i54) ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ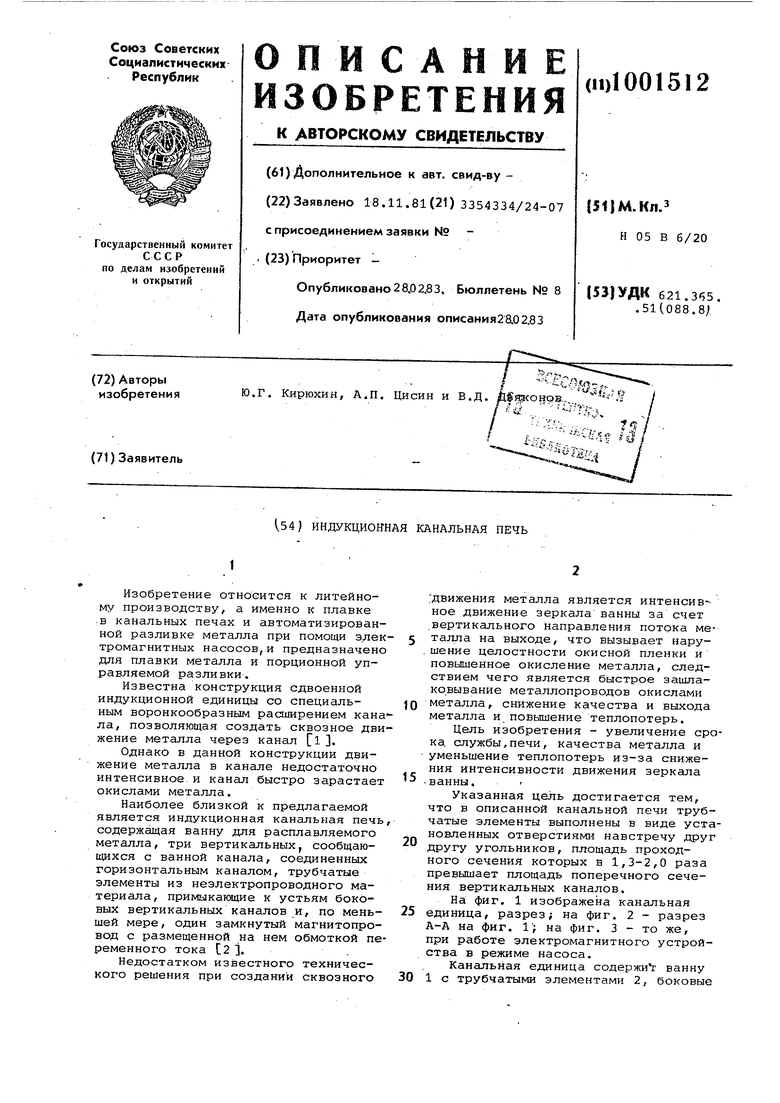
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плавки металлов в индукционной печи | 1975 |
|
SU589695A1 |
| Индукционная канальная печь | 1983 |
|
SU1152095A1 |
| Индукционная канальная единица | 1982 |
|
SU1049729A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2185583C2 |
| Индукционная канальная печь | 1980 |
|
SU853829A1 |
| Индукционная печь для плавки окисных материалов | 1982 |
|
SU1057767A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1984 |
|
RU1722121C |
| Устройство для переплава металлоотходов | 1982 |
|
SU1073548A2 |
| Индукционная канальная печь | 1982 |
|
SU1067621A1 |
| Способ плавки металлов в индукционной канальной печи | 1980 |
|
SU923017A1 |
Изобретение относится к литейному производству, а именно к плавке в канальных печах и автоматизированной разливке металла при помощи электромагнитных насосов, и предназначено для плавки металла и порционной управляемой разливки.
Известна конструкция сдвоенной индукционной единицы со специальным воронкообразным расширением канала, позволяющая создать сквозное движение металла через канал .
Однако в данной конструкции движение металла в канале недостаточно интенсивное и канал быстро зарастает окислами металла.
