ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к листу анизотропной электротехнической стали и к способу его производства. Приоритет испрашивается по заявке на патент Японии №2021-053618, поданной 26 марта 2021 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Листы анизотропной электротехнической стали представляют собой магнитно-мягкие материалы и используются главным образом в качестве материалов сердечников трансформаторов. Поэтому листы анизотропной электротехнической стали обязаны иметь такие магнитные характеристики, как высокие характеристики намагничивания и низкие магнитные потери. Магнитные потери представляют собой потери мощности, расходуемой в виде тепловой энергии при возбуждении сердечника переменным магнитным полем, и должны быть как можно меньше с точки зрения экономии энергии. На степень магнитных потерь влияют коэффициент намагничивания, толщина листа, натяжение покрытия, количество примесей, удельное электрическое сопротивление, размеры зерен, размеры магнитных доменов и т.п. Хотя к настоящему времени было разработано множество технологий в отношении листов анизотропной электротехнической стали, исследования и разработки по снижению магнитных потерь все еще продолжаются с целью повышения энергоэффективности.
[0003] Например, патентный документ 1 раскрывает способ производства листа анизотропной электротехнической стали, включающий стадию облучения поверхности листа анизотропной электротехнической стали сфокусированным пучком лазера непрерывного действия при сканировании листа анизотропной электротехнической стали в направлении, наклонном по отношению к направлению прокатки, и стадию повторения облучения при смещении сканируемых пучками лазера непрерывного действия участков на заданные интервалы, причем, когда средняя мощность пучков лазера непрерывного действия обозначена как Р (Вт), скорость сканирования обозначена как Vc (мм/с), заданные интервалы обозначены как PL (мм), а средняя плотность энергии облучения Ua обозначена как Ua=P/(Vc×PL) (мДж/мм2), магнитными доменами управляют облучением лазерными пучками таким образом, что удовлетворяются условия 1,0 мм≤PL≤3,0 мм и 0,8 мДж/мм2≤Ua≤2,0 мДж/мм2. Патентный документ 1 показывает, что магнитные потери могут быть легко уменьшены в обоих направлениях: направлении L и направлении С листа анизотропной электротехнической стали, при обеспечении высокой производительности.
[0004] В дополнение, патентный документ 2 раскрывает способ производства листа анизотропной электротехнической стали, в котором формируют линейные замыкающие домены приблизительно перпендикулярно направлению прокатки стального листа с приблизительно постоянными интервалами путем сканирования и облучения непрерывно колеблющимися лазерными пучками для улучшения характеристик магнитных потерь. Патентный документ 2 показывает, что, когда лазер находится в режиме ТЕМ00, в котором профиль интенсивности лазерного пучка в сечении, перпендикулярном направлению распространения пучка, имеет максимальную интенсивность вблизи центра оптической оси, а диаметр d [мм] сфокусированного облучающего пучка в направлении прокатки, линейная скорость сканирования V [мм/с] лазерного пучка и средняя мощность Р [Вт] лазера находятся в диапазонах 0<d≤0,2 и 0,001≤P/V≤0,012, можно получить лист анизотропной электротехнической стали с пониженными магнитными потерями.
[0005] В дополнение, патентный документ 3 раскрывает способ производства листа анизотропной электротехнической стали, в котором поверхность листа анизотропной электротехнической стали облучают пучком лазера через равные интервалы для улучшения магнитных характеристик. В патентном документе 3 лазер представляет собой CO2-лазер с импульсно-колебательной модуляцией добротности, а форма облучающего пучка представляет собой эллипс с большой осью в направлении по ширине листа. В дополнение, показано, что образование метки лазерного облучения подавляется путем установки плотности мощности облучения лазерного импульса равной или меньшей порога повреждения мембраны на поверхности стального листа, непрерывные импульсные пучки накладываются друг на друга на поверхности стального листа, и совокупная энергия облучения, достаточно большая для улучшения магнитных характеристик, придается путем установки длины эллиптического пучка по большой оси равной или большей, чем интервал облучения импульсным пучком в направлении по ширине листа, при подавлении меток лазерного облучения, и может быть получен эффект эффективного управления магнитными доменами.
[0006] В связи с этим, в последние годы растет спрос на снижение шума и вибрации в электромагнитном оборудовании, таком как трансформаторы, и листы анизотропной электротехнической стали, используемые для сердечников трансформаторов, должны быть материалом, подходящим не только для низких магнитных потерь, но и для низкого шума или низкой вибрации. Считается, что одной из причин шума или вибрации в материалах трансформаторов является магнитострикция листов анизотропной электротехнической стали. Упоминаемая здесь магнитострикция относится к вибрации, проявляющейся в направлении прокатки листа анизотропной электротехнической стали, вызванной небольшим изменением внешней формы листа анизотропной электротехнической стали в связи с изменением интенсивности намагничивания при возбуждении листа анизотропной электротехнической стали переменными токами. Величина этой магнитострикции является чрезвычайно малой, порядка 10-6, но эта магнитострикция порождает вибрацию в сердечниках, распространяющуюся на внешнюю конструкцию, такую как бак трансформатора, и превращается в шум.
[0007] Лазерное облучение листа анизотропной электротехнической стали, предложенное в описанных выше патентных документах 1-3, эффективно для снижения магнитных потерь, но существует проблема, заключающаяся в том, что замыкающий домен, который формируется в связи с деформациями, придаваемыми лазерным облучением, увеличивает магнитострикцию, из-за чего ухудшаются шумовые характеристики.
[0008] С учетом такой проблемы, например, патентный документ 4 раскрывает лист анизотропной электротехнической стали с низкими магнитными потерями, который при его встраивании в трансформатор дает малый шум. Патентный документ 4 показывает, что, когда на поверхности стального листа формируются области замыкающих доменов с периодически меняющейся шириной в направлении прокатки, каждая из областей замыкающих доменов удовлетворяет условиям, при которых отношение (Wmax/Wmin) максимальной ширины Wmax к минимальной ширине Wmin в направлении прокатки на поверхности стального листа составляет 1,2 или более и 2,2 или менее, средняя ширина Wave в направлении прокатки на поверхности стального листа составляет 80 мкм или более и 250 мкм или менее, максимальная глубина D в направлении по толщине листа составляет 32 мкм или более, a (Wave×D)/s составляет 0,0007 мм или более и 0,0016 мм или менее, возможно реализовать более благоприятный баланс магнитных потерь/шума, чем в уровне техники.
[0009] В дополнение, патентный документ 5 описывает лист анизотропной электротехнической стали, в котором введены локальные деформации в направлении, пересекающем направление прокатки, с периодическими интервалами в направлении прокатки, в котором вблизи деформаций образуются линейные участки замыкающих доменов, в размагниченном состоянии присутствуют магнитные домены, имеющие длину в направлении прокатки 1,2 мм или более, вытянутые в направлении прокатки от участка замыкающего домена, и, кроме того, в областях вдоль участков замыкающих доменов в среднем формируется 1,8 или более магнитных доменов на миллиметр, и том случае, когда линейные интервалы участков замыкающих доменов обозначены как s (мм), ширина участка замыкающего домена w (мм) и глубина участка замыкающего домена в направлении по толщине листа h (мкм) удовлетворяют соотношениям 4 мм≤s≤1,5 мм и hw/s≤0,9 мкм. В патентном документе 5 предполагается, что представленный выражением hw/s показатель величины введенной деформации влияет на магнитные потери и шум.
[0010] Однако в результате исследований авторов настоящего изобретения было обнаружено, что в методах, описанных в патентных документах 4 и 5, улучшение шумовых характеристик недостаточно с учетом превосходного баланса магнитных потерь/шума, который требовался в последние годы.
[0011] В дополнение, в качестве метода управления замыкающими доменами, например, патентные документы 6 и 7 раскрывают способы производства листа анизотропной электротехнической стали, в которых замыкающий домен формируется без повреждения покрытия и обеспечивается лист анизотропной электротехнической стали с чрезвычайно низкими магнитными потерями в трансформаторе и билдинг-фактором (BF).
В дополнение, патентный документ 8 показывает, что лист анизотропной электротехнической стали с уменьшенными магнитными потерями в широком диапазоне толщины листа может быть получен путем формирования замыкающего домена такой формы, которая выгодна для снижения магнитных потерь, с использованием характеристик электронного пучка.
В дополнение, патентный документ 9 раскрывает лист анизотропной электротехнической стали для сердечника, имеющий линейные деформации на поверхности стального листа, сформированные электронным пучком, испускаемым из LaB6 в направлениях под углом от 60° до 120° относительно направления прокатки.
В дополнение, патентный документ 10 раскрывает лист анизотропной электротехнической стали с превосходными изоляционными свойствами и коррозионной стойкостью, в котором контролируется доля площади меток облучения пучком в области облучения пучком, а также способ его производства.
Однако патентные документы 6-10 все предлагают методы управления замыкающими доменами для уменьшения магнитных потерь или для улучшения характеристик покрытий, которые формируются в связи с управлением замыкающими доменами, и не проводилось никаких исследований относительно управления замыкающими доменами для реализации низкого шума. Поэтому было обнаружено, что в методах по патентным документам 6-10 улучшение шумовых характеристик недостаточно с учетом превосходного баланса магнитных потер/шума, который требовался в последние годы.
Документы уровня техники
Патентные документы
[0012] [Патентный документ 1] Японский патент №4669565
[Патентный документ 2] Японский патент №4510757
[Патентный документ 3] Японский патент №3361709
[Патентный документ 4] Японский патент №6060988
[Патентный документ 5] Японский патент №6176282
[Патентный документ 6] Японский патент №6169695
[Патентный документ 7] Японский патент №6245296
[Патентный документ 8] Международная публикация заявки РСТ № WO 2014/068962
[Патентный документ 9] Японский патент №5954421
[Патентный документ 10] Международная публикация заявки РСТ № WO 2013/099272
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Проблемы, решаемые изобретением
[0013] Как описано выше, традиционно не были известны листы анизотропной электротехнической стали с одновременно улучшенными в достаточной степени характеристиками магнитных потерь и шумовыми характеристиками и способы их производства. Задача настоящего изобретения состоит в том, чтобы предложить лист анизотропной электротехнической стали с превосходными характеристиками магнитных потерь, в частности, коэффициентом улучшения магнитных потерь до и после управления магнитными доменами, и шумовыми характеристиками, а также способ его производства.
Средства решения проблемы
[0014] В листе анизотропной электротехнической стали облучаемая часть быстро нагревается и быстро охлаждается при облучении энергетическим лучом, таким как лазерный пучок или электронный пучок. В результате в стальном листе вблизи облученной части возникает остаточная деформация (термическая деформация). В том случае, когда эта остаточная деформация представляет собой деформацию сжатия в направлении прокатки или деформацию растяжения в направлении по толщине листа, в той области, где создается эта остаточная деформация, образуется замыкающий домен. Из-за образования этого замыкающего домена на поверхности стального листа образуется магнитный поток утечки, и магнитостатическая энергия становится высокой. Состояние, в котором магнитостатическая энергия высока, энергетически неустойчиво. Поэтому структура магнитных доменов стального листа изменяется на структуру, в которой магнитный поток утечки становится малым. Структура, в которой магнитный поток утечки становится малым, представляет собой состояние, в котором существует множественные границы между 180° магнитными доменами, параллельными/антипараллельными направлению прокатки, то есть 180° магнитные стенки, что называется «сегментацией магнитных доменов». Поскольку эта сегментация магнитных доменов уменьшает аномальные потери на вихревые токи (токи Фуко), облучение энергетическими лучами выгодно для уменьшения магнитных потерь. Однако обычно, при формировании замыкающего домена, степень магнитострикции становится большой, а значит, становится большим шум, когда стальной лист встраивается в трансформатор или т.п.
Авторы настоящего изобретения исследовали взаимосвязь между условиями облучения лазерным пучком, электронным пучком или т.п., и характеристиками магнитных потерь и шумовыми характеристиками. В результате было обнаружено, что шумовые характеристики улучшаются путем уменьшения входной энергии лазерного пучка, электронного пучка или т.п.; однако в этом случае управление магнитными доменами становится недостаточным, и характеристики магнитных потерь не улучшаются в достаточной степени.
Поэтому авторы настоящего изобретения дополнительно изучили способ улучшения характеристик магнитных потерь без ухудшения шумовых характеристик. В результате было обнаружено, что когда в процессе производства контролируют условия облучения лазерным пучком, электронным пучком или т.п. и условия обезуглероживающего отжига, даже в том случае, если входная энергия лазерного пучка, электронного пучка или т.п. мала, возможно добиться достаточной сегментации магнитных доменов и обеспечить как низкие магнитные потери, так и низкий шум после облучения лазерным пучком, электронным пучком или т.п.
[0015] Настоящее изобретение было создано с учетом вышеописанных обнаруженных фактов. Сущность настоящего изобретения заключается в следующем.
[1] Лист анизотропной электротехнической стали согласно одному аспекту настоящего изобретения включает в себя основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии, причем основной стальной лист имеет химический состав, в мас. %, С: 0,010% или менее, Si: 3,00-4,00%, Mn: 0,01-0,50%, и N: 0,010% или менее, раств. Al: 0,020% или менее, Р: 0,030% или менее, S: 0,010% или менее, Sn: 0-0,50%, Cu: 0-0,50%, Cr: 0-0,50%, Se: 0-0,020%, Sb: 0-0,500%, Mo: 0-0,10%, а остальное - Fe и примеси, причем на передней поверхности основного стального листа присутствует множество линейных деформаций, простирающихся непрерывно или прерывисто в направлении, пересекающемся с направлением прокатки, интервалы р в направлении прокатки множества смежных друг с другом линейных деформаций составляют 3,0-9,0 мм, ширины линейных деформаций составляют 10-250 мкм, и в рентгеновском топографическом спектре в диапазоне 1,50 мм в направлении прокатки, который получен из рентгеновского топографического изображения передней поверхности и включает линейную деформацию в центре, полная ширина на половине максимума пика рентгеновского топографического спектра, включающего максимальное значение спектральной интенсивности, составляет 0,02 мм или более и 0,10 мм или менее.
[2] Лист анизотропной электротехнической стали по пункту [1], в котором, когда диапазон 3,0 мм в направлении прокатки на передней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения плоскости (310) обозначено как Imin, фоновая интенсивность обозначена как I0, и когда диапазон 3,0 мм в направлении прокатки на задней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения полученной дифракционной плоскости (310) обозначено как Jmin, а фоновая интенсивность обозначена как J0, упомянутые Imin, I0, Jmin и J0 могут удовлетворять следующему выражению (2):

[3] Лист анизотропной электротехнической стали по пункту [1] или [2], в котором химический состав основного стального листа может содержать любой или оба из Sn: 0,01-0,50% и Cu: 0,05-0,50%.
[4] Способ производства листа анизотропной электротехнической стали согласно другому аспекту настоящего изобретения представляет собой способ производства листа анизотропной электротехнической стали по пункту [1] или [2], включающий стадию горячей прокатки с нагревом и затем горячей прокаткой стальной заготовки, имеющей химический состав, в мас. %, С: 0,010-0,200%, Si: 3,00-4,00%, Mn: 0,01-0,50%, N: 0,020% или менее, раств. А1: 0,010-0,040%, Р: 0,030% или менее, S: 0,005-0,040%, Sn: 0-0,50%, Cu: 0-0,50%, Bi: 0-0,020%, Cr: 0-0,50%, Se: 0-0,020%, Sb: 0-0,500%, Mo: 0-0,10%, а остальное - Fe и примеси, с получением горячекатаного стального листа, стадию отжига горячекатаного листа выполнением отжига горячекатаного листа, стадию холодной прокатки выполнением холодной прокатки один или множество раз с промежуточным отжигом между ними горячекатаного стального листа после стадии отжига горячекатаного листа, с получением холоднокатаного стального листа, стадию обезуглероживающего отжига выполнением обезуглероживающего отжига холоднокатаного стального листа, стадию окончательного отжига нанесением и сушкой сепаратора отжига, содержащего MgO в качестве главного компонента, на переднюю и заднюю поверхности холоднокатаного стального листа после стадии обезуглероживающего отжига, который является основным стальным листом, и выполнением окончательного отжига с образованием стеклянного покрытия, стадию формирования покрытия формированием придающего натяжение изоляционного покрытия на стеклянном покрытии с получением листа анизотропной электротехнической стали, включающего в себя основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии, и стадию сегментации магнитных доменов облучением передней поверхности придающего натяжение изоляционного покрытия листа анизотропной электротехнической стали энергетическим лучом для придания множества линейных деформаций основному стальному листу, при этом на стадии сегментации магнитных доменов, среди множества линейных деформаций, интервалы в направлении прокатки смежных друг с другом линейных деформаций составляют 3,0-9,0 мм, плотность мощности энергетического луча Ip в единицах Вт/мм2, которая определяется как (P/S) с использованием выходной мощности Р энергетического луча в единицах Вт и площади S сечения энергетического луча при облучении в единицах мм2, удовлетворяет следующему выражению (3), входная энергия энергетического луча Up в единицах Дж/мм, которая определяется как (P/Vs) с использованием выходной мощности Р энергетического луча и скорости сканирования энергетического луча Vs в единицах мм/с, удовлетворяет следующему выражению (4), соотношение размеров пучка, которое определяется как (dl/dc) с использованием диаметра dl в направлении, перпендикулярном направлению сканирования пучка, и диаметра dc в направлении сканирования пучка энергетического луча в единицах мкм, и dl удовлетворяют соответственно следующему выражению (5) и следующему выражению (6), и на стадии обезуглероживающего отжига скорость S1 повышения температуры в первом температурном диапазоне 550-750°С устанавливают равной 500°С/с или более, а скорость S2 повышения температуры во втором температурном диапазоне 750-800°С устанавливают равной 800°С/с или более, или скорость S2 повышения температуры во втором температурном диапазоне устанавливают равной 50°С/с или более, и атмосферную точку росы во втором температурном диапазоне устанавливают равной от -50°С до 20°С:

[5] Способ производства листа анизотропной электротехнической стали по пункту [4] может дополнительно включать стадию азотирования выполнением азотирующей обработки холоднокатаного стального листа между стадией обезуглероживающего отжига и стадией окончательного отжига.
[6] Способ производства листа анизотропной электротехнической стали по пункту [4] или [5], в котором химический состав стальной заготовки может содержать любой или оба из Sn: 0,01-0,50% и Cu: 0,05-0,50%.
Эффекты изобретения
[0016] В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить лист анизотропной электротехнической стали, имеющий превосходные характеристики магнитных потерь и шумовые характеристики, а также способ его производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Фиг. 1 - рисунок, показывающий геометрию измерения рентгеновской топографии.
Фиг. 2 - рисунок, показывающий пример данных изображения рентгеновской топографии.
Фиг. 3 - рисунок, показывающий пример кривой распределения (линии профиля) интенсивностей отраженных дифрагированных рентгеновских лучей.
Фиг. 4 - рисунок для описания динамической дифракции из-за многократного рассеивания при рентгеновской дифракции.
Фиг. 5 - рисунок для описания кинематической дифракции и динамической дифракции при рентгеновской дифракции.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0018] Лист анизотропной электротехнической стали согласно одному варианту осуществления настоящего изобретения (лист анизотропной электротехнической стали по данному варианту осуществления) включает в себя основной стальной лист с заданным химическим составом, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии. В дополнение, на передней поверхности основного стального листа приблизительно параллельно сформировано множество линейных деформаций (термических деформаций), которые простираются непрерывно или прерывисто в направлениях, пересекающихся с направлением прокатки, более конкретно, в направлениях под углом (φ) 60-120° относительно направления прокатки, интервалы (р) в направлении прокатки множества смежных друг с другом линейных деформаций составляют 3,0-9,0 мм, а ширина (длина в направлении, ортогональном направлению протяженности) каждой из множества линейных деформаций, измеренная с помощью рентгеновской топографии, составляет 10-250 мкм. В дополнение, в листе анизотропной электротехнической стали по данному варианту осуществления в рентгеновском топографическом спектре в диапазоне 1,50 мм в направлении прокатки, включающем линейную деформацию в центре (диапазон ±0,75 мм в направлении прокатки от линейной деформации), который получен из рентгеновского топографического изображения передней поверхности, полная ширина на половине максимума пика рентгеновского топографического спектра, включающего максимальное значение спектральной интенсивности, составляет 0,02 мм или более и 0,10 мм или менее.
[0019] Далее будет описан лист анизотропной электротехнической стали по данному варианту осуществления.
«Основной стальной лист>
(Химический состав)
[0020] Лист анизотропной электротехнической стали по данному варианту осуществления главным образом характеризуется состоянием линейных деформаций, и основной стальной лист в листе анизотропной электротехнической стали не ограничен с точки зрения химического состава. Однако для получения характеристик, которые обычно требуются для листов анизотропной электротехнической стали, химический состав установлен в пределах следующих диапазонов. В данном варианте осуществления %, относящийся к содержанию каждого элемента, означает «мас. %», если не указано иное.
С: 0,010% или менее
[0021] С (углерод) является элементом, эффективным для управления микроструктурой стального листа постадийно до завершения стадии обезуглероживающего отжига из числа производственных стадий. Однако, когда содержание С превышает 0,010%, магнитные характеристики (характеристики магнитных потерь или плотность магнитного потока) листа анизотропной электротехнической стали, который является листовым продуктом (изделием), ухудшаются. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание С устанавливается равным 0,010% или менее. Содержание С предпочтительно составляет 0,005% или менее. Содержание С предпочтительно является как можно более низким; однако, когда содержание С уменьшается до менее чем 0,0001%, эффект управления микроструктурой насыщается, и лишь производственные затраты увеличиваются. Следовательно, содержание С может быть установлено равным 0,0001% или более.
Si: 3,00-4,00%
[0022] Si (кремний) является элементом, который улучшает характеристики магнитных потерь за счет увеличения электрического сопротивления листа анизотропной электротехнической стали. Когда содержание Si составляет менее 3,00%, достаточный эффект снижения потерь на токи Фуко не может быть получен. Поэтому содержание Si устанавливается равным 3,00% или более. Содержание Si предпочтительно составляет 3,20% или более, а предпочтительнее 3,50% или более. С другой стороны, когда содержание Si превышает 4,00%, лист анизотропной электротехнической стали становится хрупким, и его проходимость значительно ухудшается. В дополнение, обрабатываемость листа анизотропной электротехнической стали ухудшается, и стальной лист может сломаться во время прокатки. Поэтому содержание кремния устанавливается равным 4,00% или менее. Содержание Si предпочтительно составляет 3,80% или менее, а предпочтительнее 3,70% или менее. Бывают случаи, когда часть Si, содержащегося в стальной заготовке, такой как сляб, расходуется на образование стеклянного покрытия, содержащего Mg2SiO4 в качестве главного компонента. Поэтому в листе анизотропной электротехнической стали содержание Si может быть уменьшено по сравнению с его содержанием во время выпуска плавки.
Mn: 0,01-0,50%
[0023] Mn (марганец) является элементом, который связывается с S с образованием MnS на производственных стадиях. Это выделение действует как ингибитор (ингибитор нормального роста зерен) и вызывает вторичную рекристаллизацию в стали. Mn также является элементом, который дополнительно улучшает горячую обрабатываемость стали. В том случае, если содержание Mn составляет менее 0,01%, не возможно получить вышеописанный эффект в достаточной степени. Поэтому содержание Mn устанавливается равным 0,01% или более. Содержание Mn предпочтительно составляет 0,02% или более, а предпочтительнее 0,05% или более. С другой стороны, когда содержание Mn превышает 0,50%, вторичная рекристаллизация не происходит, и магнитные характеристики стали ухудшаются. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание Mn устанавливается равным 0,50% или менее. Содержание Mn предпочтительно составляет 0,20% или менее, а предпочтительнее 0,10% или менее.
N: 0,010%) или менее
[0024] N (азот) является элементом, который связывается на производственных стадиях с Al с образованием AlN, который функционирует как ингибитор. Однако, когда содержание N превышает 0,010%, магнитные характеристики ухудшаются из-за чрезмерно остающегося в основном стальном листе ингибитора. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание N устанавливается равным 0,010% или менее. Содержание N предпочтительно составляет 0,008% или менее, а предпочтительнее 0,005% или менее. С другой стороны, нижний предел содержания N конкретно не определен; однако, когда содержание N уменьшается до менее чем 0,0001%, лишь увеличиваются производственные затраты. Поэтому содержание N может быть установлено равным 0,0001% или более.
Раств. Al: 0,020% или менее
[0025] Раств. Al (кислоторастворимый алюминий) является элементом, который связывается на производственных стадиях с N с образованием AlN, который функционирует как ингибитор. Однако, когда содержание раств. Al превышает 0,020%, магнитные характеристики ухудшаются из-за чрезмерно остающегося в основном стальном листе ингибитора. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание раств. Al устанавливается равным 0,020% или менее. Содержание раств. Al в листе анизотропной электротехнической стали предпочтительно является как можно более низким. Например, содержание раств. Al составляет 0,010% или менее или менее чем 0,001%, и может составлять 0%. С другой стороны, нижний предел содержания раств. Al конкретно не определен; однако, когда содержание раств. Al уменьшается до менее чем 0,0001%, лишь увеличиваются производственные затраты. Поэтому содержание раств. Al может быть установлено равным 0,0001% или более.
Р: 0,030% или менее
[0026] Р (фосфор) является элементом, который ухудшает обрабатываемость при прокатке. Когда содержание Р составляет 0,030% или менее, можно подавить чрезмерное ухудшение обрабатываемости при прокатке и предотвратить разрушение во время производства. С такой точки зрения содержание Р устанавливается равным 0,030% или менее. Содержание Р предпочтительно составляет 0,020% или менее, а предпочтительнее 0,010% или менее. Нижний предел содержания Р не ограничен и может составлять 0%; однако предел чувствительности химического анализа составляет 0,0001%, а значит, реальный нижний предел содержания Р в практических стальных листах составляет 0,0001%. В дополнение, Р также является элементом, оказывающим эффект улучшения текстуры и улучшения магнитных характеристик. Для того, чтобы получить этот эффект, содержание Р может быть установлено равным 0,001% или более, или может быть установлено равным 0,005% или более.
S: 0,010% или менее
[0027] S (сера) является элементом, который связывается на производственных стадиях с Mn с образованием MnS, который функционирует как ингибитор. Однако в том случае, если содержание S превышает 0,010%, магнитные характеристики ухудшаются из-за чрезмерно остающегося ингибитора. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание S устанавливается равным 0,010% или менее. Содержание S в листе анизотропной электротехнической стали предпочтительно является как можно более низким. Например, содержание S составляет менее чем 0,0001% и может составлять 0%. Однако, когда содержание S в основном стальном листе листа анизотропной электротехнической стали уменьшается до менее чем 0,0001%, лишь увеличиваются производственные затраты. Поэтому содержание S может составлять 0,0001% или более.
Остальное: Fe и примеси.
[0028] Химический состав основного стального листа в листе анизотропной электротехнической стали по данному варианту осуществления содержит вышеописанные существенные элементы, а остальное могут составлять Fe и примеси. Однако с целью улучшения магнитных характеристик и т.п., в качестве необязательных элементов могут дополнительно содержаться Sn, Cu, Cr, Se, Sb и Mo в диапазонах, которые будут показаны ниже. Также допустимо, что эти элементы содержатся в качестве примесей. В дополнение, даже когда, например, любой один или более из W, Nb, Bi, Ti, Ni, Co и V содержатся в общем количестве 1,0% или менее в качестве прочих элементов, отличных от указанных, эффект листа анизотропной электротехнической стали по данному варианту осуществления не ослабляется. Здесь примесями являются элементы, которые входят в состав из руды или отходов в качестве сырья, производственной среды и т.п. во время промышленного производства основного стального листа, и их содержания допустимы в таких количествах, при которых не оказывается негативное влияние на действие листа анизотропной электротехнической стали по данному варианту осуществления.
Sn: 0-0,50%
[0029] Sn (олово) является элементом, который увеличивает ориентацию Госса, и является элементом, эффективным для измельчения вторично рекристаллизованных зерен. Когда вторично рекристаллизованные зерна малы, во время выполнения сегментации магнитных доменов достаточный эффект улучшения магнитных потерь может быть получен даже при малой входной энергии. В случае получения вышеописанного эффекта содержание Sn предпочтительно устанавливается равным 0,01% или более. Содержание Sn предпочтительно составляет 0,02% или более, а еще предпочтительнее 0,03% или более. Однако когда Sn содержится, существует опасение о том, что коэффициент встречаемости ориентации Госса в структуре вторичной рекристаллизации может уменьшиться. Поэтому в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления в том случае, если Sn содержится, Sn предпочтительно содержится одновременно с Cu, что будет описано ниже. С другой стороны, в том случае, если содержание Sn превышает 0,50%, вторичная рекристаллизация становится неустойчивой, и магнитные характеристики ухудшаются. Поэтому, даже в том случае, если Sn содержится, содержание Sn устанавливается равным 0,50% или менее. Содержание Sn предпочтительно составляет 0,30% или менее, а предпочтительнее 0,20% или менее.
Cu: 0-0,50%
[0030] Cu (медь) является элементом, который способствует увеличению коэффициента встречаемости ориентации Госса в структуре вторичной рекристаллизации. В случае получения вышеописанного эффекта содержание Cu предпочтительно устанавливается равным 0,05% или более. Содержание Cu предпочтительнее составляет 0,06% или более, а еще предпочтительнее 0,07% или более. С другой стороны, в том случае, если содержание Cu превышает 0,50%, стальной лист становится хрупким во время горячей прокатки. Следовательно, в основном стальном листе листа анизотропной электротехнической стали по данному варианту осуществления содержание Cu устанавливается равным 0,50% или менее даже в том случае, если Cu содержится. Содержание Cu предпочтительно составляет 0,30% или менее, а предпочтительнее 0,20% или менее.
Cr: 0-0,50%
[0031] Cr (хром) является элементом, который улучшает магнитные характеристики. Причина этого неясна, но Cr считается обладающим эффектом способствования увеличению коэффициента встречаемости ориентации Госса в структуре вторичной рекристаллизации, улучшая магнитные характеристики. Для того, чтобы получить вышеописанный эффект, содержание Cr предпочтительно устанавливается равным 0,01% или более, предпочтительнее 0,02% или более, а еще предпочтительнее 0,03% или более. С другой стороны, в том случае, если содержание Cr превышает 0,50%, образуется оксид Cr, и магнитные характеристики ухудшаются. Поэтому, даже в том случае, если Cr содержится, содержание Cr устанавливается равным 0,50% или менее. Содержание Cr предпочтительно составляет 0,30% или менее, а предпочтительнее 0,10% или менее.
Se: 0-0,020%
[0032] Se (селен) является элементом, оказывающим эффект улучшения магнитных характеристик. Поэтому Se может содержаться. В том случае, если Se содержится, его содержание предпочтительно устанавливается равным 0,001% или более для того, чтобы благоприятно получить эффект улучшения магнитных характеристик. Содержание Se предпочтительнее составляет 0,003% или более, а еще предпочтительнее 0,006% или более. С другой стороны, когда содержание Se превышает 0,020%, адгезия стеклянного покрытия ухудшается. Поэтому, даже в том случае, если Se содержится, содержание Se устанавливается равным 0,020% или менее. Содержание Se предпочтительно составляет 0,015% или менее, а предпочтительнее 0,010% или менее.
Sb: 0-0,500%
[0033] Sb (сурьма) является элементом, оказывающим эффект улучшения магнитных характеристик. Поэтому Sb может содержаться. В том случае, если Sb содержится, ее содержание предпочтительно устанавливается равным 0,005% или более для того, чтобы благоприятно получить эффект улучшения магнитных характеристик. Содержание Sb предпочтительнее составляет 0,010% или более, а еще предпочтительнее 0,020% или более. С другой стороны, когда содержание Sb превышает 0,500%, адгезия стеклянного покрытия значительно ухудшается. Поэтому, даже в том случае, если Sb содержится, содержание Sb устанавливается равным 0,500% или менее. Содержание Sb предпочтительно составляет 0,300% или менее, а предпочтительнее 0,100% или менее.
Мо: 0-0,10%
[0034] Мо (молибден) является элементом, оказывающим эффект улучшения магнитных характеристик. Поэтому Мо может содержаться. В том случае, если Мо содержится, его содержание предпочтительно устанавливается равным 0,01% или более для того, чтобы благоприятно получить эффект улучшения магнитных характеристик. Содержание Мо предпочтительнее составляет 0,02% или более, а еще предпочтительнее 0,03% или более. С другой стороны, когда содержание Мо превышает 0,10%, холодная прокатываемость ухудшается, и есть вероятность того, что основной стальной лист может сломаться. Поэтому, даже в том случае, если Мо содержится, содержание Мо устанавливается равным 0,10% или менее. Содержание Мо предпочтительно составляет 0,08% или менее, а предпочтительнее 0,05% или менее.
[0035] Как описано выше, в качестве примера показано, что химический состав основного стального листа в листе анизотропной электротехнической стали по данному варианту осуществления содержит вышеописанные существенные элементы, а остальное - Fe и примеси, или химический состав содержит вышеописанные существенные элементы и дополнительно содержит один или более необязательных элементов, а остальное - Fe и примеси.
[0036] Химический состав основного стального листа в листе анизотропной электротехнической стали по данному варианту осуществления может быть измерен после удаления стеклянного покрытия и придающего натяжение изоляционного покрытия, сформированных на поверхности.
В частности, лист анизотропной электротехнической стали погружают в водный раствор гидроксида натрия (80-90°С), содержащий NaOH: 30-50 мас. % и H2O: 50-70 мас. %, на 7-10 минут, в результате чего удаляется придающее натяжение изоляционное покрытие. Лист анизотропной электротехнической стали, с которого было удалено придающее натяжение изоляционное покрытие, промывают водой, а после промывки водой сушат обдувкой теплым воздухом чуть менее 1 минуты. Высушенный лист анизотропной электротехнической стали (лист анизотропной электротехнической стали без придающего натяжение изоляционного покрытия) погружают в водный раствор соляной кислоты (80-90°С), содержащий 30-40 мас. % HCl, на 1-10 минут, в результате чего удаляется стеклянное покрытие. Основной стальной лист после погружения промывают водой, а после промывки водой сушат обдувкой теплым воздухом чуть менее 1 минуты.
Основной стальной лист может быть извлечен из листа анизотропной электротехнической стали посредством вышеописанной стадии.
Химический состав такого основного стального листа получают известным методом компонентного анализа. В частности, создают стружку из основного стального листа с помощью дрели, эту стружку собирают и растворяют в кислоте для получения раствора. Элементный анализ химического состава этого раствора выполняют с помощью ICP-AES.
При этом Si в химическом составе основного стального листа получают методом, указанным в стандарте JIS G 1212 (1997) (Методы определения содержания кремния). В частности, когда вышеописанная стружка растворяется в кислоте, оксид кремния выпадает в виде осадка, этот осадок (оксид кремния) отфильтровывают фильтровальной бумагой и измеряют его массу, тем самым получая содержание Si.
Содержание С и содержание S получают хорошо известным высокочастотным методом сжигания (методом поглощения в инфракрасной области при сжигании). В частности, вышеописанный раствор сжигают посредством высокочастотного нагрева в потоке кислорода, детектируют образующиеся диоксид углерода и диоксид серы, и в результате получают содержание С и содержание S.
Содержание N получают с использованием хорошо известного метода определения удельной теплопроводности при плавлении в инертном газе.
(Линейные деформации)
[0037] В основном стальном листе, входящем в состав листа анизотропной электротехнической стали по данному варианту осуществления, около передней поверхности присутствует множество линейных деформаций (термических деформаций), которые являются остаточными деформациями после облучения энергетическим лучом, таким как лазерный пучок или электронный пучок. Каждая из множества линейных деформаций простирается непрерывно или прерывисто в направлении (направлении, пересекающемся с направлением прокатки) под углом φ 60-120° относительно направления прокатки. Деформация может присутствовать непрерывно в линейной форме или может присутствовать в одном направлении прерывисто (например в форме пунктирной линии).
Известно, что деформации (остаточные деформации), сформированные таким облучением энергетическим лучом, являются деформациями сжатия в направлении прокатки и деформациями растяжения в направлении по толщине листа, и на участках деформации и на их нижней стороне в направлении по толщине листа образуются намагниченные в направлении по толщине листа области, которые называются замыкающими доменами. В том случае, если размеры замыкающих доменов равны или больше, чем заданный размер, ширины 180° магнитных доменов сегментируются, потери на токи Фуко уменьшаются, и магнитные потери снижаются. С другой стороны, когда размеры замыкающего домена становятся большими, магнитострикция при возбуждении замыкающих доменов переменным током становится большой, и в трансформаторах явно проявляется шум.
[0038] В результате исследований авторов настоящего изобретения было обнаружено, что при контроле ширины деформаций, образующихся на передней поверхности, и привносимых состояний деформаций в направлении по толщине листа магнитные потери уменьшаются (характеристики магнитных потерь улучшаются), а проблема появляющегося шума подавляется (шумовые характеристики улучшаются).
Как описано выше, замыкающие домены, которые образуются в связи с образованием остаточных деформаций, являются движущей силой сегментации 180° магнитных доменов, что выгодно для уменьшения магнитных потерь, но существует проблема, заключающаяся в том, что степень магнитострикции увеличивается из-за замыкающих доменов, и шум при встраивании листа анизотропной электротехнической стали в трансформатор становится больше (шумовые характеристики ухудшаются). Традиционно в случае подавления ухудшения шумовых характеристик предпринимаются такие меры, как увеличение шага облучения энергетическим лучом или уменьшение входной энергии энергетического луча. Однако такие меры являются всего лишь средством улучшения шумовых характеристик за счет принесения в жертву в определенной степени эффекта улучшения магнитных потерь за счет облучения энергетическим лучом при допущении, что характеристики магнитных потерь и шумовые характеристики находятся в компромиссном соотношении.
В отличие от этого, в результате исследований авторов настоящего изобретения было обнаружено, что в листах анизотропной электротехнической стали, когда деформации вводятся так, чтобы области замыкающих доменов формировались неглубоко под поверхностью (были локализованы в поверхностном слое), можно улучшить характеристики магнитных потерь при одновременном подавлении ухудшения шумовых характеристик. Таким образом, авторы настоящего изобретения обнаружили, что управление пространственным распределением деформаций важно с точки зрения одновременного снижения магнитных потерь и шума. Состояние пространственного распределения деформаций можно выявить с помощью метода рентгеновской дифрактометрии, называемого рентгеновской топографией.
[0039] Хотя подробности будут описаны ниже, на участке, где введение деформации особенно велико, например, на участке, где входная энергия энергетического луча особенно высока, решетка искажается настолько сильно, что само явление дифракции не происходит (область введения высокой деформации). В рентгеновской топографии на таком участке не происходит самой дифракции, и поэтому рентгеновское топографическое изображение становится белым. Следовательно, рентгеновский топографический спектр, который получается из такого изображения, демонстрирует низкие интенсивности (низкие значения пикселей).
С другой стороны, в том случае, если присутствует область, в которой явление дифракции происходит, но были внесены остаточные деформации (область с относительно низкой плотностью дислокаций), рентгеновское топографическое изображение становится черным. Следовательно, рентгеновский топографический спектр, который получается из такого изображения, демонстрирует высокие интенсивности (высокие значения пикселей). Эта область остаточной деформации, в которой происходит явление дифракции, обладает эффектом сегментации магнитных доменов (эффектом уменьшения магнитных потерь), но сама кристаллическая решетка не нарушается. Поэтому негативное влияние на шум ограничивается.
Следовательно, с точки зрения достижения как превосходных характеристик магнитных потерь, так и превосходных шумовых характеристик важно ввести область остаточной деформации надлежащей величины, в которой возникает явление дифракции.
[0040] В листе анизотропной электротехнической стали по данному варианту осуществления, чтобы обеспечить как превосходные характеристики магнитных потерь, так и превосходные шумовые характеристики, ширина каждой из множества линейных деформаций, измеренная с помощью рентгеновской топографии, составляет 10-250 мкм, и в рентгеновском топографическом спектре в диапазоне 1,50 мм в направлении прокатки, включающем линейную деформацию в центре, который получен из рентгеновского топографического изображения передней поверхности, полная ширина на половине максимума пика рентгеновского топографического спектра, включающего максимальное значение спектральной интенсивности, составляет 0,02 мм или более и 0,10 мм или менее.
Когда ширина линейной деформации составляет менее 10 мкм, эффект улучшения магнитных потерь не может быть получен. В дополнение, в промышленности трудно сделать диаметр пучка меньшим, чем 10 мкм. Поэтому ширина деформации устанавливается равной 10 мкм или более. Ширина деформации предпочтительно составляет 50 мкм или более.
С другой стороны, когда ширина деформации составляет более 250 мкм, объем замыкающего домена, который формируется в связи с деформацией, увеличивается, и степень магнитострикции увеличивается. Поэтому ширина деформации устанавливается равной 250 мкм или менее. Ширина деформации предпочтительно составляет 200 мкм или менее, а предпочтительнее 150 мкм или менее.
В дополнение, в том случае, если полная ширина на половине максимума пика рентгеновского топографического спектра составляет менее 0,02 мм, диапазон введения деформаций мал, и эффект улучшения магнитных потерь не может быть получен. С другой стороны, в том случае, если полная ширина на половине максимума составляет более 0,10 мм, деформации были введены чрезмерно, и эффект улучшения шумовых характеристик не может быть получен. Предпочтительный диапазон полной ширины на половине максимума пика рентгеновского топографического спектра составляет 0,03 мм или более и 0,08 мм или менее, а предпочтительнее 0,03 мм или более и 0,06 мм или менее.
На полную ширину на половине максимума пика рентгеновского топографического спектра влияет кристаллографическая ориентация основного металла. Поэтому в том случае, если устанавливается заданная полная ширина на половине максимума, необходимо увеличить резкость кристаллографической ориентации Госса, например, путем увеличения скорости повышения температуры обезуглероживающего отжига, как описано ниже. В том случае, если резкость кристаллографической ориентации Госса является недостаточной, когда выполняется управление магнитными доменами типа введения деформации, полная ширина на половине максимума превышает 0,10 мм, и эффект улучшения шумовых характеристик не может быть получен.
[0041] Ширины линейных деформаций измеряют следующим методом с использованием рентгеновской топографии (РП или XRT) (например, системы визуализации рентгеновской топографии XRTmicron производства компании Rigaku Corporation). В качестве мишени источника рентгеновского излучения используется Cu, а напряжение и ток устанавливаются равными 40 кВ и 30 мА соответственно. Разрешение ПЗС-матрицы в детекторе устанавливается на бинирование 1×1 (5,4 мкм). Размер поля зрения в ПЗС-матрице устанавливается равным 17 мм × 13,5 мм (3326×2540 пикселей), а цифровое разрешение устанавливается равным 16 бит (65536 градаций).
Сначала образец стального листа облучают рентгеновским лучом так, чтобы удовлетворить условиям брэгговской дифракции, и дифрагированный рентгеновский луч попадает на детектор (ПЗС-камеру), которая собирает данные картирования интенсивностей дифрагированного рентгеновского излучения. Интенсивности дифрагированного рентгеновского излучения преобразуются в оптические плотности (насыщенности) цвета, и отсканированная рентгеновским лучом область отображается в виде изображения распределения оптической плотности цвета. Таким образом получается рентгеновское топографическое изображение (данные картирования интенсивностей дифрагированного рентгеновского излучения). По мере увеличения интенсивности дифрагированного рентгеновского излучения оптическая плотность цвета в рентгеновском топографическом изображении имеет тенденцию становиться темнее (негативное отображение). В дополнение, бывают случаи, когда положение измерения, при котором интенсивность может быть максимальной, регулируется путем измерения кривой автоподстройки. В частности, сканируется кривая, для которой горизонтальная ось указывает угол падения рентгеновских лучей Θs (°), а вертикальная ось указывает интенсивность дифрагированного рентгеновского излучения, и ищется значение Θsmax (°), при котором может быть получена наибольшая интенсивность. При этом, в настоящем изобретении, рентгеновское топографическое изображение получается в положении, где Θs (°)=Θsmax + вплоть до 0,09 (что соответствует использованию того же метода, что и метод слабого луча при наблюдении изображения в темном поля зрения с помощью просвечивающего электронного микроскопа (ТЕМ)). Например, положение пика кривой автоподстройки находится при угле падения рентгеновских лучей Θs (°)=32,8343° и угле испускания рентгеновских лучей Θd=83,5257°, тогда как положение захвата рентгеновской топографии может быть при Θs=32,9200° и Θd=83,4400°. Фиг. 2 показывает пример рентгеновского топографического изображения.
При измерении, например, из листа анизотропной электротехнической стали берут образец с размерами 50 мм в направлении по ширине (в направлении TD) и 150 мм направлении прокатки (в направлении RD), переднюю поверхность этого образца облучают рентгеновским лучом (лучом Cu Kα) так, чтобы удовлетворялись условия брэгговской дифракции относительно желаемой дифракционной плоскости (hkl), в этот момент измеряют интенсивности отраженных дифрагированных рентгеновских лучей с помощью ПЗС-камеры с высокой разрешающей способностью или т.п., и создают картографическое изображение интенсивностей дифрагированного рентгеновского излучения (см. Фиг. 1). При этом неподвижное дифракционное изображение захватывается в состоянии, когда образец остается неподвижным (моментальный снимок) без выполнения сканирования TDI (с интегрированием по времени). Поскольку дифрагированные рентгеновские лучи от каждого положения в образце экспонируют каждый пиксель ПЗС-камеры и накапливают заряды, данные картирования интенсивностей дифрагированных рентгеновских лучей создаются путем сканирования образца и считывания экспонированных зарядов в каждом положении.
Условие, при котором направление оси RD (направление прокатки) образца и направления падения и отражения рентгеновского луча параллельны друг другу, называется условием измерения g=222 или условием дифракционной плоскости (222). С другой стороны, условие, при котором ось TD образца и направления падения и отражения рентгеновского луча параллельны друг другу, называется условием измерения g=310 или условием дифракционной плоскости (310). В данном варианте осуществления, если четко не указано иное, в качестве условия измерения принимается условие дифракционной плоскости (310).
На этом картографическом изображении множество линейных мест, которые проходят с практически равными интервалами в направлении под углом φ от 60° до 120° по отношению к направлению прокатки стального листа и имеют меньшую интенсивность, чем среднее значение интенсивностей рентгеновской дифракции всех картографических данных (участков, имеющих низкую оптическую плотность цвета и поэтому выглядящих белыми), определяются как линейные деформации, введенные энергетическим лучом.
[0042] Ширины линейных деформаций и полную ширину на половине максимума пика рентгеновского топографического спектра получают следующим способом. А именно, в линейной деформации на рентгеновском топографическом изображении, полученном вышеописанным способом, положение, в котором интенсивность наименьшая, определяется как положение центра деформации. Получают данные об оптической плотности цвета (значения пикселей) для участков на прямой линии, соединяющей две желаемые точки, так, что целью становится диапазон 1,50 мм в направлении прокатки, который включает в себя деформацию в центре (диапазон ±0,75 мм в направлении прокатки, который включает линейную деформацию в центре). Эти данные наносят на график таким образом, что положения измерений указываются на горизонтальной оси, а значения пикселей указываются на вертикальной оси, как показано на Фиг. 3, в результате чего получается кривая распределения (линия профиля) интенсивностей отраженного дифрагированного рентгеновского излучения (эта кривая называется рентгеновским топографическим спектром. Значения пикселей на вертикальной оси соответствуют интенсивностям отраженного дифрагированного рентгеновского излучения).
На этой линии профиля максимальное значение интенсивностей отражения обозначено как Imax, фоновая интенсивность обозначена как 10, и в пике рентгеновского топографического спектра, включающем в себя Imax (диапазон непрерывной кривой, в который входит Imax и где интенсивности больше, чем I0), длина между двумя точками, где спектральная интенсивность равна |Imax-I0|/2, определяется как полная ширина на половине максимума. С точки зрения исключения шума в спектре можно использовать накопленные значения, измеренные несколько раз в одном и том же положении. Рентгеновский топографический спектр можно аппроксимировать непрерывной кривой с помощью подгонки. Диапазон непрерывной кривой, в котором интенсивность отражения меньше I0 и в который входит положение центра деформации, определяется как линейная деформация. Интенсивность отражения в области линейной деформации обозначена как Iz. Ширина деформации определяется как длина между двумя точками в направлении, параллельном направлению прокатки образца стального листа, где Iz=0.
[0043] Обычно интенсивность дифрагированного рентгеновского излучения становится выше по мере того, как становится больше деформация в кристаллической решетке, становится меньше при уменьшении деформации и становится постоянной величиной, когда деформация равна нулю (эффект затухания). В тех местах кристаллической решетки, где деформация чрезвычайно мала, как показано на Фиг. 4, бегущая волна в направлении падения рентгеновских лучей и дифрагированные волны, рассеянные на дифракционной плоскости, подвергаются многократной интерференции (многократному рассеянию), а затем волны, распространяющиеся в направлении дифракции, выходят из поверхности кристалла в виде отраженного дифрагированного рентгеновского излучения (динамическая дифракция). Эта многократная интерференция в кристаллах происходит в той дифракционной плоскости, в которой сплошь образовались равномерные и постоянные расстояния между плоскостями решетки (межплоскостные расстояния), а при этом длина дифрагированной волны представляет собой величину, соответствующую расстоянию между дифракционными плоскостями, образовавшемуся в кристаллической решетке без деформаций. С другой стороны, в том месте, где локально присутствует область с большой деформацией, поскольку равномерные и постоянные межплоскостные расстояния не образуются, многократная интерференция не возникает, и вместо нее возникают дифрагированные волны, рассеянные один раз на длине волны, соответствующей искаженному межплоскостному расстоянию (см. Фиг. 5). Поскольку длина дифрагированной волны, образующейся в этой локально искаженной области, отличается от длины дифрагированной волны, образующейся при многократном рассеянии в области без деформаций, дифрагированная волна, образующаяся в локально искаженной области, распространяется в кристаллах, не участвуя в многократном рассеянии в области без деформаций, и выходит как отраженное дифрагированное рентгеновское излучение из поверхности кристалла (кинематическая дифракция). Обычно интенсивность дифрагированного рентгеновского излучения является более высокой при кинематической дифракции, чем при динамической дифракции (эффект затухания). В дополнение, в месте, где локально введено несколько деформаций, спектральная интенсивность высока из-за кинематической дифракции (например, максимальное значение обозначено как Imax). С другой стороны, в том месте, где присутствует мало деформаций (основной металл), спектральная интенсивность становится некоторой постоянной величиной (представляемой, например, как I0) из-за эффекта затухания. В дополнение, в той части, где локальные деформации становятся чрезмерными и кристаллическая решетка искажена, поскольку самой брэгговской дифракции не происходит, спектральная интенсивность является низкой (например, минимальное значение обозначено как Imin).
[0044] В листе анизотропной электротехнической стали по данному варианту осуществления направления протяженности множества линейных деформаций на передней поверхности основного стального листа находятся в диапазоне 30° или менее в терминах угла отклонения от направления, перпендикулярного направлению прокатки. Другими словами, множество линейных деформаций простираются (проходят) непрерывно или прерывисто в направлении под углом φ 60-120° к направлению прокатки. Когда направление протяженности отклоняется от этого углового диапазона, действие по сегментации 180° магнитных доменов стального листа становится слабым, и достаточный эффект снижения магнитных потерь не может быть получен.
В дополнение, интервалы в направлении прокатки множества смежных друг с другом линейных остаточных деформаций устанавливаются равными 3,0-9,0 мм. Когда эти интервалы в направлении прокатки составляют более 9,0 мм, эффект сегментации 180° магнитных доменов становится слабым, а значит, и эффект снижения магнитных потерь становится недостаточным. С другой стороны, когда интервалы множества линейных остаточных деформаций становятся узкими (шаги облучения становятся узкими), магнитные потери имеют тенденцию к уменьшению; однако, когда эти интервалы становятся равными или меньше, чем некоторое пороговое значение, полные потери на гистерезис увеличиваются, наоборот, магнитные потери ухудшаются, и бывают случаи, когда шумовые характеристики ухудшаются. Поэтому каждый из интервалов в направлении прокатки между смежными друг с другом остаточными деформациями устанавливается равным 3,0 мм или более. Предпочтительно, чтобы множество линейных остаточных деформаций были практически параллельными, а их интервалы были практически равными.
Длина остаточной деформации в направлении по ширине листа не ограничена, но деформация предпочтительно формируется от одного конца до другого конца основного стального листа в направлении по ширине. В том случае, если стальной лист облучается энергетическим лучом периодически (прерывисто), во время облучения стального листа энергетическим лучом в направлении по ширине с конкретными шагами предпочтительно, чтобы главная ось (длина вдоль направления по ширине) d0 облучаемой энергетическим лучом части и длина dl вдоль направления по ширине между не облученными энергетическим лучом частями, каждая из которых заключена между двумя облученными энергетическим лучом частями, удовлетворяли условию dl≤3×d0. d0 может находиться в диапазоне 50 мкм или более и 50 мм или менее.
[0045] Интервалы линейных термических деформаций, смежных друг с другом (расстояния от центра линейной деформации до центра смежной линейной деформации в направлении прокатки), могут быть измерены путем определения положений деформаций при описанных выше условиях с использованием рентгеновской топографии.
[0046] В дополнение, в листе анизотропной электротехнической стали по данному варианту осуществления, когда диапазон 3,0 мм в направлении прокатки на передней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения плоскости (310) обозначено как Imin, фоновая интенсивность обозначена как I0, диапазон 3,0 мм в направлении прокатки на задней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения полученной дифракционной плоскости (310) обозначено как Jmin, а фоновая интенсивность обозначена как J0, предпочтительно, чтобы упомянутые Imin, I0, Jmin и J0 удовлетворяли следующему выражению (2). В этом случае характеристики магнитных потерь и шумовые характеристики дополнительно улучшаются.

Когда выражение (2) удовлетворяется, формируется более предпочтительное с точки зрения шумовых характеристик распределение деформаций. Удовлетворение условия для |J0-Jmin|/|I0-Imin| означает, что количество замыкающих доменов вблизи задней поверхности меньше, чем количество замыкающих доменов вблизи передней поверхности. Причина этого неясна, но считается, что существует вероятность того, что деформации в области поверхностного слоя на задней поверхности введения деформаций могут иметь эффект улучшения магнитных потерь, и этот эффект может быть получен, когда |J0-Jmin|/|I0-Imin| составляет 0,02 или более.
С другой стороны, причина этого неясна; однако в том случае, если |J0-Jmin|/|I0-Imin| превышает 1,00, то есть количество замыкающих доменов вблизи задней поверхности превышает количество замыкающих доменов, введенных в переднюю поверхность, становится вероятным ухудшение шумовых характеристик. Поэтому считается, что когда |J0-Jmin|/|I0-Imin| устанавливается равным 1,00 или менее, могут быть получены более предпочтительные характеристики магнитных потерь и шумовые характеристики.
[0047] В дополнение, интенсивности отражения рентгеновских лучей от дифракционных плоскостей (310) в диапазонах 3,0 мм (±1,5 мм) в направлении прокатки, которые включают в себя линейную деформацию в центре передней поверхности и задней поверхности, получают следующим способом.
А именно, на передней поверхности получают рентгеновское топографическое изображение (изображение распределения деформаций) при описанных выше условиях. На полученном изображении выбирают одну точку, в которой присутствует деформация, и от этой точки прямой линией соединяют точку А +0,075 мм и точку В -0,075 мм по прямой линии, параллельной направлению прокатки (направлению RD). С этой прямой линии, соединяющей точки А и В, получают данные об оптической плотности цвета (значения пикселей). Эти данные наносят на график таким образом, что положения измерений откладываются по горизонтальной оси, а значения пикселей (интенсивности дифракции) откладываются по вертикальной оси, тем самым получая кривую распределения (профиль линии) интенсивностей отраженного дифрагированного рентгеновского излучения. Интенсивность дифракции в том положении, где интенсивность дифракции в точке А и интенсивность дифракции в точке В усреднены, обозначают как I0. В дополнение, интенсивность дифракции в том положении, где интенсивность дифракции наименьшая, обозначают как Imin.
В дополнение, на задней поверхности аналогичным образом интенсивность дифракции в том положении, где интенсивность дифракции в начальной и конечной точках прямой линии усреднены, обозначают как J0, а интенсивность дифракции в том положении, где она является наименьшей, обозначают как Jmin.
<Стеклянное покрытие>
[0048] В листе анизотропной электротехнической стали по данному варианту осуществления на поверхности основного стального листа сформировано стеклянное покрытие. Стеклянное покрытие может быть сформировано только на одной поверхности основного стального листа, но предпочтительно сформировано на обеих поверхностях.
Стеклянное покрытие представляет собой неорганическое покрытие, содержащее силикат магния в качестве главного компонента. Стеклянное покрытие образуется по реакции между сепаратором отжига, содержащим оксид магния (MgO), нанесенным на поверхность основного стального листа, и компонентом на поверхности основного стального листа во время окончательного отжига и имеет состав, производный от сепаратора отжига и компонента основного стального листа (более конкретно, состав, содержащий Mg2SiO4 в качестве главного компонента).
<Придающее натяжение изоляционное покрытие>
[0049] В листе анизотропной электротехнической стали по данному варианту осуществления на поверхности стеклянного покрытия сформировано придающее натяжение изоляционное покрытие. Придающее натяжение изоляционное покрытие может быть сформировано только на одной поверхности, но предпочтительно сформировано на обеих поверхностях.
Придающее натяжение изоляционное покрытие придает электроизоляционные свойства листу анизотропной электротехнической стали, уменьшая тем самым потери на токи Фуко и улучшая магнитные потери листа анизотропной электротехнической стали. В дополнение, в соответствии с придающим натяжение изоляционным покрытием, в дополнение к описанным выше электроизоляционным свойствам, можно получить различные характеристики, такие как коррозионная стойкость, термостойкость и сопротивление скольжению.
Кроме того, придающее натяжение изоляционное покрытие выполняет функцию приложения натяжения к листу анизотропной электротехнической стали. Когда к листу анизотропной электротехнической стали прикладывается натяжение, чтобы облегчить движение доменных стенок в листе анизотропной электротехнической стали, можно улучшить магнитные потери листа анизотропной электротехнической стали.
Придающее натяжение изоляционное покрытие может быть известным покрытием, которое формируют, например, путем нанесения и прокаливания покрывающей жидкости, содержащей фосфат и коллоидный кремнезем в качестве главных компонентов, на передней поверхности стеклянного покрытия.
<Толщина основного стального листа: 0,17-0,30 мм>
[0050] Толщина основного стального листа в листе анизотропной электротехнической стали по данному варианту осуществления не ограничена, но предпочтительно составляет 0,17-0,30 мм с учетом не только низких магнитных потерь, но и применения в сердечниках трансформаторов, для которых требуются низкий уровень шума и низкая вибрация. Чем меньше толщина листа, тем более благоприятный эффект снижения потерь на токи Фуко можно получить и тем более благоприятные магнитные потери можно получить, а значит, более предпочтительная толщина основного стального листа составляет 0,23 мм или менее, а еще более предпочтительная толщина листа составляет 0,20 мм или менее. Для того, чтобы произвести основной стальной лист тоньше 0,17 мм, становится необходимым специальное оборудование, что не является предпочтительным с точки зрения производства, так как приводит к увеличению себестоимости производства. Поэтому промышленно предпочтительная толщина листа составляет 0,17 мм или более. Толщина листа предпочтительнее составляет 0,18 мм или более.
<Способ производства>
[0051] Лист анизотропной электротехнической стали по данному варианту осуществления может быть изготовлен способом производства, включающим следующие стадии.
(i) Стадия горячей прокатки нагревом и затем горячей прокаткой стальной заготовки, имеющей химический состав, в мас. %, С: 0,010-0,200%, Si: 3,00-4,00%, Mn: 0,01-0,50%, N: 0,020% или менее, раств. Al: 0,010-0,040%, Р: 0,030% или менее, S: 0,005-0,040%, Sn: 0-0,50%, Cu: 0-0,50%, Bi: 0-0,020%, Cr: 0-0,50%, Se: 0-0,020%, Sb: 0-0,500%, Мо: 0-0,10%, а остальное - Fe и примеси, с получением горячекатаного стального листа,
(ii) стадия отжига горячекатаного листа выполнением отжига горячекатаного стального листа,
(iii) стадия холодной прокатки выполнением холодной прокатки один или множество раз с промежуточным отжигом между ними горячекатаного стального листа после стадии отжига горячекатаного стального листа с получением холоднокатаного стального листа,
(iv) стадия обезуглероживающего отжига выполнением обезуглероживающего отжига холоднокатаного стального листа,
(v) стадия окончательного отжига нанесением и сушкой сепаратора отжига, содержащего MgO в качестве главного компонента, на переднюю и заднюю поверхности холоднокатаного стального листа после стадии обезуглероживающего отжига, который является основным стальным листом, и выполнением окончательного отжига с образованием стеклянного покрытия,
(vi) стадия формирования покрытия формированием придающего натяжение изоляционного покрытия на стеклянном покрытии с получением листа анизотропной электротехнической стали, включающего в себя основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии, и
(vii) стадия сегментации магнитных доменов облучением передней поверхности придающего натяжение изоляционного покрытия листа анизотропной электротехнической стали энергетическим лучом для придания множества линейных деформаций основному стальному листу.
Далее эти стадии будут описаны подробно. В последующем описании в том случае, если условия на каждой стадии не описаны, можно выполнять каждую стадию, подходящим образом применяя хорошо известные условия.
<Стадия горячей прокатки>
[0052] На стадии горячей прокатки, например, стальную заготовку, такую как сляб, имеющую химический состав, в мас. %, С: 0,010-0,200%, Si: 3,00-4,00%, Mn: 0,01-0,50%, N: 0,020% или менее, раств. Al: 0,010-0,040%, Р: 0,030% или менее, S: 0,005-0,040%, Sn: 0-0,50%, Cu: 0-0,50%, Bi: 0-0,020%, Cr: 0-0,50%, Se: 0-0,020%, Sb: 0-0,500%, Мо: 0-0,10%, а остальное - Fe и примеси, нагревают и затем подвергают горячей прокатке для получения горячекатаного стального листа. Температура нагрева стальной заготовки конкретно не ограничена, но предпочтительно устанавливается в диапазоне от 1100°С до 1450°С. Температура нагрева предпочтительнее составляет от 1300°С до 1400°С.
Условия горячей прокатки конкретно не ограничены и могут быть установлены сообразно с обстоятельствами на основании требуемых характеристик. Толщина получаемого горячей прокаткой горячекатаного стального листа предпочтительно находится в диапазоне, например, 2,0 мм или более и 3,0 мм или менее.
Причина установления химического состава стальной заготовки в пределах вышеописанных диапазонов состоит в том, чтобы получить химический состав вышеописанного основного стального листа с учетом следующих стадий производства.
<Стадия отжига горячекатаного листа>
[0053] Стадия отжига горячекатаного листа является стадией отжига горячекатаного стального листа, произведенного на стадии горячей прокатки. При выполнении такой обработки отжигом в структуре стального листа происходит рекристаллизация, и становится возможным реализовать выгодные магнитные характеристики.
На стадии отжига горячекатаного листа по данному варианту осуществления горячекатаный стальной лист, произведенный на стадии горячей прокатки, может быть отожжен в соответствии с хорошо известным способом. Средства для нагрева горячекатаного стального листа при отжиге конкретно не ограничены, и можно использовать хорошо известный способ нагрева. В дополнение, условия отжига также конкретно не ограничены, и можно отжигать горячекатаный стальной лист, например, в диапазоне температур от 900°С до 1200°С в течение от 10 секунд до 5 минут.
<Стадия холодной прокатки>
[0054] На стадии холодной прокатки выполняют холодную прокатку, включающую множество проходов, горячекатаного стального листа после стадии отжига горячекатаного листа с получением холоднокатаного стального листа, имеющего толщину 0,17-0,30 мм. Холодная прокатка может быть холодной прокаткой, которая выполняется однократно (серия проходов холодной прокатки без промежуточного отжига), или может выполняться множество раз, включая промежуточный отжиг, при этом холодная прокатка останавливается и выполняется промежуточный отжиг по меньшей мере один раз или более перед окончательным проходом стадии холодной прокатки.
В том случае, если промежуточный отжиг выполняется, горячекатаный стальной лист предпочтительно выдерживают при температуре от 1000°С до 1200°С в течение 5-180 секунд. Атмосфера отжига конкретно не ограничена. Количество раз промежуточного отжига предпочтительно составляет 3 или менее с учетом себестоимости производства.
В дополнение, перед стадией холодной прокатки может выполняться травление поверхности горячекатаного стального листа при хорошо известных условиях.
[0055] На стадии холодной прокатки по данному варианту осуществления горячекатаный стальной лист может быть подвергнут холодной прокатке в соответствии с хорошо известным способом, чтобы получить холоднокатаный стальной лист. Например, можно сделать так, чтобы итоговое обжатие при прокатке находилось в диапазоне 80% или более и 95% или менее. В том случае, если итоговое обжатие при прокатке составляет менее 80%, возрастает вероятность того, что не могут быть получены зародыши Госса, в которых ориентация {110}<001> обладает высокой степенью развития в направлении прокатки, что не является предпочтительным. С другой стороны, в том случае, если итоговое обжатие при прокатке превышает 95%, возрастает вероятность того, что вторичная рекристаллизация станет неустойчивой на последующей стадии окончательного отжига, что не является предпочтительным. Когда итоговое обжатие при прокатке устанавливают попадающим в вышеописанный диапазон, можно получить зародыши Госса, в которых ориентация {110}<001> имеет высокую степень развития в направлении прокатки, а также подавить нестабильность вторичной рекристаллизации.
Итоговое обжатие при прокатке является совокупным обжатием при холодной прокатке и представляет собой совокупное обжатие при холодной прокатке после окончательного технологического отжига в том случае, если технологический отжиг выполняется.
<Стадия обезуглероживающего отжига>
[0056] На стадии обезуглероживающего отжига выполняют обезуглероживающий отжиг полученного холоднокатаного стального листа. При обезуглероживающем отжиге холоднокатаный стальной лист подвергается первичной рекристаллизации, и С, который оказывает негативное влияние на магнитные характеристики, удаляется из стального листа.
На стадии обезуглероживающего отжига зародыши Госса увеличиваются, и вторично рекристаллизованные зерна, которые получаются во время окончательного отжига, который будет описан ниже, измельчаются. С учетом того факта, что сама граница зерна имеет функцию магнитного полюса (места образования магнитного потока утечки), измельчение вторично рекристаллизованных зерен увеличивает магнитостатическую энергию всей системы. То есть, поскольку формируется состояние, в котором движущая сила для сегментации магнитных доменов высока, можно обеспечить как низкие магнитные потери, так и низкий шум, не полагаясь на избыточное введение замыкающих доменов.
В способе производства листа анизотропной электротехнической стали по данному варианту осуществления для того, чтобы увеличить зародыши Госса, во время нагревания для обезуглероживающего отжига скорость повышения температуры в температурном диапазоне от 550°С до 750°С (первом температурном диапазоне) увеличивают, а время, в течение которого холоднокатаный стальной лист остается в вышеописанном температурном диапазоне, сокращают. В частности, когда скорость повышения температуры в первом температурном диапазоне составляет менее 500°С/с, увеличение зародышей Госса становится недостаточным. Поэтому скорость повышения температуры в температурном диапазоне 550-750°С устанавливается равной 500°С/с или выше. Верхний предел скорости повышения температуры не ограничен; однако, когда скорость повышения температуры устанавливается большей, чем 2000°С/с, существует опасение по поводу того, что нагрузка на оборудование может стать чрезмерно высокой. Поэтому скорость повышения температуры в температурном диапазоне 550-750°С может быть установлена равной 2000°С/с или менее. Обезуглероживающий отжиг в таких условиях делает резкость кристаллографической ориентации после вторичной рекристаллизации близкой к идеальной ориентации Госса. То есть, может быть получена структура вторичной рекристаллизации, в которой дисперсия кристаллографической ориентации относительно мала. Когда деформации вводятся в такую структуру при описываемых ниже условиях, становится возможным обеспечить как низкие магнитные потери, так и низкий шум.
[0057] Однако, когда холоднокатаный стальной лист нагревают в пределах температурного диапазона 550-750°С со скоростью повышения температуры 500°С/с или выше, оксидная пленка, которая формируется на поверхности стального листа в этом температурном диапазоне, становится состоящей почти из одного SiO2. Причина этого заключается в том, что скорость образования SiO2 является наибольшей по сравнению с другими оксидными пленками. Поскольку SiO2 обладает эффектом подавления обезуглероживания, с точки зрения способствования обезуглероживанию предпочтительно, чтобы количество по толщине пленки образующегося SiO2 не становилось чрезмерным.
В способе производства листа анизотропной электротехнической стали по данному варианту осуществления даже в том случае, если холоднокатаный стальной лист нагревают в температурном диапазоне 550-750°С со скоростью повышения температуры 500°С/с или выше, когда скорость повышения температуры в температурном диапазоне от 750°С до 800°С (втором температурном диапазоне) увеличивают или скорость повышения температуры в температурном диапазоне 750-800°С увеличивают и контролируют атмосферную точку росы, можно избежать увеличения толщины образующегося SiO2 в температурном диапазоне 550-750°С.
В частности, в том случае, если контролируют только скорость повышения температуры, то скорость повышения температуры в температурном диапазоне 750-800°С устанавливают равной 800°С/с или выше. Когда скорость повышения температуры составляет менее 800°С/с, невозможно в достаточной степени подавить рост SiO2 (утолщение оксидной пленки). Скорость повышения температуры в температурном диапазоне 750-800°С предпочтительно составляет 1000°С/с или более. Верхний предел скорости повышения температуры не ограничен; однако, когда скорость повышения температуры устанавливается большей, чем 2000°С/с, существует опасение по поводу того, что нагрузка на оборудование может стать чрезмерно высокой. Поэтому скорость повышения температуры в температурном диапазоне 750-800°С может быть установлена равной 2000°С/с или менее.
В дополнение, в том случае, если одновременно контролируют скорость повышения температуры в температурном диапазоне 750-800°С (втором температурном диапазоне) и атмосферную точку росы, то атмосферную точку росы устанавливают равной от -50°С до 20°С, а затем скорость повышения температуры устанавливают равной 50°С/с или выше с точки зрения подавления роста SiO2. Когда атмосферная точка росы является более высокой, чем 20°С, или скорость повышения температуры является более низкой, чем 50°С/с, невозможно подавить рост SiO2 в достаточной степени. С другой стороны, атмосферная точка росы предпочтительно является как можно более низкой. Поэтому ее нижний предел конкретно не установлен, но для того, чтобы реализовать нижний предел ниже -50°С, становится необходимым специальное оборудование, что не является предпочтительным. Поэтому нижний предел атмосферной точки росы может быть установлен равным -50°С.
Атмосфера в первом температурном диапазоне конкретно не ограничена, и могут применяться хорошо известные условия.
<Стадия азотирования>
[0058] Обработка азотированием может быть выполнена между стадией обезуглероживающего отжига и описываемой ниже стадией окончательного отжига.
Например, на стадии азотирования холоднокатаный стальной лист после стадии обезуглероживающего отжига выдерживают при температуре приблизительно 700-850°С в атмосфере азотирующей обработки (атмосфере, содержащей газ, обладающий азотирующей способностью, такой как водород, азот или аммиак). При этом предпочтительно проводить азотирующую обработку стального листа так, чтобы содержание N в холоднокатаном стальном листе достигало 40-1000 миллионных долей на массовой основе (млн-1). Когда содержание N в холоднокатаном стальном листе после азотирующей обработки составляет менее 40 млн-1, AlN не выделяется в холоднокатаном стальном листе в достаточной степени, и существует вероятность того, что AlN не будет действовать как ингибитор. Поэтому в том случае, если AlN используется как ингибитор, содержание N в холоднокатаном стальном листе после азотирующей обработки предпочтительно устанавливается равным 40 млн-1 или более.
С другой стороны, в том случае, если содержание N в холоднокатаном стальном листе превышает 1000 млн-1, AlN чрезмерно присутствует в стальном листе даже после завершения вторичной рекристаллизации при окончательном отжиге. Такой AlN вызывает ухудшение магнитных потерь. Поэтому содержание N в холоднокатаном стальном листе после азотирующей обработки предпочтительно устанавливается равным 1000 млн-1 или менее.
<Стадия окончательного отжига>
[0059] На стадии окончательного отжига заданный сепаратор отжига наносят на одну поверхность или обе поверхности холоднокатаного стального листа, полученного на стадии обезуглероживающего отжига или дополнительно подвергнутого азотирующей обработке, а затем выполняют окончательный отжиг. Окончательный отжиг обычно выполняют в течение длительного времени в состоянии, когда стальной лист смотан в рулон. Поэтому перед окончательным отжигом на холоднокатаный стальной лист наносят сепаратор отжига и сушат его с целью предотвращения схватывания между внутренней и внешней сторонами листа в рулоне.
В качестве наносимого сепаратора отжига используется сепаратор отжига, содержащий MgO в качестве главного компонента (например, содержащий 80% или более MgO по массовой доле). Использование сепаратора отжига, содержащего MgO в качестве главного компонента, позволяет сформировать стеклянное покрытие на поверхности основного стального листа. В том случае, если MgO не является главным компонентом, первичное покрытие (стеклянное покрытие) не образуется. Причина этого заключается в том, что первичное покрытие представляет собой соединение Mg2SiO4 или MgAl2O4, a Mg, необходимого для реакции образования, недостаточно.
Окончательный отжиг может выполняться при таких условиях, что, например, в газовой атмосфере, содержащей водород и азот, повышают температуру до 1150-1250°С, а затем холоднокатаный стальной лист отжигают в этом температурном диапазоне в течение 10-60 часов.
<Стадия формирования покрытия>
[0060] На стадии формирования покрытия формируют придающее натяжение изоляционное покрытие на одной или обеих поверхностях холоднокатаного стального листа после окончательного отжига. Условия формирования придающего натяжение изоляционного покрытия конкретно не ограничены, и пленкообразующая жидкость может быть нанесена и высушена хорошо известным способом с использованием хорошо известной жидкости для формирования изоляционного покрытия. Когда на поверхности стального листа сформировано придающее натяжение изоляционное покрытие, становится возможным дополнительно улучшить магнитные характеристики листа анизотропной электротехнической стали.
Поверхность стального листа, на которой должно быть сформировано изоляционное покрытие (придающее натяжение изоляционное покрытие), может быть поверхностью, на которой перед нанесением пленкообразующей жидкости была выполнена необязательная предварительная обработка, такая как обезжиривающая обработка щелочью и т.п. или травление соляной кислотой, серной кислотой, фосфорной кислотой и т.п., или может быть окончательно отожженной поверхностью, на которой не выполнялись никакие предварительные обработки.
Изоляционное покрытие, которое формируется на поверхности стального листа, конкретно не ограничено, при условии, что оно может быть применено в качестве изоляционного покрытия листов анизотропной электротехнической стали, и можно использовать хорошо известное изоляционное покрытие. Иллюстративными примерами такого изоляционного покрытия служат покрытия, содержащие фосфат и коллоидный кремнезем в качестве главных компонентов. В дополнение, в качестве иллюстративных примеров можно привести композитные изоляционные покрытия, содержащие неорганическое вещество в качестве главного компонента и дополнительно содержащие органическое вещество. Здесь композитное изоляционное покрытие представляет собой изоляционное покрытие, содержащее по меньшей мере любое неорганическое вещество, такое как соль металла и хромовой кислоты, фосфатную соль металла, коллоидный кремнезем, соединение Zr или соединение Ti в качестве главного компонента, в котором диспергированы мелкодисперсные частицы органической смолы. В частности, с точки зрения снижения экологической нагрузки во время производства, что является все более и более востребованным в последние годы, имеются случаи, когда применяется изоляционное покрытие, для которого в качестве исходного материала используются фосфат металла, связующее вещество с Zr или Ti, или их карбонатная или аммониевая соль.
<Стадия сегментации магнитных доменов>
[0061] На стадии сегментации магнитных доменов поверхность придающего натяжение изоляционного покрытия облучают энергетическим лучом, таким как лазерный пучок или электронный пучок, тем самым вводя множество линейных деформаций, простирающихся в направлении под углом φ 60-120° к направлению прокатки около поверхности основного стального листа (от поверхности во внутреннюю часть стального листа). На стадии сегментации магнитных доменов множество линейных деформаций (термических деформаций, создаваемых быстрым нагревом посредством облучения энергетическим лучом и последующим быстрым охлаждением), формируют с заданными интервалами в направлении прокатки, и эти интервалы (то есть интервалы (р) смежных деформаций) устанавливают равными 3,0-9,0 мм в направлении прокатки.
Когда интервалы р множества линейных деформаций в направлении прокатки составляют более 9,0 мм, эффект улучшения магнитных потерь является недостаточным.
Иллюстративными примерами энергетического луча являются лазерный пучок и электронный пучок. Лазерный пучок может исходить от лазера непрерывного действия или импульсного лазера. Примеры вида лазерного пучка включают волоконный лазер, лазер на YAG или лазер на CO2. Электронный пучок может быть непрерывным пучком или прерывистым пучком.
[0062] В дополнение, как описано выше, чтобы получить лист анизотропной электротехнической стали, удовлетворяющий как низким магнитным потерям, так и низкому шуму, на стадии сегментации магнитных доменов изоляционное покрытие с натяжением облучают энергетическим лучом, тем самым вводя деформации в основной стальной лист и формируя замыкающие домены неглубоко под передней поверхностью.
В частности, придающее натяжение изоляционное покрытие облучают лазерным пучком так, что плотность мощности лазера Ip, которая определяется как P/S с использованием выходной мощности лазера Р в единицах Вт и площади сечения луча лазера S в единицах мм2, удовлетворяет следующему выражению (3), а входная энергия лазера Up в единицах Дж/мм, которая определяется как (P/Vs) с использованием выходной мощности лазера Р и скорости сканирования лазера Vs в единицах мм/с, удовлетворяет следующему выражению (4).

Когда Ip меньше 250, не подводится достаточно энергии, и эффект сегментации магнитных доменов (эффект улучшения магнитных потерь) не может быть получен. Поэтому Ip составляет 250 или более. Ip предпочтительно составляет 500 или более.
С другой стороны, когда Ip становится больше 2000, вводятся избыточные термические деформации вне рамок эффекта сегментации магнитных доменов, в результате чего шумовые характеристики ухудшаются. Поэтому Ip составляет 2000 или менее. Ip предпочтительно составляет 1750 или менее, а предпочтительнее 1500 или менее.
В дополнение, когда Up составляет 0,005 или менее, эффект облучения не может быть получен в достаточной степени, и магнитные потери не улучшаются в достаточной степени. Поэтому Up составляет более 0,005. С другой стороны, когда Up больше 0,050, шумовые характеристики ухудшаются. Поэтому Up составляет 0,050 или менее.
Здесь лазерный пучок был описан в качестве конкретного примера, но это описание также справедливо даже в том случае, если используются другие энергетические лучи, такие как электронный пучок.
[0063] Кроме того, в способе производства листа анизотропной электротехнической стали по данному варианту осуществления при облучении энергетическим лучом соотношение размеров пучка контролируют так, чтобы оно удовлетворяло следующему выражению (5), при этом соотношение размеров пучка определяется выражением (dl/dc) с использованием диаметра dl в направлении, перпендикулярном направлению сканирования пучка (направлению сканирования), и диаметра dc в направлении сканирования пучка энергетического луча в единицах мкм.

Когда соотношение размеров пучка составляет 0,001 или менее, в ходе облучения пучком выделяется тепло, эффективность подвода входной энергии снижается, и достаточный эффект сегментации магнитных доменов (эффект улучшения магнитных потерь) не может быть получен. Поэтому соотношение размеров пучка составляет более 0,001.
С другой стороны, в том случае, если соотношение размеров пучка составляет 1,000 или более, в ходе облучения пучком тепло не выделяется; однако, вместо этого, создается остаточное напряжение, и эффект снижения шума не может быть получен. Поэтому соотношение размеров пучка составляет менее 1,000. Соотношение размеров пучка предпочтительно составляет менее 0,050, а предпочтительнее менее 0,005.
[0064] В дополнение, диаметр dl энергетического луча в мкм в направлении, перпендикулярном направлению сканирования пучка, делают удовлетворяющим следующему выражению (6).

В промышленности трудно создать пучки с dl менее 10. Поэтому dl составляет 10 или более.
С другой стороны, когда dl становится равным 200 или более, вводятся избыточные термические деформации вне рамок эффекта сегментации магнитных доменов, в результате чего шумовые характеристики ухудшаются. Поэтому dl составляет менее 200. dl предпочтительно составляет менее 150, а предпочтительнее менее 100.
[0065] В способе производства листа анизотропной электротехнической стали по данному варианту осуществления, как описано выше, облучение выполняют энергетическим лучом, имеющим относительно высокую Ip, в состоянии, когда соотношение размеров пучка мало. Такое облучение обычно не выполняют. Причина этого заключается в том, что считается, что уменьшение соотношения размеров пучка приводит к дисперсии энергии облучения и ослабляет эффект увеличения Ip.
Однако авторы настоящего изобретения впервые обнаружили, что вышеописанные условия облучения являются предпочтительными, в результате исследований, основанных на новых обнаруженных данных о том, что контроль пространственного распределения деформаций важен с точки зрения одновременного снижения магнитных потерь и шума.
Примеры
[0066] Стальные заготовки приготовили из сталей №№ A-G, каждая из которых имела иной химический состав, как показано в Таблице 1.
Затем с использованием каждой стальной заготовки произвели листы анизотропной электротехнической стали (Испытания №№1-28).
В частности, стали В, Е и F нагревали до температур в диапазоне 1100-1200°С, а затем их подвергали горячей прокатке, посредством чего получили горячекатаные стальные листы с толщиной 2,3±0,3 мм. В дополнение, стальные заготовки А, С, D и G нагревали до температур в диапазоне 1300-1400°С, а затем их подвергали горячей прокатке, посредством чего получили горячекатаные стальные листы с толщиной 2,3±0,3 MM.
Затем провели отжиг полученных горячекатаных стальных листов. В частности, горячекатаные стальные листы отжигали при условиях температуры отжига 1000-1200°С и времени выдержки 10-200 секунд.
Затем с горячекатаных стальных листов после отжига удалили поверхностную окалину выполнением травления или т.п., после чего выполнили холодную прокатку один или два раза с отжигом между ними, получив холоднокатаные стальные листы с толщиной основного металла 0,19-0,23 мм.
Обезуглероживающий отжиг полученных холоднокатаных стальных листов выполняли при условиях, показанных в Таблице 2. В дополнение, на стадии выдержки обезуглероживающего отжига холоднокатаные стальные выдерживали при температуре 800-840°С в течение 100-150 секунд. Степень окисления (PH2O/РН2) в это время контролировали на уровне 0,3-0,5. При Испытаниях №№2, 5, 6, 9, 10, 14, 16, 18, 23, 26 и 27, в которых использовались стали В, Е и F, дополнительно выполнили обработку азотированием.
Затем выполнили стадию окончательного отжига холоднокатаных стальных листов. В частности, на поверхности холоднокатаных стальных листов нанесли сепаратор отжига, содержащий оксид магния (MgO) в качестве главного компонента (80% или более по массовой доле).
Затем холоднокатаные стальные листы с нанесенным на них сепаратором отжига отжигали при 1000-1300°С и получили стальные листы, имеющие стеклянное покрытие на основном стальном листе.
Затем выполнили стадию формирования покрытия на этих стальных листах. В частности, на поверхности стальных листов (более конкретно, на поверхности стеклянных покрытий, которые являются первичными покрытиями), наносили жидкость для формирования изоляционного покрытия, содержавшую коллоидный кремнезем и фосфат в качестве главных компонентов, и подвергали ее термообработке (прокаливанию). Таким образом были получены листы анизотропной электротехнической стали, включавшие в себя основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии.

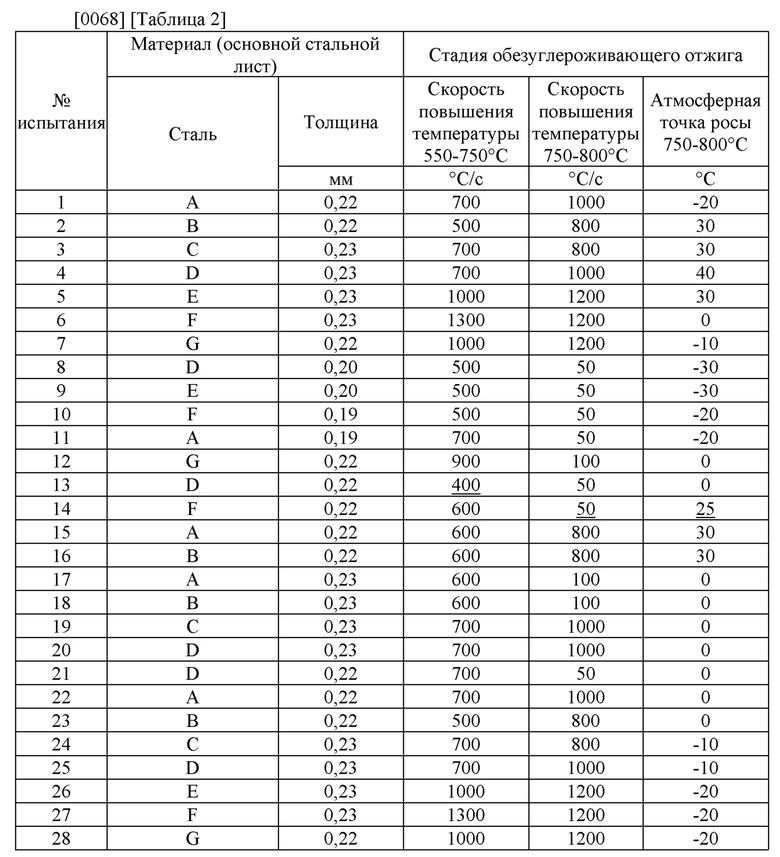
[0069] [Анализ химического состава основного стального листа]
Химический состав основного стального листа полученного вышеописанным способом листа анизотропной электротехнической стали при каждом испытании перед сегментацией магнитных доменов получали следующим методом.
Сначала с листа анизотропной электротехнической стали удаляли придающее натяжение изоляционное покрытие. В частности, лист анизотропной электротехнической стали погружали в водный раствор гидроксида натрия (80-90°С), содержащий NaOH: 30-50 мас. % и Н2О: 50-70 мас. %, на 7-10 минут. Лист анизотропной электротехнической стали после погружения (лист анизотропной электротехнической стали, с которого было удалено придающее натяжение изоляционное покрытие) промывали водой. После промывки водой лист анизотропной электротехнической стали сушили обдувкой теплым воздухом в течение чуть менее 1 минуты.
Затем с листа анизотропной электротехнической стали без придающего натяжение изоляционного покрытия удаляли стеклянное покрытие. В частности, лист анизотропной электротехнической стали погружали в водный раствор соляной кислоты (80-90°С), содержащий 30-40 мас. % HCl, на 1-10 минут. Тем самым удаляли стеклянное покрытие с основного стального листа. Основной стальной лист после погружения промывали водой. После промывки водой лист анизотропной электротехнической стали сушили обдувкой теплым воздухом в течение чуть менее 1 минуты. Основной стальной лист извлекали из листа анизотропной электротехнической стали с помощью вышеописанной стадии.
Химический состав извлеченного основного стального листа получали с помощью хорошо известного метода компонентного анализа. В частности, получали стружку из основного стального листа с помощью дрели и собирали эту стружку. Собранную стружку растворили в кислоте, получив раствор. Элементный анализ химического состава этого раствора выполняли с помощью ICP-AES. Si в химическом составе основного стального листа получали методом, описанным в стандарте JIS G 1212 (1997) (Методы определения содержания кремния). В частности, когда вышеописанная стружка растворялась в кислоте, оксид кремния выпадал в виде осадка. Этот осадок (оксид кремния) отфильтровывали фильтровальной бумагой и измеряли его массу, тем самым получив содержание Si. Содержание С и содержание S получали хорошо известным высокочастотным методом сжигания (методом поглощения в инфракрасной области спектра при сжигании). В частности, вышеописанный раствор сжигали посредством высокочастотного нагрева в потоке кислорода, детектировали образующиеся диоксид углерода и диоксид серы и в результате получали содержание С и содержание S. Содержание N получали с использованием хорошо известного метода определения удельной теплопроводности при плавлении в инертном газе. Химический состав основного стального листа получали с помощью вышеописанного метода анализа. Результаты показаны в Таблице 3.
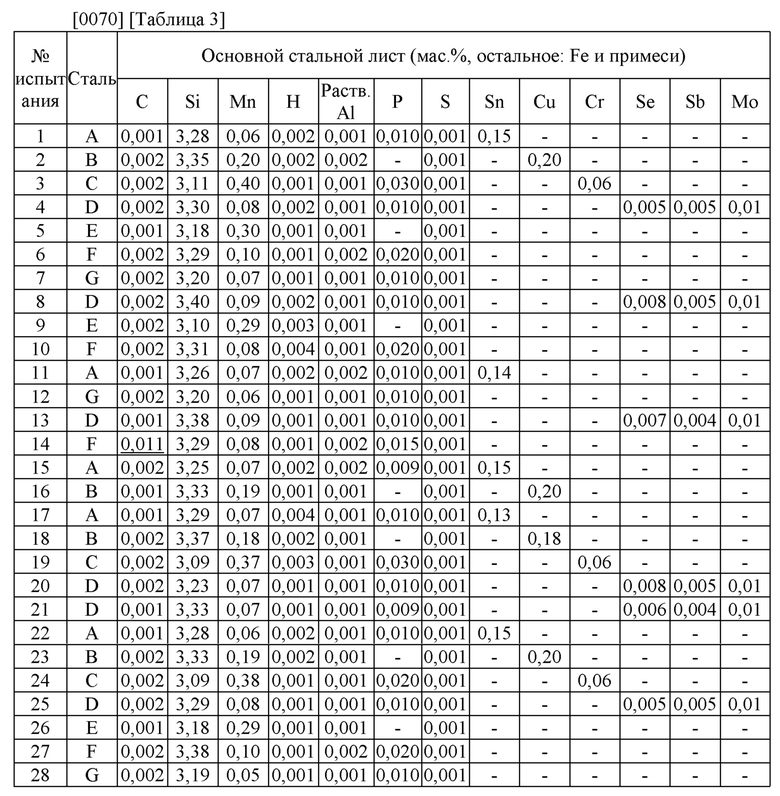
[0071] Хотя это и не показано в таблице, для того чтобы оценить коэффициент улучшения магнитных потерь для листа анизотропной электротехнической стали при каждом испытании, оценивали магнитные потери до сегментации магнитных доменов. Из листа анизотропной электротехнической стали при каждом испытании брали образец, имеющий ширину 60 мм и длину 300 мм, включая положение центра листа по ширине. Направление по длине образца устанавливали параллельным направлению прокатки. Взятый образец выдерживали при 800°С в течение 2 часов в атмосфере азота, имевшей точку росы 0°С или ниже, и удаляли введенные во время взятия образца деформации.
С использованием этого образца измеряли магнитные потери W17/50 (Вт/кг) при установленной на 50 Гц частоте и установленной на 1,7 Тл максимальной плотности магнитного потока.
[0072] После этого на листе анизотропной электротехнической стали при каждом испытании выполняли сегментацию магнитных доменов путем облучения поверхности листа анизотропной электротехнической стали энергетическим лучом при условиях, показанных в Таблице 4 и Таблице 5, с использованием лазера непрерывного действия или лазера прерывистого действия. Испытания для оценки шумовых характеристик и магнитных характеристик выполняли на листе анизотропной электротехнической стали после сегментации магнитных доменов.
[Оценка шумовых характеристик]
[0073] От образца шириной 60 мм и длиной 300 мм, для которого было выполнено управление магнитными доменами, измеряли магнитострикцию методом измерения магнитострикции на переменном токе с использованием прибора для измерения магнитострикции. В качестве прибора для измерения магнитострикции использовали устройство, включающее лазерный доплеровский виброметр, катушку возбуждения, источник возбуждающего питания, катушку детектирования магнитного потока, усилитель и осциллограф.
В частности, к образцу прикладывали переменное магнитное поле так, чтобы максимальная плотность магнитного потока составляла 1,7 Тл в направлении прокатки. Изменение длины образца, вызванное расширением и сжатием магнитных доменов, измеряли с помощью лазерного доплеровского виброметра и получали сигнал магнитострикции. Выполняли анализ Фурье полученного сигнала магнитострикции для получения амплитуды Cn каждой частотной компоненты fn (n представляет собой натуральное число, равное 1 или более) сигнала магнитострикции. Уровень магнитострикции LVA (дБ), представленный следующим выражением, получали с использованием поправочного коэффициента an каждой частотной компоненты fn.

Здесь ρс - собственное акустическое сопротивление, установленное равным 400. Ре0 - минимальное слышимое звуковое давление, установленное равным Ре0=2×10-5 (Па). В качестве поправочного коэффициента αn использовались значения, приведенные в Таблице 2 стандарта JIS С 1509-1 (2005).
На основании полученного уровня магнитострикции (LVA) шумовые характеристики оценивали по следующим критериям. Когда уровень магнитострикции составлял менее 60 дБА, лист анизотропной электротехнической стали считался превосходным с точки зрения шумовых характеристик. Когда уровень магнитострикции составлял менее 50 дБА, лист анизотропной электротехнической стали считался особенно превосходным. Когда уровень магнитострикции составлял 60 дБА или более, лист анизотропной электротехнической стали считался неудовлетворительным с точки зрения шумовых характеристик.
Результаты показаны в Таблице 5.
[Оценка магнитных характеристик]
[0074] Для оценки эффекта улучшения магнитных потерь за счет управления магнитными доменами в качестве магнитных характеристик оценивали коэффициент улучшения магнитных потерь.
Магнитные потери W17/50 (Вт/кг) при установленной на 50 Гц частоте и установленной на 1,7 Тл максимальной плотности магнитного потока измеряли с использованием образца шириной 60 мм и длиной 300 мм, для которого было выполнено управление магнитными доменами.
В дополнение, коэффициент улучшения магнитных потерь (%) вычисляли по формуле [(магнитные потери до управления магнитными доменами - магнитные потери после управления магнитными доменами) × 100] / магнитные потери до управления магнитными доменами с использованием измеренных магнитных потерь W17/50 (Вт/кг) до и после управления магнитными доменами.
Когда коэффициент улучшения магнитных потерь составлял 5% или более, считалось, что «имеется эффект улучшения магнитных потерь», а когда коэффициент улучшения магнитных потерь составлял 10% или более, считалось, что «имеется значительный эффект улучшения магнитных потерь».
Однако для материалов, имеющих магнитные потери после управления магнитными доменами более 0,85 Вт/кг, считалось, что «магнитные характеристики являются неудовлетворительными» независимо от коэффициента улучшения от управления магнитными доменами.
В дополнение, соответственно, плотность магнитного потока (Тл) получали с помощью испытания магнитных характеристик одиночного листа (испытание SST) с использованием этого образца. В частности, к образцу прикладывали магнитное поле напряженностью 800 А/м и определяли плотность магнитного потока (Тл).
Результаты показаны в Таблице 5.
[0075] В этих оценках листы анизотропной электротехнической стали считались приемлемыми, то есть примерами по изобретению, только в тех случаях, когда «имелся эффект улучшения магнитных потерь» в отношении магнитных характеристик и «лист анизотропной электротехнической стали был превосходным с точки зрения шумовых характеристик» в отношении шумовых характеристик. В тех случаях, когда было определено, что «шумовые характеристики были неудовлетворительными» или «магнитные характеристики были неудовлетворительными» в отношении хотя бы любого одного из магнитных характеристик и шумовых характеристик, листы анизотропной электротехнической стали считались «сравнительными примерами».


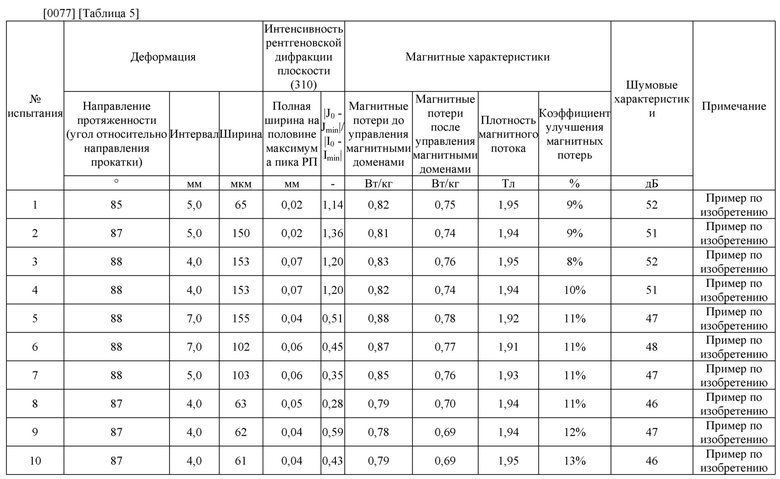
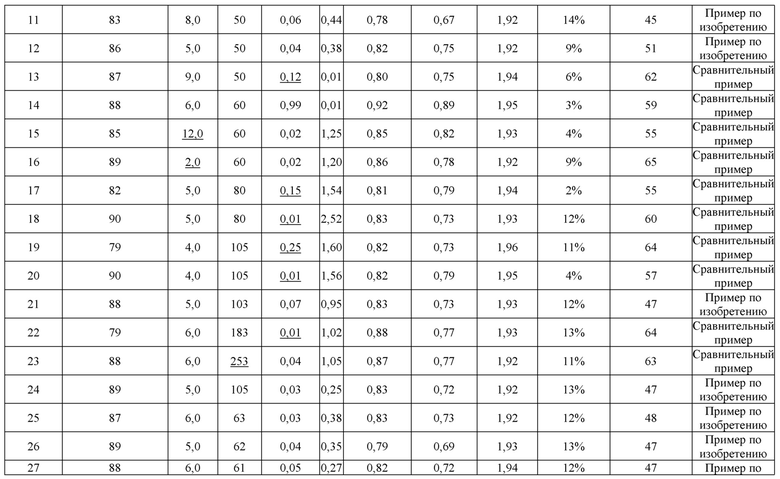

[0078] Как видно из Таблиц 1-5, Испытания №№1-12, 21 и 24-28, которые были примерами по изобретению, являются превосходными с точки зрения магнитных характеристик и шумовых характеристик. То есть, «коэффициент улучшения магнитных потерь составлял 5% или более», «магнитные потери после управления магнитными доменами составляли 0,85 Вт/кг или менее» и «уровень магнитострикции был менее 60 дБА».
В Испытаниях №№5-11 и №21 коэффициент улучшения магнитных потерь превысил 10%, уровень магнитострикции был менее 50 дБА, а характеристики были особенно благоприятными. Причина этого заключается в том, что Ip и Up, которые являются условиями лазерного облучения, находились в пределах более предпочтительных диапазонов регулирования.
В Испытаниях №№1-4 и №12 как Ip, так и Up, которые являются условиями лазерного облучения, находились вне предпочтительных или более предпочтительных диапазонов, но в пределах диапазонов, которые удовлетворяли диапазонам по настоящему изобретению, а значит, было возможно получить эффект изобретения.
[0079] В отличие от этого, Испытания №№13-20, 22 и 23 являются сравнительными примерами и оказались неудовлетворительными с точки зрения по меньшей мере одних из магнитных характеристик и шумовых характеристик.
Испытание №13 не соответствовало объему настоящего изобретения по скорости повышения температуры при обезуглероживающем отжиге. То есть, в Испытании №13 резкость ориентации зерен Госса в структуре вторичной рекристаллизации была недостаточной. Поэтому, хотя деформации были введены при условиях, соответствующих объему настоящего изобретения, полная ширина на половине максимума рентгеновского топографического спектра не соответствовала объему настоящего изобретения, и шумовые характеристики были плохими.
В Испытании №14 обезуглероживание не было достаточным. Поэтому магнитные потери превысили 0,85 Вт/кг даже после управления магнитными доменами, и коэффициент улучшения магнитных потерь также был низким.
В Испытании №15 интервалы линейных деформаций превышали 9,0 мм. В результате интервалы введения деформаций были широкими, а значит, увеличилась частота присутствия вторично рекристаллизованных зерен, которые не были подвергнуты управлению магнитными доменами. Следовательно, эффект управления магнитными доменами был недостаточным, и коэффициент улучшения магнитных потерь не достиг 5%.
В Испытании №16 интервалы линейных деформаций составляли менее 3,0 мм. Деформации были введены чрезмерно, в результате чего шумовые характеристики оказались плохими.
В Испытаниях №№17-20 условия приложения деформации не соответствовали объему настоящего изобретения.
