(54) СПОСОБ КОВКИ КРУПНЫХ ПОКОВОК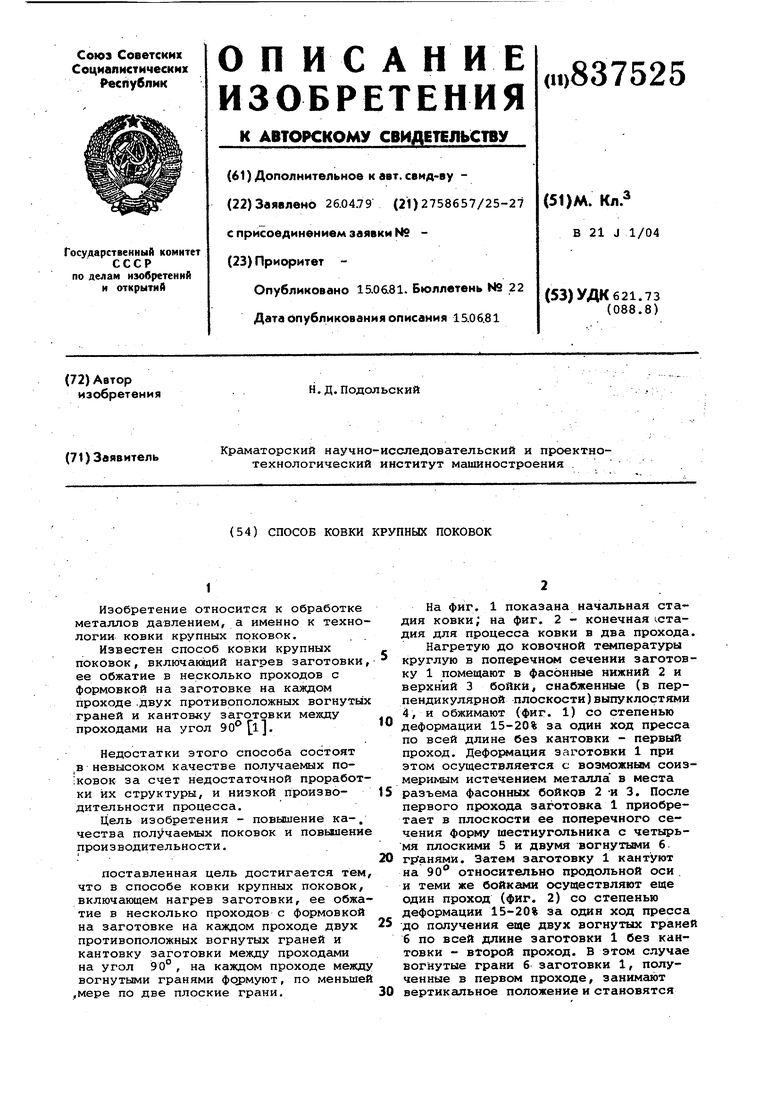
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки слитка | 1985 |
|
SU1379003A1 |
| Способ протяжки крупных слитков | 1985 |
|
SU1409393A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
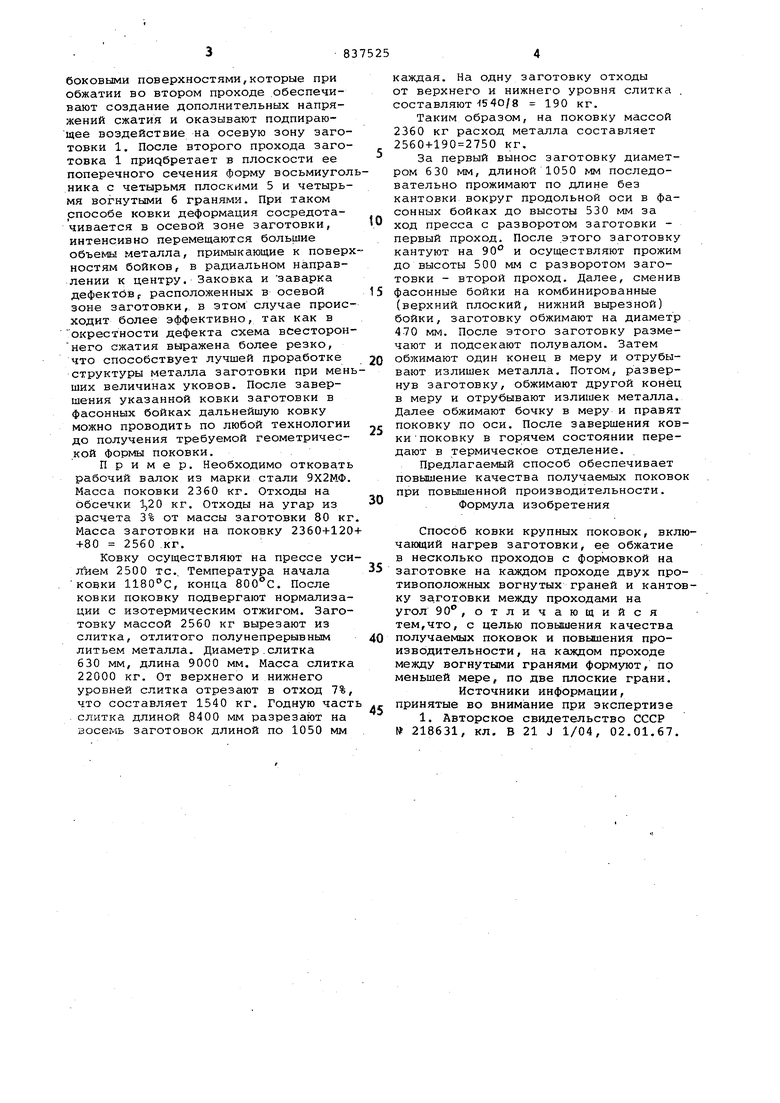
Изобретение относится к обработке металлов давлением, а именно к технологии ковки крупных поковок. Известен способ ковки крупных поковок , включакяций нагрев заготовки ее обжатие в несколько проходов с формовкой на заготовке на каждом проходе .двух противоположных вогнутых граней и кантов«у загсзтовки между проходами на угол 90 Недостатки этого способа состоят ,в невысоком качестве получаемых подковок за счет недостаточной проработки их структуры, и низкой производительности процесса. Цель изобретения - повышение ка-, чества пол1 чаемых поковок и повышение производительности. поставленная цель достигается тем что в способе ковки крупных поковок, включающем нагрев заготовки, ее обжа тие в несколько проходов с формовкой на заготовке на каждом проходе двух противоположных вогнутых граней и кантовку заготовки между проходами на угол 90°, на каждом проходе между вогнутыми гранями формуют, по меньшей .мере по две плоские грани, На фиг. 1 показана начальная стадия ковки; на фиг. 2 - конечная cтaд:1ия для процесса ковки в два прохода. Нагретую до ковочной температуры круглую в поперечном сечении заготовку 1 помещают в фасонные нижний 2 и верхний 3 бойки, снабженные (в перпендикулярной плоскости)выпуклостями 4, и обжимают (фиг. 1) со степенью деформации 15-20% за один ход пресса по всей длине без кантовки - первый проход. Дефо млация заготовки 1 при этом осуществляется с возможным соизмеримым истечением металла в места разъема фасонных бойков 2 -и 3. После первого прохода заготовка 1 приобретает в плоскости ее поперечного сечения форму шестиугольника с четырьмя плоскими 5 и двумя вогнутыми 6 гранями. Затем заготовку 1 кантуют на 90 относительно продольной оси и теми же бойками осуществляют еще один проход (фиг. 2) со степенью деформации 15-20% за один ход пресса до получения еще двух вогнутых граней 6 по всей длине заготовки 1 без кантовки - второй проход. В этом случае вогнутые грани 6 заготовки 1, полученные в первом проходе, занимают вертикальное положение и становятся
боковыми поверхностями,которые при обжатии во втором проходе обеспечивают создание дополнительных напряжений сжатия и оказывают подпирающее воздействие на осевую зону заготовки 1. После второго прохода заготовка 1 пpиqбpeтaeт в плоскости ее поперечного сечения форму восьмиуголника с четырьмя плоскими 5 и четырьмя вогнутыми б гранями. При таком способе ковки деформация сосредотачивается в осевой зоне заготовки, интенсивно перемещаются большие объемы металла, примыкающие к поверхностям бойков, в радиальном направлении к центру. Заковка и заварка дефектйВр располохсенных в осевой зоне заготовки, в этом случае происходит более эффективно, так как в окрестности дефекта схема всесторон него сжатия выражена более резко, что способствует лучшей проработке структуры металла заготовки при меньших величинах уковов. После завершения указанной ковки заготовки в фасонных бойках дальнейшую ковку можно проводить по любой технологии до получения требуемой геометрической формы поковки.
Пример. Необходимо отковать рабочий валок из марки стали 9Х2МФ. Масса поковки 2360 кг. Отходы на обсечки 1)20 кг. Отходы на угар из расчета 3% от массы заготовки 80 кг Масса заготовки на поковку 2360+120 +80 2560 кг.
Ковку осуществляют на прессе 2500 тс., Температура начала ковки 1180С, конца 800с. После ковки поковку подвергают нормализации с изотермическим отжигом. Заготовку массой 2560 кг вырезают из слитка, отлитого полунепрерывным литьем металла. Диаметр.слитка 630 мм, длина 9000 мм. Масса слитка 22000 кг. От верхнего и нижнего уровней слитка отрезают в отход 7%, что составляет 1540 кг. Годную част слитка длиной 8400 мм разрезак)т на восемь заготовок длиной по 1050 мм
каждая. На одну заготовку отходы
от верхнего и нижнего уровня слитка
составляют 540/8 190 кг.
Таким образом, на поковку массой 2360 кг расход металла составляет 2560+190 2750 кг.
За первый вынос заготовку диаметром 630 мм, длиной 1050 мм последовательно прожимают по длине без кантовки вокруг продольной оси в фасонных бойках до высоты 530 мм за ход пресса с разворотом заготовки первый проход. После этого заготовку кантуют на 90° и осуществляют прожим до высоты 500 мм с разворотом заготовки - второй проход. Далее, сменив фасонные бойки на комбинированные (верхний плоский, нижний вырезной) бойки, заготовку обжимают на диаметр 470 мм. После этого заготовку размечают и подсекают полувалом. Затем обжимают один конец в меру и отрубывают излишек металла. Потом, развернув заготовку, обжимают другой конец в меру и отрубывают излишек металла. Далее обжимают бочку в меру и правят поковку по оси. После завершения ковки поковку в горячем состоянии передают в термическое отделение.
Предлагаемый способ обеспечивает повышение качества получаемых поково при повышенной производительности. Формула изобретения
Способ ковки крупных поковок, вклчающий нагрев заготовки, ее обжатие в несколько проходов с формовкой на заготовке на каждом проходе двух противоположных вогнутых граней и кантоку заготовки между проходами на угол 90°, отличающийся тем,что, с целью повышения качества получаемых поковок и повьниения производительности , на каждом проходе между вогнутыми гранями формуют, по меньшей мере, по две плоские грани.
Источники информации, принятые во внимание при экспертизе
