Изобретение относится к области металлургии, конкретно к машинам непрерывного литья заготовок (МНЛЗ).
Известно устройство вторичного охлаждения машины непрерывного литья заготовок, включающее опорные элементы в виде роликов, сгруппированные в секции и коллекторы вторичного охлаждения с установленными на них форсунками для распыления охладителя, подаваемого на поверхность затвердевающего непрерывнолитого слитка. Форсунки для распыления охладителя располагаются таким образом, что факел охлаждения попадает между роликов.
Недостатком существующей конструкции зоны вторичного охлаждения является то, что при расположении форсунок не учитывают связь между их удалением от охлаждаемой поверхности, шагом роликов и диаметром роликов. Это приводит к тому, что подаваемый на охлаждаемую поверхность распыленный факел охладителя используется неэффективно, при этом площадь поверхности контакта факела охлаждения со слитком снижается, что вызывает переохлаждение слитка в этих местах и последующий разогрев которых приводит к возникновению дефектов, а именно трещин. Техническим результатом данного решения является улучшение качества непрерывнолитой заготовки.
Предлагаемое устройство зоны вторичного охлаждения, расположение форсунок в котором учитывает взаимосвязь между расстоянием от форсунки до охлаждаемой поверхности заготовки с шагом роликов и их диаметром, дает возможность обеспечить равномерное и мягкое вторичное охлаждение непрерывнолитых заготовок при максимальной площади контакта поперечного сечения факела с охлаждаемой поверхностью.
Предлагаемое устройство отличается тем, что форсунки в коллекторах расположены на расстоянии от поверхности заготовки, зависящем от диаметра и шага роликов, определяемом по формуле ,
,
где
L - расстояние от форсунки до заготовки, м;
K -эмпирический коэффициент, зависящий от конструкции зоны и вида охладителя, равный 0,5...2,0;
T - шаг роликов, м;
d - диаметр роликов, м;
α - угол между касательными, проведенными от центра сопла форсунки к роликам (град.).
На чертеже изображена схема охлаждения непрерывнолитой заготовки в зоне вторичного охлаждения.
Непрерывнолитая заготовка 1 опирается на ролики 2, расположенные с шагом T, который может изменяться по длине зоны. Охлаждение осуществляется с помощью форсунок 3, удаленных на расстояние L от охлаждаемой поверхности. Для того, чтобы охлаждение осуществлялось эффективно, необходимо, чтобы весь зазор между роликами был заполнен охладителем.
Из треугольника ABC следует .
.
После несложных преобразований получаем .
.
В общем случае можно в зависимости от конструкции машин (диаметров и шагов роликов), а также типа охладителя эту зависимость представить в следующем виде ,
,
где
K -эмпирический коэффициент, зависящий от конструктивных особенностей машины и типа охладителя, равный К = 0,5... - 2,0.
Пример 1. На вертикальной слябовой МНЛЗ электросталеплавильного производства ОАО "Северсталь" осуществляется непрерывная разливка стали марки ст. 3 в с сечением отливаемых заготовок 200•100 мм. Зона вторичного охлаждения включает шесть последовательно расположенных роликовых секций с установленными на них коллекторами с форсунками для вторичного охлаждения. Охлаждение осуществляется водовоздушной смесью.
Рассмотрим охлаждение на первой роликовой секции, расположенной непосредственно под кристаллизатором (секция "0") - зона Ш2. Диаметр роликов в этой секции равен d = 140 мм, шаг роликов Т=175 мм, тогда воспользовавшись формулой и принимая "К" для слябовых машин в секции "0" равным 0,76, получаем ,
,
при угле раскрытия факела форсунки в вертикальной плоскости α = 9o.
 .
.
Пример 2 выполнения устройства на второй роликовой секции той же МНЛЗ - зона Ш3 при разливке заготовок того же сечения. Диаметр роликов d = 215 мм, шаг роликов Т=280 мм, тогда, воспользовавшись формулой и принимая К = 0,7 в секции N 2 получаем ,
,
при угле раскрытия факела форсунки в вертикальной плоскости α = 15o .
.
Пример 3 выполнения устройства расположения форсунок на третьей роликовой секции этой же машины (зона Ш4).
