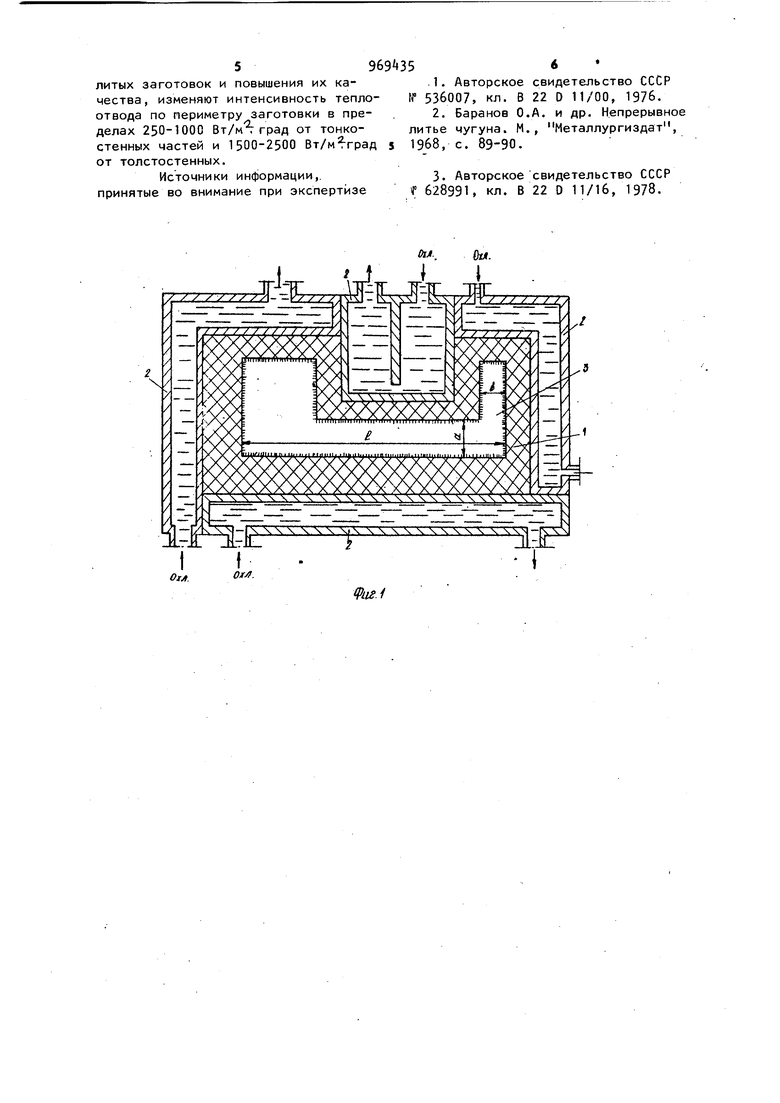
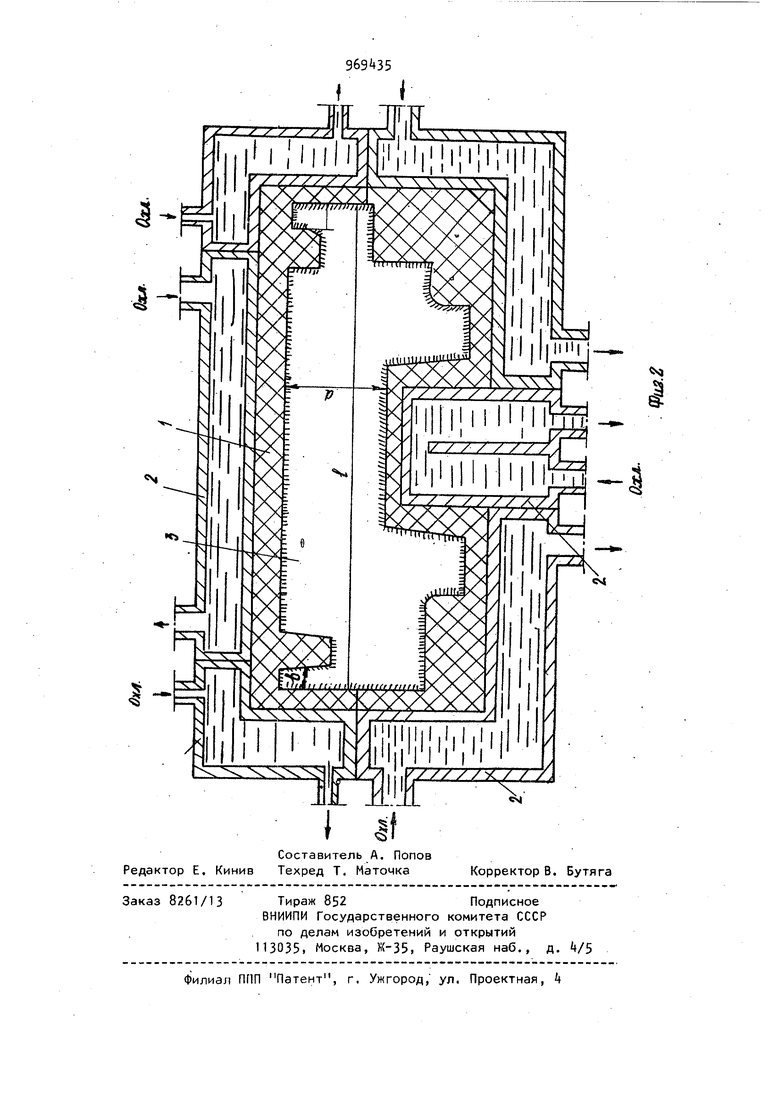
(5) СПОСОБ ОХЛАЖДЕНИЯ ЧУГУННЫХ ЗАГОТОВОК ФАСОННОГО ПРОФИЛЯ ПРИ НЕПРЕРЫВНОМ Изобретение относится к метал- лургии, конкретнее - к управлению процессом разливки металла в горизонтальных машинах непрерывного литья чугуна. Известен способ управления режимом затвердевания непрерывнолитой заготовки, в котором слиток вытягивают со скоростью 0,2-2 мм/с, охлаждая его в кристаллизаторе с интенсивностью 1000-2000 Вт/м.град. Известен также способ получения полых чугунных заготовок, в котором охлаждение наружной поверхности отливки в кристаллизаторе производится с интенсивностью 3500-4000 Вт/м.град а внутренней - 2500-3000 Вт/МГрад 2 Наиболее близким к предлагаемому является способ автоматического упра ления режимом работы кристаллизатора установки непрерывной разливки металлов, заключающийся в TOW, что изменяют конусность а зависимости от ЛИТЬЕ скорости разливки и температуры разливки, по которому дополнительно измеряют температуру поверхности слитка и при отклонении этой температуры от заданного значения соответствующей скорости устойчивой разливки изменяют конусность кристаллизатора в направлении восстановления заданной температуры поверхностного слоя на выходе из кристаллизатора З. Существенным недостатком известного способа является невозможность обеспечения теплового режима кристаллизатора при получении слитка фасонного профиля, особенно при непрерывном литье заготовок с развитой разностенной поверхностью. При поддержании температуры на заданном уровне для всей разностенной поверхности одинаковой и равной участках профиля с утоньшенным сечением, например ребра, получают отливку с отбелом чугуна недопустимой 39 величины. При этом качество отливаемой заготовки ухудшается вследствие получения неоднородной структуры металла вдоль профиля с развитой поверхностью. Таким оброзом, известный способ управления тепловым режимом кристаллизатора изменением конусности пригоден только для литья слитков и заготовок одного профиля без развитой поверхности. При этом номенкла тура отливаемых изделий существенно сужается. Цель изобретения - расширение номенклатуры литых заготовок, получаемых непрерывным способом, за счет включения изделий с развитой разностенностью