Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способа размерной электрохимической обработки.
Известен способ размерной электрохимической обработки, в котором задают колебательное движение одному из электродов, подают рабочие импульсы от источника питания с крутопадающей вольт-амперной характеристикой, синхронизируя начало подачи импульсов с фазой сближения электродов, контролируют текущее значение напряжения в импульсе и регулируют значение напряжения путем изменения режимов обработки, при этом после установки равновесного межэлектродного зазора каждый контролируемый импульс делят с заданной дискретностью и в полученных одноименных точках соседних импульсов измеряют значения тока и напряжения, вычисляют и сравнивают сопротивления и последовательно регулируют скорость подачи электрода и/или величину подачи импульса тока с соблюдением условий, определяемых рядом математических зависимостей (Патент РФ №2055708, МКИ В 23 Н 3/00, 1996 г.).
Недостатками известного способа являются: невысокая производительность обработки, обусловленная тем, что при подводе электрода-инструмента (ЭИ) к заготовке, равно как при отводе ЭИ от заготовки, растворение затрудняется сравнительно низким мгновенным значением напряжения при достаточно большом межэлектродном промежутке, пассивирующим поверхность заготовки, при этом происходит расходование дополнительной энергии на растворение пассивных пленок; невысокая точность обработки, обусловленная тем, что в единичном цикле обработки на минимальном зазоре мгновенное значение напряжения достигает своего максимального значения, что, в свою очередь, требует увеличения межэлектродного зазора, во избежание пробоя и электроэрозионного износа электродов; технологическая сложность способа, обусловленная тем, что при изменении профиля получаемых полостей в заготовках каждый раз необходимо устанавливать оптимальное давление электролита, относительно которого определяются остальные технологические параметры способа.
Известен способ размерной электрохимической обработки путем создания принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения с крутыми передним и задним фронтами, которые подают при сближении электродов, при этом формы импульса технологического напряжения согласуют с изменением межэлектродного промежутка, исходя из условия максимального приближения формы тока к прямоугольной, а в конце импульса напряжение снижают с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения и заканчивают импульс непосредственно перед зоной возможного появления контакта (Патент РФ №2177391, МКИ В 23 Н 3/00, 2001 г.).
Недостатком известного способа является неудовлетворительная точность обработки заготовок при формообразовании сложнопрофильных поверхностей, включающих в себя острые кромки, различные углы наклона и глубины.
Таким образом, перед авторами стояла задача разработать способ размерной электрохимической обработки, обеспечивающий высокую точность обработки заготовок.
Поставленная задача решена в предлагаемом способе размерной электрохимической обработки путем наложения разности потенциалов между катодом-инструментом и анодом-заготовкой и создания принудительных колебаний катода-инструмента, синхронизированных с импульсами напряжения с крутым передним и задним фронтами, которые подают при сближении электродов и согласуют формы импульса технологического напряжения с изменением межэлектродного зазора, исходя из условия максимального приближения формы тока к прямоугольной с понижением в конце импульса напряжения с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения и окончанием импульса непосредственно перед зоной возможного появления контакта, в котором обработку осуществляют в 10%-ном водном растворе азотнокислого натрия NaNO3 с плотностью ρ, равной 1,062-1,067 г/см3, при амплитудном значении напряжения в импульсе 6,0-6,5 В и с использованием электрода-заготовки, выполненной из углеродистой стали, легированной металлами V-VI группы Периодической системы элементов Д.И.Менделеева.
В настоящее время из патентной и научно-технической литературы не известен способ размерной электрохимической разработки, в котором обработку осуществляют в водном растворе азотно-кислого натрия, имеющим определенную концентрацию и плотность, при значениях амплитудного напряжения в импульсе, которое меняется в заявленном интервале значений, и с использованием электрода-заготовки, выполненного из предлагаемого материала.
В предлагаемом способе в качестве электролита используют 10%-ный водный раствор азотно-кислого натрия с плотностью, равной 1,062-1,067 г/см3, который обеспечивает высокую локализующую способность на широком спектре инструментальных сталей, в частности углеродистых легированных сталей. Под локализующей способностью электролита понимается пассивация электрода-заготовки при малых плотностях тока, которая позволяет уменьшить величину межэлектродного зазора, что, в свою очередь, ведет к повышению точности обработки. При использовании электролита большей или меньшей концентрации и с плотностью выше, чем 1,067 г/см3, или ниже, чем 1,062 г/см3, наблюдается снижение локализующей способности, которая ведет к снижению точности обработки.