Наиболее близкой к предлагаемой является индукционная канальная печь, содержащая ванну для расплавляемого металла, три вертикальных, сообщаю цихся с ванной канала, соединеннЕлх горизонтальным каналом, трубчатые элементы из неэлектропроводного материала, примыкающие к устьям боковых вертикальных каналов и, по меньшей мере, один замкнутый магнитопровод с размещенной на нем обмоткой переменного тока С2 J..
Недостатком известного технического решения при созданий сквозного
;движения металла является интенсив ное движение зеркала ванны за счет вертикального направления потока металла на выходе, что вызывает нарушение целостности окисной пленки и повышенное окисление металла, следствием чего является быстрое зашлаковывание металлопроводов окислами металла, снижение качества и выхода
10 металла и повышение теплопотерь.
Цель изобретения - увеличение срока, службы,печи, качества металла и уменьшение теплопотерь из-за снижения интенсивности движения зеркала
15 ванны.
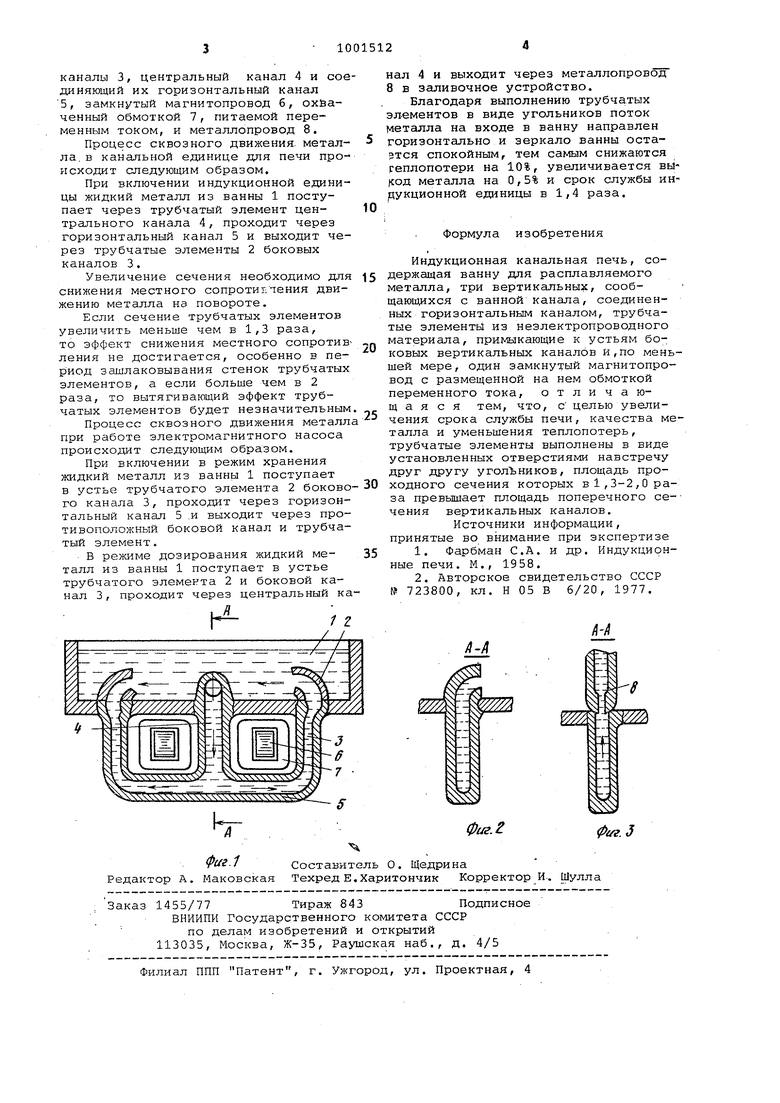
Указанная цель достигается тем, что в описанной канальной печи трубчатые элементы выполнены в виде установленных отверстиями навстречу друг
20 другу угольников, площадь проходного сечения которых в 1,3-2,0 раза превышает площадь поперечного сечения вертикальных каналов.
На: фиг. 1 изображена канальная
25 единица, разрез; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - то же, при работе электромагнитного устройства в режиме насоса.
Канальная единица содержиг ванну
30 1 с трубчатыми элементами 2, боковые
