Йаиболее близким по технической сущности и достигаемому результату к предлагаемому является способ получения листа электротехнической стали-,с ориентированной текстурой, который включает следующие операции выплавку, разливку, горячую прокатку, холодную прокатку в один или два прохода, с промежуточным отжигом, обезуглероживающий и конечный высокотемпературный отжиги 3.
Недостатком известного способа являются высокие плотность магнитного потока и потери мощности.
Цель изобретения - снижение плотности магнитного потока и потерь мощности.
Указанная цель достигается тем, что согласно способу получения лист электротехнической стали с ориентированной текстурой, включающему холодную прокатку с промежуточными отжигами, после высокотемпературного отжига дополнительно проводят облучение листа лазерным лучом перпендикулярно направлению прокатки при условии
0,004 J Р 1,16
где d - ширина лазерного луча;
Р - плотность энергии лазерного
луча;
6 - расстояние испускания. П jS и м е р 1. Лист горячекатаной стали шириной 1100 мм, содержа-щей 0.,051% углерода, 2,92% кремния, 0,026% серы и 0,027% кислоторастворимого сшюминия, подверггиот отжигу при 1120°С в.течение 2 NMH, холодно
Ърокатке до толщины 0,30 мм и обезуглероживанию при во влажной водородной атмосфере (газовой среде) в течение 4 мин. Далее лист подвергают высокотемпературному отжигу при 1200 с в течение 20 ч.
Обработанный по данному режиму стальной лист с ориентированной структурой CllOJ (001) имеет следующие свойства: плотность магнитного потока Bg 1,935 Т; потеря активной мощности 1/10 Вт/к г.
Далее полосу стали подвергают обработке лазерным лучом в перпендикулярном направлении к направлению 5 прокатки, имеющем ширину импульса
30 НС и при следующем условии: плотность энергии импульсного лазерного луча (Р) 0,8 . расстояние испускания (Е) 10 мм; ширина облучения (d) 0,1 мм; 0,0064.
После обработки стального листа ; .по данному способу получены следующие свойства: плотность магнитного потока Bg 1,934 Т; величина потерь 5 активной мощности 47/50 1,08 Вт/кг.
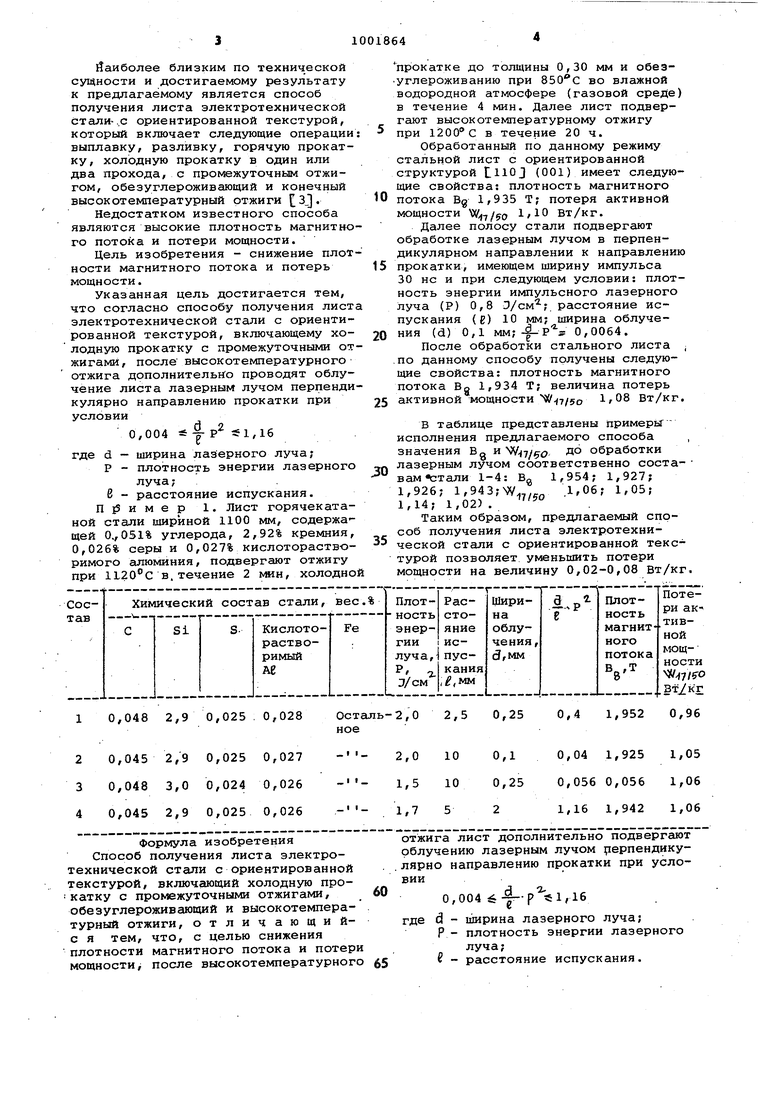
В таблице представлены примеры исполнения предлагаемого способа , значения Bg и Д° обработки лазерным лучом соответственно соста-
вам«стали 1-4: Во 1,954; 1,927; 1,926; 1,943;W.,,.., .1,06; 1,05; 1,14; 1,02) .
Таким образом, предлагаемый способ получения листа электротехнической стали с ориентированной текстурой позволяет уменьшить потери мощности на величину 0,02-0,08 Вт/кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2405841C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2509814C1 |
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ И ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ АНИЗОТРОПНАЯ СТАЛЬ | 2013 |
|
RU2514559C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
| Лист из анизотропной электротехнической стали со стабилизацией магнитных потерь и термостабильными лазерными барьерами | 2021 |
|
RU2763025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2768930C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
Формула изобретения Способ получения листа электротехнической стали с ориентированной текстурой, включающий холодную про:катку с промежуточными отжигами, обезуглероживающий и высокотемпературный отжиги, отличающийс я тем, что, с целью снижения плотности магнитного потока и потери мощности после высокотемпературного
отжига лист дополнительно подвергают облучению лазерным лучом церпендикулярно направлению прокатки при условии
0,004 -|-р%1,16
где d - ширина лазерного луча;
Р - плотность энергии лазерного луча;
g
расстояние испускания, Источники информации, принятые во внимание при экспертизе 1. Патент США 3990923, кл. 6 148-111, 1976. 100186 i 2. Коваленко B.C. и др. Поверхностное упрочнение деталей с помощью лазера.-РЖ Металлургия,11БЗЗЗ/1975. 3. Патент Англии 1512632, кл. С 7 D, 01.06.78.
