(54) ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Червячный обкатник | 1979 |
|
SU880589A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Конический червячный обкатник | 1979 |
|
SU880590A1 |
| Конический червячный обкатник | 1980 |
|
SU980905A1 |
| Червячная фреза | 1974 |
|
SU680826A1 |
| Червячный обкатник | 1978 |
|
SU829280A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
Изобретение относится к машино-. строению и инструментальному производству и может ть использованр для чистового нарезания методом обката цилиндрических зубчатых колес .с эвольвентным профилем зубьев, преимущественно среднего и крупного модуля.
Известен червячный инструмент для чистовой обработки зубчатых колес со спирально-винтовой режущей кромкой 1. I
Недостатком инструмента является низкая производительность обработки и низкая стойкость.
Целью изобретения является повыщение производительности и стойкости инструмента.
Поставленная цель достигается тем, что инструмент снабжен дополнительными спирально-винтовыми режущими кромками, расположенными так, что основной спйральнр-винтовой peжsHщeй кромкой лежат на общей винтовой производящей поверхности инструмента, наружная поверхность витков которого выполнена цилиндрической.
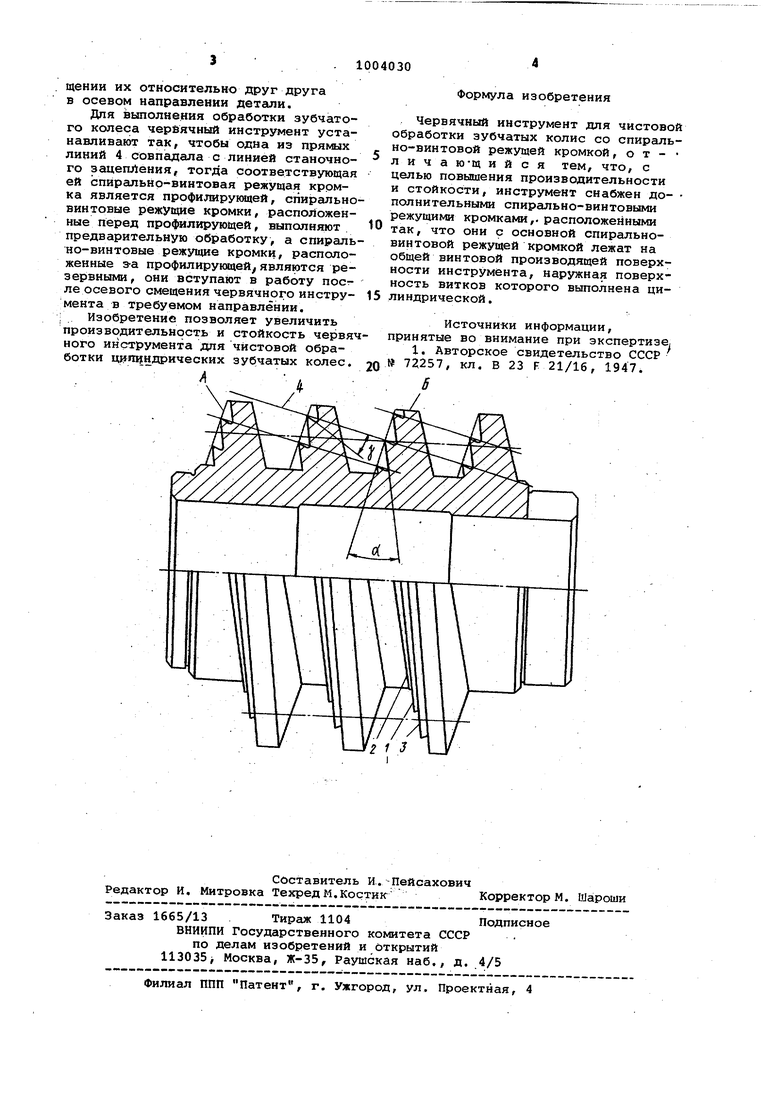
На чертеже представлен инструмент, общий вил.
Инструмент выполнен в виде червя|ка, преимущественно эвольвентного. , Витки инструмента содержат основную спирально-винтовую режущую кромку 1 и дополнительные спирально-винтовые режущие кромки 2 и 3. Все спирально-винтовые режущие кромки ежат на общей винтовой производящей поверхности А инструмента, наружная поверх10ность Б инструмента выполнена цилиндрической. Спирально-винтовые режущие кромки совпадают со спирально-винтовыми линиями, образованными в пересечении бокогаис сторон профиля витков
15 инструмента роверхностями вращения вокруг оси инструмента пряьвлх линий 4 нормальных боковым звольвентным поверхностям исходного червяка инструмента.
20
Через спирально-винтовые режущие кромки под требуемыми из условий резания углами -Jf и об проходят; спирал но-винтовые передние и задние поверх25ности.
Обработка зубчатых колес производится на зубофрезерном станке при согласованном вращении в станочном зацеплении червячного инструмента
30 и детали вокруг своих осей и перемещении их относительно друг друга в осевом направлении детали. Для выполнения обработки зубчатого колеса червячный инструмент устанавливают так, чтобы одна из прямых линий 4 совпадала с линией станочного зацепления, тогда соответствующая ей спирально-винтовая режущая кромка является профилирующей, спирально винтовые режущие кромки, расположенные перед профилирующей, выполняют предварительную обработку, а спираль но-винтовые режущие кромки, расположенные з-а профилирующей, являются резервными, они вступают в работу пос.ле осевого смещения червячного инструмента в требуемом направлении. Изобретение позволяет увеличить производительность и стойкость червя ного инструмента Для чИстовой обработки одпиндрических зубчатых колес. .4 Формула нзобретения Червячный инструмент для чистовой обработки зубчатых колис со спирально-винтовой режущей кромкой, о т - ичаю-щийся тем, что, с целью повышения производительности и стойкости, инструмент снабжен до- полнительными спирально-винтовыми режущими кромками,, расположенными так, что они с основной спиральновинтовой режущей кромкой лежат на общей винтовой производящей поверхности инструмента, наружная поверхность витков которого выполнена цилиндрической. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 72257, кл. В 23 F 21/16, 1947.
