции выполнены в виде разомкнутых колец с каналами для подвода воздуха а штанга имеет возможность возвратно поступательного перемещения. Иа фиг,1 показано устройство охла |Дения, аксонометрия; на фиг.2 - секция, вид сбоку. Секции 1 жестко соединены каркасом 2 и закреплены на несущей штанге 3. Каждая секция выполнена в форм овального незамкнутого полукольца с каналом 4 для подвода воздуха к радиально установленньом неравномерно по КОНТУРУ полукольца (например, четыре сверху и две снизу) форсункам 5 Неравномерным размещением форсунок по контуру полукольца достигают боль шего охлаждения верхней части поверх ности заготовки, что способствует смещению жидкой зоны внутри заготовки к -ее центру. Это обеспечивает более равномерный теплоотвод по сечению слитка, что благоприятно сказывается на однородности структуры и прочности отливки. Секции закреплены каркасом на штанге 6 с выполненными в нем пазами 7, позволяющими перемещать их вдоль оси заготовки при подналадке,, Штанга установлена двумя парами спаренных по высоте катков 8 в направляющих 9 опорной рамы, выполненнЕох из швеллера. Каждое полукольцо имеет размер по высоте h, не превышающей 2-2,5 , загот - мак симальньж диаметров отливаемой заготовки 10. При h 2 сЗддд;,. дгот форсунки приб лижены к заготовке и конус раскрытия распыляемой струи охладителя на ее поверхности сужается, не перекрывая соседние участки заготовки. При h 2 ,5d(3n загот. форсунки не обес.печивают перекрытия соседних участков заготовки за счет спадания скорости диспергируемых в виде тумана частиц охладителя. Благодаря предлагаемой конструкции,секций и заданному соотношению размеров удаления фор сунок от поверхности заготовок дости гают эффективного охлаждения по всей поверхности заготовки, причем выполн ние секций в форме незамкнутого полукольца позволяет мгновенно отводит секции от заготовки с помощью передвигаемой на катушках штанги в случае аварийного прорыва жидкого чугуна. Устройство работает следующим образом. При подаче штанги 3 вперед сек- ции 1 надвигаются раствором на заготовку 10 так, что в рабочем положении овальные полукольца устанавливаются по оси захотовки. Включают подачу сжатого воздуха, который по каналу 4 в каждом полукольце подводится к .форсункам 5 и выбрасывается с большой скоростью из их сопел. При этом охлаждающая вода поднимается из коллектора по подводящим трубкам к каж- . дои форсунке автономно и распыляется струей сжатого воздуха на поверхность заготовки. Протекает процесс интенсивного охлаждения, благодаря чему достигают улучшение качества заготовки за счет исключения микротрещин на поверхности и отбела. Р апример, при Непрерывном литье заготовки 3 Д7220,25-10/2 в цехе среднего литья с применением экспериментального устройства вторичного охлаждения достигается снижение брака на 15-20% по трещинам, увеличение производительности литья на 8-12% по сранению с существующей технологией без вторичного охлаждения . По предварительному расчету экономическая эффективность от внедрения устройства по двум установкам УНРЧ-2 за счет снижения брака на 15-20%, повышения производительности в 1,1-1,2 раз дает около 5 руб. на 1 тонне непрерывной заготовки, что при объеме производства б тыс. т чугунного литья составляет экономию порядка 30 тыс. руб. в год. Формула изобретения Устройство вторичного охлаждения установки непрерывной разливки чугуна горизонтального типа, содержащее шагающие балки, выполненные в виде секций с форсунками для подачи воды, отличающееся тем, что, с целью- повышения надежности работы и улучшения качества заготовок, оно снабжено штангой, на которой смонтированы секции, при этом секции выполнены в виде разомкнутых колец с каналами для подвода воздуха, а штанга имеет возможность возвратнопоступательного перемещения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 609592, кл. В 22 D 11/124, 1978. 2.Авторское свидетельство СССР № 692676, кл. В 22 D 11/124, 1980. 3.Авторское свидетельство СССР № 539675, кл. В 22 D 11/12, 1976.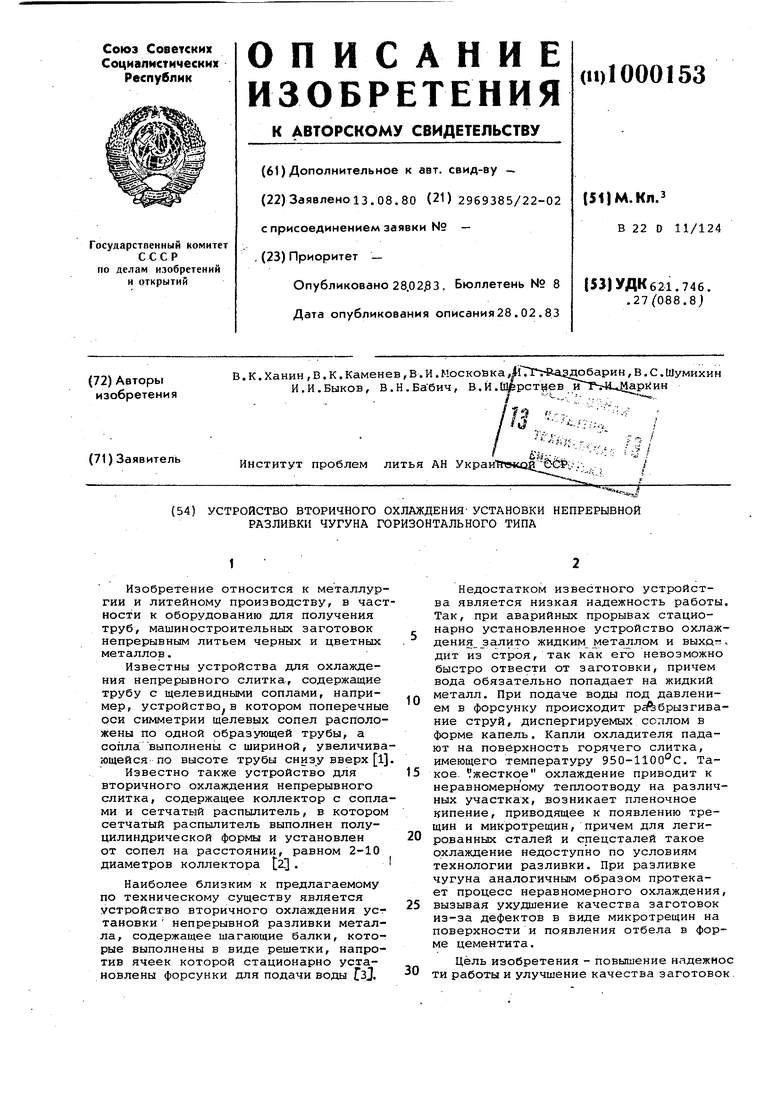
| название | год | авторы | номер документа |
|---|---|---|---|
| Зона вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1526893A1 |
| Способ охлаждения чугунных заготовок фасонного профиля при непрерывном литье | 1980 |
|
SU969435A1 |
| Установка для полунепрерывного литья | 1983 |
|
SU1135539A1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ | 2002 |
|
RU2245757C2 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 2003 |
|
RU2236325C1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |