Прорезиненные шланги, обычно применяемые для оросительных устройств, тяжелы, ломки и быстро изнашиваются.
С щелью уменьшения веса и обеспечения длительного срока гибких трубопроводов, предлагается способ их изготовления, заключающийся в том, что заготовку трубопровода, сшитую в виде рукава из ткани, Пропитывают пластифицируюш,им с противогнилостными компонентами составом и покрывают по внутренней Поверхности гидрофобным гладким покрытием, а снаружи светосто-йким покрытием.
Для горячей проаитки тканевого рука)ва изготавливают пластифицируюпдий состав, содержащий по весу 48% нефтяного битума, 29% парафина, 12% нафтената меди, 6% озокерита, 3% каиифоли и 2% креовота. Этот состав Обладает и иротиволнилостными свойствами.
Гидрофобное гладкое покрытие внутренней поверхнОСти пропитанного рукава производят разбавленным битумным лаком.
Светостойкое Покрытие трубопровода снаружи, наносимое на него ра-спылением, приготавливают из 70% по весу битумного лака, 15% растворителя (сольвент-яафта) и 15% алюминиевой пудры.
Для изготовления по описываемому способу гибких трубопроводов применяют ткань, обладающую достаточной прочйостью и плотностью по основе и утку и сравнительно Небольшим весОМ, например, хлопчатобумажную ткань из крученой основы и крученого утка. Если стоимость трубопровода не имеет решающего значения, может быть применена льняная ткань.
Сшитые из ткани двойным швом нужного диаметра звенья труб прочно сшивают двойными кольцевыми стежками между собой с перекрытием концов смежных звеньев, образуя заготовку-рукав трубопровода.
К заготовкам подающих воду трубопроводов пришивают вокруг отверстий в их стенках патрубки (щтуцеры) для присоединения « ним я условиях эксплуатации поливных трубопроводов с отверстиями вдоль Образующей.
Для приготовления яластифицирующего состава может быть с успехом применен нефтяной битум марки III В смеси с «омпонентами, указанными выше.
Для внутреннего и наружного покрытия nponHTaeiHHx трубопроводов хорошие результаты дает битумный ла«.
Пропитка заготовки трубопровода пластифицирующим составом осуш;ествляется в ванне с паровым или иным подогревом при температуре 95-100°- Продолжительность пребывания рукава в ванне составляет около 46-58 секунд.
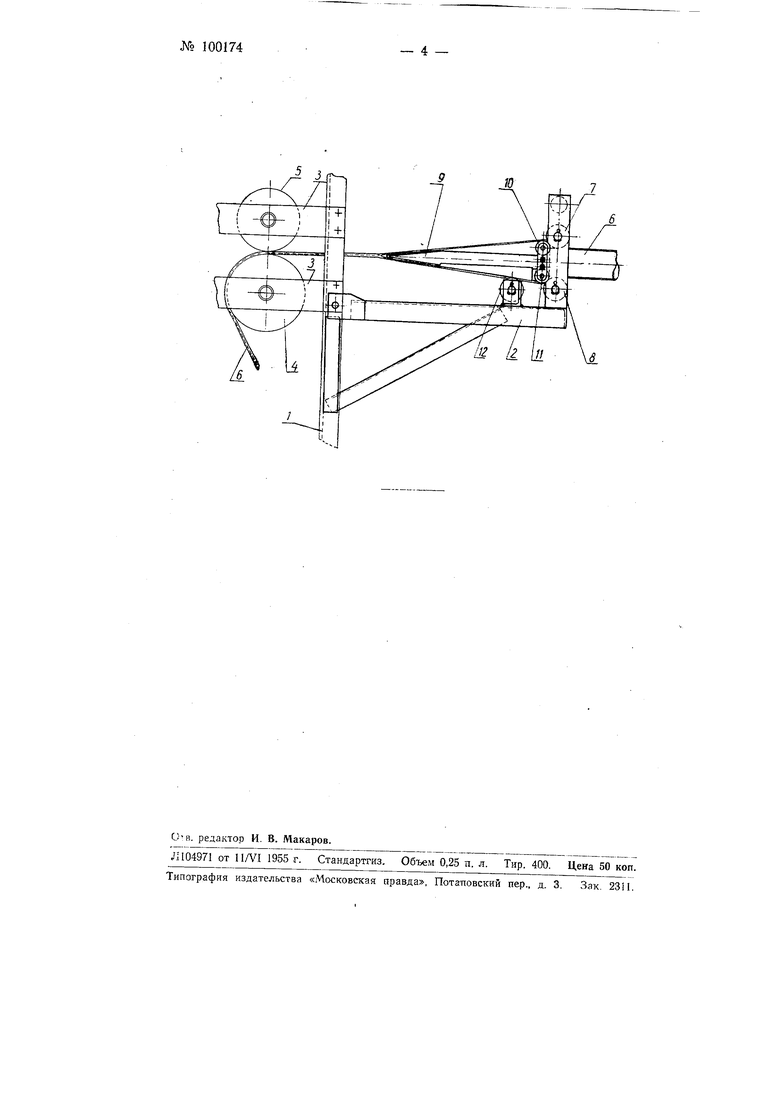
Предлагаемое приспособление к ваине для осуществления спосо ба изготовления гибких т рубопроводов имеет ту особенность, что, с делью обеспечения механизации процесса пропитюи рз Кавов горячим пластифицирующиим составом, оно выполнено из установленных на ванне последовательно одна за другой двух пар валиков (вальцев), через которые направляется выходящий из пропяточпой Ванны рукав. Первая пара валиков служит для отжима Излишнего (пропиточного состава, и валики ее имеют по окружности овальные углубления, образующие более широкую щель для прохода стыков рзкавов.; вторая пара валиков служит для распрям,ления отжатого от состава рукава.
Для распрямления отжатого рукава применен закладываемый внутрь рукава клин со свободно вращающимися валиками, фиксируемый в этом положении на все время прохождения рукава через вальцы взаимодействием его валиков через стенки рукава с наружными валиками вальцев.
Предлагаемое приспособление изображено на чертеже.
Па пропиточной ванпе, сваренной из листового железа и защищенной от потери тепла снаружи соответствующей теплоизоляцией, устаиовлены стойки 1 с кронщтейнами 2 к 3.
На Кронштейнах 3 установлены отжимные вальцы с валиками 4 и 5, снабженными по окружности овальными кольцевыми желобками, образующими в этом месте более широкую щель для прохода продольиы.х
стыков рукава 6, направляемого из пропитсч1ной 1ванны.
Пропитывающий состав через 6-7 мин. по выходе рукава из ванны теряет СВОЮ липкость настолько, что рукав может быть намотан на катушку. Для предотвращения слипаНия стенОК рукава после прохода его через отжимные валики 4 w 5 еще до потери составом .липкости, последовательно с первой парой ня кронштейнах 2 устаиовлепа вторая пара валиков 7 и 8. Перед этими валиками внутрь рукава 1вставляется клип 9. Своей острой гранью клин направлен в сторону отжимных .валиков 4 и 5. Вдоль основания клин 9 снабжен двумя валиками 10 и //, вращающимися свободно на осях и взаимодействующи.ми через стенку рукава, охватьшаюи,его клин, с двумя наружными валиками 7 ив, благодаря чему клин удерживается внутри рукава на Все вре.мя его прОХождення через вальцы.
Снизу кдин 9 поддерживается валиком 12, установленным свободно на оси, закрепленной на кронщтейнах 2.
За время прохождения вдоль клина прсантанный рукав расправляется, охлаждается и допзскает последующую обработку как внутри, так и снаружиДля нанесения на внутреннюю поBCpxiHOCTb охлажденного рукава гладкого гидрофобного покрытия, предупреждающего смачивание рукава водой и обеспечивающего незначительную потерю напора воды в рукаве, применяют два холодных отжимных валика, прокатывающих рукав с влитым в «его лаком.
