Настоящее изобретение относится к способу электрохимической размерной обработки электрически проводящего обрабатываемого изделия в электролите путем приложения биполярных электрических импульсов между обрабатываемым изделием и электрически проводящим электродом, при этом один или большее число униполярных импульсов напряжения с соответствующей размерной обработке полярностью чередуется с импульсами напряжения противоположной полярности в то время, как между обрабатываемым изделием и электродом поддерживается зазор, который заполнен электролитом.
Кроме того, настоящее изобретение относится к установке для электрохимической размерной обработки электрически проводящего обрабатываемого изделия в электролите путем приложения биполярных электрических импульсов между обрабатываемым изделием и электродом, при этом один или большее число импульсов напряжения с соответствующей размерной обработке полярностью чередуется с импульсами напряжения противоположной полярности в то время, как между обрабатываемым изделием и электродом поддерживается зазор, который заполнен электролитом.
Электрохимическая размерная обработка представляет собой процесс, в котором электрически проводящее обрабатываемое изделие растворяется в месте расположения электрода при подаче электролита и электрического тока. Для этой цели электрод располагается вблизи обрабатываемого изделия, и в то время как в зазор между обрабатываемым изделием и электролитом подается электролит, через обрабатываемое изделие, электролит и электрод пропускается сильный ток, при этом обрабатываемое изделие является положительным по отношению к электроду. Ток подается в виде импульсов размерной обработки, имеющих заданную амплитуду и длительность. В промежутках между импульсами размерной обработки обновляется электролит. При рабочих условиях обрабатываемое изделие растворяется, таким образом увеличивая величину зазора между обрабатываемым изделием и электродом. Для компенсации этого электрод и обрабатываемое изделие перемещаются по направлению друг к другу с заданной скоростью подачи, в результате чего электрод образует углубление или, возможно, отверстие в поверхности обрабатываемого изделия, при этом углубление или отверстие имеет форму, соответствующую форме электрода. Этот способ может быть использован, например, для получения углублений или отверстий сложной формы или для формования твердых металлов или сплавов. Точность копирования, с которой форма углубления или отверстия в обрабатываемом изделии соответствует форме электрода, является важной для получения качественного результата.
Способ осуществления электрохимической размерной обработки, в котором используются биполярные импульсы напряжения, известен из патента США 5833835. Импульсная компонента с полярностью, противоположной полярности импульсов размерной обработки, используется для удаления отложений с фронтальной поверхности электрода. Амплитуда импульсов противоположной полярности ограничивается условием износа поверхности электрода. Это условие проверяется путем осуществления исследования, основывающегося на значении поляризационного напряжения между обрабатываемым изделием и электродом после прекращения подачи импульсов размерной обработки.
Недостаток известного способа заключается в том, что процесс удаления катодных отложений не контролируется, поскольку не существует доступной в системе информации об уровне катодных отложений. По этой причине является возможным, что поверхность катода не очищается полностью, что приводит к отклонениям в действительной геометрической форме катода. Это приводит к ухудшению точности электрохимической размерной обработки.
Задачей настоящего изобретения является создание способа для повышения точности и эффективности электрохимической размерной обработки с помощью усовершенствованного способа определения катодных отложений с последующим управляемым удалением этих отложений с фронтальной поверхности электрода.
Способ по настоящему изобретению отличается тем, что включает в себя стадии:
- осуществления измерения первого значения рабочего параметра, который зависит от чистоты фронтальной поверхности электрода, причем указанное первое значение соответствует чистой фронтальной поверхности электрода;
- осуществления измерения второго значения рабочего параметра в промежутке между униполярными импульсами напряжения размерной обработки после приложения по меньшей мере одного униполярного импульса напряжения размерной обработки;
- осуществления вычисления расхождения (отклонения) между первым значением и вторым значением рабочего параметра;
- приложения по меньшей мере одного импульса напряжения противоположной полярности только после того, как вычисленное расхождение становится отличным от нуля.
В соответствии с технической особенностью настоящего изобретения осуществляется измерение первого значения рабочего параметра, соответствующего условию чистой поверхности электрода, и в дальнейшем оно используется в качестве эталонного значения для определения уровня катодных отложений. Понятно, что после приложения импульсов размерной обработки на фронтальной поверхности электрода образуются отложения. Это явление становится особенно ярко выраженным в условиях сложного удаления продуктов химических реакций, имеющего место в зазоре. Отложения, образующиеся таким образом, включают в себя, в основном, гидраты и оксиды химических элементов, присутствующих в обрабатываемом изделии. Механизм формирования отложений и их удаления при биполярной электрохимической размерной обработке является следующим. Понятно, что металлы, например Fe, Ni, Al, Ti, Cr, при электрохимической размерной обработке различных типов металлов ионизируются в водных растворах солей. Эти ионизированные металлы переносятся с помощью потока электролита в непосредственной близости от катода, где они образуют оксиды, гидроксиды и соли, например, Fe(OH)3, Cr(OH)3, Ni(OH)2, Al(OH)3, FeOH(NO3)2, Fe(OH)2NO3. Эти композиции в дальнейшем приводят к образованию положительно заряженных коллоидов вроде [mFe(OH)3nFe3+(n-x)OH-]z+. Соответствующие химические реакции представляют собой базовые сведения, известные специалисту в данной области. Когда эти коллоиды достигают поверхности катода, они осаждаются там в виде катодных отложений. Главными физическими процессами для формирования катодных отложений являются электрофоретический перенос положительно заряженных частиц и их дальнейшая адсорбция на поверхности катода. В биполярном режиме на поверхности катода происходят анодные процессы, когда к зазору прикладываются импульсы напряжения противоположной полярности. Этот процесс характеризуется интенсивным образованием кислорода в соответствии с реакцией:
2H2O-4e → O2+4H+
Образование кислорода приводит к удалению отложений с поверхности катода, во-первых, посредством механического разрушения слоя отложений. Во-вторых, вблизи катода образуется кислота (кислая среда) со значением pH порядка 1-2. Под действием образующейся таким образом кислоты на поверхности катода происходят несколько химических реакций, приводящих к дополнительному удалению отложений. Таким образом, фронтальная поверхность катода очищается в результате механического воздействия образования кислорода, сопровождающегося химическим растворением отложений в образующемся слое кислоты.
Химический и фазовый состав катодных отложений определяется материалом обрабатываемого изделия (анода) и может отличаться от материала электрода (катода). Таким образом, свойства катода меняются, если на поверхности катода появляются отложения с отличающимся элементным составом. Путем выбора соответствующего свойства катода в качестве рабочего параметра образование отложений может детектироваться. Это дает возможность для получения информации об уровне (степени) формирования отложений на фронтальной поверхности электрода. Таким образом, получают количественную информацию об уровне катодных отложений путем осуществления on-line измерений рабочего параметра и путем сравнения измеренного значения с эталонным значением, соответствующим чистой поверхности катода. Эта информация используется в способе по настоящему изобретению для осуществления удаления катодных отложений аккуратным и управляемым образом посредством приложения импульсов напряжения противоположной полярности в том случае, если возникает различие между первым значением и вторым значением рабочего параметра. Амплитуда, продолжительность нарастания (т.е. наклон) импульса и длительность импульсов противоположной полярности выбираются таким образом, что для заданной величины зазора имеет место интенсивное образование кислоты вблизи фронтальной поверхности катода, и толщина кислотной области является достаточной для растворения отложений и для удержания растворенных отложений в электролите. Пример таких рабочих условий достигается для продолжительности нарастания импульса не более 2 мксек, результирующего значения плотности тока в зазоре по меньшей мере 1000 А/см2, длительности импульса в пределах от 5 до 20 мксек.
Один из вариантов воплощения способа по настоящему изобретению отличается тем, что если вычисленное расхождение между первым значением и вторым значением рабочего параметра является большим, чем определенное a-priori третье значение, то после каждого последующего униполярного импульса напряжения размерной обработки в течение некоторого числа повторений следует импульс напряжения противоположной полярности. С точки зрения эффективности электрохимического процесса предпочтительным является определение порога, при котором должно быть предпринято некоторое действие для удаления катодных отложений. Этот порог количественно определяется с помощью третьего значения рабочего параметра. В случае, когда детектируется, что этот порог превзойден, система переключается в другой режим, когда униполярные импульсы размерной обработки чередуются с импульсами противоположной полярности в течение некоторого числа повторений. Это число повторений может быть задано предварительно в соответствии с эмпирически установленным значением, зависящим от третьего значения рабочего параметра. Является также возможным, чтобы приложение импульсов напряжения противоположной полярности прекращалось, когда детектируется, что значение рабочего параметра достигает предварительно заданного значения выключения или отсечки.
Еще один вариант воплощения способа по настоящему изобретению отличается тем, что если вычисленное расхождение остается большим, чем третье значение, после приложения указанного числа повторений, длительность импульса для импульсов напряжения обратной полярности увеличивается на предварительно заданное приращение. Этот технический признак основывается на понимании того, что эффективность удаления катодных отложений представляет собой интегральный эффект, зависящий как от рабочих условий электрохимического процесса, вроде величины зазора и потока электролита, с одной стороны, так и амплитуды и длительности прикладываемого импульса напряжения противоположной полярности, с другой стороны.
