(54) СПОСОБ СВАРКИ ТЕРМОПЛАСТИЧНЫХ ПЛЕНОК ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
| Способ сварки излучением термопластичных полимерных пленок | 1987 |
|
SU1502396A1 |
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| ОТСЛАИВАЕМЫЕ КОМПОЗИТНЫЕ ТЕРМОПЛАСТИЧНЫЕ ГЕРМЕТИКИ В УПАКОВОЧНЫХ ПЛЕНКАХ | 2009 |
|
RU2499673C2 |
| БИАКСИАЛЬНО ВЫТЯНУТАЯ ПЯТИСЛОЙНАЯ РУКАВНАЯ ПЛЕНКА, ИСПОЛЬЗУЕМАЯ В КАЧЕСТВЕ УПАКОВКИ И ОБОЛОЧКИ ДЛЯ МЯСА С КОСТЯМИ ИЛИ БЕЗ КОСТЕЙ ИЛИ ПАСТООБРАЗНЫХ ПИЩЕВЫХ ПРОДУКТОВ, И ЕЕ ПРИМЕНЕНИЕ | 2002 |
|
RU2317894C2 |
| Способ сварки термопластичных пленок | 1977 |
|
SU663150A1 |
| Установка для изготовления мешков из рукавного термопластичного материала | 1978 |
|
SU791549A1 |
| БИАКСИАЛЬНО ВЫТЯНУТАЯ РУКАВНАЯ ПЛЕНКА, ИСПОЛЬЗУЕМАЯ В КАЧЕСТВЕ УПАКОВКИ И ОБОЛОЧКИ ДЛЯ МЯСА С КОСТЯМИ ИЛИ БЕЗ КОСТЕЙ ИЛИ ПАСТООБРАЗНЫХ ПИЩЕВЫХ ПРОДУКТОВ, И ЕЕ ПРИМЕНЕНИЕ | 2002 |
|
RU2317895C2 |
| ПЛЕНКА, ИСПОЛЬЗУЕМАЯ В КАЧЕСТВЕ УПАКОВКИ И ОБОЛОЧКИ ДЛЯ МЯСА ИЛИ МЯСА С КОСТЯМИ, И ПАКЕТ, ИЗГОТОВЛЕННЫЙ ИЗ НЕЕ | 2001 |
|
RU2275032C2 |
| Устройство для сварки термопластичных пленок | 1991 |
|
SU1766698A1 |
1
Изобретение относится к сварке пластмасс.
Известен способ сварки полимерных пленок инфракрасным излучением, включающий введение в пленки наполнителей, красителей и других компонентов для увеличения их поглощающей способности и нагрев пленок 1 .
Недостаток этого способа заключается в том, что введение в пленки наполнителей, красителей и других компонентов требует специальной технологии для ее равномерного введения при экструдировании, что усложняет и удорожает производство полимерных пленок. С другой стороны, упакованные в черную пленку изделия утрачивают свой товарный вид, лишают покупателя возможности видеть содержимое пакета и определить его качество. На черной пленке технически сложно нанести инструкции, способы употребления и хранения товаров и т. п.
Наиболее близким к предлагаемому является способ сварки термопластичных пленок инфракрасным излучением, включающий нагрев пленок до температуры сварки. Согласно данному сцособу свариваемые пленки
перед нагревом укладывают на упругие эластичные подложки, содержащие сажу, например черный поролон 2.
Однако для того, чтобы разогреть пленки до температуры сварки, эластичную подложку нагревают до 200--300°С (в зависимости от толщины свариваемой пленки), для чего требуется время и наличие мощного инфракрасного излучения, так как передача тепла к пленкам осуществляется за счет радиации от перегретой подложки. При этом происходят значительные потери тепловой энергии и, кроме того, интенсивно выгорает поверхность эластичной подложки, причем выгорание по поверхности происходит неравномерно. В результате этого свариваемые пленки не по всей плоскости прилагают к подложкам, т. е. появляются воздушные подушки, и в этих местах пленки не свариваются из-за недостаточного прогрева, что приводит к браку щва.
Цель изобретения - увеличение скорости сварки и повышение качества сварного соединения.
