(54) СПОСОБ ДЕМОНТАЖА ПАЯНЫХ СОЕДИНЕНИЙ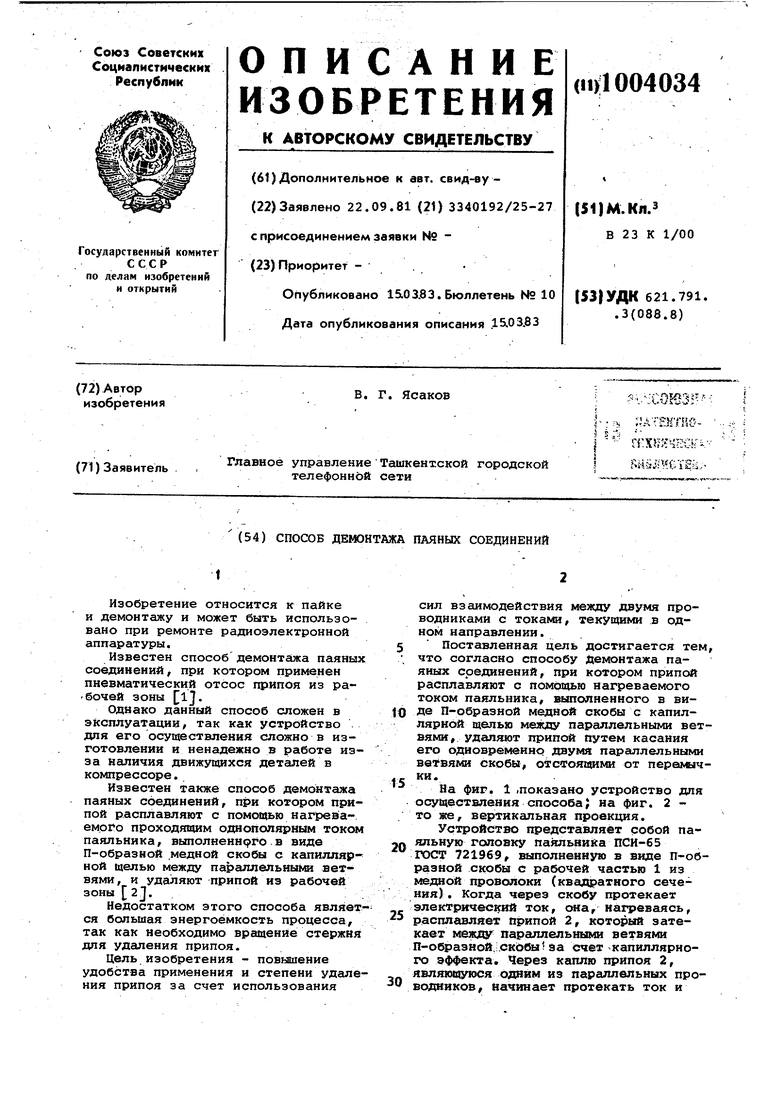
| название | год | авторы | номер документа |
|---|---|---|---|
| Электропаяльная головка | 1986 |
|
SU1465214A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ И ДЕМОНТАЖА АНО-2 | 1992 |
|
RU2065802C1 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ УЛЬТРАЗВУКОВЫМ ПАЯЛЬНИКОМ | 1998 |
|
RU2155117C2 |
| Устройство для пайки выводов микросхем | 1974 |
|
SU565785A1 |
| Электропаяльник для пайки и демонтажа | 1976 |
|
SU617198A1 |
| Устройство для распайки паяных соединений | 1981 |
|
SU961883A1 |
| Паяльник | 1980 |
|
SU986668A1 |
| Электропаяльник демонтажный | 1990 |
|
SU1712086A1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
Изобретение относится к пайке и демонтажу и может быть использовано при ремонте радиоэлектронной аппаратуры.
Известен способ демонтажа паяных соединений, при котором применен пневматический отсос припоя из рабочей зоны .
Однако данный способ сложен в эксплуатации, так как устройство для его осуазествления сложно в изготовлении и ненадежно в работе изза наличия движущихся деталей в компрессоре.
Известен также способ демонтажа паяных соединений, при котором припой расплавляют с помощью нагреваемого проходящим однопопярным током паяльника, выполненнрго в виде П-образной .медной скобы с капиллярной щелью между параллельными ветвями, и удаляют припой из рабочей зоны 2j..
Недостатком этого способа является большая энергоёмкость процесса, так как необходимо вращение стержня для удаления припоя.
Цель изобретения - повышение удобства применения и степени удаления припоя за счет использования
сил взаимодействия между двумя проводниками с токами, текущими в одном направлении.
Поставленная цель достигается тем, что согласно способу Демонтажа паяных соединений, при котором припой расплавляют с помощью нагреваемого током паяльника, выполненного в виде П-образной медной скобы с капилШлярной щелью мезкду параллельными ветвями, удаляют припой путем касания его одновременно двумя параллельными ветвями скобы, обстоящими от пере «чки.
15
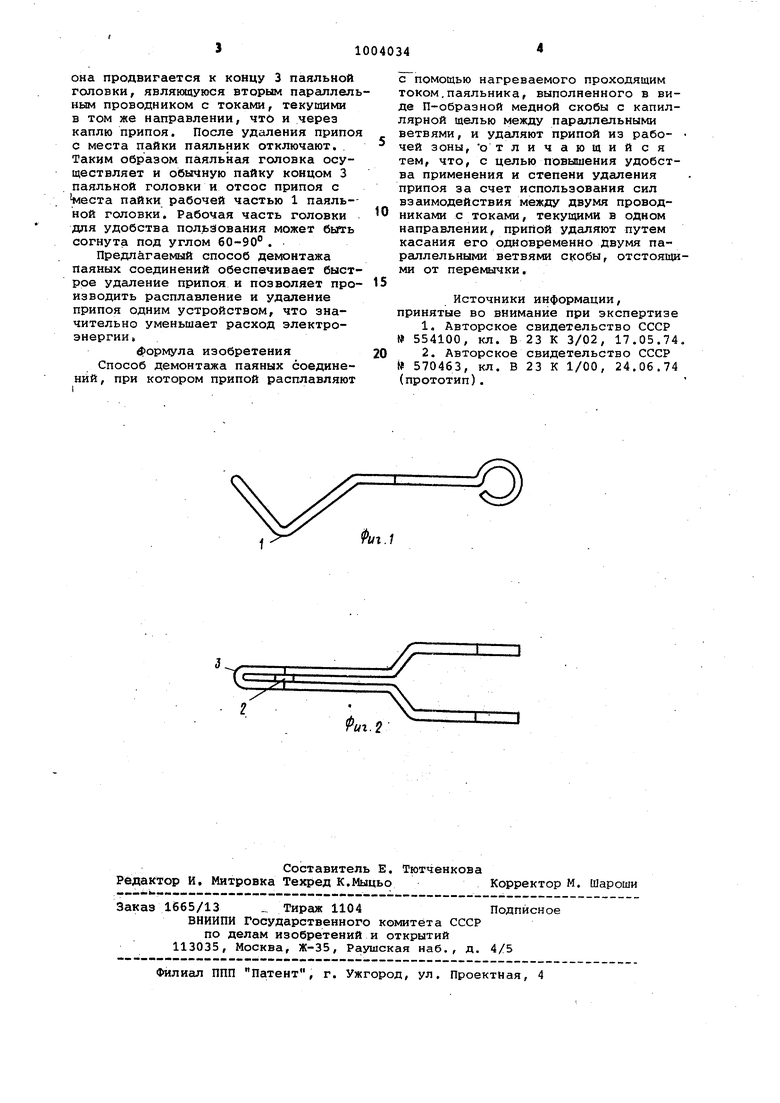
На фиг. 1 .показано устройство для осуществления способа; на фиг. 2 то же, вертикальная проекция.
Устройство представляет собой паjft яльную головку паяльника ПСИ-б5
ГОСТ 721969, выполненную в виде П-образной скобы с рабочей частью 1 из медной проволоки (квадратного сечения). Когда через скобу протекает электрический ток, она, нагреваясь,
25 расплавляет припой 2, который затекает между параллельными ветвями П-образнс,. Эа счет -капиллярного эффекта. Через каплю припоя 2, являющуюся одним из параллельных про30водников, начинает протекать ток и
она продвигается к концу 3 паяльной головки, являющуюся вторым параллельным проводником с токами, текущими в том же направлении, что и через каплю припоя. После удаления припоя с места пайки паяльник отключают. Таким образом паяльная головка осуществляет и обычную пайку концом 3 паяльной головки и отсос припоя с WcTa пайки рабочей частью 1 паяль-ной головки. Рабочая часть головки для удобства пользования может быть согнута под углом 60-90°.
Предлагаемый способ демонтажа паяных соединений обеспечивает быстрое удаление припоя и позволяет производить расплавление и удаление припоя одним устройством, что значительно уменьшает расход электроэнергии,
формула изобретения
Способ демонтажа паяных соединений , при котором припой расплавляют
с помощью нагреваемого проходящим током,паяльника, выполненного в виде П-образной медной скобы с капиллярной щелью между параллельными ветвями, и удаляют припой из рабочей зоны, отличающий ся тем, что, с целью повышения удобства применения и степени удаления припоя за счет использования сил взаимодействия между двумя проводниками с токами, текущими в одном направлении, припой удаляют путем касания его одновременно двумя параллельными ветвями скобы, отстоящими от перемычки.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
554100, кл. В 23 К 3/02, 17.05.74
wt.;
х
Риг. 2