Еще один вариант воплощения способа по настоящему изобретению отличается тем, что значение электродного потенциала для фронтальной поверхности электрода выбирается в качестве рабочего параметра. Этот технический признак основывается на понимании того, что химический и фазовый состав катодных отложений определяется материалом обрабатываемого изделия (анода) и может отличаться от материала электрода (катода). Таким образом, электродный потенциал изменяется, если на поверхности катода появляются отложения с отличающимся элементным составом. Это дает возможность для получения информации о формировании отложений на фронтальной поверхности электрода. Путем измерения потенциала катода перед электрохимической размерной обработкой или в течение первой серии импульсов размерной обработки определяется значение катодного потенциала, соответствующее поверхности без отложений. Когда на поверхности катода из-за описанных выше процессов образуются отложения, абсолютное значение катодного потенциала изменяется. Путем осуществления периодических измерений катодного потенциала является возможным определение количества образовавшихся отложений. Измерения предпочтительно осуществляются в одном из промежутков между импульсами размерной обработки. Кроме того, является возможным установление предварительно заданного допустимого расхождения между начальным значением катодного потенциала и реальным измеренным значением. Оно определяет допустимые пределы геометрической формы фронтальной поверхности катода. В случае, когда вычисленное расхождение является большим, чем предварительно заданное допустимое расхождение, прикладываются импульсы противоположной полярности. Подробности будут объясняться дальше со ссылками на фигуры.
Еще один вариант воплощения способа по настоящему изобретению отличается тем, что в области, соответствующей промежутку между униполярными импульсами напряжения размерной обработки, вычисляется площадь под кривой электродного потенциала, и эта площадь выбирается в качестве рабочего параметра. Этот выбор рабочего параметра является предпочтительным для условий электромеханической размерной обработки с большим потоком электролита или для небольших путей движения электролита, или для больших величин зазора. В этих случаях рабочие условия не являются благоприятными для образования катодных отложений на высоком уровне, приводя к незначительным изменениям значения катодного потенциала. Более чувствительным является детектирование формирования катодных отложений путем анализа кривой электродного потенциала. Дополнительные подробности будут приведены со ссылками на фигуры.
Еще один вариант воплощения способа по настоящему изобретению отличается тем, что в качестве рабочего параметра выбирается абсолютное значение первой гармоники Фурье-образа импульса катодного потенциала. Этот технический признак основывается на понимании того, что абсолютное значение первой гармоники Фурье-образа (преобразования Фурье) представляет собой непосредственную меру высоты катодных отложений на поверхности электрода. В дополнение к этому, понятно, что для очень коротких промежутков между импульсами с полярностью, соответствующей размерной обработке, коэффициенты в преобразовании Фурье являются более чувствительными к катодным отложениям, чем абсолютное значение катодного потенциала. В дополнение к этому является возможным отслеживать реальное значение первой гармоники Фурье-образа и использовать его в качестве параметра управления системой для предотвращения износа электрода. Этот технический признак основывается на понимании того, что значение первой гармоники имеет положительный знак в том случае, когда генерируются катодные отложения. В случае, когда поверхность электрода растворяется в результате приложения импульсов обратной полярности, знак первой гармоники Фурье-образа изменяется с плюса на минус. По этой причине путем отслеживания абсолютного значения первой гармоники и/или ее знака является возможным осуществление очистки поверхности электрода от катодных отложений, не вызывая износа электрода.
Еще один вариант воплощения способа по настоящему изобретению отличается тем, что для коротких промежутков между униполярными импульсами напряжения размерной обработки в области, соответствующей промежутку между униполярными импульсами напряжения размерной обработки, вычисляют наклон кривой электродного потенциала, и указанный наклон выбирается в качестве рабочего параметра. Обнаружено, что значение катодного потенциала не стабилизируется между импульсами размерной обработки в случае высокочастотной электромеханической размерной обработки. По этой причине является предпочтительным использование количественной характеристики изменения кривой электродного потенциала. Эта количественная характеристика представляет собой наклон (крутизну) кривой, описываемой уравнением:
где φi представляет собой значение электродного потенциала в момент времени i после выключения импульса напряжения размерной обработки.
Путем выбора эквидистантных интервалов времени для измерения соответствующих значений электродного потенциала с целью определения наклона кривой управление процессом может быть дополнительно упрощено.