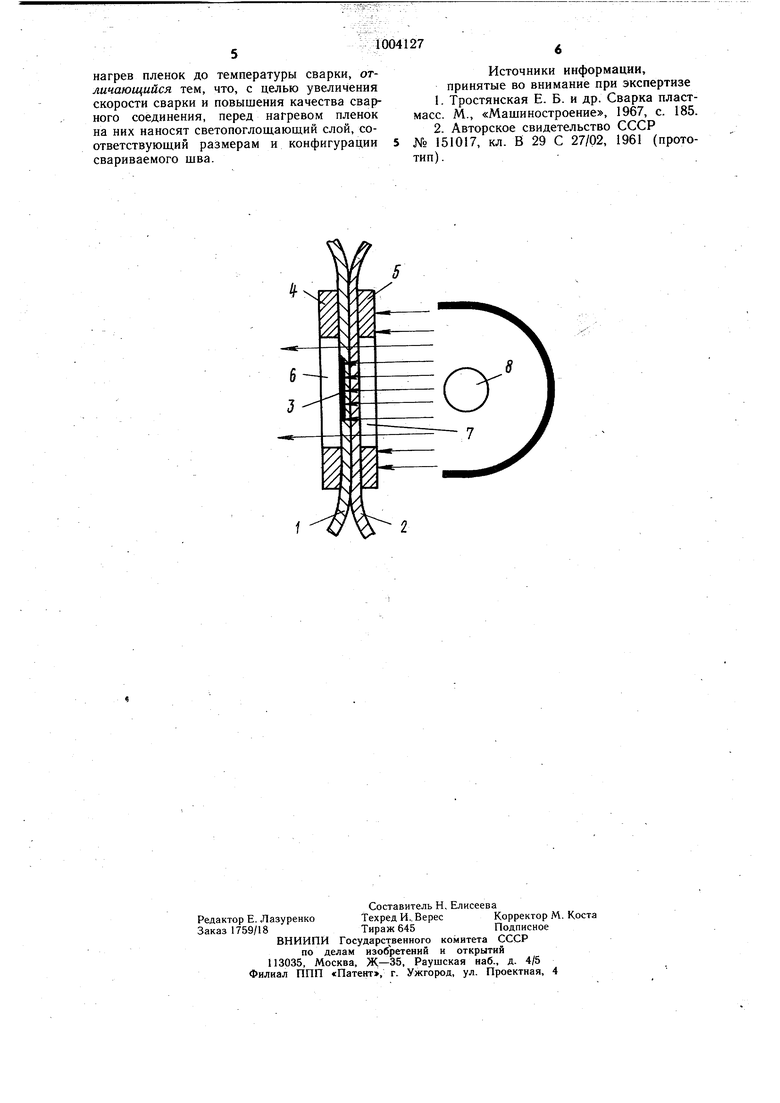
Указанная -цель достигается тем, что согласно способу сварки термопластичных пленок инфракрасным излучением, включающему нагрев пленок до температуры сварки, перед нагревом пленок на них наносят светопоглощающий слой, соответствующий размерам и конфигурации свариваемого шва. Нанесение светопоглощающего слоя на пленки, например, типографским методом, типа неразрывной полосы, строчек, волны и т. д. дает возможность значительную часть энергии инфракрасного излучения передать непосредственно на свариваемую зону, что дает возможность резко сократить время для сварки и таким образом соответственно увеличить скорость процесса сварки. Это достигается за счет того, что светопоглощающий слой расположен непосредственно на свариваемых пленках в зоне сварного шва. Повышается качество и надежность свариваемого шва. Причем шов получается в четко обозначенных границах нанесенного слоя, что позволяет выполнять сварный шов любой конфигурации. Сущность предлагаемого способа поясняется чертежом. Способ сварки термопластичных пленок заключается в следующем. Термопластичные пленки 1 и 2, на одной из которых 1 нанесен светопоглощающий слой 3, соответствующий размерам и конфигурации сварного шва, зажаты между пластинами 4 и 5, имеющими окна 6 и 7, в зоне сварки шва. Со стороны пленки 2, не имеющей светопоглощающего слоя, установлен источник инфракрасного излучения 8. При включении источника инфракрасного излучения 8 поток лучей, проходя через пленку 2, поглощается слоем 3, и пленка 1 в зоне, соответствующей размерам этого слоя, приваривается к пленке 2, остальные участки пленок за пределами слоя 3 не свариваются, так как инфракрасные лучи проходят через них без поглощения. Пример 1. На одной из наружных сторон сложенной вдвое рукавной полиэтиленовой пленки ГОСТ 10354-73 щириной 120 мм и толщиной 60 мкм типографским способом наносится светопоглощающий слой черного цвета (на всю ширину рукава) щириной 3 мм. Далее пленки прижимаются друг к другу планками с окнами шириной 10 мм. Планки с пленками перемещается со скоростью 0,5 м/с перед источником инфракрасного излучения, который располагается со стороны пленки, не имеющей метки. . В качестве источника инфракрасного излучения применяется лампа накаливания инфракрасная, марки КГ 220-1000 длиной 500 мм. Сваренный шов на пленке получался точно по щирине метки с четко обозначенной границей между сваренным и не сваренным участками пленок. Разрущающее напряжение при растяжении сваренного шва превышает 92-95 кгс/см, что соответствует высщей категории качества по ОСТ 6-19- . Пакеты пленочные для сыпучей химической продукции. Пример 2. На обеих наружных сторонах сложенной вдвое рукавной полиэтиленовой пленки ГОСТ 