и повышение качества от ливок.. Поставленная цель достигается тем что в способе, включающем различный теплоотвод от различных участков заготовки, изменяют интенсивность тепл отвода по периметру заготовки в пределах 250-1000 Вт/м град от тонкостенных частей и 1500-2500 Вт/м . град от толстостенных. На фиг. 1 показан графитовый крис таллизатор для отливки станочной на правляющей, сечение; на фиг, 2 - то же, для отливки заготовки со сйюжным профилем. Кристаллизатор 1 содержит охлаждающие секции 2 для охлаждения заготовки 3 с развитой разностенностью В этом случае скорость затвердевания тонких частей заготовки уменьшаю до,О,«-0,5 мм/с за счет снижения интенсивности теплообмена до 400 300 град путем уменьшения потока охладителя через охлаждающую. секцию 2. Контроль интенсивности охлаждения в заданных пределах производят по показаниям термопар, горячие спаи которых установлены в характерных зонах графитового кристаллизатора. При этом, в зонах, соответствующих тонкостенным участкам за готовки, температуру увеличивают с k5Q-5SQ до 650-750°С, а толстостенным - снижают с 950-1050 до 750850°С. Таким образом, изменяя интенсивность теплоотвюда путем диф()еренциро ванного охлаждения, достигают изменения интенсивности теплоотвода в пределах от 2500 до 250 Вт/м -град в зависимости от профиля и величины разностенности заготовки. 5 При управлении тепловым режимом по известному способу температура частей графитового кристаллизатора, соответствующих толстостенным и тонкостенным участкам заготовки, практически не регулируется, так как теплоотвод производится с одинаковой интенсивностью от всей поверхности заготЬвки. В результате тонкие части переохлаждаются с образованием отбеленногб слоя. В то же время толстостенные части профильной заготовки затвердевают значительно медленнее, с образованием ферритоперлитной структуры, чугуна. Таким образом, получаетсянеоднородное строение литого материала различных частей заготовки, что существенно снижает ее качество. Предлагаемый способ реализуется на примере управления тепловым режимом кристаллизатора с графитовой втулкой для вытягивания заготовки KCOt51 30B со сложным профилем. Габариты заготовки: CL 100 мм; f 20-22 мм; 6 270 мм (фиг. 2).. В процессе вытягивания температуру чугуна в металлоприемнике