Способ по настоящему изобретению улучшает точность копирования при электрохимической размерной обработке благодаря тому факту, что геометрическая форма электрода сохраняется по существу неизменной. Таким образом, эффективность способа может быть повышена примерно на 20% благодаря понижению сопротивления зазора, а получаемое качество поверхности обрабатываемого изделия улучшается на один класс.
Эти и другие аспекты настоящего изобретения будут обсуждаться далее со ссылками на фигуры.
Фиг.1 представляет собой схематический вид установки для электромеханической размерной обработки.
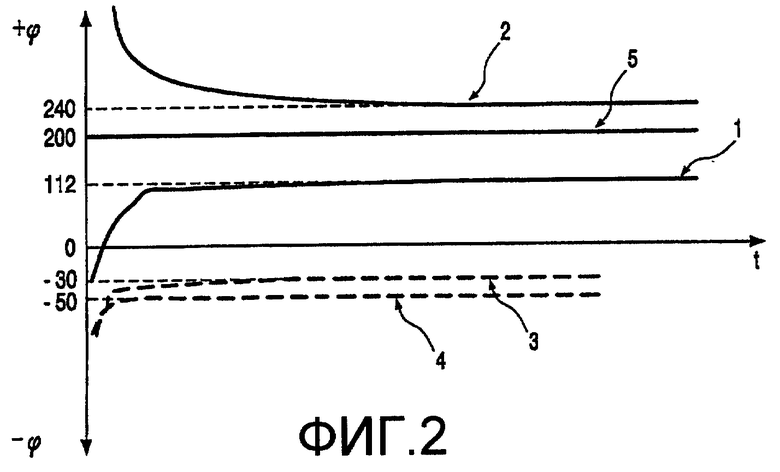
Фиг.2 изображает характерные кривые катодного потенциала для различных металлов.
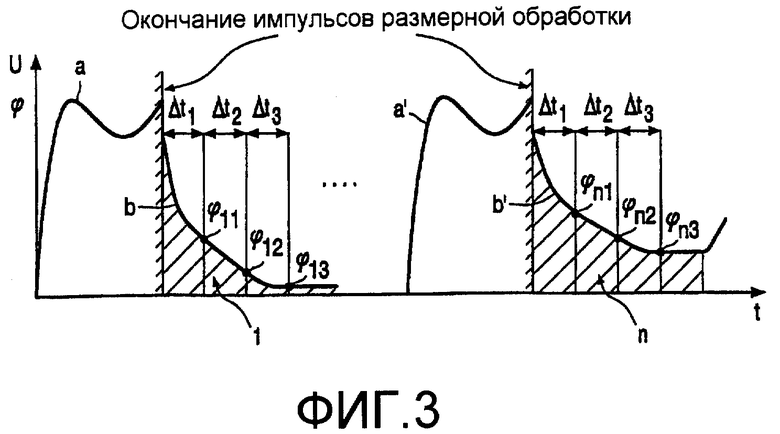
Фиг.3 схематически изображает значение электродного потенциала как функцию времени.
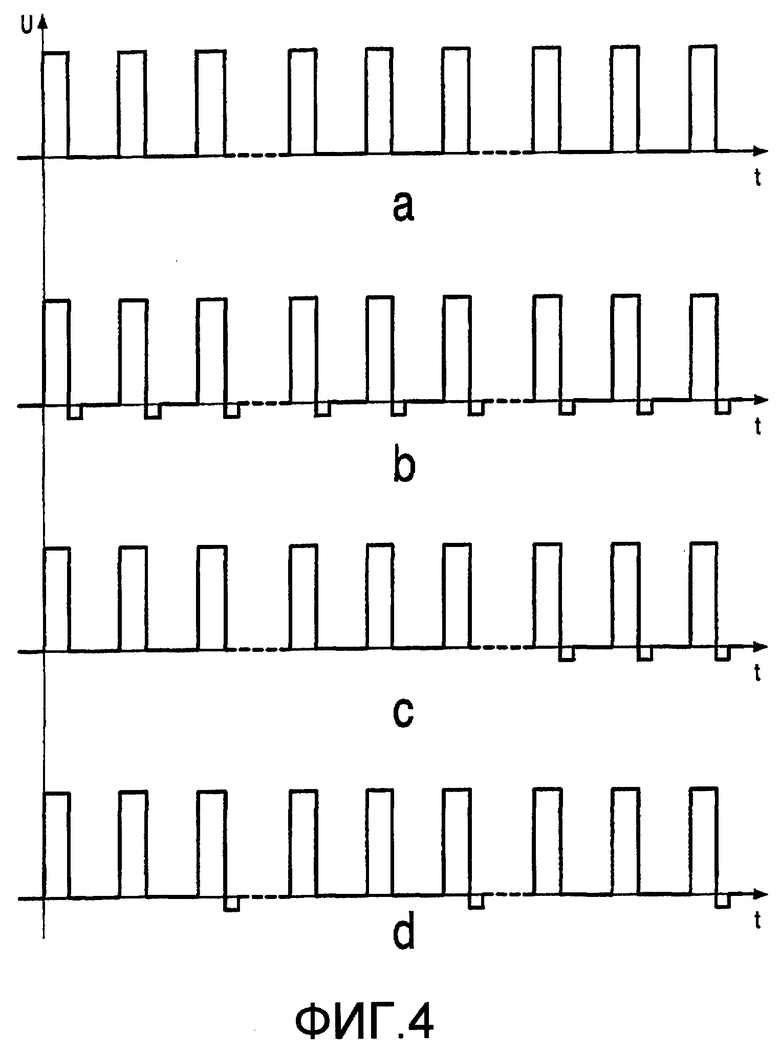
Фиг.4 представляет возможные режимы приложения напряжения противоположной полярности к зазору.
