Предлагаемое изобретение относится к области черной металлургии, в частности к производству холоднокатаной анизотропной электротехнической стали, применяемой для изготовления крупногабаритных магнитопроводов с низкими потерями энергии на перемагничивание.
Известно, что одним из способов снижения удельных магнитных потерь в готовой трансформаторной стали является создание в поверхностном слое листа различного рода структурных барьеров, приводящих к искажению магнитной текстуры в локальных участках поверхности металла и образованию сложной структуры областей (доменов) спонтанного намагничивания.
В последние годы при производстве полос холоднокатаной анизотропной электротехнической стали с электроизоляционным покрытием, все чаще применяется лазерная обработка поверхности. Возникающие в зоне воздействия лазерного луча внутренние напряжения и структурные дефекты (дислокации, вакансии, искажения кристаллической решетки) приводят к формированию особой магнитной структуры. Это способствует росту величины магнитной восприимчивости и, как следствие, снижению вихретоковой составляющей удельных магнитных потерь.
Известен способ изготовления анизотропной электротехнической стали по патенту РФ №1744128, кл. C21D 8/12, который включает горячую прокатку, по крайней мере одну холодную прокатку, обезуглероживающий и рекристаллизационный отжиги и обработку поверхности полосы лазером перпендикулярно направлению прокатки в магнитном поле с заданной напряженностью. С целью снижения магнитных потерь обработку лазером предложено проводить в магнитном поле, ориентированном вдоль направления прокатки.
Недостатком данного способа является недостаточно высокая его эффективность, вместе с этим, предлагаемое решение связано с неизбежными дополнительными энергозатратами и технологическими трудностями применения.
Известен способ улучшения магнитных свойств листов текстурированной, электротехнической кремнистой стали посредством лазерной обработки по патенту РФ №2238340, кл. C21D 8/12, в котором генерация излучения и облучение поверхности осуществляются с использованием СО2-лазера. В силу известных специфических особенностей применение СО2-лазера при обработке трансформаторной стали имеет, в сравнении с волоконным иттербиевым лазером, принципиальные недостатки. В первую очередь это связано с разницей в длине волны излучения. При длине волны λ=1,07 мкм, генерируемом волоконным лазером, коэффициент поглощения в металле оказывается существенно выше, чем при излучении с λ=10,46 мкм, характерном для СО2-лазера. Это дает преимущественный фактор в пользу волоконного лазера, поскольку определяет больший коэффициент использования полезной мощности при меньшей энергии излучения. С другой стороны, поглощающая способность электроизоляционного слоя, увеличивающаяся при возрастании длины волны, приводит, в случае использования CO2-лазера, к локальному перегреву материала покрытия и образованию видимых следов обработки. С увеличением λ усложняется задача формирования остросфокусированного пятна. Наконец трудности в эксплуатации и настройке оптической схемы, особые условия охлаждения делают малоэффективным практическое применение СО2-лазеров.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является способ обработки листа из электротехнической стали, изложенный в патенте РФ №2301839, кл. C21D 8/12. Способ предполагает использование различных вариантов обработки при сканировании непрерывного остросфокусированного луча волоконного лазера с длиной волны, находящейся в диапазоне 1,07-2,10 мкм.