поддерживают на уровне 1350 С. Скорость вытягивания заготовки - 0,30 м/мин. При этом интенсивность охлаждения графитовой втулки в местах, соответтонкостенным частям заготовствующихсоставляет не более 300 Вт/м-град, ки а в толстостенных частях -1500 Вт/м град. В результате применения такой интенсивности охлаждения средняя скорость затвердевания металла в кристаллизаторе составляет около 0,5 мм/с. Анализ полученного литого материала заготовки показывает, что толщина дефектной зоны составляет всего 23 мм, в то время как ранее она достигала 6-7 мм. Практически устранен отбел и получена однородная структура чугуна по сечению отливки. При этом количество перлита в поверхностной зоне . Форма включений графита - Гф 2; Гф 4. Твердость литого материала составляет 190-200 НВ. Формула изобретения Способ охлаждения чугунных заготовок фасонного профиля при непрерывном литье, включающий различный тепло-отвод от различных участков заготовки,отличающийся тем, что, с целью расширения номенклатуры
5363 35
литых заготовок и повышения их ка-1. Авторское
чества, изменяют интенсивность тепло-№ 536007, кл. В
отвода по периметру заготовки в пре-. 2. Баранов О,
делах 250-1000 Вт/м г град от тонко-литье чугуна. М,
стенных частей и 1500-2500 BT/M frpaA5 1968, с. 89-90. от толстостенных.
Источники информации,.3. Авторское
принятые во внимание при экспертизеi|° 628991, кл. В
свидетельство СССР 22 D 11/00, 1976. А. и др. Непрерывное , Металлургиздат,
свидетельство СССР 22 D 11/16, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для горизонтальных установок непрерывного литья чугуна | 1980 |
|
SU954157A1 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| Кристаллизатор для непрерывного горизонтального литья металлов и сплавов | 1983 |
|
SU1109244A1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного литья чугуна | 1983 |
|
SU1087249A1 |
| Способ непрерывного горизонтального литья металлов и сплавов | 1980 |
|
SU1011329A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2101129C1 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1107955A1 |
| Кристаллизатор с теплопроводным слоем для горизонтального и наклонного непрерывного литья и материал теплопроводного слоя | 1982 |
|
SU1096021A1 |
.гт.
/ X /X х/1к7
ч ч
; 1 ч ч N -
a-F
