Изобретение относится к восстановлению деталей пайкой, а именно в нашем случае пайки с использованием ультразвукового паяльника.
Известны многие способы восстановления, изготовления деталей пайкой, при которых применяют ультразвуковые паяльники. По литературному источнику известен способ паяния ультразвуковым паяльником УП-21, который работает на частоте 20-26 кГц от ультразвукового генератора. Недостатки способа заключаются в следующем: припой подается на обрабатываемый шов (поверхность), индивидуально накладываясь на обрабатываемый шов (поверхность) в виде прутка, что значительно затрудняет проведение паяльных работ при увеличении времени на проведение работы и ухудшение качества выполненной работы (пайки).
Наиболее близким аналогом заявленного изобретения является способ пайки деталей ультразвуковым паяльником (SU 831447, МПК 7 B 23 K 1/06, 30.05.1961), согласно которому припой подают через отверстие внутри паяльного стержня, а расплавляют его с помощью электронагревательной спирали.
Задачей изобретения является расширение технологических возможностей пайки швов (поверхностей) при сокращении времени на проведение работы и улучшения качества обработки, а также обеспечение более удобной работы исполнителю.
Указанный технический результат обеспечивается тем, что в корпус паяльника (в ультразвуковой вибратор) вставляется припой в виде прутка, который при нагреве электронагревательной спирали расплавляется и попадает в обрабатываемый шов (поверхность), уплотняя и вкрапляя элементы припоя в шов (поверхность) с помощью ультразвуковых колебаний, которые разрушают окисную пленку на обрабатываемой поверхности, а верхняя часть торца стержня, выполненного в сферической форме, производит выглаживание и вкрапление (под его давлением) наложенного слоя припоя, что обеспечивает выполнение заданной задачи.
На чертеже представлена схема устройства (ультразвукового паяльника), обеспечивающего выполнение предлагаемого способа.
Способ осуществляется следующим образом. На станке на специальной установке или на автоматической линии по проведению пайки деталей или в ручную устанавливаются детали для проведения пайки, предварительно подготовленные для проведения паяния согласно технологии. Пайка ультразвуковым паяльником производиться низкотемпературным припоем, имея некоторые особенности при паянии деталей из алюминия, которые объясняются образованием на поверхности деталей прочной и тугоплавкой окисной пленки, препятствующей соединению деталей. При пайке этим паяльником в расплавленном припое возникают ультразвуковые колебания, которые разрушают окисную пленку на деталях. Очищенные от окислов поверхности деталей хорошо соединяются с припоем и обеспечивают прочное паяние.
Пример. Проводится пайка деталей ультразвуковым паяльником, показанным на чертеже. Пайка низкотемпературными припоями производиться с предварительной подготовкой деталей к пайке, пайки и обработки деталей после пайки. Подготовка деталей к пайке включает в себя очистку кромок деталей от загрязнения и окислов, подогрев деталей до температуры пайки, флюсование (при необходимости) и лужение соединяемых поверхностей. Далее производится сборка изделия с обеспечением зазора между ними 0,05-0,20 мм. Затем наконечник 8 ультразвукового вибратора 3, паяльника (медного стержня 6) подводят на стык соединяемых деталей 1, где ультразвуковой вибратор 3, работая на частоте 20-26 кГц, с помощью спирали 4 ультразвукового генератора в расплавленный припой подает ультразвуковые колебания, которые, разрушая окисную пленку на деталях, соединяются с припоем 2, который подается в виде стержня 7 в отверстие вибратора (который сделан по его оси), расплавляется от нагрева медного стержня 6 с помощью электронагревательной спирали 5, производя выглаживание наложенного слоя припоя с помощью наконечника 8, заканчивая процесс пайки.
Низкотемпературная пайка получила широкое распространение при ремонте автомобилей, а именно при ремонте водяных и масляных радиаторов, деталей электрооборудования топливных баков и других деталей. Качество пайки обычно контролируют методом опрессовки деталей сжатым воздухом или водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Микропаяльник для бесфлюсовой пайки | 1986 |
|
SU1360929A1 |
| Паяльник | 1980 |
|
SU986668A1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| Способ демонтажа паяных соединений | 1981 |
|
SU1004034A1 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2004 |
|
RU2263569C1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Способ пайки материалов | 1984 |
|
SU1181800A1 |
| СПОСОБ БЕСКОНТАКТНОЙ ПАЙКИ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2016 |
|
RU2675674C2 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
Способ может быть использован при восстановлении деталей пайкой с использованием ультразвука. Припой подают в виде прутка по отверстию внутри медного паяльного стержня. Расплавляют припой за счет нагрева паяльного стержня электронагревательной спиралью. Верхнюю часть торца паяльного стержня выполняют сферической формы для выглаживания полученного слоя припоя. Способ позволяет расширить технологические возможности при улучшении качества обработки поверхностей деталей. 1 ил.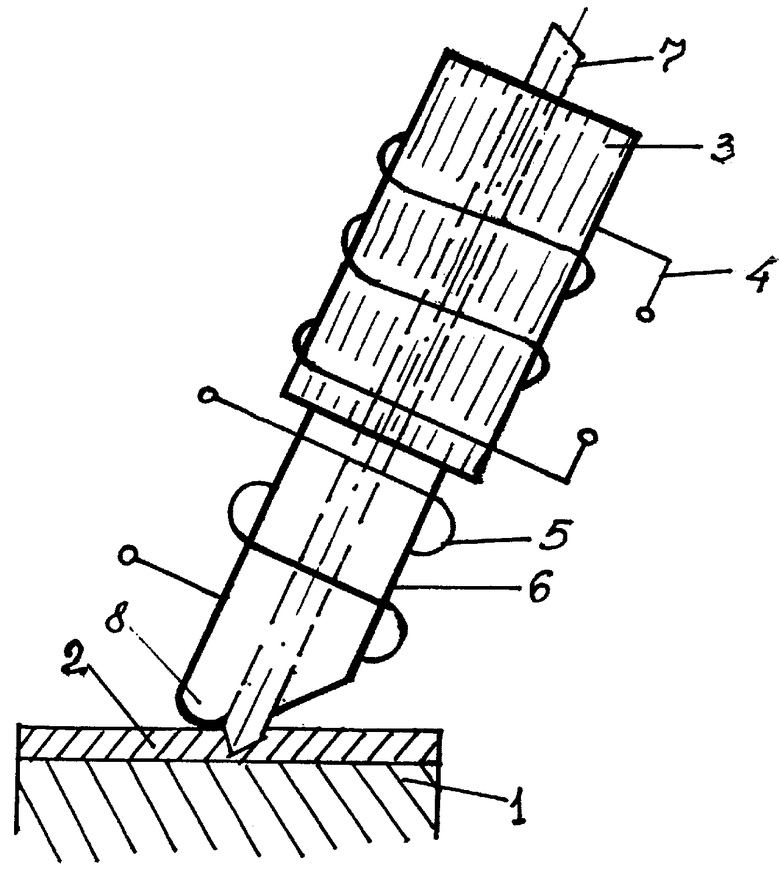
Способ пайки деталей ультразвуковым паяльником, включающий подачу припоя по отверстию внутри паяльного стержня и расплавление его за счет нагрева паяльного стержня с помощью электронагревательной спирали, отличающийся тем, что подают припой в виде прутка, а верхнюю часть торца паяльного стержня выполняют сферической формы для выглаживания полученного слоя припоя, при этом используют паяльный стержень из меди.
| Ультразвуковой паяльник | 1979 |
|
SU831447A1 |
| Электрический паяльник | 1975 |
|
SU573278A1 |
| RU 2055710 С1, 10.03.1996 | |||
| RU 2060121 С1, 20.05.1996 | |||
| GB 1477099, 22.06.1977 | |||
| СПОСОБ ПРОИЗВОДСТВА САХАРОСОДЕРЖАЩЕГО ПРОДУКТА | 2000 |
|
RU2162106C1 |