10354-73 щириной 240 мм и толщиной 80 мкм типографским способом наносится светопоглощающий слой черного цвета (на всю ширину рукава) щириной 3 мм. Пленки совмещаются метками наружу, прижимаются друг к другу планками с окнами щириной 10 мм. Планки с пленками перемещаются со скоростью 0,5 м/с между двумя источниками инфракрасного излучения, установленными напротив друг друга. В качестве источников инфракрасного излучения применяются лампы накаливания инфракрасные марки КГ 220-1000 длиной 500 мм. Сваренный щов на пленке получается точно по ширине метки с четко обозначенной границей между сваренны.м и не сваренным участками пленок. Разрушающее напряжение при растяжении сваренного щва превышает 92-95 кгс/см,что соответствует высшей категории качества по ОСТ 6-19- 62-76. Пакеты пленочные для сыпучей химической продукции. Пример 3. На обеих внутренних сторонах сложенной вдвое рукавной полиэтиленовой пленки ГОСТ 10354-73 шириной 120 мм и толщиной 60 мм типографским способом наносится светопоглощающий слой черного цвета (на всю ширину рукава) шириной 3 мм. Далее пленки прижимаются друг к другу, совмещаются метками планками с окнами шириной 10 мм. Планки с пленками перемещаются со скоростью 0,5 м/с между двумя источниками инфракрасного излучения, установленными напротив друг друга. В качестве источников инфракрасного излучения применяются лампы накаливания инфракрасные Кг 220-1000 длиной 500 мм. Сваренный шов на пленке получается точно по щирине метки с четко обозначенной границей между сваренным и не сваренным участками пленок, разрущающее напряжение при растяжении сварочного щва превышает 92-95 кгс/см, что соответствует высщей категории качества по ОСТ 6-19- 62-76. Пакеты пленочные для сыпучей химической продукции. Использование предлагаемого способа сварки термопластичных пленок инфракрасным излучением обеспечивает по сравнению с существующими способами возможность повышения скорости сварки пленок и получения непрерывного процесса; обеспечение высокого качества сварочного шва, что особенно важно в современной химической промышленности для упаковки товаров народного потребления; получение упаковок с улучшенным товарным видом, так как появляется возл ожность иметь щвы на упаковках любой конфигурации, -вида и декоративной отделки. Формула изобретения Способ сварки термопластичных пленок инфракрасным излучением, включающий
нагрев пленок до температуры сварки, отличающийся тем, что, с целью увеличения скорости сварки и повышения качества сварного соединения, перед нагревом пленок на них наносят светопоглощающий слой, соответствующий размерам и конфигурации свариваемого шва.
Источники информации, принятые во внимание при экспертизе
№ 151017, кл. В 29 С 27/02, 1961 (прототип) .
