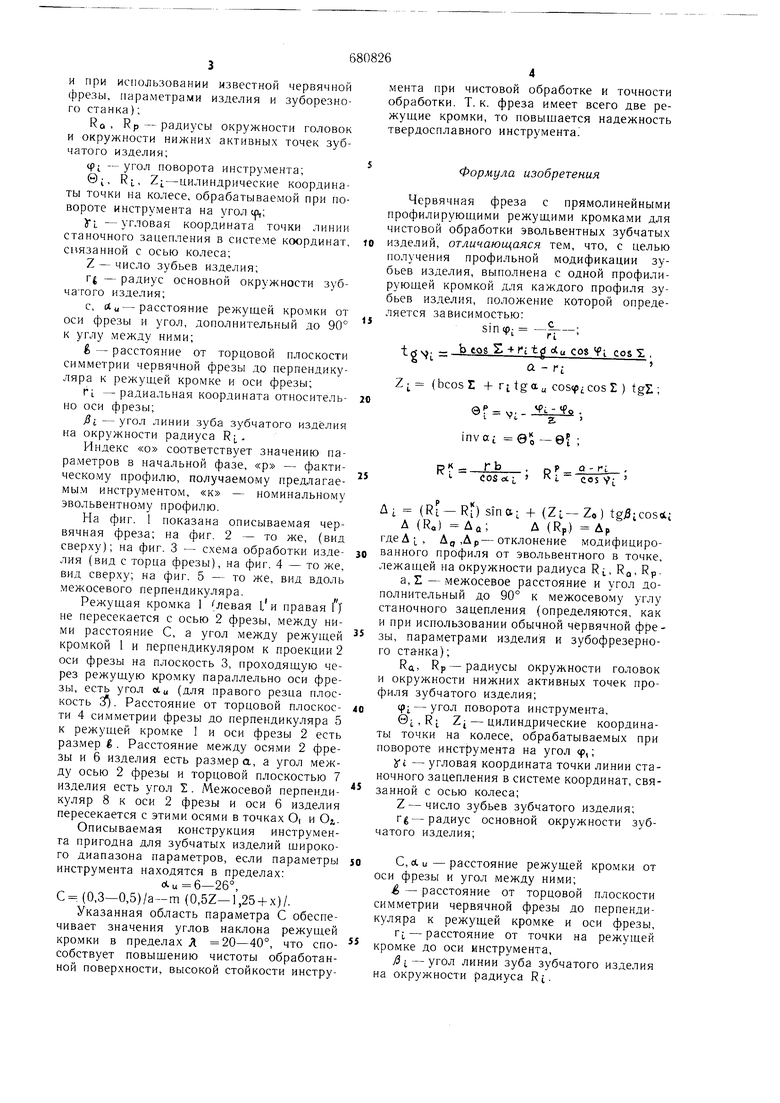
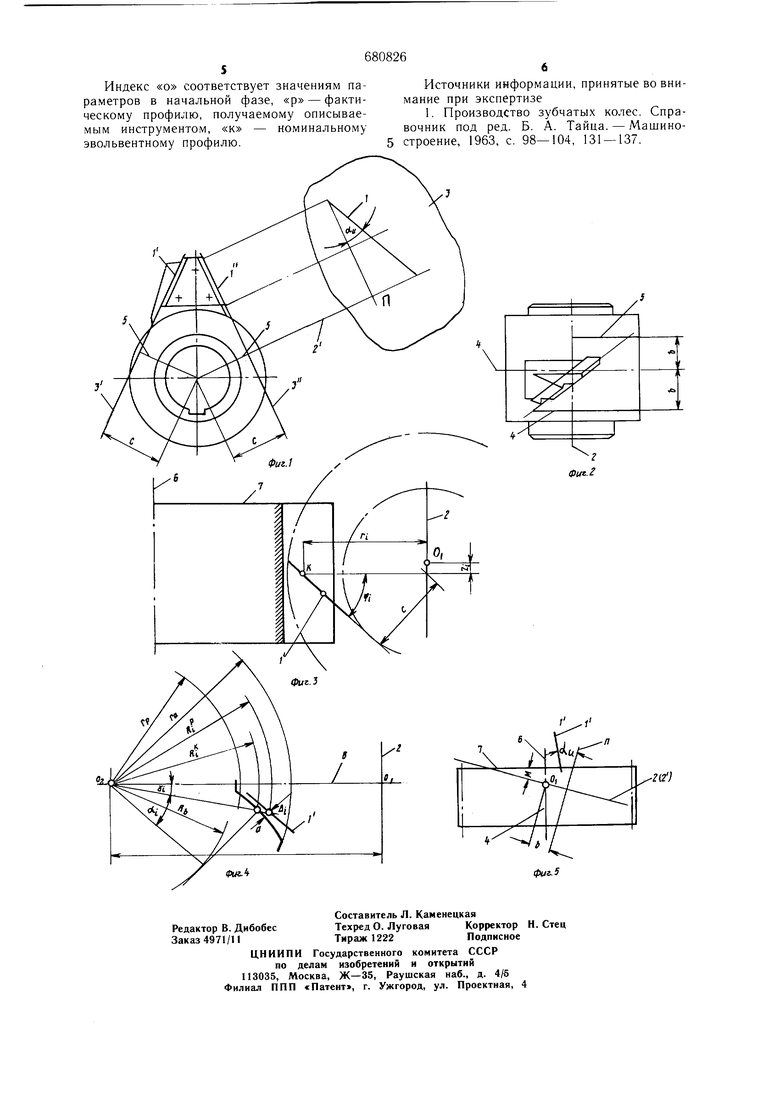
И при использовании известной червячной фрезы, параметрами изделия и зуборезного станка); RO , RP - радиусы окружности головок и окружности нижних активных точек зубчатого изделия; (fi -угол поворота инструмента; в;, RI, Zi-цилиндрические координаты точки на колесе, обрабатываемой при повороте инструмента на угол ср,; Il -угловая координата точки линии станочного зацепления в системе координат, связанной с осью колеса; Z-число зубьев изделия; Г{ - радиус основной окружности зубчатого изде.тия; с, ctu-расстояние режущей кромки от оси фрезы и угол, дополнительный до 90° к углу между ними; f - расстояние от торцовой плоскости симметрии червячной фрезы до перпендикуляра к режущей кромке и оси фрезы; TL -радиальная координата относительно оси фрезы; i - угол линии зуба зубчатого изделия на окружности радиуса R;,. Индекс «о соответствует значению параметров в начальной фазе, «р - фактическому профилю, получаемому предлагаемым инструментом, «к - номинальному эвольвентному профилю. На фиг. 1 показана описываемая червячная фреза; на фиг. 2 - то же, (вид сверху); на фиг. 3 - схема обработки издеЛИЯ (вид с торца фрезы), на фиг. 4 - то же, вид сверху; на фиг. 5 - то же, вид вдоль межосевого перпендикуляра. Режущая кромка 1 {левая 1,и правая fj не пересекается с осью 2 фрезы, между нирасстояние С, а угол между режущей кромкой 1 и перпендикуляром к проекции 2 оси фрезы на плоскость 3, проходящую через режущую кромку параллельно оси фрезы, есть угол oi-u (для правого резца плоскость 3. Расстояние от торцовой плоскоети 4 симметрии фрезы до перпендикуляра 5 к режущей кромке 1 и оси фрезы 2 есть размер (:. Расстояние между осями 2 фрезы и 6 изделия есть раз.мер а, а угол между осью 2 фрезы и торцовой плоскостью 7 изделия есть угол I. Межосевой перпендикуляр 8 к оси 2 фрезы и оси 6 изделия пересекается с этими осями в точках О, и О;.,. Описываемая конструкция инструмента пригодна для зубчатых изделий щирокого диапазона параметров, если параметры инструмента находятся в пределах: Ли 6-26°, С (0,3-0,5)/а-m (0,5Z-1,25-f х)/. Указанная область параметра С обеспечивает значения углов наклона режущей кромки в пределах Л 20-40°, что способствует повыщению чистоты обработанной поверхности, высокой стойкости инструмента при чистовой обработке и точности обработки. Т. к. фреза имеет всего две режущие кромки, то повыщается надежность твердосплавного инструмента. Формула изобретения Червячная фреза с прямолинейными профилирующими режущими кромками для чистовой обработки эвольвентных зубчатых изделий, отличающаяся тем, что, с целью получения профильной модификации зубьев изделия, выполнена с одной профилирующей кромкой для каждого профиля зубьев изделия, положение которой определяется зависимостью: trt4. - b tog ctu COS Ус COSS . gs,, Z (bcos I + fi tg a у cos I ) tgjl; er , invtti 00-0 ; P ль. pP-A: li- i. cos VL COS ail Ai (Rf-Rf) sina: + (ZL-Zo) tg;3icos(t; Д (Ro) Да;Д (Rp) ДР гдеЛ, Дд ,Др-отклонение модифицированного профиля от эвольвентного в точке, лежащей на окружности радиуса Ri,, RQ, Rp. а, I - межосевое расстояние и угол дополнительный до 90° к межосевому углу станочного зацепления (определяются, как и при использовании обычной червячной фрезы, параметрами изделия и зубофрезерного станка); Rft, Rp-радиусы окружности головок и окружности нижних активных точек профиля зубчатого изделия; VI - угол поворота инструмента, ei,R; Zj - цилиндрические координаты точки на колесе, обрабатываемых при повороте инструмента на угол 9,; УС - угловая координата точки линии станочного зацепления в системе координат, связанной с осью колеса; Z-число зубьев зубчатого изделия; rg-радиус основной окружности зубчатого изделия; С, ОС U - расстояние режущей кромки от оси фрезы и угол между ними; - расстояние от торцовой плоскости симметрии червячной фрезы до перпендикуляра к режущей кромке и оси фрезы, г - расстояние от точки на режущей кромке до оси инструмента, J3 i. - угол линии зуба зубчатого изделия на окружности радиуса Rf.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ | 2000 |
|
RU2175593C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НЕЭВОЛЬВЕНТНОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2364480C1 |
| Способ изготовления червячной передачи | 1979 |
|
SU837636A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2165339C2 |
| Червячная фреза | 1979 |
|
SU814610A1 |
| Способ обработки многозаходных винтовых канавок на телах вращения | 1984 |
|
SU1162555A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
