хода изоляции в виде полотна трапецеидальной формы, по крайней мере, из двух слоев изоляции с выполнение каждого из слоев из терморективной пропитанной изоляции и эластичной изоляции, соединение слоев корпусной изоляции пазовой и лобовой частей производят при изготовлении заготовки элемента перехода изоляции путем соединения терморвактивной пропитанной и эластичной изоляции слоя встык со смещением стыков слоев по ширине заготовки, перед намоткой располагают, заготовку элемента перехода изоляции большим основанием полотна на лобовую часть проводников терМОреактивной пропитанной изоляцией к пазовой части проводнико а эластичной изоляцией - к лобовой части, и наматывают полотно с образованием в сечении вдоль проводников обмотки трапеции, а наложение слоев корпусной изоляции пазовой и лобовой частей проводников производят с заходом каждого /слоя изоляции на конусы, образованные боковыми сторонами элемента перехода изоляции.
А. Способ по п. 3, о т л и ч а ющ и и с я тем, что стык слоев на заготовке элемента перехода изоляции располагают под углом к основаниям полотна,
5. Способ по п. 3, отличающ и и с я тем,что полотно заготовки выполняют с плавно уменьшающейся толпшной пт средней части заготовки к ее боковым сторонам, например, складыванием основ термореактивной пропитанной и эластичной изоляций в несколько слоев со смещением слоев от боковых сторон к середине заготовки.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотанного статора высоковольтной электрической машины | 1972 |
|
SU600668A1 |
| Катушка обмотки электрической машины | 1983 |
|
SU1280672A1 |
| Способ изготовления катушечных обмоток электрических машин | 1977 |
|
SU733065A1 |
| Обмотанный статор высоковольтного турбогенератора | 1990 |
|
SU1793517A1 |
| Способ изготовления изоляции катушечных обмоток электрических машин | 1979 |
|
SU782056A1 |
| Способ изготовления катушек обмоток электрических машин | 1977 |
|
SU692010A1 |
| Стержень обмотки статора электрической машины | 1976 |
|
SU690591A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| Стержень статорной обмотки высоковольтных электрических машин | 1985 |
|
SU1343503A1 |

1. Обмотка статора электрической машины, содержащая проводники, с пазовой и лобовой частям!!, корпусную изоляцию пазовой части и прилегающих участков лобовой части, выполненную • из слоев терморективной пропитанной изоляции, соединенных со слоями корпусной изоляции лобовой части, выполненной из слоев эластичной изоляции» встык с зубчатым расположением стыков слоев по высоте обмотки, отличающаяся тем,что,с цепью повышения качества 'изготавлйва- емлс изделий за счет обеспечения монолитности корпусной изоляции пазовойи Лобовой частей при ее соединениии упрощения технологии, она содержит элемент перехода изоляции, выполненный из слоев терморективной пропитанной изоляции со стороны па- эовой части и слоев эластичной изоляции со стороны лобовой части, имеющий в сечении вдоль проводников форму трапеции, обращенной большим основанием к поверхности проводников, и расположенный между корпусной изоляцией пазовой и лобовой частей,причем соединение слоев корпусной изоляции пазовой и лобовой частей проводников выполнено на элементе перехода изоляции по спирали, а соединение слоев корпусной изоляции пазовой и лобовой частей со слоями изоляции элемента перехода изоляции выполнено по конусным поверхностям боковых сторон элемента перехода изоляции,2.Обмотка по п. 1, отлича- >&ю щ а я с я тем, что.соединение слоевкорпусной изоляции пазовой и лобовой частей выполнено по архимедовой спирали.3.Способ изготовления обмотки статора электрической мащины, включающий наложение слоев корпусной изоляции из термореактивной !1ропитанной изоляции на пазовую и прилегающие к ней участки лобовой части и эластич-* ной изоляции на лобовую часть проводников обмотки с соединением слоев кор- пусиОй изоляции пазовой и побовой частей встык и зубчатым размещением стыков слоев по высоте обмотки, о т- личающийся тем,что перед наложением корпусной изоляции пазовой и лобовой частей обмотки изготавливают заготовку элемента пере-(ЛX)^ю:АЭ^
