Изобретение относится к обработке металлов давлением, а именно к способам ковки слитков на прессах в четырехбойковых ковочных устройствах.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при производстве поковок различных поперечных сечений из углеродистых и легированных сталей, а также из специальных сплавов на гидравлических ковочных прессах, оснащенных четырехбойковыми ковочными устройствами.
Известен способ ковки заготовок на четырехбойковых радиально-ковочных машинах, включающий многопроходную вытяжку заготовки с кантовкой ее между проходами на 45°, формирование в одном из проходов на боковой поверхности заготовки четырех равномерно расположенных по ее периметру выступов, которые в последующих проходах обжимают с одновременным формированием аналогичных выступов. При этом выступы формуют с отношением их высоты к их ширине, не превышающим значений 1,5, и с отношением ширины полости между выступами к их высоте не менее 1,1 [1].
Этот способ позволяет получать поковки высокого качества за счет интенсивной деформационной проработки структуры металла.
Недостатком этого способа является возможность возникновения зажимов на поверхности поковки в процессе деформации выступов, что приводит к необходимости увеличения припуска на механическую обработку и уменьшению выхода годного металла.
Известен также способ ковки заготовок на четырехбойковой радиально-ковочной машине, включающий обжатия заготовки по всей ее длине бойками с заходными и калибрующими участками до образования на ее боковой поверхности равномерно расположенных выступов с подачами, кантовками заготовки на 45° и последующими обжатиями сформированных выступов, а также калибровку поковки [2].
Недостатком известного способа ковки является возможность появления заковов и зажимов на поверхности поковки в процессе ковки, что приводит к увеличению припуска на механическую обработку и, следовательно, к уменьшению выхода годного металла. Кроме того, при ковке известным способом поковка недостаточно эффективно калибруется, что также приводит к уменьшению выхода годного металла при последующей механической обработке.
Задача изобретения заключается в разработке способа ковки слитка в четырехбойковом ковочном устройстве, обеспечивающем повышение выхода годного металла на поковках после их механической обработке.
Поставленная задача достигается тем, что в способе ковки слитков в четырехбойковом ковочном устройстве, включающем обжатие слитка четырьмя бойками с формированием на его бойковой поверхности четырех выступов, обжатие этих выступов, подачи и кантовки заготовки, а также калибровку поковки, новым является то, что выступы обжимают до получения заготовки восьмигранного поперечного сечения с шириной формируемых в процессе обжатия граней не менее ширины свободных граней, при этом заготовку кантуют после каждого прохода попеременно на угол 45° и 135° в одном окружном направлении, а перед калибровкой заготовку кантуют на угол, кратный углу 22,5°.