В Испытании №17 значение Ip было малым, а в Испытании №20 значение Up было малым, а значит, не удалось получить эффект сегментации магнитных доменов, полные ширины на половине максимума рентгеновских топографических спектров были вне диапазона по настоящему изобретению, и коэффициент улучшения магнитных потерь не достиг 5%.
В Испытании №18 значение Ip было большим, а в Испытании №19 значение Up было большим, а значит, полные ширины на половине максимума рентгеновских топографических спектров были вне диапазона по настоящему изобретению, и шумовые характеристики были плохими.
В Испытании №22 соотношение размеров пучка превышало 1,000, а значит, полные ширины на половине максимума рентгеновских топографических спектров были за пределами диапазона по настоящему изобретению, и не удалось получить желаемый эффект низкого шума.
В Испытании №23, поскольку диаметр dl в направлении, перпендикулярном направлению сканирования пучка, составлял 200 мкм или более, ширины деформаций стали большими, были введены чрезмерные термические деформации, и не удалось получить желаемый эффект низкого шума.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0080] В соответствии с настоящим изобретением возможно обеспечить лист анизотропной электротехнической стали, имеющий превосходные характеристики магнитных потерь и шумовые характеристики, а также способ его производства, и промышленная применимость является высокой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2823712C2 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2746949C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2779985C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2759812C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2022 |
|
RU2823213C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2022 |
|
RU2823742C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2022 |
|
RU2825096C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2811879C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2022 |
|
RU2823254C2 |
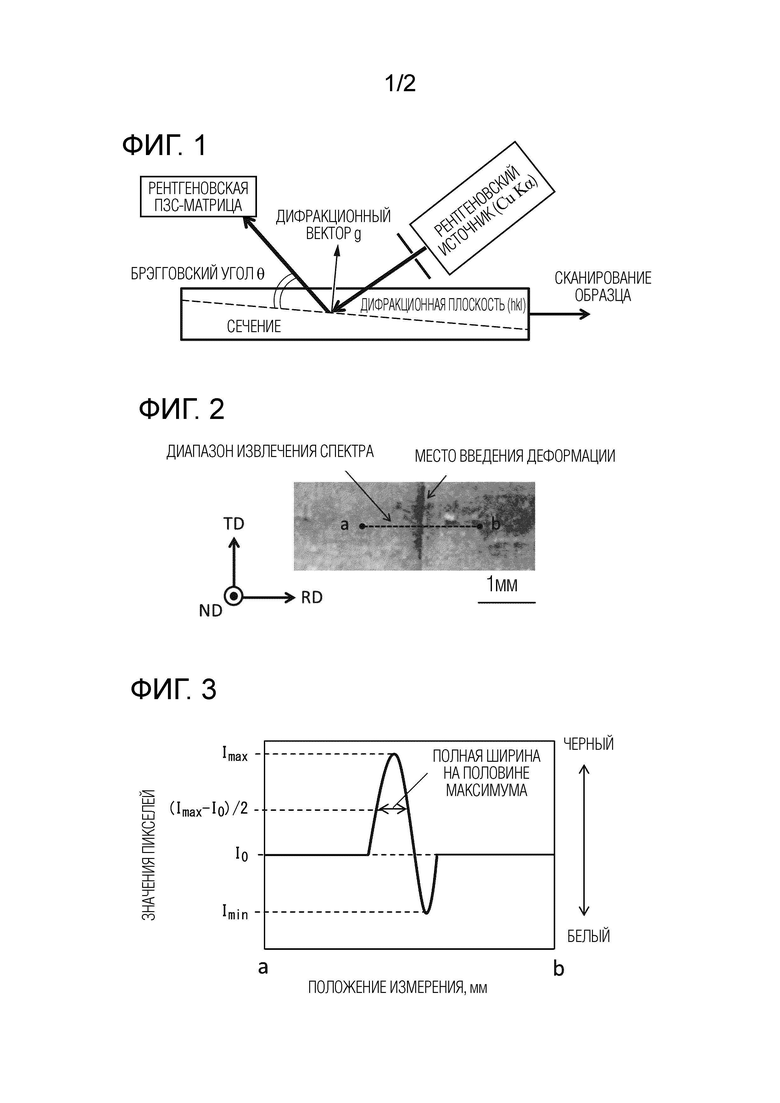
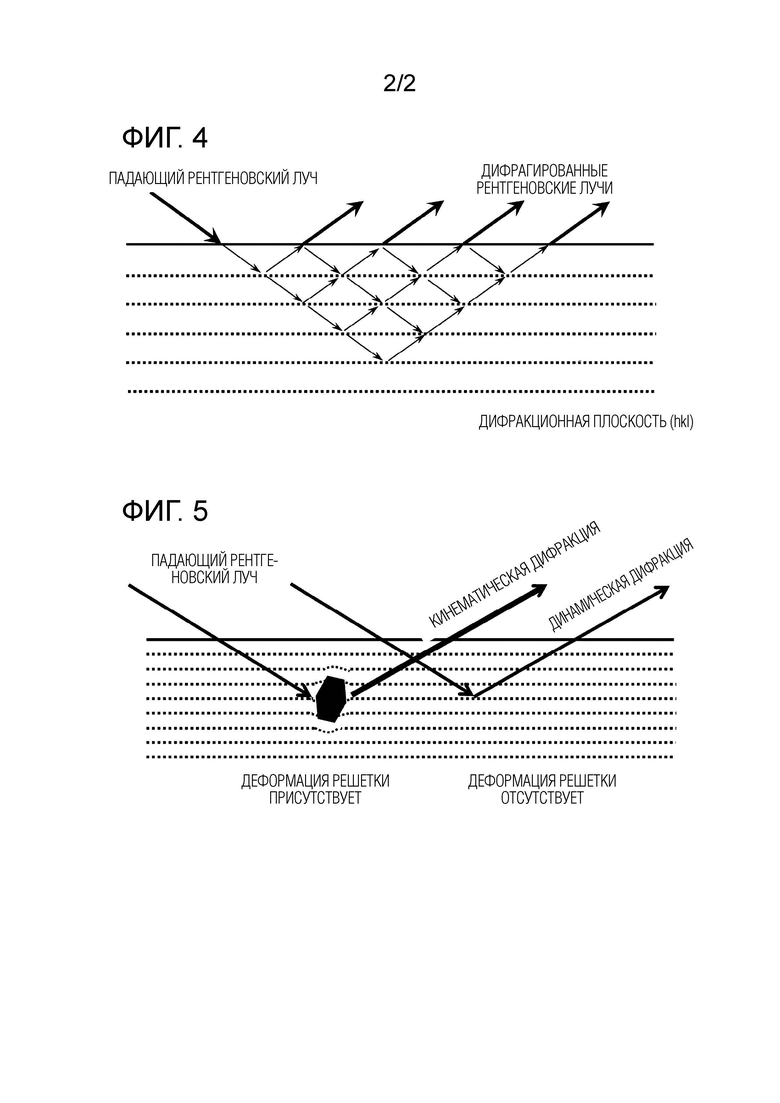
Изобретение относится к области металлургии, а именно к листу анизотропной электротехнической стали, используемому в качестве материала железных сердечников трансформаторов. Лист электротехнической стали включает в себя основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии. Основной стальной лист имеет химический состав в мас.%: С: 0,010 или менее, Si: 3,00-4,00, Mn: 0,01-0,50, N: 0,010 или менее, раств. Al: 0,020 или менее, Р: 0,030 или менее, S: 0,010 или менее, Sn: 0-0,50, Cu: 0-0,50, Cr: 0-0,50, Se: 0-0,020, Sb: 0-0,500, Mo: 0-0,10, остальное - Fe и примеси. На передней поверхности основного стального листа присутствует множество линейных деформаций, простирающихся непрерывно или прерывисто в направлении, пересекающемся с направлением прокатки, причем интервалы р в направлении прокатки множества смежных друг с другом линейных деформаций составляют 3,0-9,0 мм, а ширины линейных деформаций составляют 10-250 мкм. В рентгеновском топографическом спектре в диапазоне 1,50 мм в направлении прокатки, включающем линейную деформацию в центре, который получен из рентгеновского топографического изображения передней поверхности, полная ширина на половине максимума пика рентгеновского топографического спектра, включающего максимальное значение спектральной интенсивности, составляет 0,02 мм или более и 0,10 мм или менее. Лист обладает улучшенными характеристиками магнитных потерь и шумовыми характеристиками. 2 н. и 4 з.п. ф-лы, 5 ил., 5 табл.
1. Лист анизотропной электротехнической стали, содержащий:
основной стальной лист;
стеклянное покрытие, сформированное на основном стальном листе; и
придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии,
причем основной стальной лист имеет химический состав в мас.%:
С: 0,010 или менее,
Si: 3,00-4,00,
Mn: 0,01-0,50,
N: 0,010 или менее,
раств. Al: 0,020 или менее,
Р: 0,030 или менее,
S: 0,010 или менее,
Sn: 0-0,50,
Cu: 0-0,50,
Cr: 0-0,50,
Se: 0-0,020,
Sb: 0-0,500,
Mo: 0-0,10,
остальное - Fe и примеси,
при этом на передней поверхности основного стального листа присутствует множество линейных деформаций, которые простираются непрерывно или прерывисто в направлении, пересекающемся с направлением прокатки,
интервалы р в направлении прокатки множества смежных друг с другом линейных деформаций составляют 3,0-9,0 мм,
ширины линейных деформаций составляют 10-250 мкм, и
в рентгеновском топографическом спектре в диапазоне 1,50 мм в направлении прокатки, включающем линейную деформацию в центре, который получен из рентгеновского топографического изображения передней поверхности, полная ширина на половине максимума пика рентгеновского топографического спектра, включающего максимальное значение спектральной интенсивности, составляет 0,02 мм или более и 0,10 мм или менее.
2. Лист анизотропной электротехнической стали по п. 1,
в котором, когда диапазон 3,0 мм в направлении прокатки на передней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения плоскости (310) обозначено как Imin, фоновая интенсивность обозначена как I0, и когда диапазон 3,0 мм в направлении прокатки на задней поверхности, который включает линейную деформацию в центре, облучается рентгеновским лучом, минимальное значение интенсивности рентгеновского отражения полученной дифракционной плоскости (310) обозначено как Jmin, а фоновая интенсивность обозначена как J0, упомянутые Imin, I0, Jmin и J0 удовлетворяют следующему выражению (2):

3. Лист анизотропной электротехнической стали по п. 1 или 2,
в котором химический состав основного стального листа содержит любой или оба из Sn: 0,01-0,50% и Cu: 0,05-0,50%.
4. Способ производства листа анизотропной электротехнической стали по п. 1 или 2, включающий:
стадию горячей прокатки нагревом и затем горячей прокаткой стальной заготовки, имеющей химический состав в мас.%: С: 0,010-0,200, Si: 3,00-4,00, Mn: 0,01-0,50, N: 0,020 или менее, раств. Al: 0,010-0,040, Р: 0,030 или менее, S: 0,005-0,040, Sn: 0-0,50, Cu: 0-0,50, Bi: 0-0,020, Cr: 0-0,50, Se: 0-0,020, Sb: 0-0,500, Mo: 0-0,10, а остальное - Fe и примеси, с получением горячекатаного стального листа;
стадию отжига горячекатаного листа выполнением отжига горячекатаного стального листа;
стадию холодной прокатки выполнением холодной прокатки один или множество раз с промежуточным отжигом между ними горячекатаного стального листа после стадии отжига горячекатаного листа с получением холоднокатаного стального листа;
стадию обезуглероживающего отжига выполнением обезуглероживающего отжига холоднокатаного стального листа;
стадию окончательного отжига нанесением и сушкой сепаратора отжига, содержащего MgO в качестве главного компонента, на переднюю и заднюю поверхности холоднокатаного стального листа после стадии обезуглероживающего отжига, который является основным стальным листом, и выполнением окончательного отжига с образованием стеклянного покрытия;
стадию формирования покрытия формированием придающего натяжение изоляционного покрытия на стеклянном покрытии с получением листа анизотропной электротехнической стали, включающего основной стальной лист, стеклянное покрытие, сформированное на основном стальном листе, и придающее натяжение изоляционное покрытие, сформированное на стеклянном покрытии; и
стадию сегментации магнитных доменов облучением передней поверхности придающего натяжение изоляционного покрытия листа анизотропной электротехнической стали энергетическим лучом для придания множества линейных деформаций основному стальному листу,
причем на стадии сегментации магнитных доменов,
среди множества линейных деформаций, интервалы в направлении прокатки смежных друг с другом линейных деформаций составляют 3,0-9,0 мм,
плотность мощности энергетического луча Ip в единицах Вт/мм2, которая определяется как (P/S) с использованием выходной мощности энергетического луча Р в единицах Вт и площади сечения энергетического луча S в единицах мм2, удовлетворяет следующему выражению (3),
входная энергия энергетического луча Up в единицах Дж/мм, которая определяется как (P/Vs) с использованием выходной мощности энергетического луча Р и скорости сканирования энергетического луча Vs в единицах мм/с, удовлетворяет следующему выражению (4),
соотношение размеров пучка, которое определяется как (dl/dc) с использованием диаметра dl в направлении, перпендикулярном направлению сканирования пучка, и диаметра dc в направлении сканирования пучка энергетического луча в единицах мкм, а также dl удовлетворяют соответственно следующему выражению (5) и следующему выражению (6), и
на стадии обезуглероживающего отжига
скорость S1 повышения температуры в первом температурном диапазоне 550-750°С устанавливают равной 500°С/с или выше и
скорость S2 повышения температуры во втором температурном диапазоне 750-800°С устанавливают равной 800°С/с или выше или скорость S2 повышения температуры во втором температурном диапазоне устанавливают равной 50°С/с или выше и атмосферную точку росы во втором температурном диапазоне устанавливают равной от -50°С до 20°С,
5. Способ производства листа анизотропной электротехнической стали по п. 4, дополнительно включающий:
стадию азотирования выполнением азотирующей обработки холоднокатаного стального листа между стадией обезуглероживающего отжига и стадией окончательного отжига.
6. Способ производства листа анизотропной электротехнической стали по п. 4 или 5, в котором химический состав стальной заготовки содержит любой или оба из Sn: 0,01-0,50% и Cu: 0,05-0,50%.
| WO 2019182154 A1, 26.09.2019 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2674502C2 |
| WO 2020149330 A1, 23.07.2020 | |||
| JP 5841594 B2, 13.01.2016 | |||
| WO 2019013348 A1, 17.01.2019 | |||
| Способ регенерирования сульфо-кислот, употребленных при гидролизе жиров | 1924 |
|
SU2021A1 |