Суть импульсно-циклического метода размерной электрохимической обработки заключается в делении всего процесса обработки на две стадии: собственно растворение(обработки) и стадия промывки межэлектродного зазора(удаление продуктов растворения из зоны обработки), которые могут быть осуществлены за счет введения колебаний электрода-инструмента и синхронизации с ними импульсов технологического тока (напряжения). При этом желательно получение импульса технологического напряжения, близкого по форме к прямоугольной. Но указанные условия не являются достаточными для обеспечения высокой точности обработки. Решающим фактором является значение амплитудного напряжения в импульсе. В результате исследований, проведенных авторами, установлено, что оптимальное значение амплитудного напряжения находится в интервале 6,0-6,5 В. Снижение или увеличение значения амплитудного напряжения приводит к снижению точности обработки. Кроме того, значения амплитудного напряжения выше, чем 6,5 в приводят к тому, что в конце импульса в зазоре образуется парожидкостная смесь, давление внутри межэлектродного зазора резко возрастает, что отрицательно сказывается на безопасности процесса.
Использование электрода-заготовки, выполненного из углеродистой стали, легированной металлами V-VI группы Периодической системы элементов Д.И.Менделеева, также позволяет значительно повысить точность обработки, поскольку повышается пассивационная способность поверхности электрода.
Предлагаемый способ может быть осуществлен следующим образом.
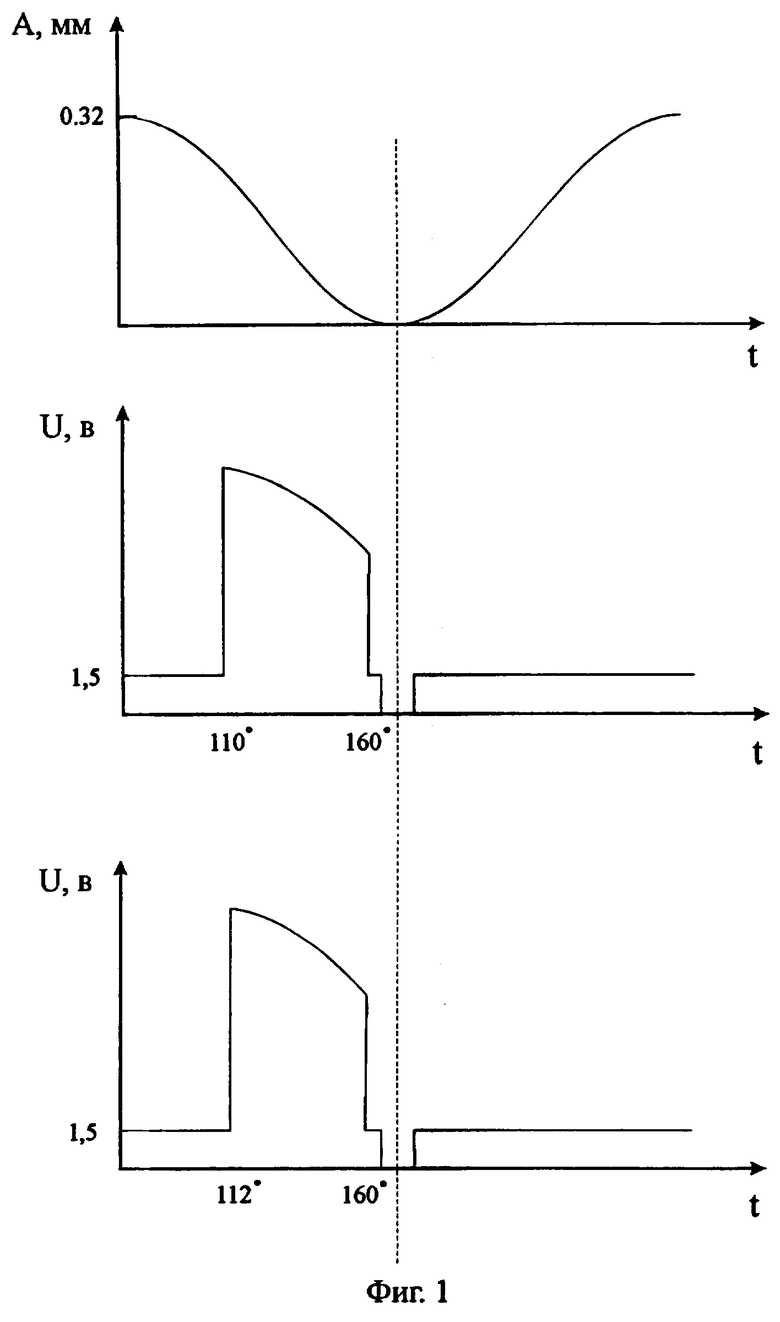
На установке электрохимической размерной обработки с частотой вибрации электрода-инструмента 50 Гц и амплитудой 0,32 мм импульсы технологического напряжения или так называемые полуволны получают путем выпрямления переменного напряжения частотой 50 Гц от однофазного источника. Используют три ступени технологического напряжения - 12, 18, 24 в с возможностью уменьшить или увеличить каждую ступень на 15%, то есть может быть использовано девять дискретных значений напряжения. Более тонкую регулировку действующего значения напряжения осуществляют, регулируя величину угла открытия или закрытия полуволны напряжения, что схематично показано на фиг.1. В качестве электролита используют 10%-ный водный раствор азотно-кислого натрия NaNO3 с плотностью ρ, равной 1,062-1,067 г/см3, рН 7, χ (t=20°C) = 9,95 См·м-1. Соотношение длительности стадий процесса (см. фиг.1) (при условии, что полный цикл в условных единицах составляет 360°) равно: ширина импульса технологического тока (стадия растворения или непосредственно обработки) 50°, стадия промывки (удаление продуктов растворения из межэлектродного пространства) 310°. Таким образом, длительность стадии удаления продуктов в шесть раз превышает длительность стадии непосредственной обработки заготовки. При движении электрода-инструмента для сближения с электродом-заготовкой формируют импульс технологического напряжения, который подают в межэлектродный зазор. Величину технологического напряжения, а также угол открытия полуволны рабочего напряжения выбирают таким образом, чтобы амплитудное значение напряжения находилось в интервале 6,0-6,5 В. Напряжение в конце импульса 5 В, достаточное для ведения транспассивного растворения. Импульс технологического напряжения заканчивают непосредственно перед зоной возможного появления контакта. В способе предусмотрена схема слежения за отсутствием контакта, для чего между электродами постоянно приложено дополнительное напряжение. В момент касания электрода-инструмента и электрода-заготовки следящее напряжение "садится" до нуля и образуется интервал К (см. фиг.1), который сигнализирует о наличии механического контакта. Автоматика установки в зависимости от ширины, местоположения, частоты появления контакта предпринимает действия по изменению параметров процесса обработки.