Изобретение относится к конструкции и технологии изготовления обмо ток статоров электрических машин и мпжет быть использовано в электротех нической промышленности при изготовлении двухслойных высоковольтных обмоток статоров электрических машин с многослойной корпусной изоляцией. Известна двухслойная обмотка статора электрической машины .содержащая катушки с термореактивной корпусной изоляцией по всей ее длине, а между витками щ}оводников в лобовой части катушек размещены прокладки из пластичного несклеивающегос материала, например фторолона. Часть катушек такой обмотки, равная одному шагу обмотки, выполнена разъемной из нижних и верхних полусекций, имеющих паяные соединения в головках Q . Данная обмотка обладает относительно высокой технологической сложностью изготовления и малой ремонтоспособностью. Это связано с необхо.ци мостью проведения паяльных работ и изолировке мест паек при укладке об.мотки в пазы сердечника статора, а также при замене поврежденных катушек обмотки. Ремонт такой обмотки. особенно с заменой катушек, требует относительно длительного времени и больших затрат труда и материальных средств. Известна обмотка статора электрической машины, содержащая катушки с термореактивной многослойной корпусной изоляцией в пазовых частях катушек и с термопластичной изоляцией головок. Эти два вида изоляции между собой на лобовой части катушек образуют конусообразный стык конструкции прямой конус,у которого основание обращено в сторону пазовой части . Из недостатков обмотки такой конструкции следует отметить относительно малую надежность, связанную с уменьшением электрической прочности изоляции в области стыка изоляций, где имеется повышенная вероятность образования щели во время укладки O6MOTKVJ, обычно выполняемой с поднятием шаговых катушек из паза сердечника статора, так как прочность соединения разнородных видов изоляции в этом случае определяется силами их адгезии- по : относительно малой конусообразной поверхности, по которой проходит один из коротких путей возможного пробоя изоляции. Все это повышает вероятность пробоя корпусной изоляции обмотки, уменьшая ее надежность, и уменьшает величину допустимой деформации изоляции при укладке обмотки, усложняя производст во. .1 Наиболее близка к предлагаемой об мотка статора электрической маши1 ы, содержащая проводники с пазовой и лобовой частями, корпусную изоляцию пазовой части и прилегающих учас ков лобовых частей, выполненную из слоев термореактивной пропитанной изоляции , соединенных со слоями кор пусной изоляции лобовой части,выполненной из слоев эластичной изоляции, встык с зубчатым расположением стыков сдоев по высоте обмотки з. Недостатком данной обмотки являет ся технологическая сложность ее изго вления, связанная с одновременным на ложением слоев изоляции в пазовых и лобовых частях обмотки для Получения стыка зубчатой формы в корпусной ИЗОЛЯ1ЩИ обмотки. Причем допуск на место расположения границы, раз, деяяющей оба вида изоляции в чередующихся слоях, зависит от ширины ленты и перекрытия ее витков внутри каждого вида, что также затрудняет выдерхшвание требуемых размеров изоляции в области стыка, приводит к неравномерностям толщины изоляции и к уменьшению монолитности изоляции Известен способ изготовления обhfOTKH электрической машины ,при котором на обмотку наносят изоляционную ленту, а затем обмотку укладывают в пазы сердечника статора и пропитывают термореактивным компаундом с последующим о;-верждением 4j Недостатком известного способа из готовления двухслойной обмотки статора электрической магаины является то, что обмотка, изготовленная таким способом совершенно неремонтоспособ на, так как после,отверждения связую Diero изоляции она не может быть выну та из пазов без повреждения и повтор но использована. Известен способ изготовления обмоток электрических машин ,по которо му катушки обмотки укладывают в пазы сердечника статора до отверявдения корпу-сной изоляции в лобовой части, сно после отверждения термореактивной и ляции в пазовой части. Затем производят полное отверждение термореактивной корпусной изоляции лобовой . части катушек обмотки з. Из недостатков такого способа следует отметить, во-первых, относительно большую технологическую сложность производства в связи с необходимостью термообработки обмотки статора после ее укладки в пазы сердечника статора, что представляет определенную сложность, особенно,для |статоров больших габаритов. Во-втооых, обмотка статора, имеющая термореактивную корпусную изоляцию в пазовых и лобовых частях катушек, а также в их головках, неремонтоспособна, так как повредившиеся катушки таисой обмотки практически не могут быть извлечены из пазов без повреждения изоляции остальных катушек обмотки. Известен способ изготовления обмотки статора электрической машины, по которому, на прямолинейные участки ее катушек наносят обкатыванием нао стенке гильзовую изоляцию из полотна термореактивного материала, которую на ее торцах подрезают на конус (прямой конус). Затем на головки наносят изоляцию из Лент эластичного материала, которую заканчивают на конус на криволинейном участке лобовой части и на оставшийся участок между двумя конусообразшлми пoвepxнocтя вl наносят слои лент эластичного материала б1 Этот способ обладает недостаточной ремонтоспособностью, так как при корпусной изоляции в пазовой части для восстановления изоляции необходимо снимать кроме поврежденной изоляции, также и эласт ичную изоляцию на лобовой части катушки; стык разнородных видов изоляции,размещенный на прямолинейном участке подвергается воздействию сил кручения и изгиба с наибольшим возможным моментом при подъеме из паза сердечника статора сторон шаговых катушек. Это также увеличивает вероятность повреждения изоляции на месте сты)са и уменьшает надежность обмотки. Известен также способ из отовлення обмотки статора электрической машины, включающий наложение слоев корпусной изоляции из термореактивной пропитанной изоляции на пазовую и прилегающие к ней участки лобовой части и эластичной изоляции на лобовую часть проводников обмотки с соедине нием слоев корпусной изоляции пазо вой и лобовой частей встык и зубчаты размещением стыков слоев по высоте обмотки З . Из недостатков данного способа сл дует отметить его технологическую сложность, которая затрудняет его ме ханизирование и контролирование за соблюдением требований чертежа при наложении изоляции в связи с -.одновре менным наложением изоляции в пазовых частях и головках катушек. Притом оформление стыка последовательным н ложением витков ленточного материала в чередующихся слоях разного вида изоляции в области стыка приводит к трудностям выдерживания границы Перехода одного вида изоляции в другой на предусмотренном месте,что приводит к снижению качества изгота ливаеь&йс изделий. Цель изобретения - повышение качества изготавливаемых изделий за счет обеспечения монолитности корпус ной изоляции пазовой и лобовой части при ее соединении и упрощении технологии. тт Поставленная цель достигается тем, что в обмотке статора электрической машины, содержащей проводники с пазовой и лобовой частями, корпус ную изоляций) пазовой части и прилега ющих участков лобовой части, вьтолненную из слоев термореактивной пропитанной изоляции, соединенных со слоями корпусной изоляции лобовой ча ти, выполненной из слоев эластичной .изоляции, встык с зубчатым расположением стыков слоев по высоте обмотки, содержится также элемент перехо да изоляции, выполненный из слоев термореактивной пропитанной изоляции со стороны пазовой части и слоев эла тичной изоляции со стороны лобовой части, имеющий в сечении вдоль проводников форму трапеции, обращенной большим основанием к поверхности про водников, и расположенньй меящу корпусной изоляцией пазовой и лобовой частей, причем соединение слоев корпусной изоляции пазовой и лобовой частей проводников выполнено на элементе перехода изоляции по спирали, а соединение слоев корпусной изоляции пазовой и лобовой частей со.слоями изоляции элемента перехода изоляции выполнено по конусным поверхностям боковых сторон элемента перехода изоляции. Причем соединение слоев корпусной изоляции пазовой и лобовой частей выполнено по архимедовой спирали. Согласно способу изготовления обмотки статора электрической магаины, включающему, наложение слоев корпусной изоляции из термореактивной пропит.аиной изоляции на пазовую и прилегающие к ней участки лобовой части и эластичной изоляции на лобовую часть проводников обмотки С соединением слоев корпусной изоляции пазовой и лобовой частей встык и. зубчатым размеще-t нием стыков слоев по высоте обмотки, перед наложением корпусной изоляции пазовой и лобовой частей обмотки изготавливают заготовку элемента перехода изоляции в виде полотна трапецеидальной формы,по крайней мере, из двух слоев изоляции с выполнением каждого из слоев из; термореактивной пропитанной изоляции и элас тичной изоляции соединение слоев кор пусной изоляции пазовой и лобовой частей производят при изготовлении заготовки элемента перехода изоляции путем соединения термореактивной прО питанной и эластичной изоляций слоя встык со смеще1шем стыков слоев по ширине заготовки, перед намоткой располагают заготовку элемента перехо да изоляции большим основанием полотна на лобовую часть проводников термореактивной пропитанной изоляцией к пазовой части проводников,а эластичной изоляцией - к лобовой части,п наматывают полотно с образованием в сечении вдоль проводников обмотки трапеции, а наложение слоев корпуснОй изоляции пазовой и лобовой частей про водников производят с заходом каждого слоя изоляции н.а конусы,образованные боковыми сторонами элемента перехода изоляции. I Кроме того, стык слоев на заготовке элемента перехода изоляции распо- лагают под углом к основаниям полотна, а полотно заготовки выполняют с плавно уменьшакицейся толщиной от средней части заготовки к ее боковым сторонам, например, складьшаием основ термореактивной пропитаной и эластичной изоляций в несколько слоев со смещением слоев от боковых сторон к середине заготовки.
