ОБЛАСТЬ ТЕХНИКИ
[0001]
Настоящее изобретение относится к способу изготовления листа электротехнической стали с ориентированной зеренной структурой.
Испрашивается приоритет на основании заявки на патент Японии № 2019-005202, поданной 16 января 2019 года, содержание которой включено в настоящее описание посредством ссылки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Листы электротехнической стали с ориентированной зеренной структурой представляют собой магнитомягкий материал и используются для стальных сердечников трансформаторов и других электрических устройств. Листы электротехнической стали с ориентированной зеренной структурой представляют собой стальные листы, которые содержат около 7 мас.% или меньше Si и включают в себя зерна сильно ориентированные в ориентации {110}<001> согласно индексу Миллера.
[0003]
В отношении магнитных характеристик листов электротехнической стали с ориентированной зеренной структурой, используемых для приведенных выше применений, требуется, чтобы плотность магнитного потока (представленная величиной B8 магнитной индукции при приложении магнитного поля 800 А/м) была высокой, а потери в стали (представленные потерями энергии W17/50 при намагничивании с максимальной плотностью магнитного потока 1,7 Тл и переменным током (AC) с частотой 50 Гц) были низкими. В частности, в последние годы растет потребность в снижении потерь электрической мощности с точки зрения экономии энергии.
[0004]
Потери в стали листов электротехнической стали определяют, используя сумму потерь на вихревые токи, которые зависят от конкретного сопротивления, толщины листа, размера магнитного домена и т.п., и потерь на гистерезис, которые зависят от кристаллической ориентации, гладкости поверхности и т.п. Поэтому для уменьшения потерь в стали необходимо уменьшить одно или оба из потерь на вихревые токи и потерь на гистерезис.
[0005]
В качестве способа уменьшения потерь на вихревые токи известны способ увеличения содержания Si, имеющего высокое электрическое сопротивление, способ уменьшения толщины стального листа, способ разделения магнитного домена и т.п. Далее, в качестве способа уменьшения потерь на гистерезис известны способ увеличения плотности магнитного потока B8 путем увеличения в кристаллической ориентации степени выравнивания в ориентации легкого намагничивания и способ удаления стекловидного покрытия из оксида на поверхности стального листа для сглаживания поверхности и устранения эффекта закрепления, при котором перемещение магнитного домена затруднено.
[0006]
В отношении способа уменьшения потерь в стали в виде способа сглаживания поверхности стального листа, например, Патентные документы 1-5 описывают способ, в котором обезуглероживающий отжиг выполняют в атмосфере газа со степенью окисления, при которой не образуются оксиды на основе Fe (Fe2SiO4, FeO и т.п.), и не формируется стекловидное покрытие (форстеритовое покрытие), с использованием отжигового сепаратора, который содержит оксид алюминия в качестве основного компонента, размещенного между стальными листами.
[0007]
Хотя известен способ уменьшения толщины листа с помощью прокатки в качестве способа уменьшения толщины стального листа, если получают тонкую толщину листа, возникает проблема, состоящая в том, что вторичная рекристаллизация при финишном отжиге будет нестабильной и будет трудно обеспечить стабильное изготовление продукта, имеющего отличные магнитные характеристики.
[0008]
Для решения этой проблемы, например, Патентный документ 6 предлагает способ изготовления листа электротехнической стали с ориентированной зеренной структурой, в котором холоднокатаный стальной лист, имеющий толщину d листа от 0,10 до 0,25 мм подвергают обезуглероживающему отжигу и азотированию, и AlN используют в качестве ингибитора, и стабильным образом изготавливают тонкий лист электротехнической стали с ориентированной зеренной структурой путем задания кислоторастворимого Al от 0,015 до 0,050%, обеспечения содержания азота [N] в стальном листе, удовлетворяющего 13d-25≥[N]≥46d-1030, используя азотную кислоту, и усиления ингибитора.
[0009]
Однако способ согласно Патентному документу 6 имеет проблему, состоящую в том, что свойства покрытия являются плохими из-за того, что большое количество азота высвобождается после формирования стекловидного покрытия.
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0010]
Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация № H07-118750.
Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация № H07-278668.
Патентный документ 3: не прошедшая экспертизу заявка на патент Японии, первая публикация № H07-278669.
Патентный документ 4: не прошедшая экспертизу заявка на патент Японии, первая публикация № 2003-003213.
Патентный документ 5: опубликованный японский перевод № 2011-518253 международной заявки PCT.
Патентный документ 6: не прошедшая экспертизу заявка на патент Японии, первая публикация № H05-302122.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0011]
Хотя предполагается, что проблемы способа согласно Патентному документу 6 могут быть решены путем включения способа сглаживания поверхности стального листа без формирования стекловидного покрытия (форстеритного покрытия), как показано в Патентных документах 1-5, в способе сглаживания поверхности стального листа трудно обеспечить хорошее качество обезуглероживания, и при увеличении содержания Al получают обезуглероживание низкого качества. Поэтому, если содержание Al увеличивают для стабильного получения структуры вторичной рекристаллизации в тонком листе электротехнической стали, будет трудно достичь одновременно и качества обезуглероживания и отличных магнитных характеристик.
[0012]
Таким образом, в отношении стабильного получения хорошей структуры вторичной рекристаллизации в листе электротехнической стали с ориентированной зеренной структурой, содержащем требуемое количество Al, проблемами настоящего изобретения являются уменьшение потерь в стали путем уменьшения толщины листа, обеспечение хорошего качества обезуглероживания, улучшение магнитных характеристик (для уменьшения потерь в стали и обеспечения высокой плотности магнитного потока), и целью настоящего изобретения является создание способа изготовления листа электротехнической стали с ориентированной зеренной структурой, в котором решаются эти проблемы.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
[0013]
Для решения приведенных выше проблем авторами настоящего изобретения была исследована зависимость между содержанием Al и толщиной листа для стабильного получения вторичной рекристаллизации и поддержания хорошего качества обезуглероживания в тонком листе электротехнической стали с ориентированной зеренной структурой, изготавливаемой с использованием способа сглаживания поверхности стального листа.
[0014]
В результате было обнаружено, что если массовым соотношением Раств.Al/N между кислоторастворимым Al (Раств.Al) и N в стальном слябе, используемом в качестве заготовки, управлять в пределах соответствующего диапазона в соответствии с толщиной листа продукта, а именно, конечной толщиной d листа после холодной прокатки, возможно обеспечивать хорошее качество обезуглероживания, и если содержанием N в стальном листе, который был подвергнут азотированию, управлять в пределах соответствующего диапазона, возможно получить хорошую вторичную рекристаллизацию при финишном отжиге. Этот момент будет описан позднее.
[0015]
Настоящее изобретение было создано на основе приведенных выше открытий, и сущность настоящего изобретения заключается в следующем.
[0016]
(1) Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно аспекту настоящего изобретения представляет собой способ изготовления листа электротехнической стали с ориентированной зеренной структурой, включающий: нагрев стального сляба, который содержит, в мас.%, C: 0,100% или меньше; Si: от 0,80 до 7,00%; Mn: от 0,05 до 1,00%; Раств.Al: от 0,0100 до 0,0700%; N: от 0,0040 до 0,0120%; Seq=S+0,406ЧSe: от 0,0030 до 0,0150%; Cr: от 0 до 0,30%; Cu: от 0 до 0,40%; Sn: от 0 до 0,30%; от Sb: 0 до 0,30%; P: от 0 до 0,50%; B: от 0 до 0,0080%; Bi: от 0 до 0,0100%; Ni: от 0 до 1,00%, и остальное: Fe и примеси, до температуры меньше 1250°C и горячую прокатку стального сляба для получения горячекатаного стального листа; выполнение отжига в горячем состоянии (горячей полосе) для горячекатаного стального листа; травление горячекатаного стального листа, подвергнутого отжигу в горячем состоянии; холодную прокатку подвергнутого травлению горячекатаного стального листа для получения холоднокатаного стального листа, имеющего конечную толщину d листа от 0,15 до 0,23 мм; выполнение обработки обезуглероживанием и азотированием, включающей обезуглероживающий отжиг и азотирование, для холоднокатаного стального листа; выполнение финишного отжига для холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием; и нанесение жидкого покрытия для формирования изоляционного покрытия для холоднокатаного стального листа, подвергнутого финишному отжигу, и запекание жидкого покрытия, при этом Раств.Al/N, представляющее собой массовое соотношение между Раств.Al и N в стальном слябе, и конечная толщина d листа удовлетворяют выражению (i), содержание N холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием, составляет от 40 до 1000 млн-1, и температура обезуглероживающего отжига при обезуглероживающем отжиге составляет меньше 1000°C:
-4,17×d+3,63 ≤ Раств.Al/N ≤ -3,10×d+4,84 (i).
(2) В способе изготовления листа электротехнической стали с ориентированной зеренной структурой согласно (1), стальной сляб может содержать, в мас.%, одно или более из Cr: от 0,02 до 0,30%; Cu: от 0,10 до 0,40%; Sn: от 0,02 до 0,30%; Sb: от 0,02 до 0,30%; P: от 0,02 до 0,50%; B: от 0,0010 до 0,0080%; Bi: от 0,0005 до 0,0100%; и Ni: от 0,02 до 1,00%.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В соответствии с настоящим изобретением возможно обеспечить способ для стабильного изготовления листа электротехнической стали с ориентированной зеренной структурой, имеющего толщину листа от 0,15 до 0,23 мм, и имеющего отличные магнитные характеристики (низкие потери в стали и высокая плотность магнитного потока).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
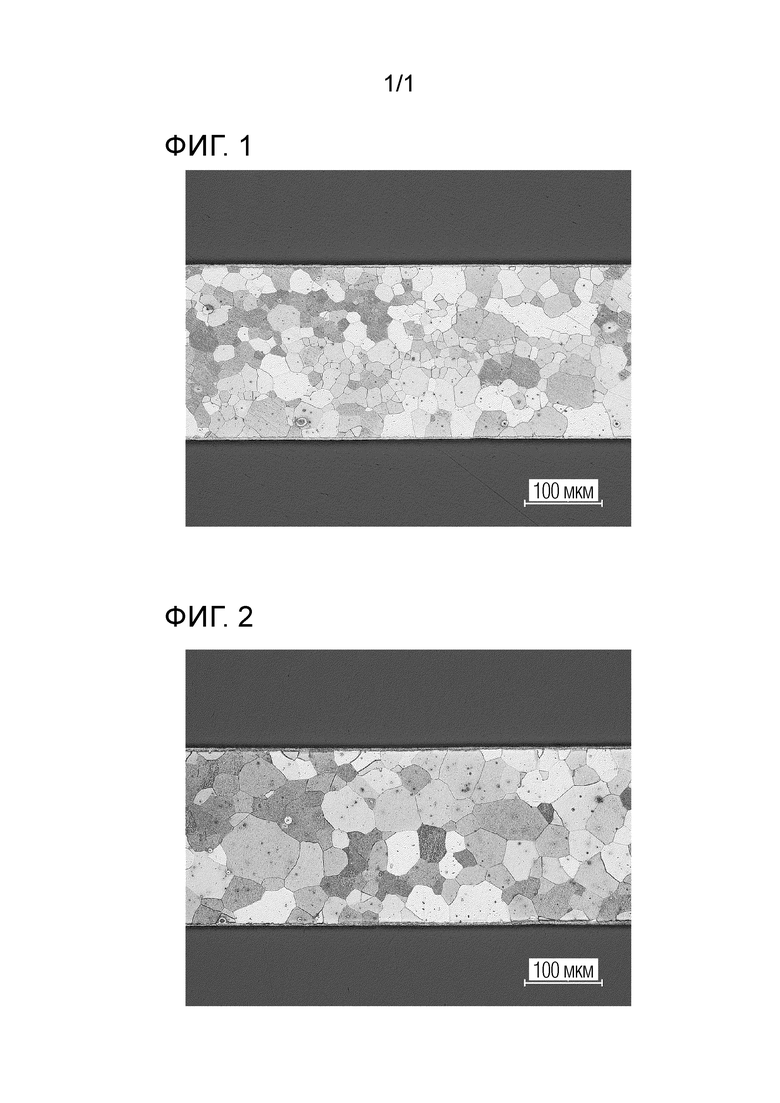
Фиг. 1 - пример структуры листа электротехнической стали с ориентированной зеренной структурой, полученной с использованием способа, в котором температура нагрева сляба составляла 1250°C, и температура обезуглероживающего отжига составляла 800°C.
Фиг. 2 - пример структуры листа электротехнической стали с ориентированной зеренной структурой, полученной с использованием способа, в котором температура нагрева сляба составляла 1150°C, и температура обезуглероживающего отжига составляла 800°C.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0019]
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой согласно варианту осуществления настоящего изобретения (в дальнейшем может называться как «способ изготовления согласно этому варианту осуществления»), включает:
нагрев стального сляба, который содержит, в мас.%, C: 0,100% или меньше; Si: от 0,80 до 7,00%; Mn: от 0,05 до 1,00%; Раств.Al: от 0,0100 до 0,0700%; N: от 0,0040 до 0,0120%; Seq=S+0,406ЧSe: от 0,0030 до 0,0150%; далее, необязательно, Cr: до 0,30%; Cu: до 0,40%; Sn: от 0 до 0,30%; от Sb: 0 до 0,30%; P: от 0 до 0,50%; B: до 0,0080%; Bi: до 0,0100%; Ni: до 1,00%, и остальное: Fe и примеси, до температуры меньше 1250°C и горячую прокатку стального сляба для получения горячекатаного стального листа; выполнение отжига в горячем состоянии для горячекатаного стального листа; травление горячекатаного стального листа, подвергнутого отжигу в горячем состоянии; холодную прокатку подвергнутого травлению горячекатаного стального листа для получения холоднокатаного стального листа, имеющего конечную толщину d листа от 0,15 до 0,23 мм; выполнение обработки обезуглероживанием и азотированием, включающей обезуглероживающий отжиг и азотирование, для холоднокатаного стального листа; выполнение финишного отжига для холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием; и затем нанесение и запекание жидкого покрытия для формирования изоляционного покрытия для холоднокатаного стального листа, подвергнутого финишному отжигу, при этом:
(i) массовое соотношение Раств.Al/N между кислоторастворимым Al (Раств.Al) и N в стальном слябе и конечная толщина d листа удовлетворяют выражению (1);
(ii) содержание N холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием, составляет от 40 до 1000 млн-1; и
(iii) температура обезуглероживающего отжига при обезуглероживающем отжиге составляет меньше 1000°C:
-4,17×d+3,63 ≤ Раств.Al/N ≤ -3,10×d+4,84 (1).
[0020]
Далее будет описан способ изготовления согласно этому варианту осуществления. Хотя желательно, чтобы способ изготовления согласно этому варианту осуществления применялся к способу изготовления листа электротехнической стали с ориентированной зеренной структурой, который не имеет форстеритного покрытия, даже если способ изготовления согласно этому варианту осуществления применяют к способу изготовления листа электротехнической стали с ориентированной зеренной структурой, который имеет форстеритное покрытие, можно получить значительный эффект.
[0021]
Вначале будут описаны причины ограничения компонентного состава стального сляба, используемого в качестве заготовки в способе изготовления согласно этому варианту осуществления. В приведенном ниже описании «%» означает «мас.%».
