(54) ФЕРРОМАГНИТНЫЙ СТЕРЖЕНЬ ДЛЯ ИНДУКЦИОННОГО АППАРАТА И СПОСЮБ ЕГО ИЗГОТОВЛЕНИЯ
1
Изобретение относится к электротехнике и предназначено для применения в электрических трансформаторах и реакторах малой и средней мощности.
Известен ферромагнитный стержень для индукционного аппарата в виде правильного многогранника с четным числом граней, собранный из ромбовидных и при необходимости квадратных пакетов, набранный из пластин электрической стали, при этом пластины все одинаковы, имеют пр$пиоугольную форму и получены путем продольного и поперечного раскроя рулон,ной электротехнической стали l .
Недостатком указанного стержня является большое количество пакетов и пластин, необходимых для его изготовления, что требует большого количества повторяющихся операций продольного и поперечного реза при раскрое рулонной стали на пластины и усложняет изготовление стержня. Конструктивным недостатком указанного стержня является также и расположение его пластин в разных
ПЛОСКОСТЯХ, что исключает возможность применения таких стержней в шихтованных магнитопроводах трансформаторов и реакторов и, следовательно, ограничивает область их применения.
Наиболее близким к предлагаемому по технической сущности является ферромагнитный стержень для индукционного аппарата, имеющий форму многограшшка с четным числом граней, собранный по крайней мере из одной пары трапециевщ ных пакетов электротехнической стали, в котором пластины для трапециевидных пакетов получены путем поперечного и продольного раскроя рулонной электротехнической стали, при этом лента стали, полученная после каждого поперечного реза, подвергается продольным резам таким образом,- что ширина каждой получаемой пластины отличается от ширины предыдущей на определенный, заранее заданный шаг 2 .
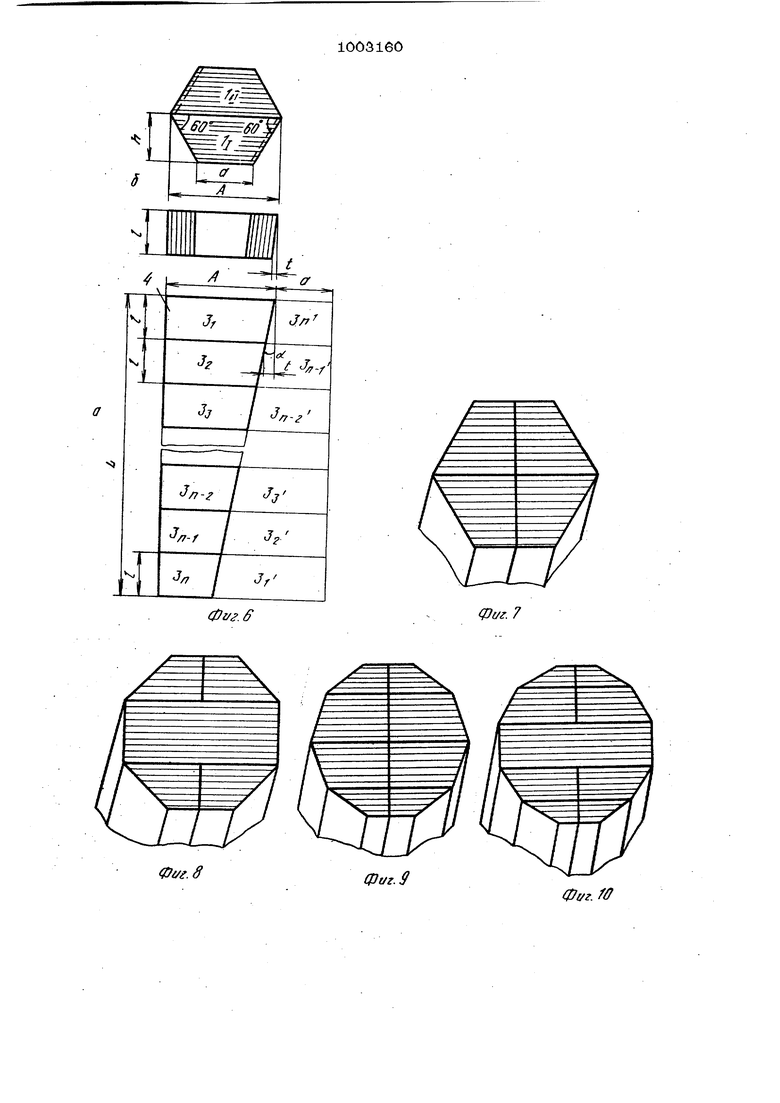
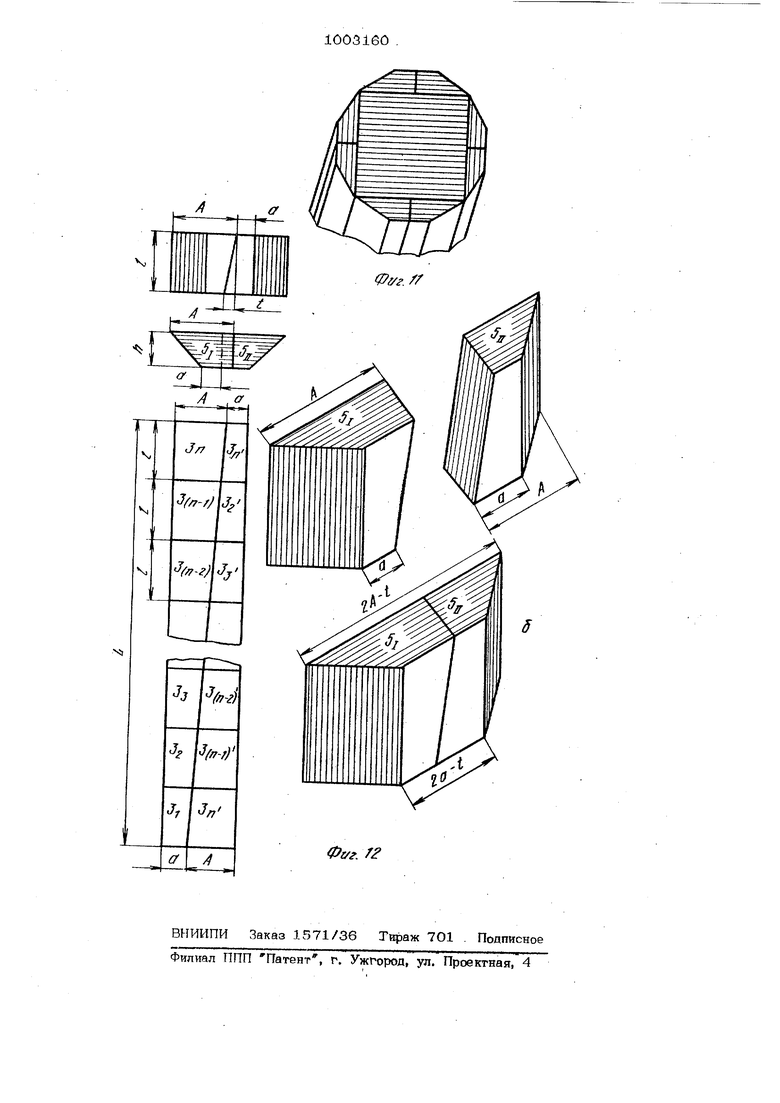
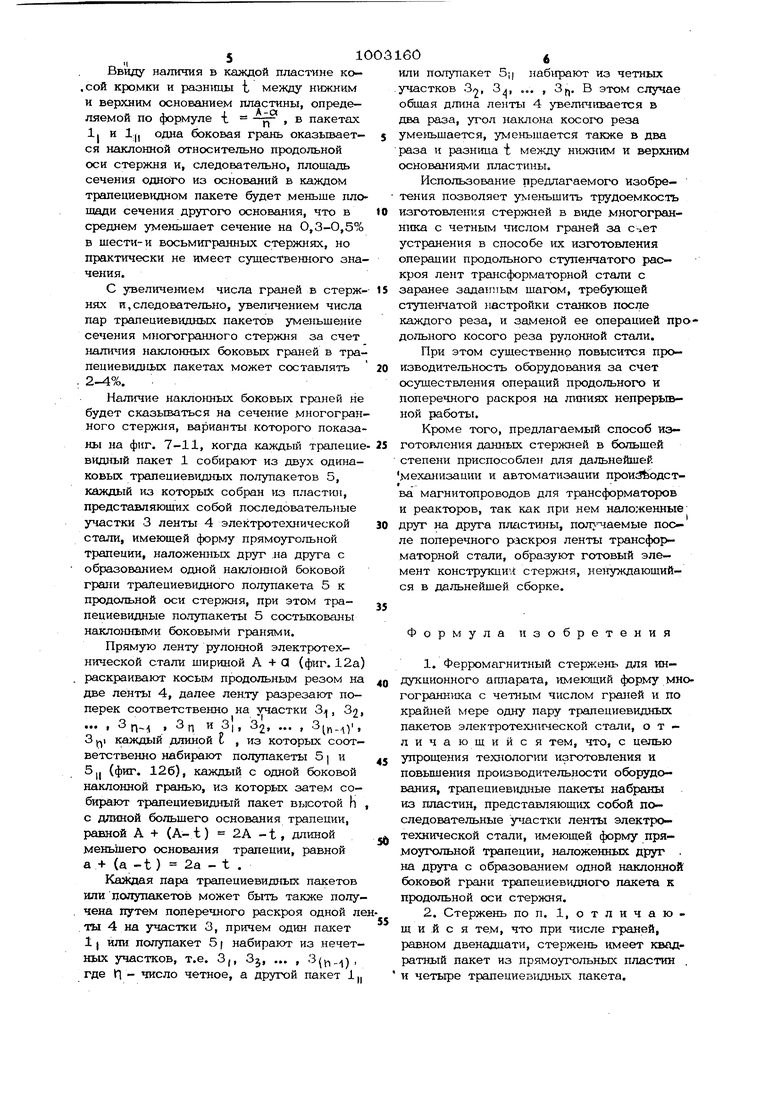
Недостатком известного стержня яв-. ляется повышенная трудоемкость иэготовления, связанная с необходимостью осуществления весьма большого числа продольных ступенчатых резов при изготовлении пластин для трапециевидных пакето и, следовательно, пониженная производительность оборудования. Цель изобретения - снижение трудоем кости изготовления стермшя и обеспечени повышенной производительности оборудова ния за счет упрощения технологии изготовления стержня. Указанная цель достигается тем, что Б ферромагниттном стержне для индукцион ного аппарата, имеющем форму многограй ника с четным числом граней, собранном по крайней мере из одной пары трапециевидных пакетов электротехнической стали, трапециевидные пакеты набраны из пластин, представляющих собой последовательные 5частки ленты электротехнической стали, имеющей форму прямоугольной трапеции, наложенных друг на друта с образованием одной на1а101шой боковой грани трапециевидного пакета к продольной оси стержня. Трапециевидный пакет может состоять Из двух одшшковых трапециевидных полупакетов, каждый из которых набран из пластин, представляющих собой последовательные участки ленты электротехнической стали, имеющей форму прямоуголь ной трапеции, наложенных друг на ffipyra с образованием одной liяклoннoй боковой грани трапециевидного полупакетн к продольной оси стержня, при этом трапециевидные полулакеты состыкованы наклонными боковыми гранями. При числе граней, равном двенадцати, стержень собран из квадратного пакета и четырех трапециевидных пакетов, в которых дл1ша меньшего основания равна длине боковых граней, а длина большего основания равна длине грани квадратного пакета. Согласно способу изготовления ферромагнитного стержня для индукционного ш0шрата, предусматривающелгу поперечный раскрой рулонной стали на пластины для трапециевидных пакетов, перед операцией поперечного раскроя из рулонной электротехнической стали формируют ленты, имеющие форму прямоугольной трапеции, затем после операции поперечного раскроя полученных лент из их посл довательных участков набирают трапециевидные пакеты или полупакеты, также каждую трапециевидных пакетов или полулакетов после поперечного раскроя одной ленты электротехнгтческой стали. имеющей форму прямоугольной трапеции, при этом один пакет или полупакет набирают из четных участков ленты, а второй - из нечетных. На фиг. 1-5 изображены варианты сечений стержней, собранных только из трапециевидных пакетов; на фиг. 6 - схема сборки трапециевидных пакетов} на фиг. 7-11-вариадты сечений стержней, собранные из трапециевидных полупакетов; на фиг. 12 - схема сборки трапециев1адных лолупакетов и из них трапециевидных пакетов. Ферромагнитный стержень для индукцйонного аппарата, имеющий форму мно- гограшгака с четным числом граней, варианты сечений которого предетавле}сы на фиг. 1-5, может быть собран из одной пары (фиг. 1 и 2), двух пар (фга. 2, 3, и 5) и большего числа пар (не показано) трапециевидных пакетов 1 и, при необходимости,одного прямоугольного пакета 2 (ф1п. 2, 4 и 5). При этом каждый трапециевидный пакет собран из пластин, представляющих собой последовательные участки 3 ленты 4 электротехнической стали, имеющей форму прямоугольной трапеции. Поскольку трапециевидные пакеты 1 каждой пары одинаковы, то предпочтительно пластины этих пакетов нарезать одновременно из двух одинаковых лент, имеющих форму прямоугольной трапеции. Необходимые ленты получают путем раскроя одной прямой ленты Р5ГЛО1ШОЙ электротехнической стали косым продольным резом. Для ферромагнитного стержня длиной В , содержащего пару трапециевидных пакетов, у которых большее основание трапеции равно А, меньшее 01 , высота h , используется прямая лента рулонной электротехнической стали толщиной 6 , шириной А + а и ДЛ1ШОЙ П В h , где п - число пластин, в каждом трапециев1здном пакете, определяемое по формуле n-bjS , Указанная лента (. 6 а) раскраивается на две ленты 4 косым профильным резоМ под углом Об Circtp /L Полученные ленты 4 поперечно разрезают на участки 3, 3.., , 3(у,,, 3 и 3, 32, ... , 3(„, , . , каждый длиной В . Полученные участки - пластины трапециевидных пакетов-накладываи1т друг на друга, набирая пакеты (фиг. 66) вьюотой h , при этом из участков 3, 3 набирают пакет 1, а из 3, 3). 3л, ... , 3/и, , Зц - паучастков Ji, j; кет 1 Ввиду наличия в калодой пластине ко- .сой кромки и разн1щы t между нижним и верхним основанием пластины, определяемой по формуле i в пакетах 1| « Ч одна боковая грань оказывается наклонной относительно продольной оси стержня и, следовательно, площадь сечения одного из оснований в каждом трапециевидном пакете будет меньше пло щади сечения другого основания, что в среднем уменьшает сечение на 0,3-О,5% в шести-и восьмигранных стерж 1ях, но практически не имеет существенного значения. С увеличением числа граней в стержнях и,следовательно, увеличением числа пар трапециевидных пакетов уменьшение сечения М1гогогранного стержня за счет наличия наклонных боковых граней в трапециевидных пакетах может составлять . 2-4%. Наличие наклонных боковых граней не будет сказываться на сечение многогран ного стержня, варианты которого показа ны на фиг. 7-11, когда каждый трапецие видный пакет 1 собирают из двух одинаковых трапециевид}д 1х полупакетов 5, каждый из которых собран из пластин, представляющих собой последовательные участки 3 ленты 4 электротехнической стали, имеющей форму прямоуто/пзной трапеции, наложенных друг на друга с образованием одной наклошюй боковой грани трапециевидного полупакета 5 к Продольной оси стержня, при этом трапециевидные полупакеты 5 состьшованы накло шыми боковыми гранями. Прямую ленту рулонной электротехнической стали шириной А + О (фиг. 12а) раскраивают косым продольным резом на две ленты 4, далее лен.ту разрезают поперек соответственно на участки 3, 32, I r(i п и 3|, 32, ... , З.у, 31.| каждый длиной С , из которых соответственно набирают полупакеты 5 и 5 и (фиг. 126), каждый с одной боковой наклонной гранью, из которых затем собирают трапециевидный пакет высотой h с длиной большего основания трапеции, равной А + (А-t) 2А -t, длиной меньшего основания трапеции, равной а + (а -t) 2а - t . Каждая пара трапециевидных пакетов или полулакетов может быть также получена путем поперечного раскроя одной ле ты 4 на участки 3, причем один пакет 11 или полупакет 51 набирают из нечетных участков, т.е. 3,, 35, ... , .j, где П - число четное, а другой пакет 1 „ или полупакет Бц из четных участков 32, 3., „. , 3f,, В этом случае общая длина ленты 4 увешгч1шается в два раза, угол }1аклона косого реза уме 1ьшается, уменьшается также в два раза и разница t между нижним и верхним основаниями пластины. Использование предлагаемого изобре- тения позволяет уме}ашить трудоемкость изготовления стержней в виде многогранника с четным числом граней за с-Ает устранения в способе их изготовления операции продольного ступенчатого раскроя лент трансформаторной стали с заранее заданным шагом, требующей ступенчатой настройки станков после каждого реза, и заменой ее операцией продольного косого реза рулонной стали. При этом существенно повысится про- изводительность оборудования за счет осуществления операций продольного и поперечного раскроя на линиях непрерывной работы. Кроме того, предлагаемый способ кэ- готовлония стержней в большей степени приспособле} для дальнейшей механизации и автоматизации проиЗ одст -ва магнитопроводов для трансформаторов и реакторов, так как при нем наложенные друг на друга пл 1стины, пол чаемые после поперечного раскроя ленты трансформаторной стали, образуют готовый элемент конструкции стержня, ненуждающий- ся в дальнейшей сборке. Формула изобретения 1.Ферромагнитный стержень для индукционного аппарата, имеющий форму многогранника с четным числом граней и по крайней мере одну пару трапециевидных пакетов электротехнической стали, отличающийся тем, что, с целью упрощения технологии изготовления и повьпцения производительности оборудования, трапециевидные пакеты набраны из пластин, представляющих собой последовательные участки ленты электро- технической стали, имеющей форму прямоугольной трапеции, наложенных друг . на друга с образованием одной наклонной боковой грани трапециевидного пакета к продольной оси стержня. 2.Стержень по п. 1, отличающий с я тем, что при числе граней, равном двенадцати, стержень имеет квадратный пакет из прямоугольных пластин . и четыре трапециевидных пакета. 3.Стержень norm. 1и2, о т л и( чающийся тем, что трапециевидны пакет состоит из двух одкнаковьсх полупакетов. 4.Способ изготовления ферромагнитного стержня для индукцио1шого аппарат предусматривающий поперечный раскрой рулонной электротехнической стали на пластины для трапециевидных пакетов и последующий набор пакетов из пластин, отличающийся тем, что, с целью упрощения технологии изготовле- 1 608 ния и повышения производительности оборудования, перед операцией поперечного раскроя ленту рулонной электротехнической стали раскраивают вдоль её длины косым продольным резом на две равные части. Источники информации, принятые во вгтмание при экспертизе 1.Авторское свидетельство СССР f 706890, кл. Н 01 F 27/24, 1979. 2.Патент Франции № 13О8463, кл. Н О1 F , 1962.
/
./
Ф1/г. /
Фг/f.J
Фг/г.4

| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРРОМАГНИТНЫЙ СТЕРЖЕНЬ ДЛЯ ИНДУКЦИОННОГО АППАРАТА | 1989 |
|
RU2031465C1 |
| Трехфазный пространственный магнитопровод | 1974 |
|
SU557679A1 |
| Ферромагнитный стержень | 1978 |
|
SU706890A1 |
| МАГНИТОПРОВОД ИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398300C1 |
| ПРОСТРАНСТВЕННЫЙ СИММЕТРИЧНЫЙ МАГНИТОПРОВОД | 2014 |
|
RU2569931C1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| Способ изготовления статора электрической машины с аксиальным магнитным потоком | 2023 |
|
RU2809983C1 |
| Витой пространственный магнитопровод трехфазного трансформатора | 1984 |
|
SU1658223A1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА БРОНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2558370C1 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА СТЕРЖНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2565239C1 |