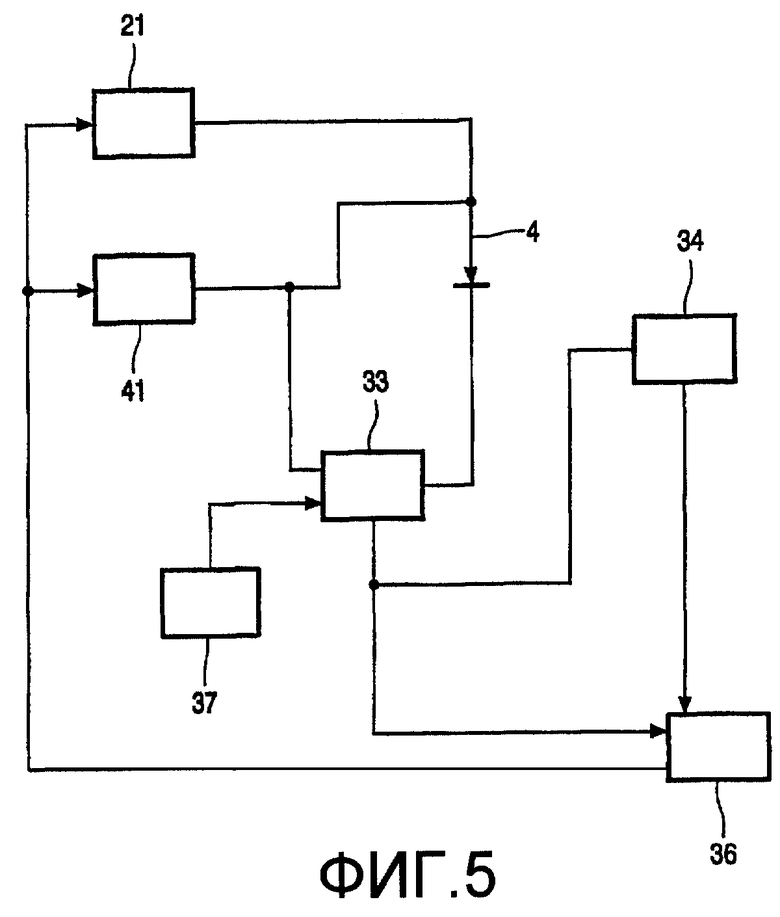
Фиг.5 представляет собой функциональную блок-схему средств управления процессом.