[0022]
Компонентный состав
C: 0,100% или меньше
С представляет собой элемент, который эффективен для управления структурой первичной рекристаллизации, но он отрицательно влияет на магнитные характеристики, и поэтому его удаляют путем обезуглероживающего отжига перед финишным отжигом. Если содержание С в стальном слябе превышает 0,100%, время обезуглероживающего отжига увеличивается, а производительность снижается. По этой причине содержание С составляет 0,100% и меньше. Содержание С предпочтительно составляет 0,070% или меньше, и более предпочтительно 0,060% или меньше.
[0023]
Хотя нижний предел содержания С включает 0%, если содержание С снижается меньше 0,0001%, производственные затраты значительно возрастают. Поэтому с точки зрения фактического стального листа, 0,0001% является фактическим нижним пределом содержания С. Нижний предел содержания С может составлять 0,0010%, 0,0020%, 0,0022% или 0,0030%.
[0024]
Si: от 0,80 до 7,00%
Si представляет собой элемент, который улучшает характеристики потерь в стали листа электротехнической стали с ориентированной зеренной структурой за счет увеличения электрического сопротивления стального листа. Если содержание Si составляет меньше 0,80%, во время финишного отжига происходит г-превращение, и выравнивание в предпочтительной кристаллической ориентации стального листа нарушается. Поэтому содержание Si составляет 0,80% или больше. Содержание Si составляет предпочтительно 1,80% или больше, 1,90% или больше, 2,00% или больше и более предпочтительно 2,50% или больше.
[0025]
С другой стороны, если содержание Si превышает 7,00%, ухудшается обрабатываемость и во время прокатки происходит образование трещин. По этой причине содержание Si составляет 7,00% или меньше. Содержание Si предпочтительно составляет 4,50% или меньше, и более предпочтительно 4,00% или меньше.
[0026]
Mn: от 0,05 до 1,00%
Mn представляет собой элемент, который предотвращает появление трещин во время горячей прокатки, и образует MnS и/или MnSe, которые действуют как ингибитор, связываясь с S и/или Se. Если содержание Mn меньше 0,05%, не получают достаточного эффекта. Поэтому содержание Mn составляет 0,05% или больше. Содержание Mn предпочтительно составляет 0,07% или больше, и более предпочтительно 0,09% или больше.
[0027]
С другой стороны, если содержание Mn превышает 1,00%, получают неравномерные выделение и дисперсию MnS и/или MnSe, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока ухудшается. По этой причине содержание Mn составляет 1,00% или меньше. Содержание Mn предпочтительно составляет 0,80% или меньше, более предпочтительно 0,60% или меньше или 0,55% или меньше.
[0028]
Кислоторастворимый Al (Раств.Al): от 0,0100 до 0,0700%
Кислоторастворимый Al (Раств.Al) представляет собой элемент, который связывается с N с образованием (Al, Si) N, действующего как ингибитор. Если содержание Раств.Al составляет меньше 0,0100%, не получают достаточного эффекта, и не происходит достаточная вторичная рекристаллизация. Поэтому содержание Раств.Al составляет 0,0100% или больше. Содержание Раств.Al предпочтительно составляет 0,0150% или больше, более предпочтительно 0,0200% или больше или 0,0220% или больше.
[0029]
С другой стороны, если содержание Раств.Al превышает 0,0700%, получают неравномерные выделение и дисперсию (Al, Si) N, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока уменьшается. По этой причине содержание кислоторастворимого Al (Раств.Al) составляет 0,0700% или меньше. Содержание Раств.Al предпочтительно составляет 0,0550% или меньше, более предпочтительно 0,0500% или меньше или 0,0400% или меньше.
[0030]
N: от 0,0040 до 0,0120%
N представляет собой элемент, который связывается с Al с образованием AlN, действующего как ингибитор, но образует пузыри (пустоты) в стальном листе во время холодной прокатки. Если содержание N меньше 0,0040%, получают недостаточное образование AlN. Поэтому содержание N составляет 0,0040% или больше. Содержание N предпочтительно составляет 0,0050% или больше или 0,0060% или больше, и более предпочтительно 0,0070% или больше.
[0031]
С другой стороны, если содержание N превышает 0,0120%, возникает проблема образования пузырей (пустот) в стальном листе во время холодной прокатки. Поэтому содержание N составляет 0,0120% или меньше. Содержание N предпочтительно составляет 0,0100% или меньше, и более предпочтительно 0,0090% или меньше.
[0032]
Seq=S+0,406×Se: от 0,0030 до 0,0150%
S и Se представляют собой элементы, которые связываются с Mn с образованием MnS и/или MnSe, действующих как ингибитор. Общее содержание S и Se определяется с помощью Seq=S+0,406ЧSe, с учетом атомного массового соотношения S и Se.
[0033]
Если Seq составляет меньше 0,0030%, достаточный эффект не проявляется. Поэтому Seq составляет 0,0030% или больше. Seq предпочтительно составляет 0,0050% или больше, и более предпочтительно 0,0070% или больше. С другой стороны, если Seq превышает 0,0150%, получают неравномерные выделение и дисперсию MnS и/или MnSe, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока уменьшается. По этой причине Seq составляет 0,0150% или меньше. Seq предпочтительно составляет 0,0130% или меньше, и более предпочтительно 0,0110% или меньше.
[0034]
В химическом составе стального сляба, используемого в качестве материала в способе изготовления согласно этому варианту осуществления, остальным, кроме указанных выше элементов, являются Fe и примеси, но они могут содержать один или несколько из: Cr: 0,30% или меньше; Cu: 0,40% или меньше; Sn: 0,30% или меньше; Sb: 0,30% или меньше; Р: 0,50% или меньше; В: 0,0080% или меньше; Bi: 0,0100% или меньше и Ni: 1,00% или меньше, при условии, что характеристики листа электротехнической стали не ухудшаются. Здесь, даже если стальной сляб не содержит этих компонентов, хороший эффект может быть получен с помощью способа изготовления согласно этому варианту осуществления. Следовательно, каждый нижний предел содержания этих компонентов составляет 0%.
[0035]
Cr: от 0 до 0,30%
Cr представляет собой элемент, который способствует улучшению оксидного слоя, образующегося во время обезуглероживающего отжига стального листа, увеличивает внутреннее сопротивление стального листа и способствует снижению потерь в стали. Если содержание Cr превышает 0,30%, эффект насыщается. Поэтому содержание Cr составляет 0,30% или меньше. Содержание Cr предпочтительно составляет 0,25% или меньше. Хотя нижний предел содержания Cr включает 0%, содержание Cr предпочтительно составляет 0,02% или больше с точки зрения гарантированного получения эффекта включения.
[0036]
Cu: от 0 до 0,40%
Cu представляет собой элемент, который связывается с S и/или Se с образованием выделения, действующего как ингибитор, увеличивает внутреннее сопротивление стального листа и способствует улучшению магнитных характеристик. Когда достигается этот эффект, содержание Cu предпочтительно составляет 0,10% или больше.
С другой стороны, если содержание Cu превышает 0,40%, получают неравномерную дисперсию выделения, и эффект снижения потерь в стали насыщается. Поэтому содержание Cu составляет 0,40% или меньше. Содержание Cu предпочтительно составляет 0,25% или меньше.
[0037]
Sn: от 0 до 030%
Sb: от 0 до 030%
Sn и Sb представляют собой элементы, которые увеличивают собственное сопротивление, способствуют снижению потерь в стали, и выделяются на границах зерен, предотвращая окисление Al из-за влаги, выделяемой из-за отжигового сепаратора во время финишного отжига (интенсивности ингибиторов различаются в зависимости от положения катушки вследствие этого окисления, возникает различие между выравниваниями текстуры в ориентации Госса, и магнитные характеристики колеблются в соответствии с положением катушки).
[0038]
Если содержание каждого из Sn и Sb превышает 0,30%, эффект их содержания становится насыщенным. Поэтому каждое из содержания Sn и содержания Sb составляет 0,30% или меньше. Содержание обоих этих элементов предпочтительно составляет 0,25% или меньше. Хотя нижние пределы содержания Sn и содержания Sb включают 0%, содержание каждого из этих элементов предпочтительно составляет 0,02% или больше с точки зрения гарантированного получения эффекта.
[0039]
P: от 0 до 0,50%
Р представляет собой элемент, который увеличивает степень выравнивания текстуры в ориентации Госса и внутреннее сопротивление стального листа, а также способствует снижению потерь в стали. Если содержание P превышает 0,50%, эффект насыщается и надежность ухудшается. Поэтому содержание P составляет 0,50% или меньше. Содержание P предпочтительно составляет 0,35% или меньше. Хотя нижний предел содержания P включает 0%, содержание P предпочтительно составляет 0,02% или больше с точки зрения гарантированного получения эффекта.
[0040]
B: от 0 до 0,0080%
В представляет собой элемент, который связывается с N и выделяется в виде комплексного выделения с MnS или MnSe с образованием BN, действующего как ингибитор, и который способствует снижению потерь в стали за счет увеличения степени выравнивания текстуры в ориентации Госса. Когда достигается этот эффект, содержание В предпочтительно составляет 0,0010% или больше.
С другой стороны, если содержание В превышает 0,0080%, получают неравномерные выделение и дисперсию BN, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока уменьшается. По этой причине содержание В составляет 0,0080% или меньше. Содержание В предпочтительно составляет 0,0060% или меньше, и более предпочтительно 0,0040% или меньше.
[0041]
Bi: от 0 до 0,0100%
Bi представляет собой элемент, который стабилизирует выделения, такие как сульфиды, усиливает работу ингибитора, увеличивает степень выравнивания текстуры в ориентации Госса и способствует снижению потерь в стали. Если содержание Bi превышает 0,0100%, эффект становится насыщенным. Поэтому содержание Bi составляет 0,0100% или меньше. Содержание Bi предпочтительно составляет 0,0070% или меньше. Хотя нижний предел содержания Bi включает 0%, содержание Bi предпочтительно составляет 0,0005% или больше с точки зрения гарантированного получения эффекта включения.
[0042]
Ni: 0 до l,00%
Ni представляет собой элемент, который увеличивает внутреннее сопротивление стального листа, способствует снижению потерь в стали, управляет металлографической структурой горячекатаного стального листа и способствует улучшению магнитных характеристик. Если содержание Ni превышает 1,00%, вторичная рекристаллизация протекает нестабильно. Поэтому содержание Ni составляет 1,00% или меньше. Содержание Ni предпочтительно составляет 0,25% или меньше. Хотя нижний предел содержания Ni включает 0%, содержание Ni предпочтительно составляет 0,02% или больше с точки зрения гарантированного получения эффекта включения.
[0043]
В стальном слябе, используемом в качестве заготовки в способе изготовления согласно этому варианту осуществления, остальное, кроме указанных выше элементов, представляет собой Fe и примеси. Примеси представляют собой элементы, которые примешиваются из исходного материала для стали и/или в процессе производства стали, и являются допустимыми элементами при условии, что характеристики листа электротехнической стали не ухудшаются. Например, Mg, Ca и т.п. разрешены при условии, что характеристики листа электротехнической стали не ухудшаются.
[0044]
Зависимость между массовым соотношением (соотношение содержания в мас.%) Раств.Al/N между кислоторастворимым Al (Раств.Al) и N и конечной толщиной d стального листа будет описана ниже.
[0045]
Раств.Al/N: удовлетворяется следующее выражение (1):
-4,17×d+3,63 ≤ Раств.Al/N ≤ -3,10×d+4,84 (1).
В способе изготовления согласно этому варианту осуществления в стальном слябе, используемом в качестве заготовки, важно, чтобы Раств.Al/N управляли таким образом, чтобы приведенное выше выражение (1) удовлетворялось в соответствии с конечной толщиной листа изготавливаемого листа электротехнической стали с ориентированной зеренной структурой.
[0046]
Авторы настоящего изобретения провели оценку плотности магнитного потока B8, путем изменения Раств.Al/N стального сляба, используемого в качестве заготовки в способе изготовления согласно этому варианту осуществления, и изготовления листов электротехнической стали, имеющих различную конечную толщину листа с каждым Раств.Al/N.
[0047]
В результате было обнаружено, что плотность магнитного потока B8 величиной 1,930 Тл или больше получают в диапазоне, в котором Раств.Al/N удовлетворяет приведенному выше выражению (1).
[0048]
С другой стороны, если Раств.Al/N превышает «-3,10×d+4,84», будет невозможно стабильным образом получить плотность магнитного потока B8 величиной 1930 Тл или больше. По этой причине Раств.Al/N составляет «-3,10×d+4,84» или меньше.
[0049]
Причина этого состоит в том, что если Раств.Al/N превышает «-3,10×d+4,84», получают крупнозернистый ингибитор первичной рекристаллизации, получают его неравномерную дисперсию, получают неоднородную структуру первичной рекристаллизации после обезуглероживающего отжига, и хорошая вторичная рекристаллизация не может быть получена по всей поверхности стального листа, а при обезуглероживающем отжиге, чтобы уменьшить содержание С в стальном листе до 25 млн-1 или меньше, необходимо будет повысить температуру отжига, в результате чего размер зерна первичной рекристаллизации увеличивается и невозможно будет обеспечить хорошую движущую силу для вторичной рекристаллизации.
[0050]
С другой стороны, установлено, что если Sol/Al/N составляет меньше «-4,17×d+3,63», плотность магнитного потока B8 величиной 1,930 Тл или больше не сможет быть получена. По этой причине Раств.Al/N составляет «-4,17×d+3,63» или больше.
[0051]
Причина этого состоит в том, что если Раств.Al/N составляет меньше, чем «-4,17×d+3,63», при вторичной рекристаллизации развиваются кристаллы с ориентацией, отличной от ориентации Госса (степень выравнивания в ориентации Госса уменьшается), плотность магнитного потока уменьшается, а потери в стали увеличивается.
[0052]
Параметры процесса для способа изготовления согласно этому варианту осуществления будут описаны ниже.
[0053]
Параметры процесса
Стальной сляб
Стальной сляб, используемый в качестве заготовки в способе изготовления согласно этому варианту осуществления, получают, подвергая расплавленную сталь, выплавленную с использованием конвертера, электрической печи или т.п., вакуумной дегазации, если это необходимо, и затем подвергая сталь непрерывной разливке или прокатке на блюминге после разливки в слитки. Стальной сляб обычно отливают толщиной от 150 до 350 мм, предпочтительно от 220 до 280 мм, но может быть тонкий сляб толщиной от 30 до 70 мм. В случае тонкого сляба имеется преимущество, состоящее в том, что нет необходимости выполнять грубую обработку для получения промежуточной толщины при изготовлении горячекатаного стального листа.
[0054]
Горячая прокатка
Температура нагрева: ниже 1250°C
Если температура нагрева стального сляба, подлежащего горячей прокатке, составляет 1250°C или выше, количество окалины расплава может увеличиться, и в некоторых случаях может потребоваться обеспечение в производственной линии дополнительной нагревательной печи, предназначенной для реализации способа изготовления согласно этому варианту осуществления.
[0055]
Кроме того, когда температура нагрева составляет 1250°C или выше, качество роста зерна при первичном рекристаллизационном отжиге значительно ухудшатся, и хорошая вторичная рекристаллизация не может быть достигнута. Это происходит из-за использования кислоторастворимого Al в качестве ингибитора в этом варианте осуществления. После первичной рекристаллизации при обезуглероживающем отжиге, который будет описан позднее, важно поддерживать средний размер кристаллического зерна стального листа в диапазоне от 20 до 23 мкм, чтобы обеспечить магнитные характеристики листа электротехнической стали с ориентированной зеренной структурой. Температура нагрева сляба перед горячей прокаткой имеет большое влияние на средний размер кристаллического зерна после первичной рекристаллизации. Когда температура нагрева сляба составляет 1250°C или выше, большое количество мелкозернистого AlN выделяется на горячекатаном стальном листе, подвергнутом горячей прокатке, что препятствует росту кристаллических зерен. С другой стороны, когда температура нагрева сляба ниже 1250°C, можно укрупнить выделяемый AlN, уменьшить его количество и подавить уменьшение размера зерен из-за AlN.
[0056]
Кроме того, когда температура нагрева составляет 1250°C или выше, MnS и/или MnSe полностью растворяются и выделяются в мелкозернистой форме в последующих процессах. Это также препятствует росту зерна, такого как AlN.
[0057]
На фиг. 1 представлен пример структуры листа электротехнической стали с ориентированной зеренной структурой, полученного с использованием способа изготовления, в котором температура нагрева сляба составляет 1250°C, а температура обезуглероживающего отжига составляет 800°C. На фиг. 2 представлен пример структуры листа электротехнической стали с ориентированной зеренной структурой, полученного с использованием способа изготовления, в котором температура нагрева сляба составляет 1150°C, а температура обезуглероживающего отжига составляет 800°C. Другие параметры изготовления листов электротехнической стали с ориентированной зеренной структурой, показанных на фиг. 1 и фиг. 2, являются одинаковыми.
Сравнивая фиг. 1 и фиг. 2, металлографическая структура в стальном листе на фиг. 1, имеющем температуру нагрева сляба 1250°C, очевидно является более мелкозернистой, чем в стальном листе на фиг. 2, имеющем температуру нагрева сляба 1150°C. Предполагается, что разница между этими стальными листами вызвана ингибированием роста кристаллических зерен из-за мелкозернистых выделений.
[0058]
Даже если температура нагрева стального сляба будет выше 1250°C, возможно получить вышеописанный желаемый размер зерна первичной рекристаллизации за счет увеличения температуры обезуглероживающего отжига (например, делая ее выше 1000°C). Однако, если температура обезуглероживающего отжига повышается, получают неоднородную структуру первичной рекристаллизации, и не может быть достигнута хорошая вторичная рекристаллизация.
[0059]
По приведенным выше причинам температура нагрева стального сляба задается ниже 1250°C. Температура нагрева предпочтительно составляет 1200°C или ниже, 1180°C или ниже или 1150°C или ниже. Нет необходимости конкретно ограничивать нижний предел температуры нагрева стального сляба, и параметры для проведения нормальной горячей прокатки могут быть выбраны соответствующим образом. Например, стальной сляб может быть нагрет до 1000°C или выше, 1050°C или выше или 1100°C или выше. Нагретый стальной сляб подвергают горячей прокатке. Горячая прокатка может выполняться с использованием известных параметров, и параметры прокатки особо не ограничиваются.
[0060]
Отжиг в горячем состоянии
Горячекатаный стальной лист подвергают отжигу в горячем состоянии, так что неоднородная структура, образующаяся во время горячей прокатки, становится максимально возможно однородной. Параметрами отжига могут быть любые параметры, при условии, что неоднородная структура, образующаяся во время горячей прокатки, может быть сделана максимально однородной, и не ограничиваются конкретными параметрами.
[0061]
Например, если горячекатаный стальной лист нагревают до температуры от 1000 до 1150°C (температура первой ступени) для рекристаллизации, а затем подвергают отжигу при температуре 850-1100°C (температура второй ступени), которая ниже, чем температура первой ступени, возможно устранить неоднородную структуру, возникающую при горячей прокатке.
[0062]
В случае такого двухступенчатого отжига температура первой ступени имеет большое влияние на поведение ингибитора. Если температура первой ступени будет слишком высокой, мелкозернистый ингибитор выделяется в последующем процессе, и температура обезуглероживающего отжига для получения желаемого размера зерна первичной рекристаллизации увеличивается. Поэтому температура первой ступени предпочтительно составляет 1150°C или ниже.
[0063]
Если температура первой ступени будет слишком низкой, получают недостаточную рекристаллизацию, и неоднородную структуру, образующуюся во время горячей прокатки, нельзя будет сделать однородной. Поэтому температура первой ступени предпочтительно составляет 1000°C или выше, и более предпочтительно, 1120°C или выше.
[0064]
Как и в случае с температурой первой ступени, если температура второй ступени будет слишком высокой, мелкозернистый ингибитор выделяется в последующем процессе, и температура обезуглероживающего отжига для получения желаемого размера зерна первичной рекристаллизации увеличивается. По этой причине температура второй ступени предпочтительно составляет 1100°C или ниже. Если температура второй ступени будет слишком низкой, г-фаза не образуется, и горячекатаную структуру нельзя будет сделать однородной. Поэтому температура второй ступени предпочтительно составляет 850°C или выше, и более предпочтительно, 900°C или выше.
[0065]
Травление и холодная прокатка
Конечная толщина листа: от 0,15 до 0,23 мм.
Холоднокатаный стальной лист с конечной толщиной листа от 0,15 до 0,23 мм получают путем выполнения травления и последующей холодной прокатки горячекатаного стального листа, подвергнутого отжигу в горячем состоянии, так что была устранена неоднородная структура, полученная во время горячей прокатки. Желательно, чтобы холодная прокатка представляла собой одиночный процесс холодной прокатки или два или более процессов холодной прокатки с промежуточным отжигом, выполняемым между процессами холодной прокатки.
[0066]
Холодная прокатка может выполняться при комнатной температуре или может выполняться путем повышения температуры стального листа до температуры выше комнатной, например, примерно 200°C (так называемая теплая прокатка). Травление можно выполнять в нормальных условиях.
[0067]
Если конечная толщина холоднокатаного стального листа составляет меньше 0,15 мм, прокатка будет затруднена, а вторичная рекристаллизация будет иметь тенденцию к нестабильности. По этой причине конечная толщина холоднокатаного стального листа составляет 0,15 мм или больше, предпочтительно 0,17 мм или больше.
[0068]
С другой стороны, если конечная толщина холоднокатаного стального листа превышает 0,23 мм, вторичная рекристаллизация будет слишком стабильной, и угловая разница между ориентацией рекристаллизованных зерен и ориентацией Госса увеличивается. По этой причине конечная толщина холоднокатаного стального листа составляет 0,23 мм или меньше, и предпочтительно 0,21 мм или меньше.
[0069]
Обезуглероживающий отжиг
Для удаления С, содержащегося в холоднокатаном стальном листе, который достиг конечной толщины листа, холоднокатаный стальной лист подвергают обезуглероживающему отжигу во влажной атмосфере водорода. Влажная атмосфера водорода, например, представляет собой увлажненный газ с точкой росы 70°C, и представляет собой атмосферу, содержащую небольшое количество водорода в качестве типа газа. Более конкретно, например, отжиг проводят в атмосфере увлажненного газа с точкой росы 70°C, содержащей 10% водорода.
Как было описано выше, когда температура обезуглероживающего отжига является слишком высокой, получают неоднородную структуру первичной рекристаллизации, и не может быть получена хорошая вторичная рекристаллизация. По этой причине температуру обезуглероживающего отжига задают ниже 1000°C. Нижний предел температуры обезуглероживающего отжига может быть соответствующим образом выбран в пределах диапазона, в котором могут быть получены описанные выше эффекты. Например, температура обезуглероживающего отжига может составлять 750°C или выше, 800°C или выше или 850°C или выше. Хотя устанавливать нижний предел необязательно, если температура обезуглероживающего отжига будет ниже 700°C, возникает проблема, что рост зерен и обезуглероживание могут не протекать в достаточной степени. Поэтому температура обезуглероживающего отжига предпочтительно составляет 700°C или выше.
Также желательно, чтобы обезуглероживающий отжиг выполнялся, управляя атмосферой отжига, при такой степени окисления, при которой не образуется оксид на основе железа. Например, степень окисления атмосферы отжига предпочтительно составляет 0,01 или больше и меньше 0,15. Степень окисления - это потенциал окисления, представленный с помощью PH2O/PH2.
[0070]
Если степень окисления составляет меньше 0,01, скорость обезуглероживания снижается и производительность ухудшается. С другой стороны, если степень окисления составляет 0,15 и больше, под поверхностью стального листа образуются включения, и потери в стали увеличиваются. Скорость повышения температуры в процессе нагрева особо не ограничивается и может составлять, например, 50°C/сек или быстрее с точки зрения производительности.
[0071]
Азотирование
Холоднокатаный стальной лист, подвергнутый обезуглероживающему отжигу (в дальнейшем именуемый как «стальной лист»), подвергают азотированию, так что содержание N в стальном листе будет составлять от 40 до 1000 млн-1. Азотирование не ограничивается конкретным способом. Например, азотирование проводят в атмосфере газа, обладающего способностью к азотированию, таком как аммиак.
[0072]
Если содержание N в стальном листе, подвергнутом азотированию, будет составлять меньше 40 млн-1, достаточное количество AlN не будет выделяться, и AlN будет недостаточным образом действовать как ингибитор. Поэтому, так как при финишном отжиге не будет происходить достаточной вторичной рекристаллизации, содержание N в стальном листе, подвергнутом азотированию, составляет 40 млн-1 или больше, и предпочтительно 100 млн-1 или больше.
[0073]
С другой стороны, если содержание N в стальном листе, подвергнутом азотированию, превышает 1000 млн-1, AlN будет присутствовать даже после завершения вторичной рекристаллизации при финишном отжиге, что ведет к увеличению потерь в стали. По этой причине N в стальном листе, подвергнутом азотированию, задают на уровне 1000 млн-1 или меньше, и предпочтительно 850 млн-1 или меньше. Средства для регулирования содержания N в стальном листе, подвергнутом азотированию, в диапазоне от 40 до 1000 млн-1 конкретно не ограничиваются. Обычно содержанием N после завершения азотирования можно управлять путем регулирования парциального давления источника азота (например, аммиака) в атмосфере азотирования, времени азотирования и т.п.
[0074]
Финишный отжиг
Отжиговый сепаратор
Отжиговый сепаратор наносят на стальной лист, подвергнутый азотированию, и подлежащий финишному отжигу. Желательно, чтобы отжиговый сепаратор, содержащий оксид алюминия в качестве основного компонента, плохо реагирующий с диоксидом кремния (содержащий 50 мас.% или больше оксида алюминия), использовался в качестве отжигового сепаратора, и чтобы его наносили на поверхность стального листа путем нанесения водной суспензии, электростатического нанесения и т.п. Когда используют приведенный выше отжиговый сепаратор, поверхность стального листа, подвергнутого финишному отжигу, может быть гладкой, и потери в стали могут быть значительно уменьшены.
[0075]
Стальной лист, покрытый отжиговым сепаратором, подвергают финишному отжигу, чтобы обеспечить возможность протекания вторичной рекристаллизации и выровнять кристаллическую ориентацию в ориентацию {110}<001>.
[0076]
Например, при финишном отжиге температуру повышают до 1100-1200°C со скоростью от 5 до 15°C/час в атмосфере отжига, в которую включен азот, атмосфера отжига меняется на атмосферу с содержанием от 50 до 100% водорода при этой температуре, и отжиг, который также служит для очистки, проводят в течение примерно 20 часов. Однако параметры финишного отжига не ограничиваются этим и могут быть соответствующим образом выбраны из известных параметров.
[0077]
Формирование изоляционного покрытия
Когда жидкое покрытие для формирования изоляционного покрытия наносят на поверхность стального листа, подвергнутого финишному отжигу (после завершения вторичной рекристаллизации) и подвергают запеканию (отверждению нагревом), формируется изоляционное покрытие, получая лист электротехнической стали с ориентированной зеренной структурой, представляющий собой конечный продукт. Тип изоляционного покрытия не ограничивается конкретным типом и может представлять собой известное изоляционное покрытие.
[0078]
Например, существуют изоляционные покрытия, сформированные путем нанесения водного жидкого покрытия, содержащего фосфат и коллоидный диоксид кремния. В случае такого изоляционного покрытия фосфат предпочтительно представляет собой фосфат металла, такого как Ca, Al, Sr и т.п., и из них более предпочтительно фосфат алюминия.
[0079]
Коллоидный диоксид кремния не ограничивается коллоидным диоксидом кремния, обладающим конкретными свойствами. Размер частиц также не ограничен конкретным размером частиц, но предпочтительно составляет 200 нм (среднечисленный размер частиц) или меньше. Если размер частиц превышает 200 нм, в жидком покрытии может образоваться осадок. С другой стороны, хотя проблемы в отношении дисперсии отсутствуют, даже когда размер частиц коллоидного диоксида кремния составляет меньше 100 нм, увеличиваются производственные затраты, поэтому на практике это не используется.
[0080]
Жидкое покрытие для формирования изоляционного покрытия наносят на поверхность стального листа, например, с использованием метода мокрого покрытия, например, с использованием устройства для нанесения покрытия с помощью валика, и подвергают запеканию на воздухе при температуре от 800 до 900°C в течение 10-60 секунд для формирования изоляционного покрытия с натяжением.
[0081]
Лист электротехнической стали с ориентированной зеренной структурой может быть подвергнут обработке по разделению магнитных доменов. Обработка по разделению магнитных доменов является предпочтительной, так как на поверхности стального листа образуются канавки, и ширина магнитных доменов уменьшается, что ведет к уменьшению потерь в стали. Хотя конкретный способ обработки для разделения магнитных доменов особо не ограничивается, в качестве примера можно привести воздействие лазерным лучом, воздействие электронным пучком, травление, формирование канавок с помощью зубчатых колес или т.п.
Примеры
[0082]
Хотя ниже будут описаны примеры настоящего изобретения, параметры в этих примерах представляют собой только один пример параметров, выбранный для подтверждения осуществимости и эффекта настоящего изобретения, и настоящее изобретение не ограничивается этим одним примером параметров. Настоящее изобретение может использовать различные параметры при условии, что нет отклонения от сущности настоящего изобретения и достигается цель настоящего изобретения.
[0083]
Пример 1
Холоднокатаный стальной лист с конечной толщиной 0,27 мм, 0,23 мм, 0,20 мм, 0,18 мм, 0,15 мм или 0,13 мм был получен путем нагрева до 1150°C стального сляба, имеющего компонентный состав, приведенный в Таблице 1 (остальное: Fe и примеси), горячей прокатки стального сляба для получения горячекатаного стального листа, имеющего толщину 2,6 мм, выполнения отжига в горячем состоянии для горячекатаного стального листа при температуре первой ступени 1100°C и температуре второй ступени 900°C, травления горячекатаного стального листа и выполнения одиночного процесса холодной прокатки или нескольких процессов холодной прокатки с промежуточным отжигом, выполняемым между процессами холодной прокатки.
[0084]
Таблица 1
[0085]
Холоднокатаный стальной лист, имеющий конечную толщину 0,27 мм, 0,23 мм, 0,20 мм, 0,18 мм, 0,15 мм или 0,13 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу, при котором содержание азота в стальном листе увеличивается). В частности, обезуглероживающий отжиг выполняли со скоростью повышения температуры 100°C/сек при степени окисления атмосферы, заданной на 0,12. Температура выдержки при обезуглероживающем отжиге приведена в Таблице 2. После этого холоднокатаный стальной лист был подвергнут азотированию, в результате которого было получено содержание азота, приведенное в Таблице 2.
Отжиговый сепаратор, содержащий оксид алюминия в качестве основного компонента, был нанесен на поверхность стального листа, подвергнутому обезуглероживающему отжигу и азотированию, были выполнены нагрев со скоростью повышения температуры 15°C/час и финишный отжиг при 1200°C. Кроме того, было нанесено водное жидкое покрытие, содержащее фосфат и коллоидный диоксид кремния, и выполнено запекание на воздухе при температуре 800°C в течение 60 секунд, формируя изоляционное покрытие (изоляционное покрытие с натяжением).
[0086]
Была выполнена проверка, удовлетворяется ли приведенное выше выражение (1) в стальном листе, который не был подвергнут азотированию, и были измерены содержание азота и содержание углерода в стальном листе, который был подвергнут обезуглероживанию и азотированию.
Были измерены плотность магнитного потока B8 (Tл) и потери в стали W17/50 стального листа, подвергнутого финишному отжигу, формированию изоляционного покрытия и управлению магнитным доменом. Так как потери в стали W17/50 значительно варьируются в зависимости от толщины листа, примеры, в которых толщина листа составляла 0,27 мм, 0,23 мм, 0,20 мм, 0,18 мм, 0,15 мм и 0,13 мм, а потери в стали составляли 0,75 Вт/кг или меньше, 0,65 Вт/кг или меньше, 0,62 Вт/кг или меньше, 0,55 Вт/кг или меньше, 0,50 Вт/кг или меньше и 0,45 Вт/кг или меньше, соответственно, считались примерами, в которых были получены хорошие магнитные характеристики. Если плотность магнитного потока B8 (Tл) составляла 1,930 Тл или больше, это рассматривалось как пример получения хороших магнитных характеристик.
[0087]
Таблица 2
Продолжение Таблицы 2
W17/50 (Вт/кг)
[0088]
В примере по настоящему изобретению, в котором выполняются условия настоящего изобретения, содержание углерода (содержание С) после обезуглероживания и азотирования составляет всего 25 млн-1 или меньше, а магнитные характеристики, представленные плотностью магнитного потока B8 и потерями в стали W17/50, являются хорошими. С другой стороны, в сравнительных примерах, в которых не выполняются условия настоящего изобретения, содержание углерода является большим. Тем самым получают потери в стали W17/50 или вторичную рекристаллизация низкого качества, и получают низкую плотность магнитного потока и получают потери в стали W17/50 низкого качества.
[0089]
Пример 2
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был получен путем горячей прокатки стального сляба, имеющего компонентный состав, приведенный в Таблице 1, при различных температурах нагрева сляба, приведенных в Таблице 3, получая горячекатаный стальной лист толщиной 2,6 мм, отжига в горячем состоянии для горячекатаного стального листа при температуре первой ступени 1100°C и температуре второй ступени 900°C, травления горячекатаного стального листа и выполнения одиночного процесса холодной прокатки или нескольких процессов холодной прокатки с промежуточным отжигом, выполняемым между процессами холодной прокатки.
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу, при котором содержание азота в стальном листе увеличивается). Обезуглероживающий отжиг выполняли со скоростью повышения температуры 80°C/сек при степени окисления атмосферы, заданной на 0,12. Температура выдержки при обезуглероживающем отжиге приведена в Таблице 3. После этого холоднокатаный стальной лист подвергли азотированию, так что было получено содержание азота (содержание N), приведенное в Таблице 3. Отжиговый сепаратор, содержащий оксид алюминия в качестве основного компонента, был нанесен на поверхность стального листа, подвергнутого обезуглероживающему отжигу и азотированию, были выполнены нагрев со скоростью повышения температуры 15°C/час и финишный отжиг при температуре 1200°C. Кроме того, было нанесено водное жидкое покрытие, содержащее фосфат и коллоидный диоксид кремния, и была выполнена запекание на воздухе при температуре 800°C в течение 60 секунд, чтобы сформировать изоляционное покрытие с натяжением.
[0090]
Была выполнена проверка, удовлетворяется ли приведенное выше выражение (1) в стальном листе, который не был подвергнут азотированию, и были измерены содержание азота и содержание углерода в стальном листе, который был подвергнут обезуглероживанию и азотированию. Кроме того, были измерены плотность магнитного потока B8 (Tл) и потери в стали W17/50 стального листа, подвергнутого финишному отжигу, формированию изоляционного покрытия и управлению магнитным доменом с использованием воздействия лазерным лучом. Критерии оценки были такими же, как в Примере 1. Результаты приведены в Таблице 3 ниже.
[0091]
Таблица 3
Продолжение Таблицы 3
W17/50 (Вт/кг)
[0092]
В примере по настоящему изобретению, в котором температура нагрева сляба составляет ниже 1250°C, получают хорошие магнитные характеристики, представленные плотностью магнитного потока В8 и потерями в стали W17/50, тогда как в сравнительных примерах, в которых условия нагрева сляба согласно настоящему изобретению не выполняются, получают вторичную рекристаллизацию низкого качества, низкую плотность магнитного потока и потери в стали W17/50 низкого качества.
[0093]
Пример 3
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был получен путем горячей прокатки стального сляба, имеющего компонентный состав, приведенный в Таблице 1, при 1150°C, получая горячекатаный стальной лист, имеющий толщину листа 2,6 мм, отжига в горячем состоянии для горячекатаного стального листа при температуре первой ступени 1100°C и температуре второй ступени 900°C, отжига горячекатаного стального листа при температуре 900°C, и затем травления горячекатаного стального листа и выполнения одиночного процесса холодной прокатки или нескольких процессов холодной прокатки с промежуточным отжигом, выполняемым между процессами холодной прокатки.
[0094]
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу, при котором содержание азота в стальном листе увеличивается). Обезуглероживающий отжиг выполняли со скоростью повышения температуры 100°C/сек при степени окисления атмосферы, заданной на 0,12. Температура выдержки при обезуглероживающем отжиге приведена в Таблице 4. После этого холоднокатаный стальной лист был подвергнут азотированию, так что было получено содержание азота, приведенное в Таблице 4. Отжиговый сепаратор, содержащий оксид алюминия в качестве основного компонента, был нанесен на поверхность стального листа, подвергнутого обезуглероживающему отжигу и азотированию, нагрет со скоростью повышения температуры 15°C/час и подвергнут финишному отжигу при 1200°C. Кроме того, было нанесено водяное жидкое покрытие, содержащее фосфат и коллоидный диоксид кремния, и выполнено запекание на воздухе при температуре 800°C в течение 60 секунд с образованием изоляционного покрытия с натяжением.
[0095]
Была выполнена проверка, удовлетворяется ли приведенное выше выражение (1) в стальном листе, который не был подвергнут азотированию, и были измерены содержание азота и содержание углерода в стальном листе, который был подвергнут обезуглероживанию и азотированию. Кроме того, были измерены плотность магнитного потока B8 (Tл) и потери в стали W17/50 стального листа, подвергнутого финишному отжигу, формированию изоляционного покрытия и управлению магнитным доменом с использованием воздействия лазерным лучом. Критерии оценки были такими же, как в Примере 1. Результаты приведены в Таблице 4.
[0096]
Таблица 4
Продолжение Таблицы 4
W17/50 (Вт/кг)
[0097]
В примере по настоящему изобретению, в котором содержание азота после обезуглероживания и азотирования находится в диапазоне от 40 до 1000 млн-1, получают хорошие плотность магнитного потока и потери в стали W17/50. Напротив, в сравнительных примерах, в которых содержание азота согласно настоящему изобретению не выполняется, получают вторичную рекристаллизацию низкого качества, остаточные нитриды выделяются даже после финишного отжига, и также получают плотность магнитного потока B8 (Tл) и потери в стали W17/50 низкого качества.
[0098]
Пример 4
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был получен путем горячей прокатки стального сляба, имеющего компонентный состав, приведенный в Таблице 1, при 1150°C, получая горячекатаный стальной лист, имеющий толщину листа 2,6 мм, отжига в горячем состоянии для горячекатаного стального листа при температуре первой ступени 1100°C и температуре второй ступени 900°C, отжига горячекатаного стального листа при температуре 900°C, и затем травления горячекатаного стального листа и выполнения одиночного процесса холодной прокатки или нескольких процессов холодной прокатки с промежуточным отжигом, выполняемым между процессами холодной прокатки.
[0099]
Холоднокатаный стальной лист, имеющий конечную толщину листа 0,23 мм или 0,20 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу, при котором содержание азота в стальном листе увеличивается). Обезуглероживающий отжиг выполняли со скоростью повышения температуры 100°C/сек при степени окисления атмосферы, заданной на 0,12. Температура выдержки при обезуглероживающем отжиге приведена в Таблице 5. После этого холоднокатаный стальной лист был подвергнут азотированию, так что было получено содержание азота, приведенное в Таблице 5. Отжиговый сепаратор, содержащий оксид алюминия в качестве основного компонента, был нанесен на поверхность стального листа, подвергнутого обезуглероживанию и азотированию, нагрет со скоростью повышения температуры 15°C/час и подвергнут финишному отжигу при 1200°C. Кроме того, было нанесено водяное жидкое покрытие, содержащее фосфат и коллоидный диоксид кремния, и выполнено запекание на воздухе при температуре 800°C в течение 60 секунд с образованием изоляционного покрытия с натяжением.
[0100]
Была выполнена проверка, удовлетворяется ли приведенное выше выражение (1) в стальном листе, который не был подвергнут азотированию, и были измерены содержание азота и содержание углерода в стальном листе, который был подвергнут обезуглероживанию и азотированию. Кроме того, были измерены плотность магнитного потока B8 (Tл) и потери в стали W17/50 стального листа, подвергнутого финишному отжигу, формированию изоляционного покрытия и управлению магнитным доменом с использованием воздействия лазерным лучом. Критерии оценки были такими же, как в Примере 1. Результаты приведены в Таблице 5.
[0101]
Таблица 5
Продолжение Таблицы 5
W17/50 (Вт/кг)
[0102]
В примере по настоящему изобретению, в котором температура обезуглероживающего отжига находится в диапазоне ниже 1000°C, получают хорошие магнитные характеристики, представленные плотностью магнитного потока В8 и потерями в стали W17/50, и когда температура обезуглероживающего отжига составляет 1000°C или выше и вне диапазона согласно настоящему изобретению, получают плотность магнитного потока B8 и потери в стали W17/50 более низкого качества, чем в примерах по настоящему изобретению.
Промышленная применимость
[0103]
Как было описано выше, согласно настоящему изобретению возможно стабильным образом изготавливать лист электротехнической стали с ориентированной зеренной структурой, имеющий толщину листа от 0,15 до 0,23 мм, а также имеющий отличные магнитные характеристики. Поэтому настоящее изобретение широко применимо при изготовлении листа электротехнической стали и в потребительских отраслях.
Изобретение относится к области металлургии, а именно к изготовлению листа электротехнической стали с ориентированной зеренной структурой, используемого в качестве материала железных сердечников трансформаторов. Нагревают стальной сляб, содержащий, в мас. %: C: 0,100 или меньше, Si: от 0,80 до 7,00, Mn: от 0,05 до 1,00, Раств.Al: от 0,0100 до 0,0700, N: от 0,0040 до 0,0120, Seq=S+0,406×Se: от 0,0030 до 0,0150, Cr: от 0 до 0,30, Cu: от 0 до 0,40, Sn: от 0 до 0,30, от Sb: 0 до 0,30, P: от 0 до 0,50, B: от 0 до 0,0080, Bi: от 0 до 0,0100, Ni: от 0 до 1,00, остальное - Fe и примеси, до температуры меньше 1250°C и проводят горячую прокатку стального сляба для получения горячекатаного стального листа. Проводят отжиг в горячем состоянии, травление и холодную прокатку для получения холоднокатаного стального листа с конечной толщиной d от 0,15 до 0,23 мм, при этом массовое соотношение между Раств.Al и N (Раств.Al/N) в стальном слябе и конечная толщина d листа удовлетворяют выражению: -4,17×d+3,63 ≤ Раств.Al/N ≤ -3,10×d+4,84. Выполняют обезуглероживающий отжиг при температуре менее 1000°C, азотирование с обеспечением содержания азота в холоднокатаном листе от 40 до 1000 млн-1, а затем проводят финишный отжиг. Наносят на холоднокатаный лист жидкое покрытие для формирования изоляционного покрытия и его последующее запекание. Обеспечиваются уменьшение потерь в стали за счет уменьшения толщины листа, повышение качества обезуглероживания, улучшение магнитных характеристик. 1 з.п. ф-лы, 2 ил., 5 табл., 4 пр.
1. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой, включающий
нагрев стального сляба, который содержит, в мас. %: C: 0,100 или меньше, Si: от 0,80 до 7,00, Mn: от 0,05 до 1,00, Раств.Al: от 0,0100 до 0,0700, N: от 0,0040 до 0,0120, Seq=S+0,406×Se: от 0,0030 до 0,0150, Cr: от 0 до 0,30, Cu: от 0 до 0,40, Sn: от 0 до 0,30, от Sb: 0 до 0,30, P: от 0 до 0,50, B: от 0 до 0,0080, Bi: от 0 до 0,0100, Ni: от 0 до 1,00, остальное: Fe и примеси, до температуры меньше 1250°C и горячую прокатку стального сляба для получения горячекатаного стального листа;
выполнение отжига в горячем состоянии для горячекатаного стального листа;
травление горячекатаного стального листа, подвергнутого отжигу в горячем состоянии;
холодную прокатку подвергнутого травлению горячекатаного стального листа для получения холоднокатаного стального листа, имеющего конечную толщину d листа от 0,15 до 0,23 мм;
выполнение обработки обезуглероживанием и азотированием, включающей обезуглероживающий отжиг и азотирование, для холоднокатаного стального листа;
выполнение финишного отжига для холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием; и
нанесение жидкого покрытия для формирования изоляционного покрытия для холоднокатаного стального листа, подвергнутого финишному отжигу, и запекание жидкого покрытия,
при этом Раств.Al/N, представляющее собой массовое соотношение между Раств.Al и N в стальном слябе, и конечная толщина d листа удовлетворяют выражению (1),
содержание N холоднокатаного стального листа, подвергнутого обработке обезуглероживанием и азотированием, составляет от 40 до 1000 млн-1, и
температура обезуглероживающего отжига при обезуглероживающем отжиге составляет меньше 1000°C:
-4,17×d+3,63 ≤ Раств.Al/N ≤ -3,10×d+4,84 (1).
2. Способ изготовления листа электротехнической стали с ориентированной зеренной структурой по п. 1, в котором стальной сляб содержит, в мас. %, одно или более из:
Cr: от 0,02 до 0,30;
Cu: от 0,10 до 0,40;
Sn: от 0,02 до 0,30;
Sb: от 0,02 до 0,30;
P: от 0,02 до 0,50;
B: от 0,0010 до 0,0080;
Bi: от 0,0005 до 0,0100 и
Ni: от 0,02 до 1,00.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2610204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2613818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2621497C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