Предлагаемый способ иллюстрируется следующими примерами.
Пример 1. Способом электрохимической размерной обработки изготовлены плашки (7 штук) из заготовок прямоугольной формы с длиной 110 мм, материал заготовок - сталь Х12МФ. В качестве электролита использован 10%-ный водный раствор азотнокислого натрия с плотностью, равной 1,062 г/см3. Основные технологические параметры: глубина Н, мм, - 3,3; угол открытия, град., - 112; скорость подачи Vp, мм/мин, - 0,1; ток обработки I, A, - 280; напряжение действующее Ucp, В, - 2,3; напряжение амплитудное Ua, В, - 6,0; давление электролита Р, атм, - 8.
Точность обработки соответствует конструкторской документации (см. фиг.2).
Пример 2. Способом электрохимической размерной обработки изготовлены плашки (7 штук) из заготовок прямоугольной формы с длиной 125 мм, материал заготовок - сталь Х12МФ. В качестве электролита использован 10%-ный водный раствор азотно-кислого натрия с плотностью, равной 1,067 г/см3. Основные технологические параметры: глубина Н, мм, - 3,3; угол открытия, град., -110; скорость подачи Vp, мм/мин, - 0,14; ток обработки I, A, - 300; напряжение действующее Ucp, В, - 2,4; напряжение амплитудное Ua, В, - 6,5; давление электролита Р, атм, - 8.
Точность обработки соответствует конструкторской документации (см. фиг.2).
Таким образом, предлагаемый способ электрохимической размерной обработки позволяет повысить точность изготовления инструмента, которая превосходит точность известного способа в 2-3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2426628C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |

Изобретение может быть использовано при формообразовании сложнопрофильных поверхностей. Между катодом - инструментом и анодом - заготовкой из стали, легированной металлами V-VI группы Периодической системы Д.И.Менделеева, прикладывают разность потенциалов. Создают принудительные колебания катода-инструмента, синхронизированные с импульсами напряжения, которые подают при сближении электродов. Согласуют форму импульса напряжения с изменением межэлектродного зазора из условия максимального приближения формы тока к прямоугольной с понижением в конце импульса напряжения с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения. Обработку осуществляют в 10%-ном водном растворе азотнокислого натрия NaNO3 с плотностью 1,062-1,067 г/см3 при амплитудном значении напряжения в импульсе 6,0-6,5 В. Способ обеспечивает высокую точность обработки. 2 ил.
Способ размерной электрохимической обработки, включающий наложение разности потенциалов между катодом-инструментом и анодом-заготовкой, выполненной из стали, легированной металлами V-VI группы Периодической системы Д.И.Менделеева, создание принудительных колебаний катода-инструмента, синхронизированных с импульсами напряжения с крутым передним и и задними фронтами, которые подают при сближении электродов, согласуют форму импульса напряжения с изменением межэлектродного зазора, исходя из условия максимального приближения формы тока к прямоугольной с понижением в конце импульса напряжения с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения и окончанием импульса непосредственно перед зоной возможного появления контакта, отличающийся тем, что обработку осуществляют в 10%-ном водном растворе азотнокислого натрия NaNO3 с плотностью ρ, равной 1,062-1,067 г/см, при амплитудном значении напряжения в импульсе 6,0-6,5 В.
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU472778A1 |
| СПОСОБ ПЕРЕРАБОТКИ МАРГАНЦЕВОГО СЫРЬЯ | 0 |
|
SU393341A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| Устройство для выталкивания литников из центровых | 1973 |
|
SU454081A1 |

