Изобретение относится к текстильной промьоиленности, конкретнее к способам управления прядильной машиной, позаолякяцим формировать фасонную пряжу.
Известен способ управления прядильной машиной, заключающийся в формировании на пряже утолщений задайЯ ной амплитуды и длины путем измене ния скорости питающей пары вытяжного прибора, в последующем снижении скорости прядильной мсшины, а зАтем в восстановлении скорости прядиль ной машины до номинального значения в момент намотки участка с утол щениём aQ приемную паковку
Основной недостаток известного способа заключается в том, что снижение скорости прядильной машийы производят независимо от амплитуды , и длины i.длительности ) утолщения, что приводит к необоснованному снижению скорости прядильной машины, а следовательно, и к снижению ее производительности.
Цель изобретения - повышение производительности.
Поставленная цель йостигается благодаря тому, что в способе управления прядильной машиной, заключаюbieMCH в формировании на пряже утолще.ний заданной амплитуды и длины путём изменения скорости питающей пары вытяжного прибора, в последующем снижении скорости прядильной машины, а затем в восстановлении скорости прядильной машины до номинального значения в момент намотки участка пряжи с утолщением на приемную паков10ку, согласно изобретению измеряют амплитуду и длину утолщения, а снижение скорости прядильной машины производят Б зависимости от амплитуды и длины утолщения.
15
Снижение скорости прядильной машины начинают в момент входа утолщения в зону баллонирования пряжи.
Одновременно со снижением скорости прядильной машины снижают скорость
20 выпуска пряжи, а восстановление скорости выпуска пряжи до номинального значения производят в момент намотки участка пряжи с утолщением на приемную паковку.
25
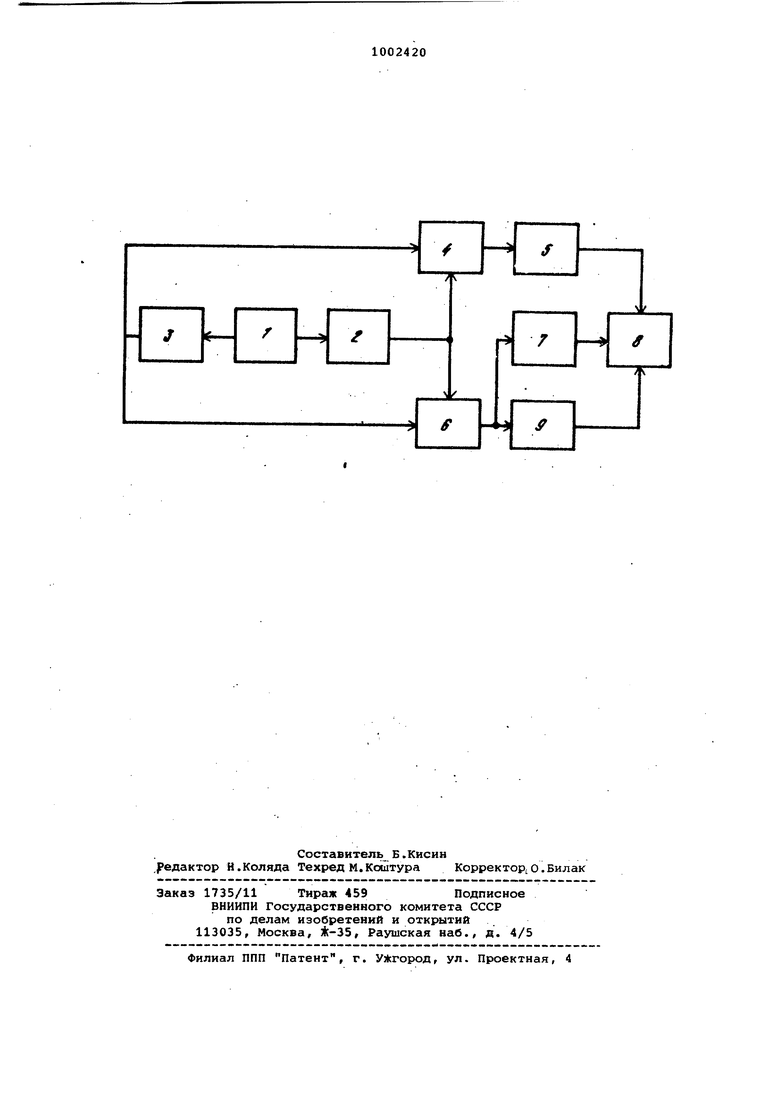
Устройство для реализации предложенного способа показано на чертеже.
Блок- 1 формирования .начала утолщения подключен к блокам 2 и 3 соответственно формирования длины ( тельности ) и амплитуды утолщения. Блоки 2 и 3 через блок 4 повышения скорости питающей пары связаны с регулируемым приводом 5 питающей пары Кроме того, блоки 2 и 3, через блок б управления скоростью прядильной машины соединены с регулируемым приводом 7 прядильной машины 8 и с регулируемым приводом 9, изменяющим скорость выпуска пряжи. Работа устройства, осуществляющего предложенный способ, происходит следующим образом. В блоке 1 .формирования начала утолщения в (Соответствии с заложенным в него законом распределения утолщений по длине пряжи формируются сигналы о начале выработки утолщений на пряже. Эти сигналы поступают на блоки 2,3 формирования амплитуды и длины (, длительности ) каждого утолщения. Амплитуда и длительность утолщений определяются за конами распределений, формирующими ся в этих блоках. Сигналы с блоков 2,3 поступают на блок 4 повышения скорости питающей пары, которым фор мируется сигнал, поступающий на регулируемый привод 5 повышения скорости питающей пары, повышающий ско рость питающей пары прядильной маши ны 8 в соответствии с сигналом с бл ка 3 формирования протяженности утол щения. Сигналы с блоков 2 и 3 подаются на блок 6 управления скоростью прядильной машины, в котором по этим сигналам вычисляется новая скорость машины, соответствующая частоте вра пения веретен % I. где ио - номинальная частота враще ния веретен Р - величина проиэведеиия амплитуды на длииу утолщени Т - номинальная линейная плот ность пряжи}К и К2 масштабные коэффициенты. В момент входа утолщения в зону баллонирования пряжи сигналом с блока 6 снижается скорость регулируемого привода 7 до вновь вычислен ного значения и одновременно с блок 6 снижается на заданную величину скорость регулируемого привода 9 выпуска пряжи. Через время V по сигналу с блока б устанавливается номинальная скорость машины и скорость выпуска пряжи. При формировании следующего утолщения процедура повторяется. Экономический эффект от использования предлагаемого способа определяется высокой производительностью машины при невысокой обрывности пряжи. Формула изобретения 1.Способ управления прядильной машиной, заключающийся в формировании на пряже утолщений заданной амплитуды и длины путем изменения скорости питающей пары вытяжного привода , в последующем снижении скорости прядильной машины, а затем в восстановлении скорости прядильной машины до номингшьного значеиия в момент намотки участка пряжи с утолщением на приемную паковку, отличающийся тем, что, с целью повышения производительности, измеряют с1мплитуду и длину утолщения, а снижение скорости прядильной мгшшны производят в зависимости от амплитуды и длины утолщения. 2.Способ поп. 1, отлича ,ющ и и с я тем, что снижение скорости прядильной машины начинаиот в момент входа утолщения в зону баллонирования пряжи. 3.Способ по п. 1, отличающий с я тем, что, с целью снижения обрывности пряжи, одновременно со снижением скорости прядильной Мсшшны снижают скорость выпуска пряжи, а восстановление скорости выпуска пряжи до номинального значеиия производят в момент намотки участка пряжи с утолщением на при.емную паковку. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 3320967/28-12, кл.В 01 Н 5/32, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПРЯЖИ В ПОЛЕ ДВУХЗОННОГО КРУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2309203C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЛУЧАЙНЫХ УТОЛЩЕНИЙ НА ПРЯЖЕ | 1971 |
|
SU314832A1 |
| Способ получения фасонной пряжи | 1989 |
|
SU1708951A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЬНЯНОЙ ПРЯЖИ СУХОГО ПРЯДЕНИЯ | 1996 |
|
RU2087603C1 |
| Устройство для получения пряжи | 1991 |
|
SU1786204A1 |
| Устройство для получения пряжи | 1987 |
|
SU1557205A1 |
| БАЛЛОНООГРАНИЧИТЕЛЬ ПРЯДИЛЬНОЙ ИЛИ ПРЯДИЛЬНО-КРУТИЛЬНОЙ МАШИНЫ | 2011 |
|
RU2460831C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| Способ получения пряжи на кольцевой прядильной машине | 1987 |
|
SU1590491A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ ПРЯЖИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2023070C1 |