(54) СПОСОБ .ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| ГЕНЕРАТОР УНИПОЛЯРНЫХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2203785C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Датчик касания электродов | 1977 |
|
SU618235A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Импульсный лазер на парах веществ | 1986 |
|
SU1145496A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ УДАЛЕНИЯ КАТОДНЫХ ОТЛОЖЕНИЙ ПОСРЕДСТВОМ БИПОЛЯРНЫХ ИМПУЛЬСОВ | 2002 |
|
RU2286233C2 |
I Изобретение относится к электро химической и электрофизической ботке металлов, в частности к способам электрохимической размерной обработки крупногабаритных изделий. Известны способы электрохимической размерной обработки , когда на катод-инструмент и анод-изделие подают переменный измерительный ток низкого напряжения, по которому фик сируют корот1 ое замыкание электродов 1.Недостатком данного способа яв- ляется непригодность для регулирова ния зазора при обработке крупногаба ритных изделий, тем более при обработке одновременно несколькими независимыми, катодами-инструментами из-за значительного электродного потенциала, вызванного поляризацией и промышленными помехами на фоне по лезного сигнала. Известен также способ электрохимической обработки изделия-анода с питанием импульсным технологическим током и подачей на электроды постоянного управляющего тока напряжением, составляющим 80 - 120% от потенциала разложения анода-изделия, и вьщелением суммированного управляющего сигнала Г 2 . , Однако известный способ характеризуется недостаточной точностью . регулирование зазора при обработке крупногабаритных изделий из-за наличия значительного паразитного потенциала, возникакнцего в результате электролиза. Цель изобретения - повышение точности регулирования путем уменьшения паразитного потенциала электродов. Поставленная цель достигается тем, что согласно способу электрохимической размерной обработки анодаизделия с питанием импульсным технологическим током и подачей на. электроды постоянного управляющего тока напряжением, составляющим 80 120% от потенциала разложения анодаизделия, и выделением суммированного управляющего сигнала при обработке двумя и более катодами-инструментами на катоды-инструменты дополнительно подают переменный управляющий ток напряжением, также составляющим 80 120% от двойного потенциала разложения анода-изделия.
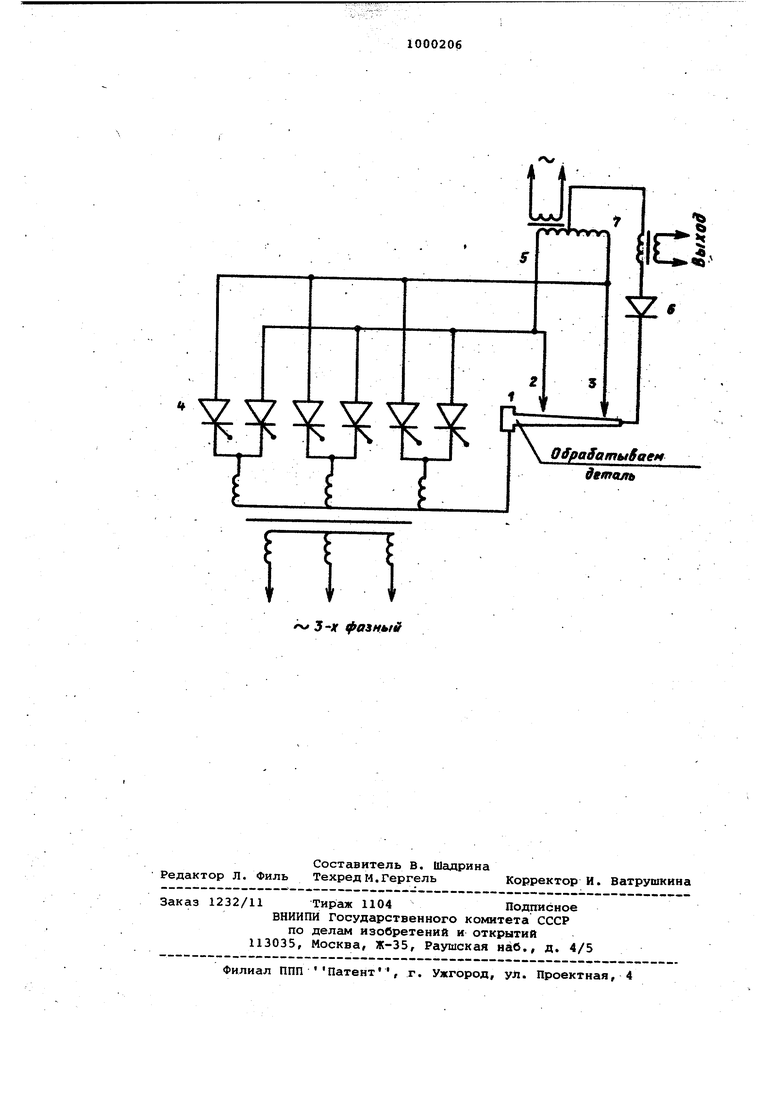
На чертеже привелена схема осуществления предлагаемого способа регулирования межэлектродного зазора
Крупногабаритную деталь 1 обрабатывают двумя вибрирующими в противофазе катодами-инструментами 2 и 3.
Технологический ток от импульсного источника питания подают на электроды через выпрямитель 4 синхронно вибрации катодов таким образом, чтобы в момент контактирования электродов напряжение в импульсе падало. На вибрирующие катоды 2 и 3 дополнительно подают переменный ток от управляющего трансформатора 5 напряжением, составляющим 80 - 120% от двойного потенциала разложения анода.
Положительный полюс общей точки трансформатора 5 через диод 6 и трансформатор 7 тока подают на единый анод- деталь и через трансформатор тока 7 вьзделяют суммированный управляющий сигнал.
Механическое контактирование с деталью любого катода сопровождается суммирова нием тока на трансформаторе тока. При этом мощность вьзделенного сигнала зависит от продолжительности контактирования анода с одним или двумя катодами. .Сигнал после вьщеления выпрямляется, интегрируется, усиливается и подается на исполнительный электродвигатель, поддерживающий зазор на заданном уровне контактирования.
Переменное напряжение, подаваемое на катоды, понижает паразитную ЭДС поляризации.
Способ осуществляют на станке для ЭХО поверхностей до 1000 см. Обработку турбинных лопаток с поверхностью 840 см проводят двумя изолированными вибрирующими в противофазе катодами-инструментами с амплитудой вибрации 0,2 мм, частотой 16 Гц и питанием каждого своим выпрямителем.
При этом на катоды подают переменный ток напряжением 3,5 В, а на анод относительно катодов - постоянный ток напряжением 1,7 В. С трансформатора тока вьщеляется сигнал, управляющий подачей электродов, мощностью 1,0-10 Вт в зависимости от времени,их контактирования.
Выделенный сигнал выпрямляется, интегрируется, усиливается и подает ся на исполнительный электродвигатель автоматического регулятора подачей электродов, который в зависимости от времени контактирования электродов сдвигает или раздвигает последние до заданного значения выходного сигнала, который определяет допустимое значение рабочего зазора.
0 Уменьшить паразитный потенциал можно дополнительной подачей на катоды переменного управляющего тока напряжением, составляющим 80-120% от двойного потенциала разложения
5 анода, а на катод и анод - постоянного тока низкого напряжения.
При использовании изобретения на одном станке для электрохимической обработки за счет более точного
0 регулирования зазора, обусловленного уменьшением явления поляризации .элекр
электродов, производительность труда повышается на 3-5%.
Формула изобретения
Способ электрохимической размерной обработки анода-изделия с питанием импульсным технологическим током, согласно которому на электроды подают постоянный управляющий ток напряжением 80-120% от потенциала разложения анода-изделия и вьщеляют
5 суммированный управляющий сигнал, отличающийся тем, что, с целью повышения точности регулирования межэлектродного зазора при обработке двумя и более катодами0 инструментами, на катоды-инструменты дополнительно подают переменный управляющий ток, напряжение которого составляет 80-120% от двойного потенциала разложения анода-изделия.
5
Источники информации,
принятые во внимание при экспертизе
3-ДГ фазный