Однако реализация предлагаемого способа основана на применении излучения с относительно низкой (от 10 Вт) выходной мощностью. Необходимость формирования остросфокусированного луча с диаметром пятна в точке фокусировки до 0,01 мм обусловлена в этом случае выбором одномодового режима излучения, при котором мощность излучения свыше 1 кВт не может быть достигнута. Облучение поверхности металла сфокусированным лучом с малой площадью сечения приводит к созданию высоких градиентов температуры в зоне воздействия пятна. При этом глубина прогрева металла и наблюдаемая ширина линии воздействия луча составляют не более 20 мкм. В этих условиях дальнейшее увеличение плотности лазерного излучения за счет усиления мощности неизбежно приводит к расплавлению металла в области концентрированного потока энергии и разрушению изоляционного покрытия. Хотя авторы указывают на возможность использования лазеров с большей выходной мощностью вплоть до 50 кВт, указанный диапазон изменения отношения мощности к скорости сканирования P/V не превышает 0,012 Дж/мм, что в указанном в способе диапазоне скоростей сканирования 3000-16000 мм/с соответствует выходной мощности излучения до 200 Вт. При такой малой выходной мощности лазера не может быть обеспечена производительность лазерной обработки стали для промышленного применения (при скоростях обработки 50-70 м/мин) без увеличения количества используемых лазеров. В то же время формирование стабильного остросфокусированного луча при высокой плотности пиковой мощности требует дополнительных технических средств, что в конечном итоге повлечет за собой увеличение капитальных вложений и как следствие - увеличение себестоимости выпускаемой продукции.
Задача, на решение которой направлено техническое решение, - снижение магнитных потерь холоднокатаных полос анизотропной электротехнической стали при сохранении высокого уровня магнитной индукции и сопротивления электроизоляционного покрытия. При этом достигается получение такого технического результата, как снижение себестоимости выпускаемой продукции и получение дополнительной прибыли от ее реализации.
Вышеуказанные недостатки исключаются тем, что в предлагаемом способе производства листовой анизотропной электротехнической стали, включающем выплавку стали, непрерывную разливку, горячую прокатку, одно или двукратную холодную прокатку, обезуглероживающий отжиг, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия, выпрямляющий отжиг и электромагнитное воздействие на поверхность движущейся полосы сканирующим лазерным лучом некругового сечения, вытянутом вдоль направления сканирования, электромагнитное воздействие ведут под регулируемым натяжением полосы, создающим внутреннее напряжение в металле в интервале 5-80 Н/мм2, а в качестве электромагнитного воздействия используют непрерывное многомодовое лазерное излучение при соотношении мощности излучения к скорости сканирования P/V в диапазоне 0,015-0,050 Дж/мм, при этом в некруговом сечении луча отношение его длины к ширине в направлении прокатки составляет 0,005-0,075; а величина натяжения полосы при лазерной обработке определяется по следующей формуле:
F=kBd/(P/V)1/2,
где F - величина внешне приложенной силы (кН),
В и d - соответственно ширина и толщина полосы (мм),
k - коэффициент пропорциональности, равный 0,002-0,010 в зависимости от химического состава и механических свойств обрабатываемой стали.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявленный способ отличается от известного тем, что электромагнитное воздействие на поверхность движущейся полосы ведут под регулируемым натяжением, создающим внутреннее напряжение в металле в интервале 5-80 Н/мм2, а в качестве электромагнитного воздействия используют непрерывное многомодовое лазерное излучение некругового сечения при соотношении мощности излучения к скорости сканирования P/V в диапазоне 0,015-0,050 Дж/мм, при этом в вытянутом вдоль направления сканирования некруговом сечении луча отношение его длины к ширине в направлении прокатки составляет 0,005-0,075. Таким образом, заявляемый способ соответствует критерию изобретения «Новизна».
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями выявил, что способы производства листовой анизотропной электротехнической стали, включающие непрерывную разливку, горячую прокатку, одно или двукратную холодную прокатку, обезуглероживающий отжиг, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия, выпрямляющий отжиг и электромагнитное воздействие на поверхность движущейся полосы сканирующим лазерным лучом некругового сечения, вытянутого вдоль направления сканирования широко известны. Однако введение регулируемого натяжения полосы, создающего внутреннее напряжение в металле в строго заданном интервале (5-80 Н/мм2) и сканирующего излучения с определенными характеристиками в способ производства листовой анизотропной электротехнической стали, и взаимосвязь с другими операциями технологического процесса, позволяет не только снизить магнитные потери при сохранении высокого уровня магнитной индукции анизотропной электротехнической стали, но также позволяет добиться снижения себестоимости выпускаемой продукции и получение дополнительной прибыли от ее реализации. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения «Изобретательский уровень».