Фиг.1 представляет собой схематический вид установки 1 для электрохимической размерной обработки электрически проводящего обрабатываемого изделия 2 посредством электрода 3. Установка 1 содержит основание 6 для позиционирования обрабатываемого изделия 2, держатель 7 для позиционирования электрода 3 и исполнительный механизм 8 для перемещения держателя 7 и основания 6 по отношению друг к другу. Основание 6 и исполнительный механизм 8 устанавливаются на станине 9, имеющей жесткую конструкцию, чтобы сделать возможным установление рабочего расстояния между электродом 3 и обрабатываемым изделием 2 с высокой точностью. Установка содержит, кроме того, резервуар 10, заполненный электролитом 5 таким образом, что зазор 4, формируемый в результате установления рабочего расстояния между электродом 3 и обрабатываемым изделием 2, заполняется электролитом 5. В данном случае электролит содержит NaNO3, растворенный в воде. В качестве альтернативы является возможным использование другого электролита, такого, например, как NaCl, или сочетания NaNO3 и кислоты. Электролит 5 прокачивают через зазор 4 посредством устройства, не показанного на фигуре. С помощью установки 1 обрабатываемое изделие 2 может подвергаться размерной обработке путем пропускания импульса напряжения размерной обработки от блока 40 источника питания через электролит 5 в зазоре 4, через электрод 3 и обрабатываемое изделие 2. Блок 40 источника питания содержит генератор 41 импульсов напряжения и управляемый ключ 43. Когда полярность прикладываемого напряжения размерной обработки является соответствующей, это приводит к удалению материала обрабатываемого изделия 2 с его поверхности и к его растворению в электролите 5 в том положении, где расстояние между электродом и обрабатываемым изделием является малым. Форма получаемого таким образом углубления определяется формой электрода напротив него. Установка 1 дополнительно содержит второй блок 20 источника питания, который содержит источник 21 импульсов напряжения U2 противоположной полярности. Второй источник питания, кроме того, содержит управляемый ключ 23, который приводится в действие блоком 30 управления процессом. В случае, когда детектируется, что импульсы напряжения U1 размерной обработки должны чередоваться с импульсами напряжения U2 противоположной полярности, блок 30 управления процессом попеременно приводит в действие управляемые ключи 23 и 43 для подачи импульса напряжения соответствующей полярности на зазор 4. Является также возможным использование источника питания, в котором первый и второй источники питания объединены и составляют единый источник питания, который программируется с помощью средств 30 управления процессом с целью подачи чередующихся импульсов напряжения противоположной полярности.
Средства 30 управления процессом определяют первое значение рабочего параметра, например, значение электродного потенциала, перед приложением импульсов напряжения U1 размерной обработки или во время импульсов напряжения размерной обработки, прикладываемых вначале. Является предпочтительным измерение значения электродного потенциала в промежутке между импульсами размерной обработки. Обнаружено, что основной объем катодных отложений возникает в период первых 1-5 мин работы с униполярными импульсами напряжения U1 размерной обработки. Как объяснялось ранее, значение электродного потенциала изменяется из-за появления катодных отложений. Средства 30 управления процессом также осуществляют измерения электродного потенциала в рабочих условиях, и это значение упоминается как второе значение рабочего параметра. На основе расхождения между первым значением электродного потенциала и вторым значением электродного потенциала генерируется управляющий сигнал для приведения в действие управляемых ключей 23 и 43 и для попеременного приложения импульсов противоположной полярности. В результате на катоде будет начинаться анодная обработка, приводящая к очистке фронтальной поверхности катода от образовавшихся отложений.
Фиг.2 изображает характерные кривые катодного потенциала для материалов из чистой стали (1); стали с отложениями (2); латуни с отложениями (3); чистой латуни (4); электродного потенциала сравнения Ag/Cr-электрода (5). Как видно из фиг.2, значения соответствующих электродных потенциалов представляют собой надежные средства для определения присутствия катодных отложений. Когда импульс размерной обработки прекращается, значение электродного потенциала достигает насыщения при соответствующем стабилизированном значении, соответствующем равновесию в зазоре. Это стабилизированное значение используется для измерений. Однако в рабочих условиях, вроде высокочастотной электромеханической размерной обработки, период между импульсами размерной обработки является недостаточным для того, чтобы значение электродного потенциала достигло значения насыщения. По этой причине является предпочтительным использование в качестве рабочего параметра наклона кривой, представляющей электродный потенциал. Это дополнительно объясняется со ссылками на фиг.3.
Фиг.3 схематически изображает значение электродного потенциала как функцию времени. Линия a представляет пример изменения напряжения U размерной обработки, соответствующего импульсу напряжения U1 размерной обработки. Линия b представляет пример изменения электродного потенциала после того, как импульс напряжения размерной обработки выключается. Линия со штрихами представляет момент времени, когда напряжение размерной обработки выключается, а электродный потенциал изменяется далее по линии b. Наклон линии b вычисляется из измеренных значений электродного потенциала φi. Как схематически представлено на фиг.3, изменение электродного потенциала, соответствующего импульсу 1, т.е. первому импульсу размерной обработки, отличается от того, которое соответствует импульсу n размерной обработки. Различия в наклонах кривых электродного потенциала характеризует уровень образовавшихся катодных отложений.