Диаметр роликов d = 250 мм, шаг роликов Т = 300 мм, тогда, воспользовавшись формулой и принимая К = 0,7 в секции N 3 (зона Ш4), получаем: ,
,
при угле раскрытия факела форсунки по вертикальной оси α = 10o в зоне Ш4.
 .
.
Использование предложенного устройства зоны вторичного охлаждения на вертикальной МНЛЗ электросталеплавильного производства позволило улучшить качество непрерывнолитых слябов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ | 2002 |
|
RU2245757C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 2012 |
|
RU2510805C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Способ охлаждения непрерывно-литого слитка (его варианты) | 1983 |
|
SU1168324A1 |
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
Изобретение относится к области металлургии и предназначено для вторичного охлаждения машины непрерывного литья заготовок. Устройство позволяет улучшить качество непрерывнолитых заготовок за счет более эффективного использования распыленного факела охладителя с охлаждаемой поверхностью. Устройство содержит роликовую секцию и коллекторы с форсунками, которые удалены от охлаждаемой поверхности на расстояние, в зависимости от шага, диаметров роликов зоны и величины угла между касательными, проведенными от центра сопла форсунки к соседним роликам. 1 ил.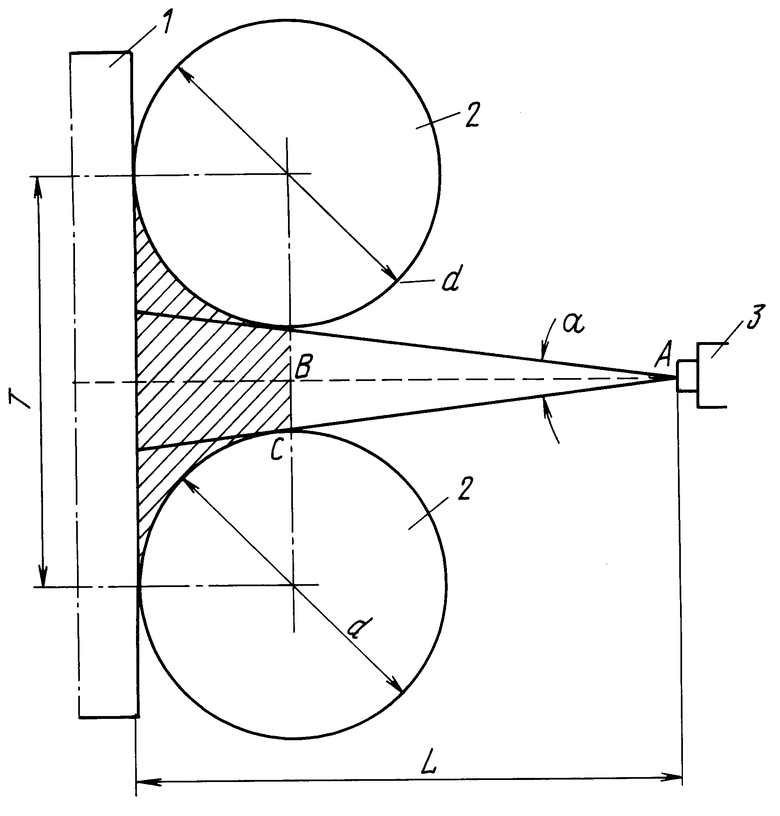
Устройство вторичного охлаждения машины непрерывного литья заготовок, содержащее роликовую секцию с закрепленными на ней коллекторами с форсунками, расположенными между роликами, отличающееся тем, что форсунки в коллекторах расположены на расстоянии от поверхности заготовки, определяемом по формуле
L = K(T+dtg(α/2)-d)/2tg(α/2),
где L - расстояние от форсунки до заготовки, м;
К - эмпирический коэффициент, равный 0,5 - 2,0;
Т - шаг роликов, м;
d - диаметр роликов, м;
α - угол между касательными, проведенными от центра сопла форсунки к соседним роликам, град.
| Нисковских В.М | |||
| и др | |||
| Машины непрерывного литья слябовых заготовок | |||
| - М.: Металлургия, 1991, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |