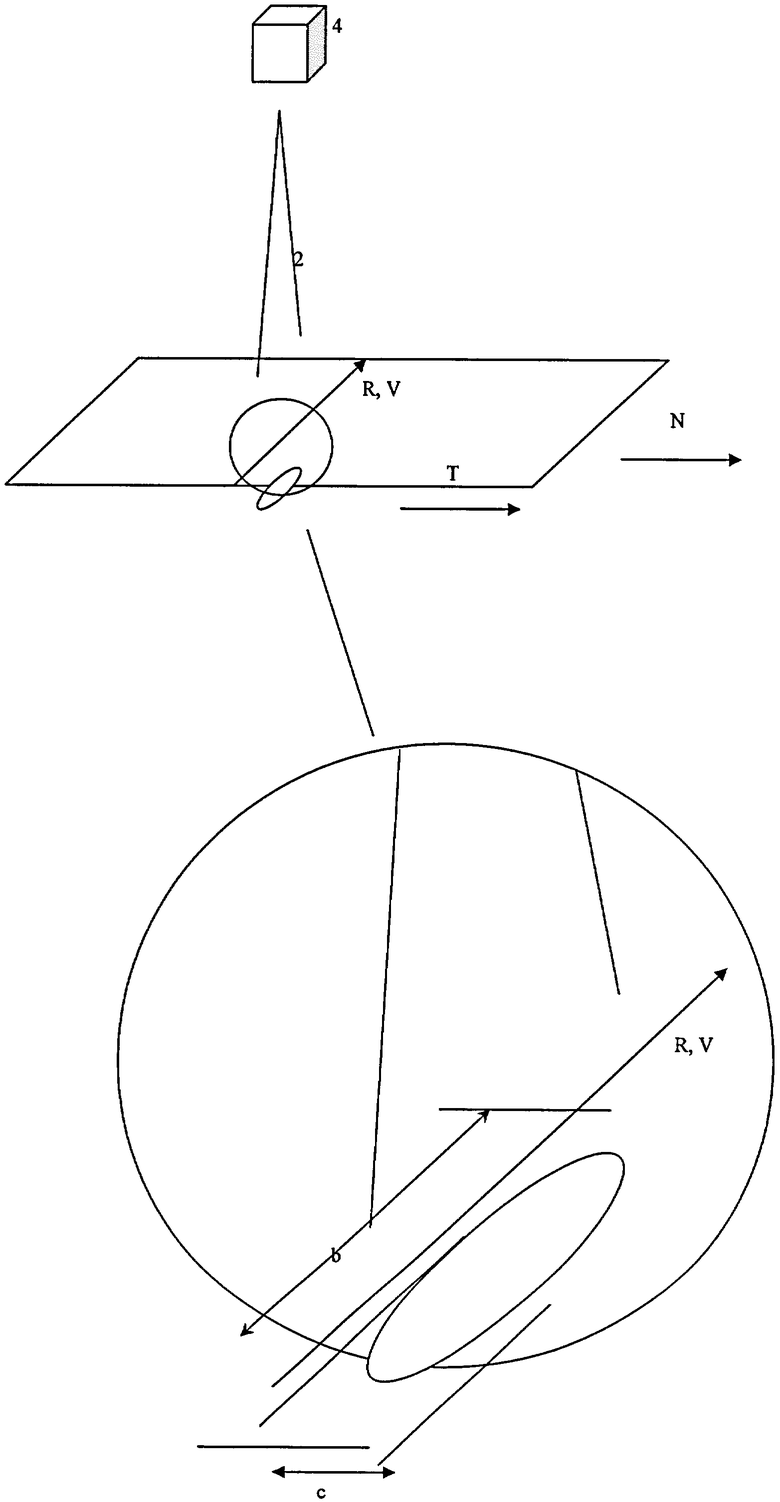
Предложенное техническое решение будет понятно из следующего описания и приложенной к нему схемы реализации предложенного способа (чертеж).
Способ осуществляется следующим образом.
Сталь, выплавленную в электропечи или конвертере и разлитую в слябы, прошедшую нагрев в методических печах и горячую прокатку на стане горячей прокатки, травление, одно или двукратную холодную прокатку, обезуглероживающий отжиг, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий отжиг, подвергают обработке лазерным излучением.
В предлагаемом способе во время обработки лазерным излучением полосу -1- стали в зоне обработки транспортируют под регулируемым натяжением -N-, создающим внутреннее напряжение в металле в интервале 5-80 Н/мм2, а соотношение мощности излучения к скорости сканирования P/V лазерного луча -2- поддерживают в диапазоне 0,015-0,050 Дж/мм, при этом в вытянутом вдоль направления сканирования -R- некруговом сечении -3- луча -2- отношение его длины -с- к ширине -b- в направлении прокатки -Т- составляет 0,005-0,075.
В качестве источника лазерного излучения используют многомодовый волоконный лазер -4- с длинной волны генерации 1070 нм и выходной мощностью 1,5-3,5 кВт. Для достижения необходимого технического результата - существенного снижения магнитных потерь и сохранения магнитной индукции и целостности изоляционного покрытия, обработку полосы -1- проводят пятном -3-, имеющим разные размеры в направлении развертки и в поперечном к нему направлении. Это достигается за счет применения специальной оптической системы, представляющей собой набор цилиндрических линз, расположенных вдоль линии сканирования луча. От геометрической формы и размеров пятна -3- зависят время лазерного воздействия, температура разогрева поверхностного слоя и глубина проникновения тепла в металл. Ширина пятна -b- лазерного излучения определяет время лазерного воздействия на поверхность полосы. Соответственно, при формировании пятна, вытянутого вдоль линии сканирования имеется возможность обеспечения как резкого нагрева локальной зоны поверхности с максимальным градиентом температур у ее границы, так и плавного нагрева пятном шириной -b- 20-30 мм, обеспечивающего глубокий прогрев. Очевидно, увеличение протяженности пятна сопровождается пропорциональным снижением плотности излучения в каждой точке воздействия. Как раз это обстоятельство позволяет в рамках настоящего изобретения осуществить реальное применение лазеров мощностью свыше 1 кВт при отношении P/V=0,015-0,050 Дж/мм для высокопроизводительной (до 70 м/мин) обработки полосы трансформаторной стали без оплавления металла или разрушения покрытия.
Выполненные расчеты для скорости развертки ПО м/с и общей мощности излучения 2,5 кВт показывают, что увеличение ширины -b- пятна с 3,5 мм до 25 мм при длине -с- 100-300 мкм соответствует изменению глубины прогрева металла с 30 до 100 мкм. При этом под глубиной прогрева понимается расстояние от поверхности, на котором значение температуры, выраженной в градусах Цельсия, снижается в 2 раза.
Формирование глубоких зон прогрева металла вдоль направления сканирования -R- луча -2- позволяет в этом случае использовать положительное влияние упругих напряжений, создаваемых в металле за счет приложения внешних растягивающих усилий -N-. Высокая эффективность предлагаемого комбинированного воздействия связана, прежде всего, с изменением магнитоструктурного состояния в локальных зонах лазерного облучения. Концентрированное выделение тепла и нагрев поверхности, возникающие в процессе лазерной обработки, сопровождается изменением в этих участках упругопластических свойств металла. Например, если рассматривать обработку полосы толщиной 0,27 мм, сканирующим лучом -2- длиной -с- 130 мкм, мощностью -Р- 2,5 кВт при скорости сканирования -V- 100-120 м/с, то прогрев металла до температуры выше 400°С достигается по всему сечению. В этом случае в рассматриваемых областях, в отличие от участков вне зоны обработки, создаются условия для возникновения пластической деформации. Именно поэтому приложение внешних растягивающих усилий -N- приводит к деформационному искажению кристаллической решетки и увеличению плотности дислокаций в 1,5-3 раза по сравнению с режимом лазерной обработки без натяжения. Инициирование внутренних напряжений со значениями σ=5-80 Н/мм2 за счет растяжения полосы -1- служит дополнительным резервом к снижению удельных магнитных потерь на 2-3% по сравнению с лазерной обработкой без натяжения (см. таблицу). К числу очевидных преимуществ обработки полосы под натяжением относится и повышенная термоустойчивость эффекта снижения магнитных потерь.
Таким образом, только совместное воздействие трех факторов - лазерного облучения пятном -3-, вытянутым вдоль направления сканирования -R- с заданными характеристиками, с отношением P/V=0,015-0,050 Дж/мм, и внешне приложенного растягивающего натяжения -N- позволяет существенно (на 9-13%) уменьшить магнитные потери Р1,7/50 в стали при сохранении магнитной индукции и исходного сопротивления электроизоляционного покрытия.
Выбор оптимальных значений внешне прикладываемых усилий зависит от геометрических размеров полосы и отношения P/V. В рамках настоящего изобретения расчет величины внешней силы проводится по следующей формуле:
F=kBd/(P/V)1/2,
где F- величина внешне приложенной силы (кН),
В и d - соответственно ширина и толщина полосы (мм).
Коэффициент пропорциональности k может быть подобран опытным путем в зависимости от химического состава и механических свойств обрабатываемой стали из интервала k=0,002-0,010.
При обработке полосы с внутренним напряжением в металле в интервале менее 5 Н/мм2 и соотношении мощности излучения к скорости сканирования P/V менее 0,015 Дж/мм не достигается достаточного прогрева металла в зоне обработки или недостаточно усилия натяжения при обработке для создания условий пластического течения металла в зоне воздействия излучения, что не позволяет получить дополнительный эффект снижения удельных потерь по отношению к лазерной обработке без натяжения полос.
Обработка полосы с внутренним напряжением в металле в интервале более 80 Н/мм2 сопровождается резким снижением величины магнитной индукции ниже допустимого значения. При соотношении мощности излучения к скорости сканирования P/V более 0,050 Дж/мм происходит разрушение электроизоляционного покрытия на поверхности стали, что недопустимо, поскольку ухудшает товарный внешний вид продукции и может приводить к снижению величины сопротивления электроизоляционного покрытия.
При отношении длины -с- вытянутого вдоль направления сканирования -R-некругового сечения луча 2 к его ширине -b- более 0,075 во всем диапазоне отношения мощности излучения к скорости сканирования P/V=0,015-0,050 Дж/мм достигается высокая плотность лазерного излучения, которая приводит к нагреву металла в области концентрированного потока энергии до температур, приводящих к разрушению изоляционного покрытия. Снижение отношения длины к ширине некругового сечения луча менее 0,005 при существующих ограничениях мощности современных оптоволоконных лазеров приводит к уменьшению плотности лазерного излучения и, как следствие, недостаточно глубокому прогреву металла в зоне лазерного воздействия, исключающему возможность использования прикладываемого натяжения с целью дополнительного снижения удельных магнитных потерь.
Пример.
В ОАО «НЛМК» проводилась опытная обработка анизотропной электротехнической тонколистовой стали по предлагаемому способу. Сталь, выплавленную в конвертере и разлитую в слябы, прошедшую нагрев в методических печах и горячую прокатку на непрерывном широкополосном стане горячей прокатки, травление, первую холодную прокатку, обезуглероживающий отжиг, вторую холодную прокатку, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия и выпрямляющий отжиг, подвергали воздействию электромагнитного излучения посредством сканирования поверхности полосы, движущейся со скоростью 50 м/мин, лазерным лучом выходной мощностью 2,5 кВт, имеющим некруговое сечение длиной 150 мкм вдоль направления сканирования и шириной 20 мм в направлении движения полосы, и натяжению на участке обработки 18 Н/мм2.
Свойства тонколистовой анизотропной электротехнической стали, полученные в результате опытного использования предлагаемого технического решения представлены в таблице.
Из анализа данных таблицы можно сделать вывод, что электромагнитные свойства и качество поверхности стали, полученные с использованием предлагаемого способа выше, чем у стали, полученные по известному способу.
Таким образом, использование предлагаемого способа производства листовой анизотропной электротехнической стали позволяет не только снизить магнитные потери при сохранении высокого уровня магнитной индукции, но также снизить себестоимость выпускаемой продукции и получить дополнительную прибыль от ее реализации.
Следовательно, задача, на решение которой направлено техническое решение, - выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| Лист из анизотропной электротехнической стали со стабилизацией магнитных потерь и термостабильными лазерными барьерами | 2021 |
|
RU2763025C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ И ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ АНИЗОТРОПНАЯ СТАЛЬ | 2013 |
|
RU2514559C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2010 |
|
RU2509814C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТОЙКОЙ ПРИ ОТЖИГЕ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ, ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ | 2018 |
|
RU2746618C1 |
Изобретение относится к области черной металлургии, в частности к производству холоднокатаной анизотропной электротехнической стали, применяемой для изготовления крупногабаритных магнитопроводов. Для снижение магнитных потерь при сохранении высокого уровня магнитной индукции осуществляют выплавку стали, непрерывную разливку, горячую прокатку, одно или двукратную холодную прокатку, обезуглероживающий отжиг, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия, выпрямляющий отжиг и электромагнитное воздействие на поверхность движущейся полосы сканирующим лазерным лучом некругового сечения, вытянутого вдоль направления сканирования, при этом электромагнитное воздействие ведут под регулируемым натяжением полосы, создающим внутреннее напряжение в металле в интервале 5-80 Н/мм2, а в качестве электромагнитного воздействия используют непрерывное многомодовое лазерное излучение при соотношении мощности излучения к скорости сканирования P/V в диапазоне 0,015-0,050 Дж/мм, при этом в некруговом сечении луча отношение его длины к ширине в направлении прокатки составляет 0,005-0,075; а величина натяжения полосы при лазерной обработке определяется по следующей формуле: F=kBd/(Р/V)1/2, где F - величина внешне приложенной силы (кН), В и d - соответственно ширина и толщина полосы (мм), k - коэффициент пропорциональности, равный 0,002-0,010 в зависимости от химического состава и механических свойств обрабатываемой стали. 1 з.п. ф-лы, 1 ил., 1 табл.
1. Способ производства листовой анизотропной электротехнической стали, включающий выплавку стали, непрерывную разливку, горячую прокатку, одно- или двукратную холодную прокатку, обезуглероживающий отжиг, обезжиривание, нанесение защитного покрытия, высокотемпературный отжиг, нанесение электроизоляционного покрытия, выпрямляющий отжиг и электромагнитное воздействие на поверхность движущейся полосы сканирующим лазерным лучом некругового сечения, вытянутом вдоль направления сканирования, отличающийся тем, что электромагнитное воздействие ведут под регулируемым натяжением полосы, создающим внутреннее напряжение в металле в интервале 5-80 Н/мм2, а в качестве электромагнитного воздействия используют непрерывное многомодовое лазерное излучение при соотношении мощности излучения к скорости сканирования P/V в диапазоне 0,015-0,050 Дж/мм, при этом в некруговом сечении луча отношение его длины к ширине в направлении прокатки составляет 0,005-0,075.
2. Способ по п.1, отличающийся тем, что величина натяжения полосы при лазерной обработке определяют по следующей формуле:
F=kBd/(P/V)1/2,
где F - величина внешней приложенной силы, кН,
В и d - соответственно ширина и толщина полосы, мм,
k - коэффициент пропорциональности, равный 0,002-0,010 в зависимости от химического состава и механических свойств обрабатываемой стали.
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ НИЗКИЕ ПОТЕРИ В СЕРДЕЧНИКЕ, И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2358346C1 |
| JP 61262477 A, 20.11.1986 | |||
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |

