Изобретение относится к технологии ремонта обмоток статоров электрических машин и может быть использовано в электротехнической промшиленности.
Известен способ ремонта двухслойной обмотки статора электрической машины, включающий замену поврежденной обмотки fl.
Недостатком известного способа является большая трудоемкость ремонта, так как при повреждении нижней полукатушки извлекают и заменяют секцию обмотки или всю обмотку.
Цель изобретения - уменьшение трудоелжости ремонта.
Поставленная цель достигается / тем, что отрезают по лобовым частям участок верхней полукатушки, расположенной в одном пазу с поврежденной нижней полукатушкой, и удаляют ее, затем отрезают по лобовым частям и удаляют поврежденную нижнюю полукатушку, изготовляют П-образную заготовку нижней полукатушки с корпусной изоляцией на длине, большей длины паза статора, устанавливают ее в паз статора и формуют лобовые части iзаготовки полукатушки до рабочего Iположения, соединяют ее проводники
с соответствующими проводниками в месте отрезки, выполняют витковую и корпусную изоляцию, после чего укладывают в паз статора верхнюю полукатушку и соединяют ее с соотвёт.ствукмцими проводниками в месте отрезки аналогично нижней полукатушке.
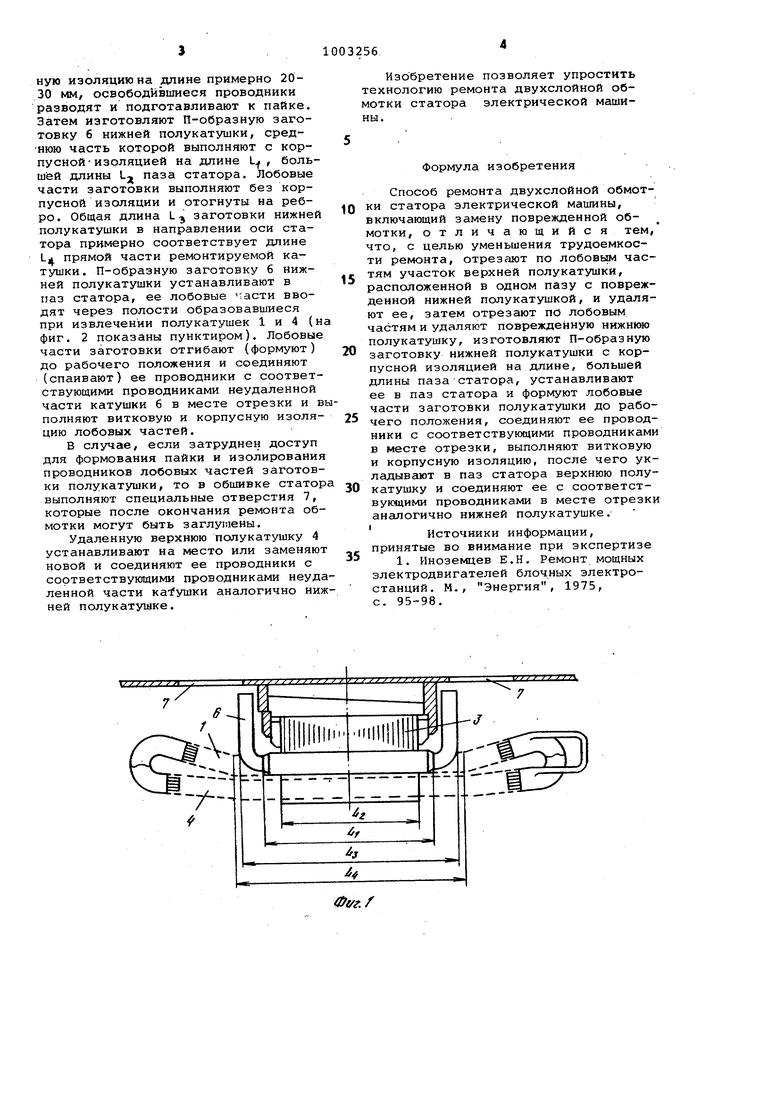
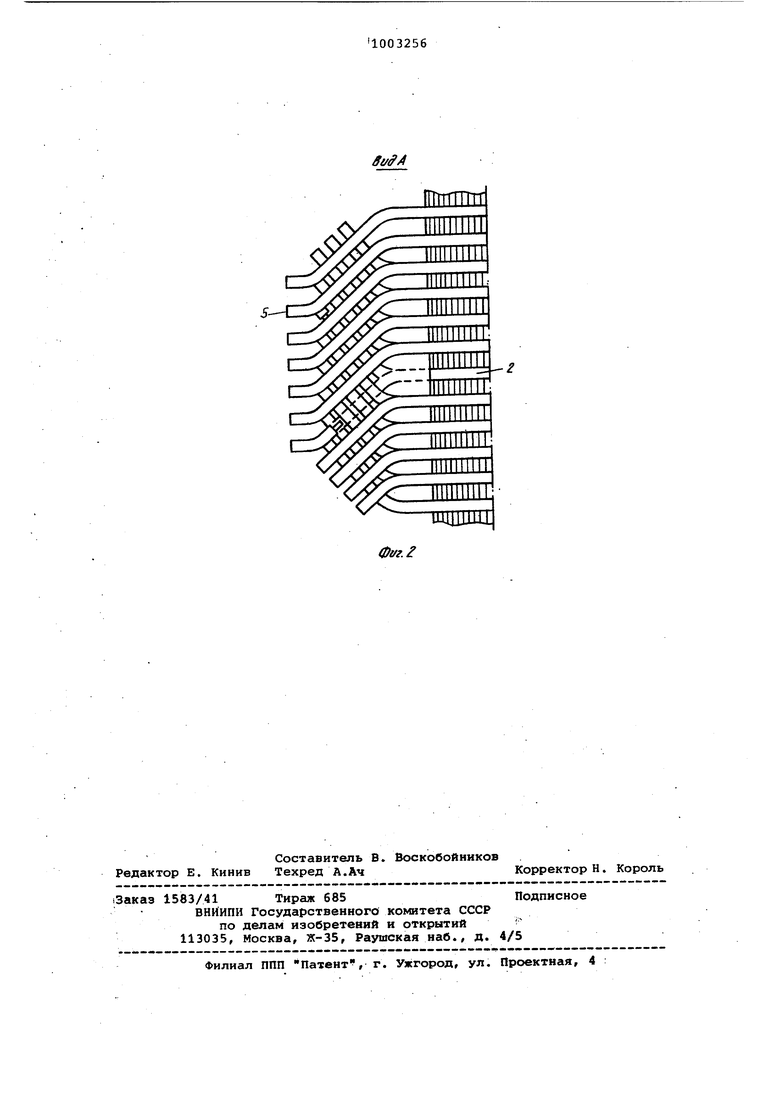
На фиг. 1 показан продольный раз10рез статора электрической машины с двухслойной обмоткой, в паз которого установлена П-образная заготовка нижней полукатушки вместо поврежденной; на фиг. 2 - вид по стрел15ке А на фи7. 1 (развертка).
Способ ремонта двухслойной обмотки статора электрической машины осуществляется следующим образом.
При повреждении нижней полукатуш20ки 1, лежёоцей в пазу 2 статора электрической машины.3 сначала отрезают и удёшяют верхнюю полукатушку 4, лежащую в одном пазу с поврежденной нижней полукатушкой. Затем отрезают
25 и удаляют поврежденную нижнюю полукатушку 1. ПЬлукатушки 1 и 4 отрезают по лобовым частям на участке : между головкой 5 катушки и ее прямой частью. У оставшихся частей ка30тушек в зоне разреза удаляют корпус
ную изоляцию на длине примерно 2030 мм, освободившиеся проводники разводят и подготавливают к пайке. Затем изготовляют П-образную заготовку 6 нижней полукатушки, среднюю часть которой выполняют с корпусной- изоляцией на длине Ц , большей длины 1д паза статора. Лобовые части заготовки выполняют без корпусной изоляции и отогнуты на ребро. Общая длина L заготовки нижней полукатушки в направлении оси статора примерно соответствует длине LIJ. прямой части ремонтируемой катушки. П-образную заготовку 6 нижней полукатушки устанавливают в иаз статора, ее лобовые масти вводят через полости образовавшиеся при извлечении полукатушек 1 и 4 (н фиг. 2 показаны пунктиром). Лобовые части заготовки отгибают (формуют) до рабочего положения и соединяют (спаивают) ее проводники с соответствующими проводниками неудаленной части катушки 6 в месте отрезки и вполняют витковую и корпусную изоляцию лобовых частей.
В случае, если затруднен доступ для формования пайки и изолирования проводников лобовых частей заготовки полукатушки, то в обшивке статор выполняют специальные отверстия 7, которые после окончания ремонта обмотки могут быть заглушены.
Удаленную верхнюю полукатушку 4 устанавливают на место или заменяют новой и соединяют ее проводники с соответствующими проводниками неудаленной части кадушки аналогично нижней полукатушке.
Изобретение позволяет упростить технологию ремонта двухслойной обмотки статора электрической машины.
Формула изобретения
Способ ремонта двухслойной обмотки статора электрической машины, включающий замену поврежденной обмотки, отличающи йс я тем, что, с целью уменьшения трудоемкости ремонта, отрезают по лобовь1М частям участок верхней полукатушки, расположенной в одном пазу с поврежденной нижней полукатушкой, и удаляют ее, затем отрезают по лобовым частям и удаляют поврежденную нижнюю полукатушку, изготовляют П-образную заготовку нижней полукатушки с корпусной изоляцией на длине, большей длины паза статора, устанавливают ее в паз статора и формуют лобовые части заготовки полукатушки до рабочего положения, соединяют ее проводники с соответствующими проводниками в месте отрезки, выполняют витковую и корпусную изоляцию, после чего укладывают в паз статора верхнюю полукатушку и соединяют ее с соответствующими проводниками в месте отрезки аналогично нижней полукатушке.
Источники информации, принятые во внимание при экспертизе
1. Иноземцев Е.Н. Ремонт мощных электродвигателей блочных электростанций. М., Энергия, 1975, с. 95-98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| Двухслойная обмотка статора электрической машины | 1970 |
|
SU457143A1 |
| Обмотка разъемного статора для вращающейся электрической машины | 1984 |
|
SU1436896A3 |
| Статор машины переменного тока с компактной обмоткой и способ его изготовления | 2021 |
|
RU2778350C1 |
| Якорь электрической машины с газовымОХлАждЕНиЕМ | 1977 |
|
SU853742A1 |
| ЭНЕРГОЭФФЕКТИВНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2012 |
|
RU2526835C2 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С КОРОТКИМ ВЫЛЕТОМ ЛОБОВЫХ ЧАСТЕЙ | 2003 |
|
RU2310965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| ОБМОТКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2509402C1 |
J
яг
,11111111111
