1
Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок на радиально-ковочных машинах.
Известен способ ковки заготовок на четырехбойковых- радиально-ковочных
машинах, включаюш,ий многопроходную вытяжку заготовки с кантовкой ее между проходами 1.
Однако этот способ не обеспечивает интенсивной проработки структуры металла по сечению загртовки из-за невозможности создания при такой ковке значительных макросдвиговых деформаций по всему поперечному сечению заготовки.
Цель изобретения - повышение качества получаемых поковок за счет обеспечения равномерной .проработки структуры металла по сечению заготовки.
Эта цель достигается тем, что в способе ковки заготовок на четырехбойковйх радиально-ковочных машинах, включаюш.ем многопроходную вытяжку заготовки с кантовкой ее между проходами, в одном из проходов на боковой поверхности заготовки формуют четыре равномерно расположенных по ее периметру выступа, которые
В последующих проходах, после кантовки заготовки на 45°, обжимают с одновременным формированием аналогичных выступов, при этом выступы формуют с отношением их высоты к их ширине, не превышающим
5 значения 1,5, и с отношением ширины полости между выступами к их высоте не менее 1,1.
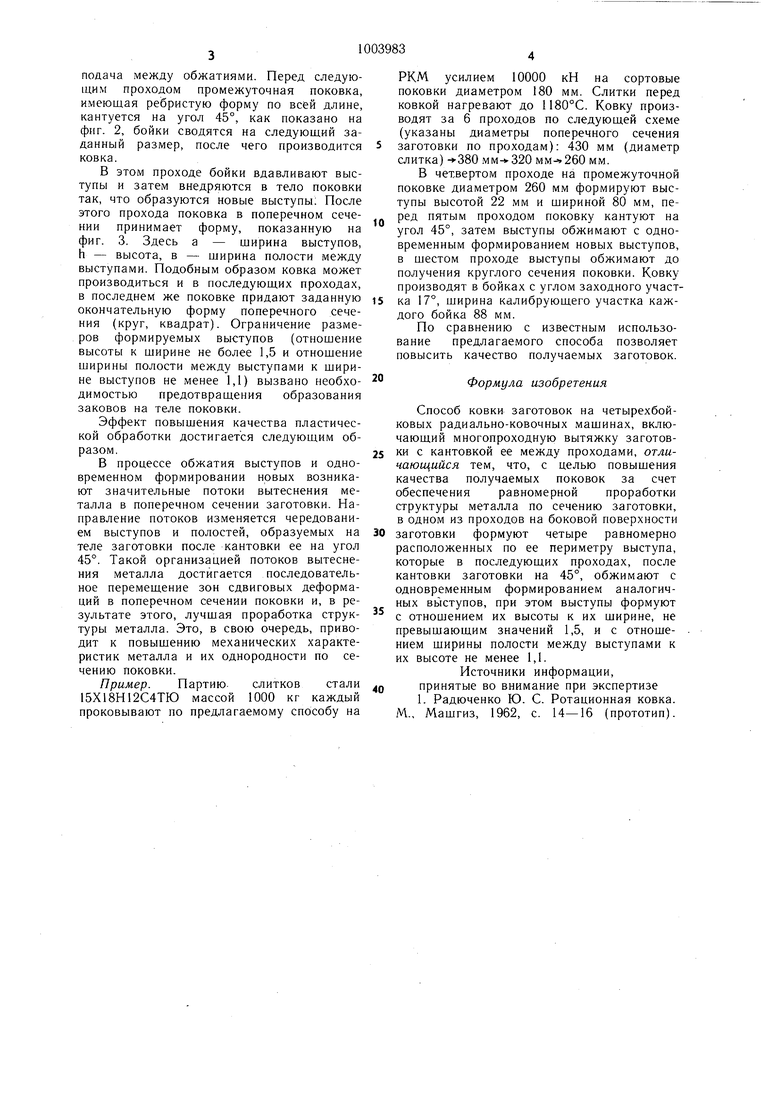
На фиг. 1 схематично показано формообразование выступов на заготовке; на фиг. 2 - начальная стадия деформирова° ния выступов; на фиг. 3 - поковка с выступами, поперечное сечение.
Процесс формоизменения при ковке указанным способом происходит следующим образом.
,5 Исходная заготовка в поперечном сечении имеет круглую форму. При применении квадратной заготовки (слитка) предварительно производят проход для получения круглого сечения заготовки. Затем в следующем проходе деформацию осуществля ют таким образом (фиг. I), чтобы бойки 1 вдавливались в тело заготовки 2, образуя в поперечном сечении последней выступы. При этом ковка ведется без вращения заготовки, производится только продольная
подача 1 1ежду обжатиями. Перед следующим проходом промежуточная поковка, имеющая ребристую форму по всей длине, кантуется на угол 45°, как показано на фиг. 2, бойки сводятся на следующий заданный размер, после чего производится ковка.
В этом проходе бойки вдавливают выступы и затем внедряются в тело поковки так, что образуются новые выступы: После этого прохода поковка в поперечном сечении принимает форму, показанную на фиг. 3. Здесь а - ширина выступов, h - высота, в - щирина полости между выступами. Подобным образом ковка может производиться и в последующих проходах, в последнем же поковке придают заданную окончательную форму поперечного сечения (круг, квадрат). Ограничение размеров формируемых выступов (отнощение высоты к щирине не более 1,5 и отнощение щирины полости между выступами к щирине выступов не менее 1,1) вызвано необходимостью предотвращения образования заковов на теле поковки.
Эффект повышения качества пластической обработки достигается следующим образом.
В процессе обжатия выступов и одновременном формировании новых возникают значительные потоки вытеснения металла в поперечном сечении заготовки. Направление потоков изменяется чередованием выступов и полостей, образуемых на теле заготовки после кантовки ее на угол 45°. Такой организацией потоков вытеснения металла достигается последовательное перемещение зон сдвиговых деформаций в поперечном сечении поковки и, в результате этого, лучщая проработка структуры металла. Это, в свою очередь, приводит к повышению механических характеристик металла и их однородности по сечению поковки.
Пример. Партию. слитков стали 15Х18Н12С4ТЮ массой 1000 кг каждый проковывают по предлагаемому способу на
РКМ усилием 10000 кН на сортовые поковки диаметром 180 мм. Слитки перед ковкой нагревают до 1180°С. Ковку производят за 6 проходов по следующей схеме (указаны диаметры поперечного сечения
заготовки по проходам): 430 мм (диаметр слитка) мм.
В четвертом проходе на промежуточной поковке диаметром 260 мм формируют выступы высотой 22 мм и шириной 80 мм, перед пятым проходом поковку кантуют на угол 45°, затем выступы обжимают с одновременным формированием новых выступов, в шестом проходе выступы обжимают до получения круглого сечения поковки. Ковку производят в бойках с углом заходного участка 17°, щирина калибрующего участка каждого бойка 88 мм.
По сравнению с известным использование предлагаемого способа позволяет повысить качество получаемых заготовок.
Формула изобретения
Способ ковки заготовок на четырехбойковых радиально-ковочных машинах, включающий многопроходную вытяжку заготовки с кантовкой ее между проходами, отличающийся тем, что, с целью повышения качества получаемых поковок за счет обеспечения равномерной проработки структуры металла по сечению заготовки, в одном из проходов на боковой поверхности
заготовки формуют четыре равномерно расположенных по ее периметру выступа, которые в последующих проходах, после кантовки заготовки на 45°, обжимают с одновременным формированием аналогичных BbiCTynoB, при этом выступы формуют с отношением их высоты к их щирине, не превышающим значений 1,5, и с отнощением щирины полости между выступами к их высоте не менее 1,1.
Источники информации,
принятые во внимание при экспертизе
1. Радюченко Ю. С. Ротационная ковка. М., Мащгиз, 1962, с. 14-16 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |

a
WZ.J