При условии, что происходит только небольшое изменение в абсолютном значении электродного потенциала в момент времени сразу после выключения напряжения размерной обработки, является предпочтительным выбор площади под кривой b в качестве рабочего параметра. Определение площади под кривой может быть осуществлено путем преобразования самой кривой в цифровую форму, или она может быть измерена аналоговым способом путем интегрирования напряжения до емкости, при этом заряд емкости соответствует значению площади под кривой.
Фиг.4 представляет возможные режимы приложения напряжения противоположной полярности к зазору для удаления образовавшихся катодных отложений. Последовательность импульсов, обозначенная как a, представляет эталонную последовательность импульсов размерной обработки в униполярном режиме. Согласно способу настоящего изобретения измерения, например электродного потенциала, осуществляются в промежутке между импульсами размерной обработка и сравниваются в блоке управления процессом с эталонным значением электродного потенциала, соответствующим чистой поверхности катода. В случае, когда детектируется, что появились катодные отложения, блок управления процессом приводит в действие управляемый ключ блока источника питания для получения импульсов противоположной полярности. Пример получаемой последовательности импульсов приводится в виде кривой b, где импульсы противоположной полярности прикладываются после каждого униполярного импульса напряжения размерной обработки.
Альтернативное решение приводится с помощью кривой c на фиг.4, где за каждым последующим униполярным импульсом напряжения размерной обработки в течение некоторого числа повторений следует импульс напряжения противоположной полярности. Число используемых повторений может быть определено a-priori на основе эмпирически установленного оптимального значения для данных рабочих условий. Действие этого технического признака является оптимальным, если повторения прикладываются только после того, как расхождение между первым значением и вторым значением рабочего параметра превосходит предварительно заданное третье значение, при этом данное третье значение является характеристикой, например, допустимых пределов или допусков на точность копирования. Кроме того, прерывание повторений также возможно в том случае, если значения рабочего параметра измеряются непрерывно и если установлено, что значение рабочего параметра упало ниже предварительно заданного значения выключения или отсечки. Пример такого режима приведен с помощью последовательности d импульсов на фиг.4.
Фиг.5 представляет собой функциональную блок-схему средств 30 управления процессом. Импульсный генератор 41 питания генерирует униполярные импульсы напряжения размерной обработки, которые прикладываются к зазору 4. Амплитуда и длительность униполярных импульсов размерной обработки управляются блоком 36 управления импульсами. Перед подачей импульсов размерной обработки значение катодного потенциала измеряется с помощью датчика 33. Это значение составляет первое значение рабочего параметра и в дальнейшем сохраняется в блоке памяти вычислительного блока 34. В промежутке между импульсами размерной обработки датчик 33 осуществляет измерения электродного потенциала. Каждое такое измерение составляет второе значение рабочего параметра. Измеренные значения посылаются в вычислительный блок 34, где осуществляется измерение расхождения между первым значением и вторым значением. В том случае, если вычисленное расхождение отлично от нуля, вычислительный блок 34 генерирует управляющий сигнал для блока 36 управления импульсами. При получении такого управляющего сигнала блок управления импульсами попеременно приводит в действие управляемые ключи обоих блоков 41, 21 источников питания. Полученная последовательность импульсов соответствует кривой b на фиг.4. Средства 30 управления процессом содержат, кроме этого, генератор 37 времени измерения, который управляет датчиком 33. В некоторых применениях, где катодные отложения образуются умеренно, осуществление измерения рабочего параметра после каждого импульса размерной обработки не является необходимым.
Является также возможным создание последовательности импульсов, в которой импульсы напряжения противоположной полярности прикладываются селективно, а не для каждого расхождения между первым значением и вторым значением рабочего параметра. Можно представить, что для детектируемых, но еще умеренных катодных отложений получаемая точность электрохимической размерной обработки находится внутри приемлемых пределов. В этом случае является достаточным осуществление очистки поверхности катода лишь в том случае, если уровень катодных отложений превосходит предварительно заданный приемлемый уровень. Соответствующее третье значение рабочего параметра может быть определено эмпирически и может храниться в блоке памяти вычислительных средств 34 вместе с первым значением рабочего параметра. Если вычислительный блок 34 детектирует, что вычисленное расхождение между вторым значением рабочего параметра, полученным с помощью датчика 33, и первым значением превосходит третье значение, к блоку 36 управления импульсами посылается управляющий сигнал. В этом случае к зазору может быть приложено некоторое число повторяющихся импульсов. Пример этого режима работы приводится с помощью кривой c на фиг.4. Предварительно заданное число повторений хранится в блоке памяти вычислительных средств 34. Если после завершения повторений импульсов наблюдается, что вычисленное расхождение по-прежнему превышает третье значение, вычислительный блок 34 посылает управляющий сигнал к блоку 36 управления импульсами с целью увеличения длительности импульсов напряжения противоположной полярности на некоторое приращение. Значение этого приращения определяется рабочими условиями и хранится в блоке памяти вычислительных средств 34 в справочной таблице. Для импульса размерной обработки в 5 мсек соответствующее приращение импульса напряжения противоположной полярности составляет порядка 1 мсек при начальной продолжительности импульсов напряжения противоположной полярности, составляющей порядка 2 мсек. Данные длительности импульсов являются благоприятными для следующих рабочих условий: 15% NaNO3, амплитуда униполярных импульсов размерной обработки - 8 В, величина зазора - 20 мкм.
