Известные уже устройства для сушки тонких :кера1мических изделий основаны .на тшимонении двух последовательно расположенных горизонтальных конвейеров для траиопортировки изделий сначала в гипсовых формах, а затем без форм над устано1 леН|Ными -нод ними термоизлучателямн. В таких устройствах конвейерьг работают с различной нагрузкой, что затрудняет осуществлеiHne синхронности в их движении, необходкмой для точного по времени съема гипсовых форм с подсушенных изделий и повышения тем сямым коэффициента полез.ного действия устройства.
В предлагаемом устройстве этот недостаток устраняется путем замены одного из горизонтальных конвейеров вертикальным, служаацим для загрузки горизонтального конвейера с расположенными иод ним термоизлучателями запоЛНенными формами, а также для съема форм с тюдсушенных иэделгпг и направления их к месту формОВКИ или литья.
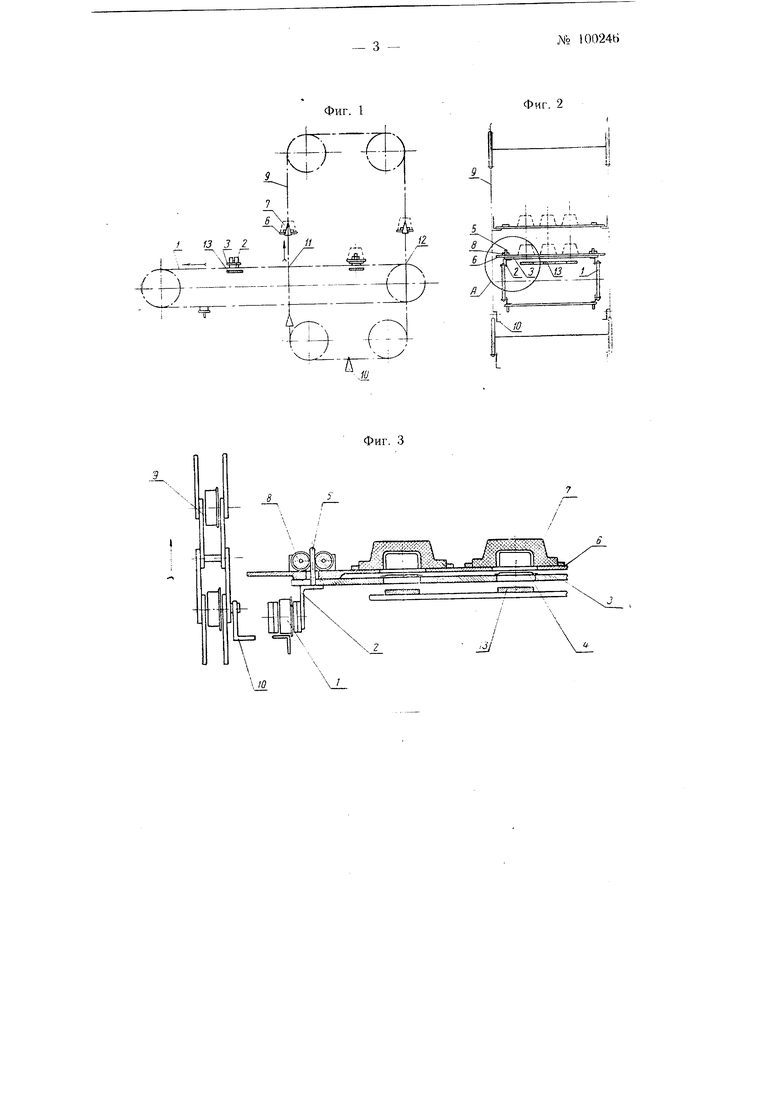
На фиг. 1 и 2 схематически изображены продольный и вертикальный разрезы О:П1- сываемото устройства; на фиг. 3 предстаВлен узел А съема гипсовых форм с горизоптальното
конвейера вертикальным кoнвeйepo J но фиг. 2.
На горизонтальном пластинчатом конвейере / с помоп1,ью кронштейнов 2 укреплены пластины 5. Эти пластины снабжены отверстиями, над которыми расположены подставки 4 для изделий, например, чагнек. Кроме того, иластины 5 имеют на своих конпах направляюшие штыри 5 для центрирования полок б во время посадки их на пластины 3 и стрема с последних. В полках б также имеются отверстия, над которыми в гнездах устанавливаются гипсовые формы 7 с заформованными-в них чашками.
Количество п расположение отверстий в полках 6 и нластИ;;ах 5 одинаковое. По концам полок б укреплены направляющие ролики , облегчающие посадку и съем иоло« со 1птырей 5. Для осуществления самого процесса погадки и съема тюлокб служит второй, вертикальный конвейер 9, на шарнирах цепи котороп) подвешены лапки 10, подхватывающие полки б с пластин 5 при встрече обоих конвейеров в точке // и вновь опускающие полки на пластинки при встрече конвейеров в точче 12.
горизонтальным конвейером /
установлены групповые или индивидуальные для .каждого изделия термоизлучатели 13.
Движение конвейерО|В осуществляется поочередио, периодически и на оджч определенлый шат, чем и достигается необходимая синхронность смещения их для осуществления технологичаского процесса.
Работа устройства протекает следующим образо м. На полки 6 устанавливают в опрокинутом положении гипсовые формы 7 с заформованными в 1НИХ чащками.
При движении вертикального конвейера .9 полки 6 перемещаются и в точке 12 встречи двух конвейеров одна из полок устанавливается на пластину 3. Затем начинает движение го1ризо(нтальный -конвейер 1. Передвинувщнсь на один -шаг, одна из пластин 3 с полкой 6 останавливается над термоизлучателя.ми 13 для ПОДВЯЛ.КН чащек, находящихся внутри форм 7.
За время дальнейшего передвижения шластины 3 с полкой 6 от точки 12 до второй точки // встречи двух конвейеров, чашки в нутри форм подсыхают, отделяются от иих и опускаются «а подставки 4, укрепленные на пластине 3, причем в ineриод -нахождения изделия на подставке происходит выправление его края.
В точке 11 встречи обоих конвейеpOiB вертикальная ветвь конвейера 9, поднимаясь вверх, лапками /Оснимает полку с гипсовыми -формами 7 с направляющих щтырей 5 пластины 3 и уносит ее к месту формовки или литья изделий.
На горизонтально конвейере / продолжается передвижение пластин 3 с чашками и П рои1сходит ок-ончательная сущка изделий без гипсовых форм. В конце конвейера / производится съем высЗН1вН1Ных изделий.
Предмет изобретения
Устройство для сущки тонких керамических изделий, например, чащек, включающее в себя горизонтальный ко-нвейер для транспортировки изделий сначала в гипсовых формах, а затем без форм над расположенными под ним тармоизлучателями, отличающееся тем, что, с целью повышения коэффициента полезного действия устройства, в нем применен вертикально установленный конвейер, служащий для загрузки горнзоятального конвейера заполненными формами, а та-кжедля съема форм с подсущенных изделий и направления их к месту формовки или литья.
ii
13 3 /1
VLiZ
| название | год | авторы | номер документа |
|---|---|---|---|
| Насадка для сушки полых керамических изделий направленными потоками теплоносителя | 1958 |
|
SU119142A1 |
| Устройство для сушки полых фарфоровых (фаянсовых) изделий | 1961 |
|
SU150423A1 |
| УСТАНОВКА ДЛЯ СУШКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1964 |
|
SU165118A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХИЗДЕЛИЙ | 1968 |
|
SU220845A1 |
| Устройство конвейерного типа для сушки тел вращения | 1941 |
|
SU63346A1 |
| Установка для изготовления полых фарфоровых и фаянсовых изделий | 1961 |
|
SU151239A1 |
| Установка для изготовления керамических изделий | 1975 |
|
SU629073A1 |
| СОЕДИНЕНИЕ ПОЛОК ТОРГОВО-ВЫСТАВОЧНОГО ОБОРУДОВАНИЯ СТЕЛЛАЖНОГО ТИПА | 2003 |
|
RU2245092C2 |
| Конвейерный пресс для изготовления кирпича или т.п. изделий | 1940 |
|
SU63199A1 |
| ПЛАНИРУЮЩИЙ УПРАВЛЯЕМЫЙ ПАРАШЮТ | 1992 |
|
RU2067064C1 |
Фиг. 3