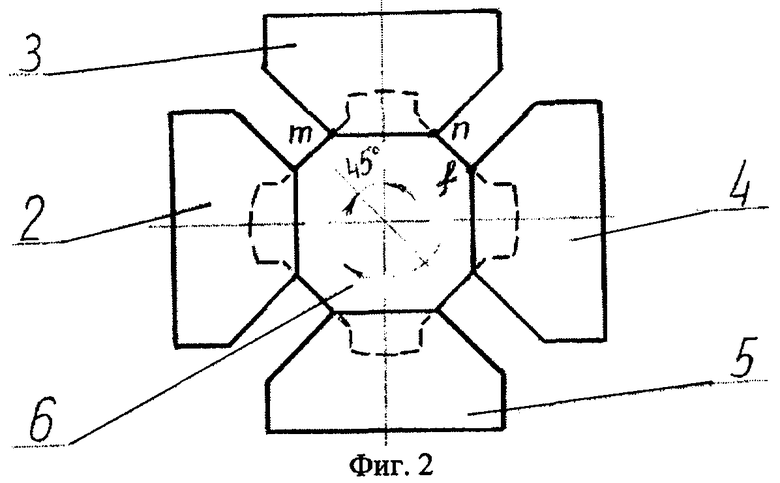
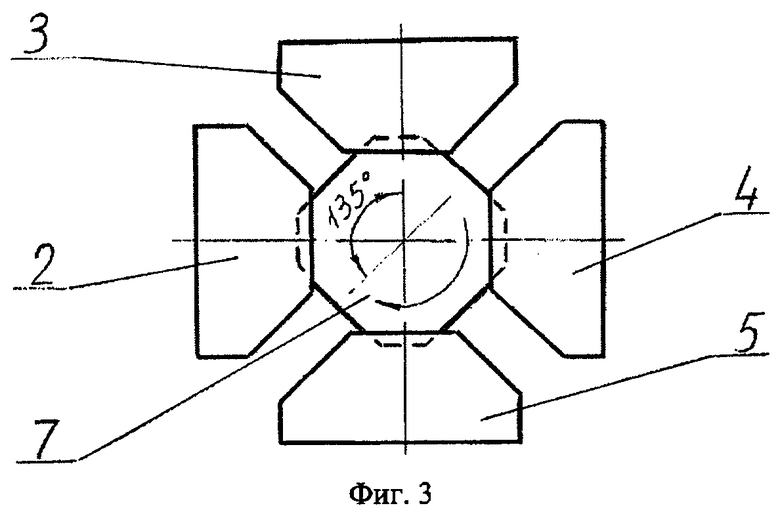
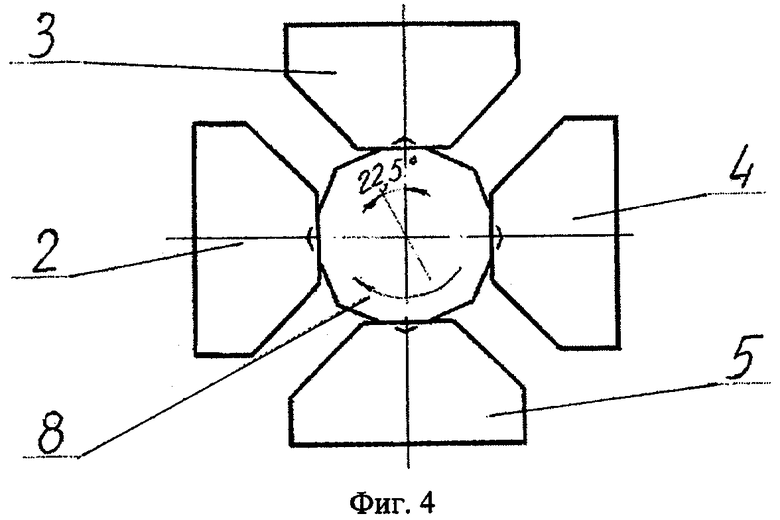
На фиг.1 представлена схема обжатия слитка круглого поперечного сечения в четырехбойковом ковочном устройстве с формирование четырех выступов; на фиг.2 - схема обжатия четырех выступов после кантовки слитка, показанного на фиг.1, на угол 45°; на фиг.3 - схема обжатия поперечного сечения заготовки, изображенного на фиг.2, после ее кантовки на угол 135°; на фиг.4 - схема обжатия заготовки восьмигранного поперечного сечения после кантовки ее на угол 22,5° или кратный этому углу. 1 - поперечное сечение слитка, 2-5 - бойки, 6, 7 - поперечные сечения заготовки после первого и второго проходов, соответственно. Стрелками показаны направления поворота заготовки.
Патентуемый способ ковки в четырехбойковом ковочном устройстве осуществляют следующим образом.
Нагретый до ковочной температуры слиток 1 достают из нагревательной печи и с помощью манипулятора подают в рабочую зону пресса, где производят его ковку в четырехбойковом ковочном устройстве бойками 2-5 (фиг.1). В процессе ковки четыре бойка 2-5 внедряются в тело слитка 1, образуя между бойками четыре выступа. После окончания прохода заготовку кантуют, на угол 45°, а затем обжимают выступы (фиг.2). При обжатии выступов формируют заготовку восьмигранного поперечного сечения 6. Ширина формируемых в процессе обжатия граней "mn" должна быть не менее ширины свободных граней "nf", т.е. не обжимаемых на этом проходе (фиг.2). Получение промежуточной заготовки такого восьмигранного поперечного сечения позволяет осуществить обжатия на следующем проходе без зажимов на ее поверхности. Перед следующим проходом заготовку 6 кантуют в том же окружном направлении, что и при предыдущей кантовке, но уже на угол 135°, и обжимают ее грани, получая заготовку восьмигранного поперечного сечения 7 (фиг.3). Если требуется еще уменьшить поперечное сечение заготовки, тогда ее кантуют на угол 45° в том же окружном направлении и обжимают по граням (на чертежах не показано). Окончательное оформление круглого поперечного сечения поковки производят на последних проходах, во время ее калибровки. При этом заготовку перед калибровкой кантуют на угол, кратный углу 22,5°, и обжимают по ребрам (фиг.4). При последовательных кантовках (по проходам) заготовки на углы 45° и 135°, а также кантовке ее перед калибровкой на угол, кратный углу 22,5°, обеспечивается равномерная проработка литой структуры металла по всему поперечному сечению без образования дефектов ковки на поверхности поковки. При кантовках заготовки перед ее калибровкой на угол, кратный углу 22,5°, обжатия осуществляются по ребрам, что приводит к увеличению числа граней заготовки и приближает ее поперечное сечение к круглому. Дальнейшая калибровка такой заготовки плоскими или вырезными бойками обеспечивает получение поковки круглого сечения максимально приближенной к геометрическому кругу.
Пример. Слиток диаметром 750 мм из стали 40ХМА нагрели до температуры 1200°С в газовой камерной печи и ковали на гидравлическом ковочном прессе усилием 20,0 МН в четырехбойковом ковочном устройстве на поковку диаметром 350 мм. После биллетировки слиток обжали четырьмя бойками в четырехбойковом ковочном устройстве до размера 540 мм с формированием на его боковой поверхности четырех выступов. Затем произвели кантовку заготовки на угол 45° и обжали эти выступы на размер 480 мм. Полученную заготовку окантовали на угол 135° в том же окружном направлении и обжали на размер 400 мм. После этого заготовку окантовали на угол 45° и обжали ее также на размер 400 мм. Полученную заготовку окантовали на угол 135° и обжали на размер 350 мм, а затем окантовали на угол 45° и проковали также на размер 350 мм. Все кантовки заготовки производили в одном окружном направлении. Заготовку восьмигранного поперечного сечения с размерами 350 мм окантовали на угол 22,5° и проковали также на размер 350 мм, после чего полученную заготовку калибровали четырьмя плоскими бойками в четырехбойковом ковочном устройстве до получения поковки диаметром 350 мм. В процессе калибровки заготовку после каждого обжатия кантовали на угол 10°. После отжига и правки фактические размеры поперечного сечения поковки составляли - диаметр 350+2 мм. На поверхности поковки отсутствовали зажимы, забоины и другие дефекты, что позволило проточить ее на диаметр 340 мм без участков черноты. Выход годного металла (от слитка до точеной поковки) составил 76,2%.
Для сравнения, по способу, принятому в качестве прототипа, проковали такой же слиток из стали 40ХМА на поковку диаметром 350+5 мм. На поверхности поковки были заковы. Поэтому, для получения годной поковки ее проточили на диаметр 320 мм. Выход годного металла (от слитка до точеной поковки) составил 65,4%.
Таким образом, патентуемый способ ковки позволяет повысить выход годного металла на 10,8%.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авторское свидетельство СССР № 1003983, МКИ B 21 J 1/04, 1981 г.
2. Авторское свидетельство СССР № 1570829, МКИ B 21 J 1/04, 1989 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
Изобретение относится к обработке металлов давлением, а именно к способам ковки слитков на прессах в четырехбойковых ковочных устройствах. Способ включает обжатие слитка четырьмя бойками с формированием на его боковой поверхности четырех выступов, обжатие этих выступов, подачу и кантовку заготовки, а также калибровку поковки. Выступы обжимают до получения заготовки восьмигранного поперечного сечения с шириной формируемых в процессе обжатия граней не менее ширины свободных граней. Заготовку кантуют после каждого прохода попеременно на угол 45° и 135° в одном окружном направлении. Перед калибровкой заготовку кантуют на угол, кратный углу 22,5°. В результате обеспечивается повышение выхода годного металла на поковках после их механической обработки. 4 ил.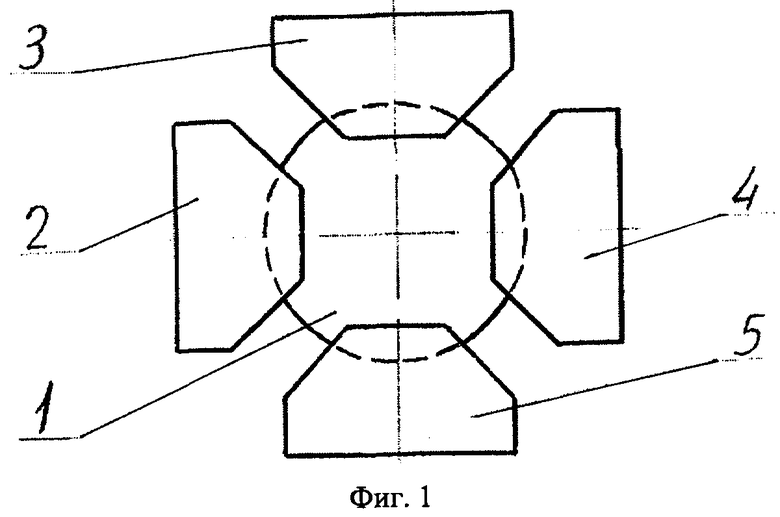
Способ ковки слитков в четырехбойковом ковочном устройстве, включающий обжатия слитка четырьмя бойками с формированием на его боковой поверхности четырех выступов, обжатие этих выступов, подачи и кантовки заготовки, а также калибровку поковки, отличающийся тем, что выступы обжимают до получения заготовки восьмигранного поперечного сечения с шириной формируемых в процессе обжатия граней не менее ширины свободных граней, при этом заготовку кантуют после каждого прохода попеременно на угол 45° и 135° в одном окружном направлении, а перед калибровкой заготовку кантуют на угол, кратный углу 22,5°.
| Способ ковки заготовок на четырехбойковой радиально-ковочной машине | 1988 |
|
SU1570829A1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пустотообразователь | 1984 |
|
SU1243950A2 |