Благодаря возможности чередования импульсов размерной обработки с импульсами противоположной полярности управляемым образом является возможным удаление катодных отложений без наведения износа катода. Отклонение реального значения рабочего параметра от начального значения является мерой уровня катодных отложений. Путем измерения значения рабочего параметра on-line является возможным конструирование автоматизированного управления процессом того типа, который описан выше, для оптимизации точности электрохимической размерной обработки. Обнаружено, что при использовании способа по настоящему изобретению получаемое отклонение в точности копирования составляло порядка 20 мкм, а соответствующая шероховатость поверхности составляла 0,2 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, УСТРОЙСТВО, СИСТЕМА УПРАВЛЕНИЯ И КОМПЬЮТЕРНАЯ ПРОГРАММА ДЛЯ ВЫПОЛНЕНИЯ АВТОМАТИЧЕСКОГО УДАЛЕНИЯ КАТОДНЫХ ОТЛОЖЕНИЙ ВО ВРЕМЯ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2313427C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ С ОПТИМАЛЬНОЙ ДЛИТЕЛЬНОСТЬЮ ОБРАБАТЫВАЮЩЕГО ИМПУЛЬСА | 2002 |
|
RU2286234C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| ГЕНЕРАТОР УНИПОЛЯРНЫХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2203785C2 |
Изобретение может быть использовано для удаления катодных отложений во время электрохимического процесса. Средства управления процессом приспособлены для чередования униполярных импульсов напряжения U1 размерной обработки и импульсов напряжения U2 противоположной полярности между обрабатываемым изделием и катодом. Средства управления процессом содержат систему для определения количества катодных отложений на основе рабочего параметра. Только в том случае, когда рабочий параметр превышает допустимый уровень, средства управления процессом чередуют униполярные импульсы напряжения U1 размерной обработки и импульсы напряжения U2 противоположной полярности. При реализации изобретения износ катода сводится к минимуму. 2 н. и 10 з.п. ф-лы, 5 ил.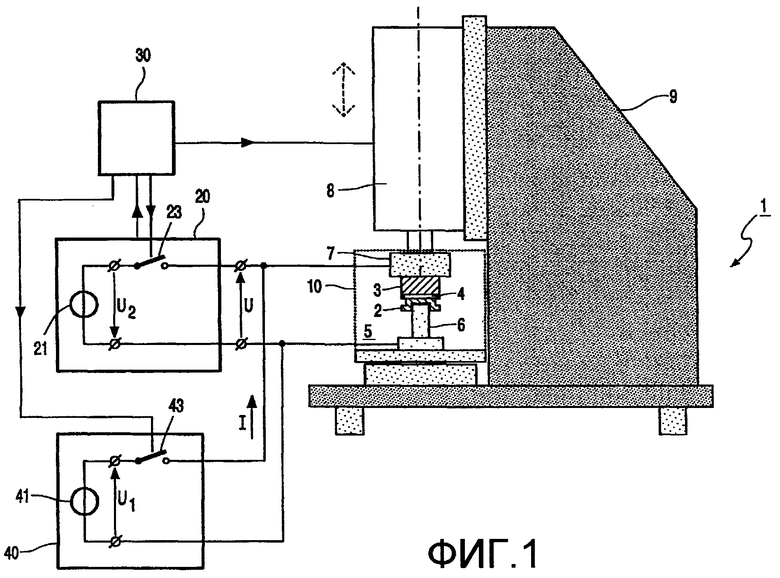
| US 5833835 А, 10.11.1998 | |||
| Устройство для намотки микропроволоки | 1973 |
|
SU461756A1 |
| Устройство для выталкивания литников из центровых | 1973 |
|
SU454081A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБО | 0 |
|
SU374136A1 |
| Способ размерной электрохимической обработки | 1976 |
|
SU621520A1 |