Равномерно е покрытие лаком виутренней поверхности рукава обеспе. чивается двукратным его пропуском через валики при повороте рукава вокрзг его оси на 180° после первого пропуска.
После покрытия лаком внутренней поверхности рзкава его укладывают на гладком месте и нагнетают в него струю воздуха, расправляющего рукав и подсущивающего покрытие его внутренней поверхности. Хорошему расправлению и приданию ему формы цилиндрического трубопровода способствует периодическое
поворачивание продуваемого воздухом рукава вокруг его оси.
Наружное светостойкое покрытие трубопровода снаружп наносится распылителем.
Предмет изобретения
1.Способ изготовления гибких трубопроводов для оросительных устройств, отличающийся тем, что, с целью уменьшения их веса и обеспечения длительного срока работы, заготовку трубопровода, сшитую в Виде рукава из ткани, пропитывают пластифицирующим с противогнилостными кОМпонентами составом и покрывают по внутренней поверхности гидоофобным гладким по крытием, а Снаружи светостойким покрытием.
2.Прием выполнения способа по п. 1, о т л и ч а ю щ и и с я тем, что пластифицирующий состав для ropsчей пропитки тканевого рукава изготавливают -по Bscy из 48% нефтя1но1-0 битума, 29% парафина, 12% иафтената меди, 6% озокерита, 3% канифоли и 2% креозота, в качестве гидрофобного гладкого покрытия внутренней поверхности пропитанного рукава применяют разбавленный растворителем битумный лак, а светостойкое покрытие трубопровода снаружи, ианосимое на него распылением, приготавливают из 70% по весу битумного лака, 15% растворителя (сольвент-нафта) и 15% алюминиевой пудры.
3.Прием выполнения способа по
п. 1, отличающийся тем, что для получения гладкого лакового покрытия на внутренней поверхности, пропитанный составом рукав с влитым в него лаком двухкратно пропускают через холодные отжимные вальцы с поворотом на 180° вокруг оси рукава после первого пропуска через валики, а затем нагнетают в рукав струю воздуха при периодическом поворачивании рукава вокруг его оси для придания цилиндрической формы.
4. Приспособление к пропиточной ванне при осуществлеани способа по п. 1, отличающееся тем, что, с целью механизации процесса пронитки, оно выполнено из установленных па ванне последовательно одна за другой двух пар валиков (вальцев), через которые направляется выходящий из пропиточпой ванны рукав, причем первая пара валпкоз служит для отжима излишнего пропиточного состава и валнюи ее имеют по окружности ов-альные углубления, образующие более широкую щель для прохода стыков рукава, а вторая пара служит для распрямления отжатого от состава рукава путем применения вставляемого внутрь рукава клина со свободно вращающимнся двумя валиками, взаимодействующими через стедки рукава с наружными валиками вальцев и обеспечивающими удержание клина внутри рукава на все время прохождения последнего через вальцы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оросительное устройство | 1952 |
|
SU100173A1 |
| Способ получения пожарного рукава | 1980 |
|
SU990911A1 |
| Установка для производства конвейерно-поточным способом бумажно-битумных труб с проволочной арматурой | 1950 |
|
SU92568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИТУМСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2118976C1 |
| СПОСОБ ПОЛУЧЕНИЯ РУЛОННОГО, КРОВЕЛЬНОГО И ГИДРОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2234577C2 |
| Гибкий трубопровод для оросительной установки | 1957 |
|
SU112695A2 |
| РУЛОННЫЙ КРОВЕЛЬНЫЙ И ГИДРОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ "ЭКОФЛЕКС" И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2235817C2 |
| Быстросборное укрытие - зернохранилище | 1959 |
|
SU132000A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Машина для пропитки и сушки пожарных рукавов | 1977 |
|
SU751864A1 |