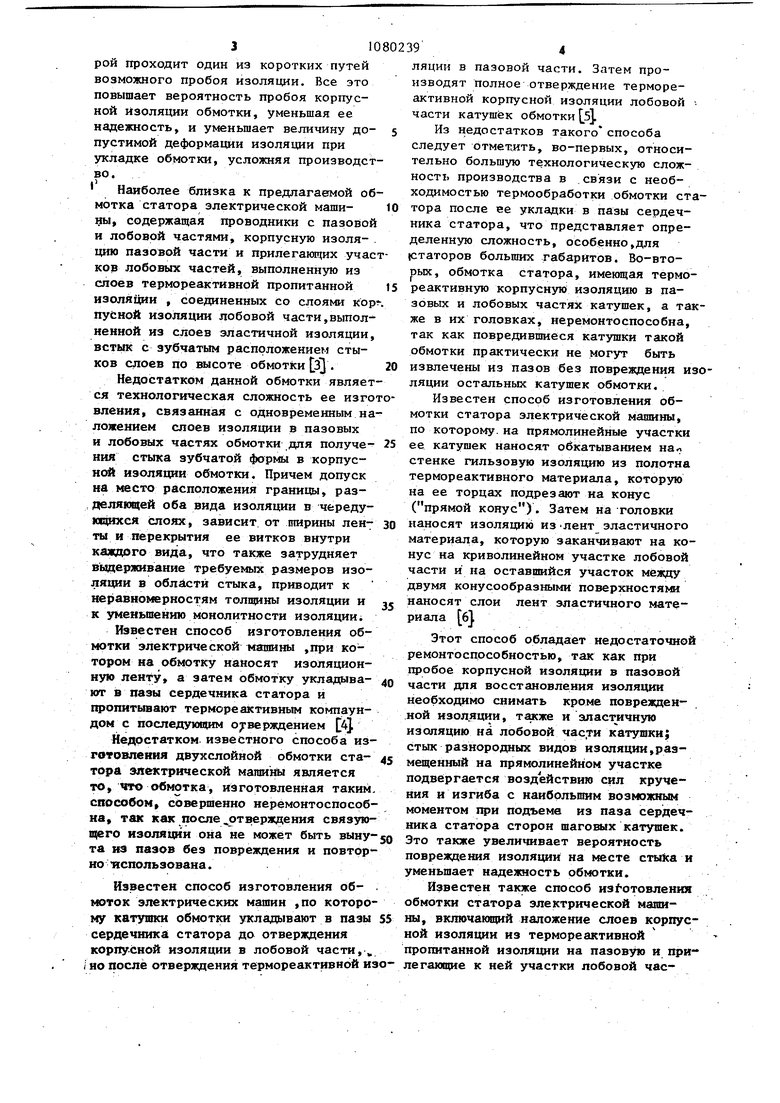
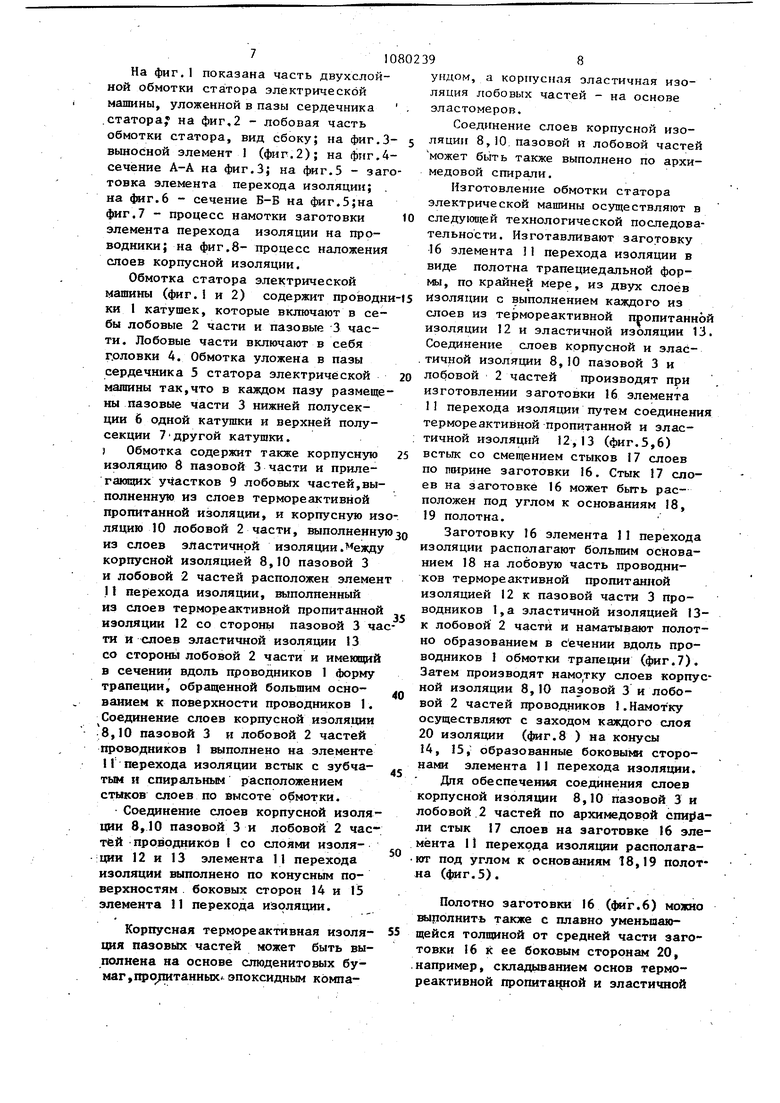
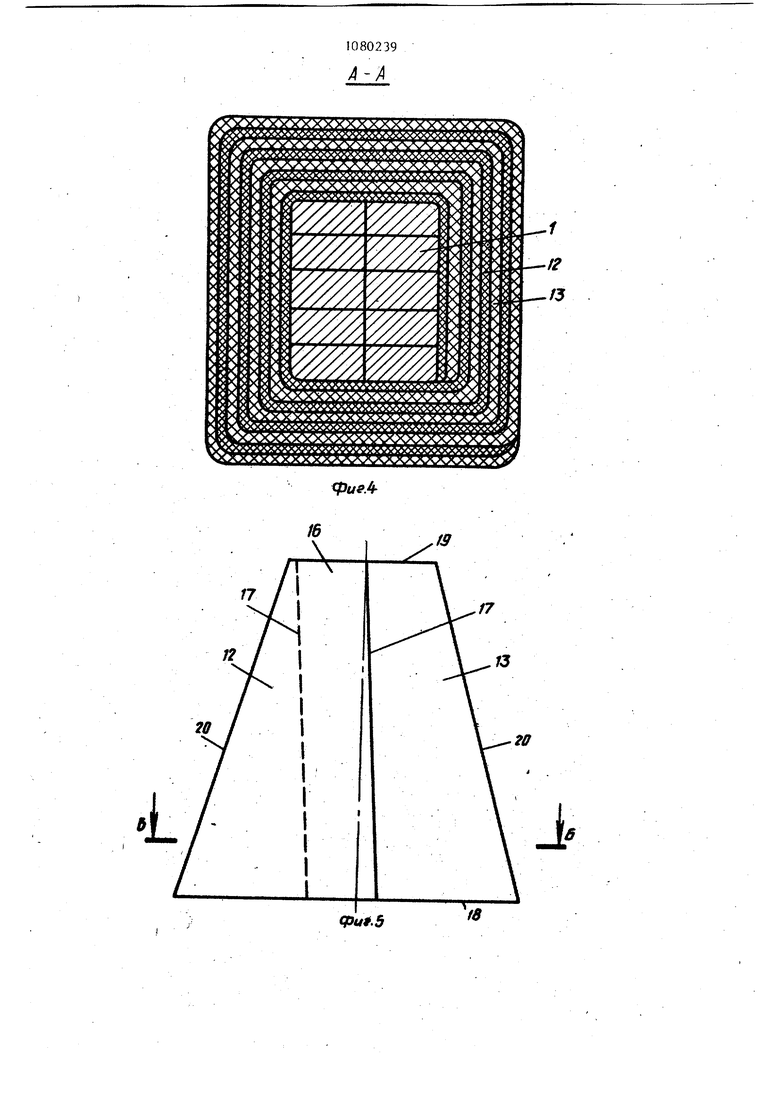
На фиг.1 показана часть двухслойной обмотки статора электрической машины, уложенной в пазы сердечника .статора на фиг,2 - лобовая часть обмотки статора, вид сбоку; на фиг.Звьшосной элемент 1 (фиг.2); на фиг.4сечение А-А на фиг.З; на фиг.З - заготовка элемента перехода изоляции; . на 4иг.6 - сечение Б-В на фиг.5;на фиг.7 - процесс намотки заготовки элемента перехода изоляции на проводники; на фиг.8- процесс наложения слоев корпусной изоляции.
Обмотка статора электрической машины (фиг.1 и 2) содержит проводни ки 1 катушек, которые включают в себы лобовые 2 части и пазовые 3 части. Лобовые части включают в себя грловки 4. Обмотка уложена в пазы сердечника 5 статора электрической машины так,что в каждом пазу размещены пазовые части 3 нижней полусекции 6 одной катушки и верхней полусекции 7ДРУГОЙ катушки. J Обмотка содержит также корпусную изоляцию 8 пазовой 3 части и прилегающих участков 9 лобовых частей,выполненную из слоев термореактивной пропитанной изоляции, и корпусную изоляцию 10 лобовой 2 части, выполненную из слоев эластичной изоляции.ежду корпусной изоляцией 8,10 пазовой 3 и лобовой 2 частей расположен элемент 11 пер ехода изоляции, выполненный из слоев термореактивной пропитанной изоляции 12 со стороны пазовой 3 части и слоев эластичной изоляции 13 со стороны лобовой 2 части и имеювщй в сечении вдоль проводников 1 форму трапеции, обращенной большим основаиием к поверхности проводников 1. Соединение слоев корпусной изоляции .8,10 пазовой 3 и лобовой 2 частей проводников 1 выполнено на элементе I Г перехода изоляции встык с зубчатым и спиральным расположением стыков слоев по высоте обмотки.
Соединение слоев корпусной изоляции 8,10 пазовой 3 и лобовой 2 частей проводников I со слоями изоля:ции 12 и 13 элемента 11 перехода изоляции выполнено по конусным поверхностям . боковых сторон 14 и 15 элемента 11 перехода изоляции.
Корпусная термореактивная изоляция пазовйх частей может быть выполнена на основе слюденитовых бумаг, про таниых эпоксидным компаундом, а корпусная эластичная изоляция лобовых частей - на основе эластомеров.
Соед1снвние слоев корпусной изоЛЯЦИ1Г 8, 10. Пазовой и лобовой частей может быть также выполнено по архимедовой спирали.
Изготовление обмотки статора электрической машины осуществляют в следующей технологической последовательности. Изготавливают заготовку 16 элемента 11 перехода изоляции в виде полотна трапециедальной формы, по крайней мере, из двух слоев изоляции с выполнением каждого из слоев из термореактивной пропитанной изоляции 12 и эластичной изоляции 13 Соединение слоев корпусной и эластичной изоляции 8,10 пазовой 3 и лобовой 2 частей производят при изготовлении заготовки 16 элемента П перехода изоляции путем соединения термореактивной пропитанной и эластичной изоляций 12,13 (фиг.5,6) встык со смещением стыков 17 слоев по ширине заготовки 16. Стык 17 слоев на заготовке 16 может быть расположен под углом к основаниям 18,
19полотна.
Заготовку 16 элемента 11 перехода изоляции располагают большим основанием 18 на лобовую часть проводников термореактивной пропитанной изоляцией 12 к пазовой части 3 проводников 1,а эластичной изоляцией 13к лобовой 2 части и наматывают полотно образованием в сечении вдоль проводников 1 обмотки трапеции (фиг.7), Затем производят слоев корпусной изоляции 8,10 пазовой 3 и лобовой 2 частей проводников 1.Намотку осуществляют с заходом каждого слоя
20изоляции (фиг.8 ) на конусы
14, 15, образованные боковыми сторонами элемента 11 перехода изоляции. Для обеспечения соединения слоев корпусной изоляции 8,10 пазовой 3 и лобовой 2 частей по архимедовой стык 17 слоев на заготовке 16 элемента I1 перехода изоляции располагают под углом к основаниям 18,19 полотна (фиг.З).
Полотно заготовки 16 (4мг.6) можио каполнить также с плавно уменьшающейся толщиной от средней части заготовки 16 к ее боковым сторонам 20, .например, складыванием основ термореактивной пропитас ой и эластичной изоляций в несколько слоев со смещением слоев от боковых сторон 20 к середине заготовки. Изобретение позволяет повысить ка чество изготавливаемых изделий за сч обеспечения монолитности изоляции, так как стык разных видов изоляций 12 и 13 в калщом слое выполняется на заготовке 16 с последующей ее намоткой. Выполнение стыков на полотне заготовки 16 может быть выполнено точнее и с меньшим количеством измерений, так как на полотне заготовки четко устанавливается место стыка Выполнение стыков разных видов, из ляций на заготовке элемента перехода изоляции позволяет уменьшить допуск на толщину корпусной изоляции 12 и 3 и её составных частей, в области зубчатого стыка 17 за счет того,что толщина каждого зубца стыка определя ется ТОЛ1Щ1НОЙ основы каждого изоляционного материала 12,13 в средней части заготовки 16, которая может быть вьтолнена точнее. Изобретение позволяет также создать аозможн ость наложения корпусной изоляции на пазовых 3 частях головках 4 катушЕк независимо друг от друга за счет того, что слои изо. ляции,наложенные на эти участки,соединяются между собой на лобовой част 2 не через зубчатый стык, образованный при изолировке этих частей,а че рез участок изоляции, выполненный из отдельного полотна заготовки,с дополнительными стыками по конурам 14, 15 , обращенным друг к другу внутренними поверхностями и размещенными По обе стороны от зубчатого стыка,притом каждый стык размещен .внутри материала одного вида. Решеня этой задачи позволяет упростить процесс механизации наложения корнусной изоляции, т.е. упростить технологию и уменьшить трудоемкость производства. Эта также улучшает ремонтоспособность обмотки, потому что корпусная изоляция .12 или 13 на лю: бой пазовой 3 части или в головке 4 может быть заменена без повреждения изоляции на других участках катушек 1,чем упрощается и ускоряется процесс ремонта корпусной изоляции катуики и Bc«i обмотки. Вьшолнение каждого дополнительного стыка по конусам внутри одного из видов материалов позволяет обеспечить необходимые плотности наложе тя изоляции, эдгеэию и надежность в зоне этих стыков. Выполнение заготовки с толщиной каждой основы материала 12 или 13 в средней части заготовки меньше толщины этой основы на участках, прилегаН1ЦИХ к этой средней части, и выполнение заготовки с плавно изменяющейся толщиной обеспечивает лучшее прилегание слоев изоляции и устранение пустот в зоне стыков. Выполнение обмотки с корпусной изоляцией на основе слкщеш{товых бумаг, пропитанных эпоксидным компаундом в пазовой части и на соснове эластомеров в лобовой части 2, обеспечивает возможность шддерживать необходиьше электрические и механические показатели такой изоля и. &4полиение у загот вки стыка слоев изоляционных материалов под углом к основаниям заготовки 16 позволяет распределить вдоль проводников деформацию эластичной изоляции 12 в зоне зубчатого стыка при укладке в пазы сердеч1Шка 5 статора и эксплуатации обмотки, что улучшает надежность катушки и всей обмотки.
фиг/
фиг. 2 /5 /О /3 V5
fpt/fj Л7
1080239
А-/
/7
/7
13
cput.5
V
1
г.. ;-.««... . . «
1080239 В-5
/5
/ )
f л Jt X1J
1
.7 20
| I | |||
| Двухслойная обмотка статора электрической машины | 1970 |
|
SU457143A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Л., Энерго- издат, 1981 | |||
| с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
